Виды напильников
Современные школьники, оказываясь в инструментальных цехах на экскурсии, часто с усмешкой разглядывают инструмент, которым пользуются слесари инструментальщики. Рядом могут стоять сложные станки, способные в течение нескольких секунд срезать толстые слои металла.
А слесари обрабатывают деталь с помощью ручных приспособлений с ручками, водят ими по заготовкам, добиваясь нужного размера или вида детали. Часто для уточнения каких-то особенностей просматривают результаты труда через лупы.
Однако особо тонкую доводку изделия порой нельзя доверить машине. Только с помощью напильника или его младшего брата – надфиля можно добиться требуемых параметров. Эти инструменты используются для снятия слоя металла.
Чаще всего на прочной стальной полосе имеется насечка. Это невысокие зубья, расположенные в определенной последовательности (нанесена специальная насечка). Специальным стандартом (ГОСТ 1465-80) утверждены правила расположения зубьев и их форма.
Для изготовления используются углеродистые стали (У9…У11) или специальные сплавы железа с легирующими элементами. Напильники проходят термообработку, в результате которой поверхностная твердость достигает до 54…60 HRC (твердость по прибору Роквелла).
Для удобства использования на конце имеется треугольный или цилиндрический хвостовик. На хвостовик надевают рукоятку. Ее изготавливают из разных материалов (древесина, оргстекло, металл). Профессионалы предпочитают пользоваться деревянными ручками из березы или ореха.
Важно! Чтобы ручка не раскалывалась при вбивании хвостовика, на конце устанавливается металлическое кольцо
Внешний вид напильника
На сегодня применяется большое количество этого инструмента разной формы. Его можно классифицировать не только по форме сечения, но и форме самого бруска.
Применение напильников различной формы
Действительно, форма бруска во многом определяет сферу применения. То есть, плоские, применяют для обработки плоских поверхностей, расположенных внутри или снаружи детали. Квадратные применяют для разработки отверстий разной формы. Трехгранный нашел свое применение при обработке пазов и других деталей. Кроме того его используют для заточки пил и другого инструмента.
Полукруглые, которые могут иметь прямоугольную или остроносую форму предназначены для работы с выпуклыми или вогнутыми поверхностями.
Круглые, используют для работы с круглыми или овальными отверстиями. Для обработки зубчатых колес применяют напильники ромбической формы.
Такое обилие этого инструмента (форма, размеры и пр.) может привести в замешательство. И многие искренне полагают то, что в домашней мастерской надо держать максимально большое количество напильников. Но, это не более чем заблуждение. На самом деле, большую часть работ по обработке поверхностей можно выполнить с применением инструмента следующих форм – прямого, круглого и треугольного.
Кстати, срок эксплуатации зависит от материала, параметров термической обработки и размера насечки.
Особенности применения инструментов ручного точения
Есть весьма условное деление по назначению. Выделяют основные категории.
- Слесарные – наиболее распространённые напильники. Их используют на любом промышленном предприятии. В домашних мастерских и личных хозяйствах нетрудно встретить подобный инструмент.
- Надфили используются для тонкой работы. Основными пользователями являются ювелиры, слесари-лекальщики. Без мелкого инструмента трудно невозможно обрабатывать труднодоступные места. Например, Михаил Тимофеевич Калашников уже будучи известным конструктором автоматического оружия дорабатывал отдельные детали самостоятельно с помощью набора надфилей.
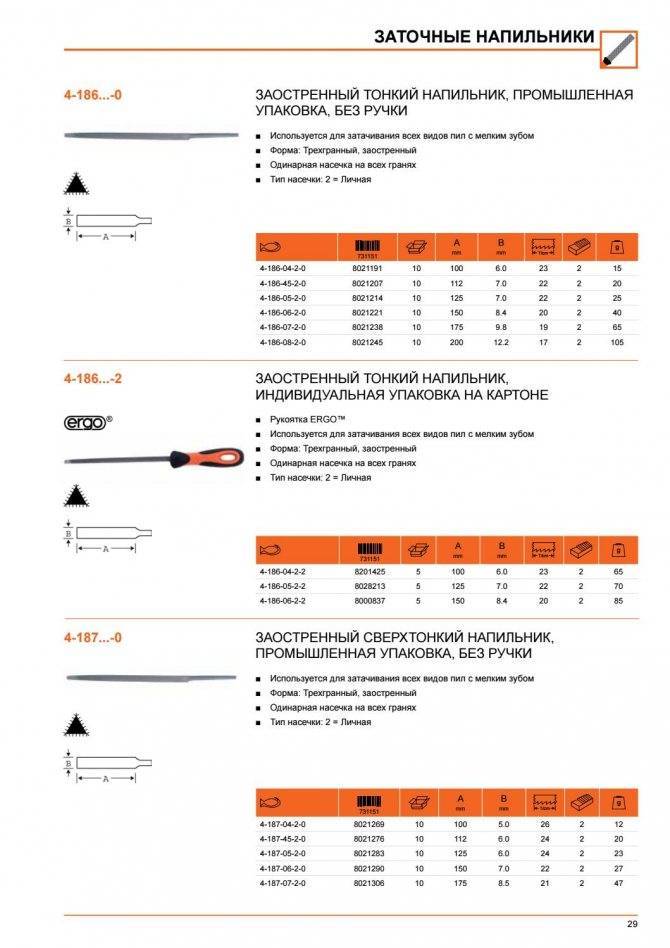
- Заточные напильники (в основном треугольные и ромбовидные) используются для заточки зубьев на ножовках, пильных цепях и в других местах, где требуется восстановить требуемую остроту режущих кромок.
- Рашпили – особый класс инструментов, используемых для обработки древесины и иных неметаллических материалов. Их отличает наличие зубьев особой точечной формы. Иногда рашпили называют драчевыми напильниками, хотя – это не совсем верно.
Нормативная база – некоторые особенности
На территории нашей страны принят ГОСТ 1465-80. В этом документе определены нормативные требования к этому изделию. В частности, в нем определены формы производимых изделий. Кроме того, в отдельном разделе отнормированы требования по твердости поверхности. ГОСТ регламентирует и порядок упаковки готового изделия. Так, каждый готовый инструмент должен быть отдельно упакован. Немаловажную роль играет и вид маркировки. На потребительской таре должно быть нанесена информация о твердости готовой продукции.
Напильники должны проходить испытания один раз в три года. Для этого необходимо использовать станок вида ТФ18-6 или его аналог. Для испытания напильников на сцепляемость необходимо использовать бруски, выполненные из стали У8, твердость поверхности 150 – 187 по НВ.
При проведении испытаний напильник должен совершить порядка 10 000 рабочих ходов, то есть порядка 50 – 55 за одну минуту. В приложениях ГОСТ, приведены таблицы, на основании которых делается вывод о пригодности партии инструмента к эксплуатации.
Как выбрать напильник – удачный выбор!
Выбирая напильник, прежде всего, проведите визуальный осмотр на предмет выявления трещин или иных дефектов. Конечно, выявить трещины на глаз не так уж и просто. Зато звук поможет их определить со стопроцентной вероятностью! Для этого слегка стукните рабочей частью по чему-то твердому и прислушайтесь к полученному звуку – если он чистый, значит трещин, и правда, нет. А вот если в звуке слышно дребезжание, то такой инструмент можно сразу же выбрасывать.
При закалке инструмент может погнуться – это считается заводским браком, так что если вам попался такой инструмент, можете смело поменять его на ровный
Обратите внимание на насечки – зубья должны быть острыми, ровными, без пропусков, направленными в сторону носа напильника. Не допускается, чтобы на поверхности при покупке были видимые следы ржавчины и каких-либо загрязнений. Как и у любых инструментов, у напильников есть свой ресурс эксплуатации
Со временем, рано или поздно, набор напильников придет в негодность. Конечно же, лучше, чтобы это случилось поздно, когда каждый инструмент отработал свою стоимость с лихвой
Как и у любых инструментов, у напильников есть свой ресурс эксплуатации. Со временем, рано или поздно, набор напильников придет в негодность. Конечно же, лучше, чтобы это случилось поздно, когда каждый инструмент отработал свою стоимость с лихвой
Поэтому очень важно научиться правильно их эксплуатировать. Например, не обрабатывать материалы, покрытые ржавчиной или окалиной. Кроме того, новую покупку лучше опробовать на мягких металлах – несмотря на твердость напильника, на зубьях новых инструментов множество заусениц, которые на твердых металлах обламываются и приводят к затуплению инструмента
Кроме того, новую покупку лучше опробовать на мягких металлах – несмотря на твердость напильника, на зубьях новых инструментов множество заусениц, которые на твердых металлах обламываются и приводят к затуплению инструмента.
Это не касается личных напильников – стружка от мягких металлов забьется во впадины между зубьями и в скорости выведет инструмент из строя, поэтому работать такими нужно только по поверхности твердых металлов. Если же стружка уже забилась, не спешите выбрасывать инструмент – возможно, его еще спасет обработка щеткой с металлическим ворсом.







Формы надфилей и их применение
Формы надфилей отличаются друг от друга соответственно назначению. Мастера нередко используют целый набор мини-напильников в определенной последовательности.
Многоступенчатая обработка детали позволяет добиться оптимального состояния, подкорректировать все огрехи без особого труда.
По профилю инструмент подразделяется на следующие типы:
- трехгранные остроносые (треугольные). Имеют три равные грани, соответственно три рабочих ребра. Такая форма годится для обработки углов, расстановки угловых насечек, обточки мелких пазов внутри и снаружи;
- трехгранные тупоугольные. Напоминают треугольник с равными сторонами и тупым углом. Может иметь 1 или 3 грани разной текстуры. Применяется для обработки углов, средних и крупных отверстий;
- клиновидные. Обладают одним ребром и двумя рабочими гранями с острым концом. Подходят для обработки клапанов, мелких углов, кастов, пропиливания высечек;
- ромбические. Удобны для изделий с разными углами в форме. Рабочие поверхности складываются в ромб с острыми гранями. Кончик притуплен;
- полукруглые. Одна сторона плоская, другая — овальная. Насечки по всему инструменту. В сечении — сегмент. Универсальный вид, поскольку можно обработать и округлые и плоские поверхности. Неотъемлемый инструмент ювелира при изготовлении колец;
- плоские тупоносые. Прямоугольные, с четырьмя вытянутыми сторонами. По две широкие и узкие рабочие грани. Можно обрабатывать разнообразные пазы, ровные элементы;
- плоские остроносые. Прямоугольники с острым концом. Применение аналогично тупоносым, но больше возможностей для труднодоступных мест;
- квадратные. Имеют сечение в форме квадрата. Все поверхности рабочие. Используются для опиловки люфтов, насечек, пазов с прямыми углами;
- овальные. Служат для округлых деталей, создания плавных линий. В сечении выглядят как овал. Кончик часто заострен;
- круглые. Круглая рабочая часть, тупой или острый кончик. Насечки по всей окружности. Идеально подходят для корректировки рельефных, округлых поверхностей;
- пазовые. Очень похожи на плоский тип надфилей. Главное отличие — закругленные торцы. Нос может быть острым или тупым. Широко применяются для обработки отверстий разного формата;
- разновыпуклые. Похожи на двояковыпуклую линзу. Насечка на обеих рабочих сторонах, нос заострен. Отлично выравнивают форму кольцам изнутри;
- ножевидные. Выглядят аналогично бытовому кухонному ножу. Чаще всего служат для зачистки деталей от грязи, ржавчины, налета, тонкой заточки, подгонки;
- игольчатые. Отличительная особенность — короткая рабочая часть. Напилок без ручки имеет длину всего 25 — 55 мм. Хвостовик квадратного сечения, острый кончик. Используется ювелирами для шлифовки поверхностей. В остальных областях изредка применяется для труднодоступных мест. Также называется надфилем для золота;
- бархатные. Надфили такого типа служат для самой нежной обработки. За один взмах они снимают 0,05 мм без видимых следов. Такой эффект возможен благодаря 25 — 80 зубчикам на каждый сантиметр рабочей поверхности;
- рифели. Надфели специального назначения. Главным образом используют ювелиры. Форма изогнута наподобие серпа или крючка, сплав с магнитной добавкой. Ими обрабатываются звенья цепочек, золотые кольца. Магнитная составляющая позволяет стряхивать крошку металла, чтобы мусор не мешал крайне тонкой работе;
- надфили для заточки пильных цепей, например, бензопилы. Ручные варианты имеют направляющую плоскость и рабочий стержень с насечками. Форма и размер подбираются в соответствии с шагом цепи. Выдержать калибровку таким надфилем бывает достаточно сложно. Значительно упрощает работу с бензопилой электрический или пневматический вариант. Выглядят они наподобие ленточных шлифовальных машин. Движение осуществляется за счет ремня и двигателя, в комплектах несколько насадок. Такие приборы также активно применяются в автомобильной индустрии, обточке стекла и алюминия;
- двухконцевые. Ручка у таких инструментов находится по центру длины. Рабочие поверхности расположены как с правого, так и с левого края. Часто используется граверами, ювелирами для мелких деталей.
Виды насечек
Чтобы правильно подобрать напильник, следует определить вид нанесенной насечки и конфигурацию ее зубьев. Для нанесения зубьев используется метод:
- фрезерования;
- протягивания;
- насекания;
- нарезания;
- точения.

Одинарная насечка снимает опилки
Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы.
Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров. Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм). Главный недостаток инструмента, имеющего такую насечку, — это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм.
Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки, имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше.
https://youtube.com/watch?v=0ldBDCKJnwg
Типы напильников
Инструмент по своему предназначению бывает:
- общего назначения;
- надфили;
- специального назначения;
- рашпили.

Напильник специального назначения применяется чаще всего в промышленных условиях, так как способствует устранению больших припусков при подгонке пазов и разной кривизны поверхностей. В зависимости от того, какие будут осуществляться работы, напильники специального назначения делятся на плоские, пазовые, двухконцевые и другие.
Самая многочисленная группа – надфили, бывают 11 типов: круглые, квадратные, овальные, плоские, полукруглые, трехгранные, ножовочные и т. д. Характеризуются они небольшой длиной бруска и насечками 5 класса. Чаще всего оснащаются они двойной насечкой. Используют такой напильник для обработки мелких деталей или таких мест, куда не добраться обыкновенными слесарными инструментами.
Рашпили бывают 3-х видов: общего назначения, копытные и сапожные. Их отличительной чертой является большая длина и большие зубья. В основном рашпили бывают полукруглые, круглые, плоские с острыми и тупыми носами.
Форма напильников
По тому, какую форму имеет инструмент, можно определить сферу его применения:
- плоские остроносые или просто плоские используются для обработки плоских поверхностей;
- квадратные, с помощью которых происходит распиливание отверстий многоугольной, квадратной и прямоугольной формы;
- трехгранные, которые используются для обработки в канавках, отверстиях и пазах;
- с помощью полукруглых инструментов осуществляется обработка больших отверстий и вогнутых поверхностей, имеющих значительный радиус кривизны;
- круглые используются для обработки вогнутых поверхностей с небольшим диаметром или овальных и круглых отверстий;
- ромбические предназначены для работ с зубчатыми деталями;
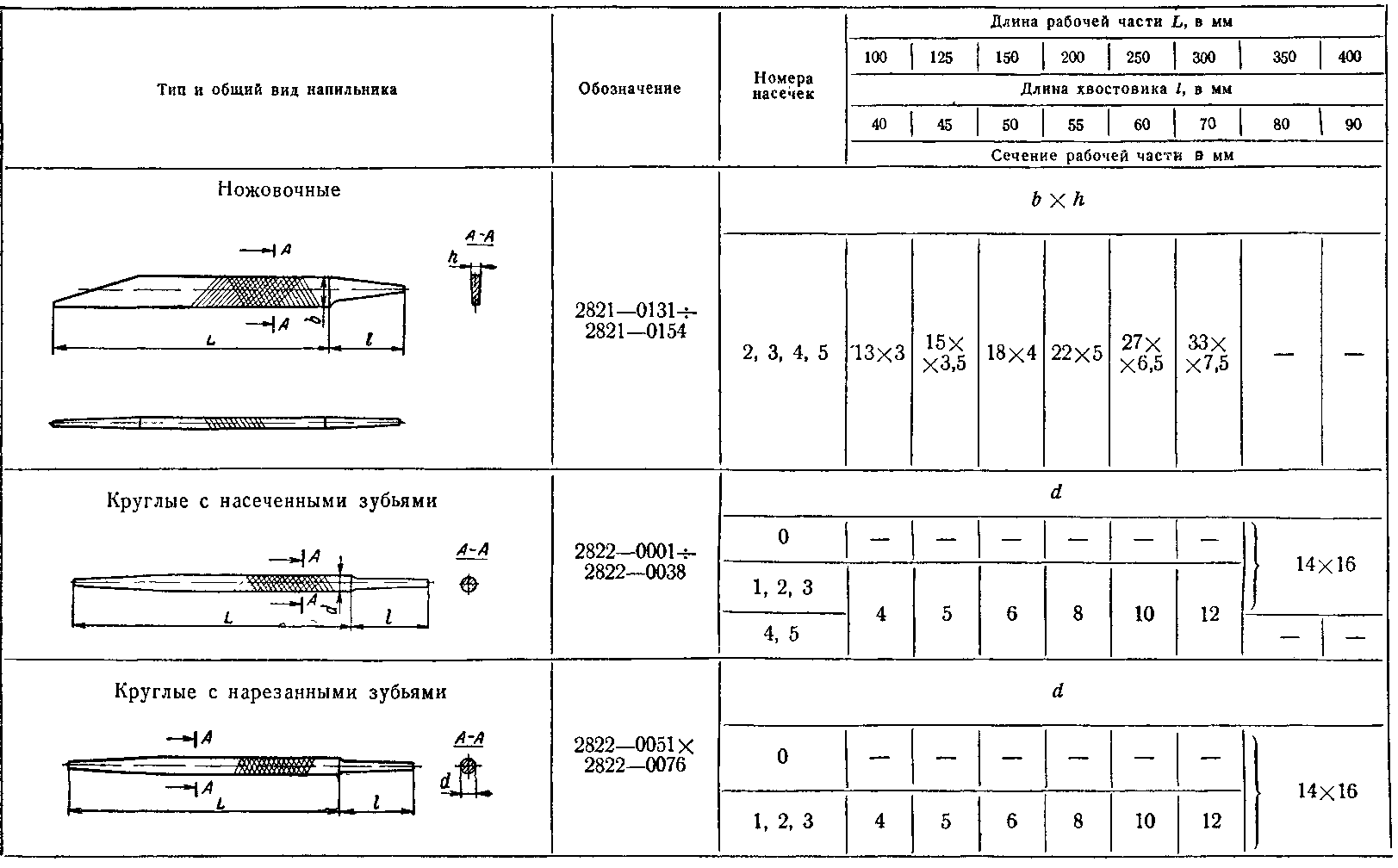
- ножовочные инструменты используются для выборки канавок и узких пазов.
Большое количество работ выполняют всего тремя видами напильников: круглым, треугольным и плоским. Эти виды должны быть трех основных групп: рашпили, надфили и общего назначения.
Надфили
Надфили являются самыми мелкими напильниками. Предназначаются для выполнения очень точных работ. Для производства данных инструментов используется сталь марок У12 и У12А с твердостью 54-60 HRC. В зависимости от формы поперечного сечения надфили бывают:
- плоские (тупоносые и остроносые);
- квадратные;
- трехгранные;
- круглые и полукруглые;
- овальные;
- в форме ромба;
- пазовые и ножовочные.

Домашнему мастеру необязательно иметь все виды напильников. Достаточно располагать тремя основными – плоским, треугольным и круглым. Желательно также иметь набор надфилей и несколько рашпилей. Обладая данными инструментами, можно легко справиться с любой задачей, связанной со шлифовкой металла.
Как правильно работать напильником
Зная о том, какие виды напильников бывают, и чем они отличаются между собой, не будет лишним разобраться в вопросе правильного их применения. Многие мастера длительное время пользуются приборами, и даже не догадываются о том, что такая эксплуатация является неправильной. Если работать напильником неправильно, то кроме снижения эффективности применения инструмента, происходит его быстрый износ
Именно поэтому очень важно (особенно новичкам) разобраться в вопросе правильного применения напильников
Хотя этот прибор не представляет собой сложности конструкции, и к тому же он не является опасным, но при этом важно научится им работать. Для этого рекомендуется выполнить ряд следующих действий:
- Для начала нужно зафиксировать обрабатываемую деталь. Для этого используются тиски или струбцина, что зависит от габаритов заготовки. Деталь должна быть надежно зафиксирована, так как от этого зависит возможность ее обработки в целом
- Далее необходимо обеспечить рабочее место качественным освещением. Если освещение будет недостаточным или вовсе отсутствовать, то уместен риск порчи заготовки
- Выбрать подходящий вариант напильника. Именно на этом этапе новички сбиваются с пути, и выбирают приборы по типу шероховатости неправильно. Чтобы выбрать правильно напильник для проведения соответствующих работ, следует предварительно оценить состояние заготовки. Для снятия большого слоя металла используются инструменты драчевого типа. Снятие небольшого слоя металла или очистка поверхности от коррозии осуществляется напильниками личного или бархатного типа. В каждом случае нужен индивидуальный подход к выбору соответствующего прибора
- Подготовка напильника к работе. Если инструмент не новый, то предварительно рекомендуется выполнить очистку рабочей части. Для этого необходимо воспользоваться щеткой по металлу
- Переходим к выполнению работ, для чего нужно действовать следующим образом — взять инструмент одной рукой за рукоятку, а второй за пятку. Когда инструмент движется вперед, осуществляя удаление поверхностного слоя металла, необходимо прижимать его к заготовке
- Продолжается движение до момента окончания насечек рядом с пяткой. После этого осуществляются движения в обратную сторону. Для этого усилие руки, которой фиксируется носок, постепенно уменьшается
- В аналогичном порядке, осуществляя возвратно-поступательные движения вперед и назад, совершаются манипуляции по обработке
От правильности выбранного напильника зависит не только скорость выполнения работ, но еще и качество. После совершения соответствующих манипуляций, необходимо оценить состояние заготовки. Обычно после применения драчевых и личных напильников требуется выполнить обработку бархатными приборами, но все зависит от конкретных случаев.
Как выбрать напильник
Выбирая определенный вид ручного напильника, профессионалы рекомендуют обратить внимание на обрабатываемые материалы и рабочие характеристики. В числе значимых параметров – качество зубьев. В числе значимых параметров – качество зубьев
В числе значимых параметров – качество зубьев.
От него напрямую зависит эффективность работы.
Кроме того, стоит учесть:
— Тип насечек; — Форму рабочего тела; — Длину; — Особенности рукояти или хвостовика.
Читать также: Поперечный упор для циркулярки своими руками
Размеры должны соответствовать размерам обрабатываемых деталей.
Для габаритных деталей используйте максимальную длину – от 22 до 350 мм, а для небольших – от 150 до 180 мм.
Рукоять должна быть надежной и удобной.
Деревянные ручки считаются менее надежными, более удобны пластик и резина.
Так же, инструменты часто предлагаются без рукояти.
Очень важны такие показатели, как распределение твердости и вязкости.
Вязкость минимальна на поверхности, и максимальна на глубине, а твердость наоборот.
Недостаточная твердость приводит к быстрой потере остроты зубьев, а малая вязкость грозит разрушению насечки при работе.
Поверхностная твердость регламентируется в зависимости от назначения.
Средние показатели по производителям составляют следующие значения для напильников различного вида:
1. Столярно-слесарного назначения – от 64 до 66 HRc;
2. Заточного типа – от 65 до 67 HRc;
3. Рашпили – от 53 до 56 HRc.










Действительное качество проверяется только в процессе использования.
Виды напильников и их назначение
По этому признаку выделяют:
- 1-й класс. Это «драчёвые», используются при слесарных работах — для грубой и точной обработки металла. Номера насечек №0 и №1.
- 2-й – «личневые», их назначение — чистовая отделка, насечки №2 и №3.
- 3-й, 4-й, 5-й и 6-й классы с насечкой №4 и №5. У них название «бархатные», ими выполняют ювелирную отделку изделия.
- Спецназначения — способные формировать сложную геометрию;
- Надфили – для работ на малых площадях;
- Рашпили – ориентированные на работы с деревом и пластмассами;
- Машинные и ленточные скомпонованные с двигателями.

Виды напильника по форме
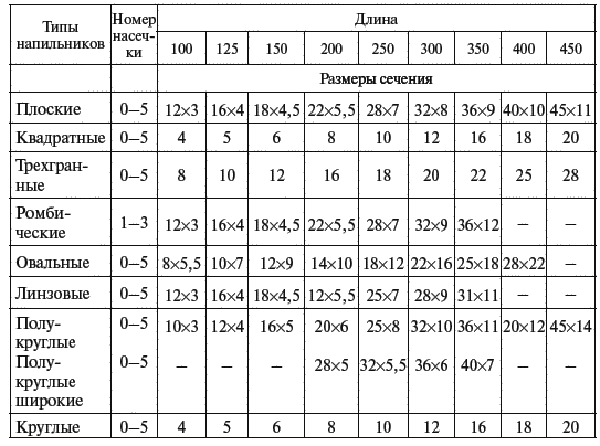
Формы рабочей части слесарные напильники классифицируются как типы:
- А – плоский, похожие на сплющенный прямоугольник;
- Б – плоские с узким носом;
- В – четырёхгранный (квадратный);
- Д – круглые сечения;
- Е- полукруглые (второе имя «овальные напильники»);
- Ж — ромбические;
- З – трёхгранный (другое название треугольный (имеют ещё название «ножовочные напильники») с сечением равностороннего или тупоугольного треугольника.

Тип «напильник речной» в классификации отсутствует.
Рабочая часть напильника варьируется по длине от 100 мм до 400 мм.
Виды и размер насечек
Международная практика применяет «качественную классификацию», учитывающую, сколько зубцов умещается на одном сантиметре длины рабочего полотна. Они формируются на болванке-заготовке.
Разные типы напильников имеют отличающиеся насечки. По их различию маркировка выполняется номерами по классам от 0 до 5.
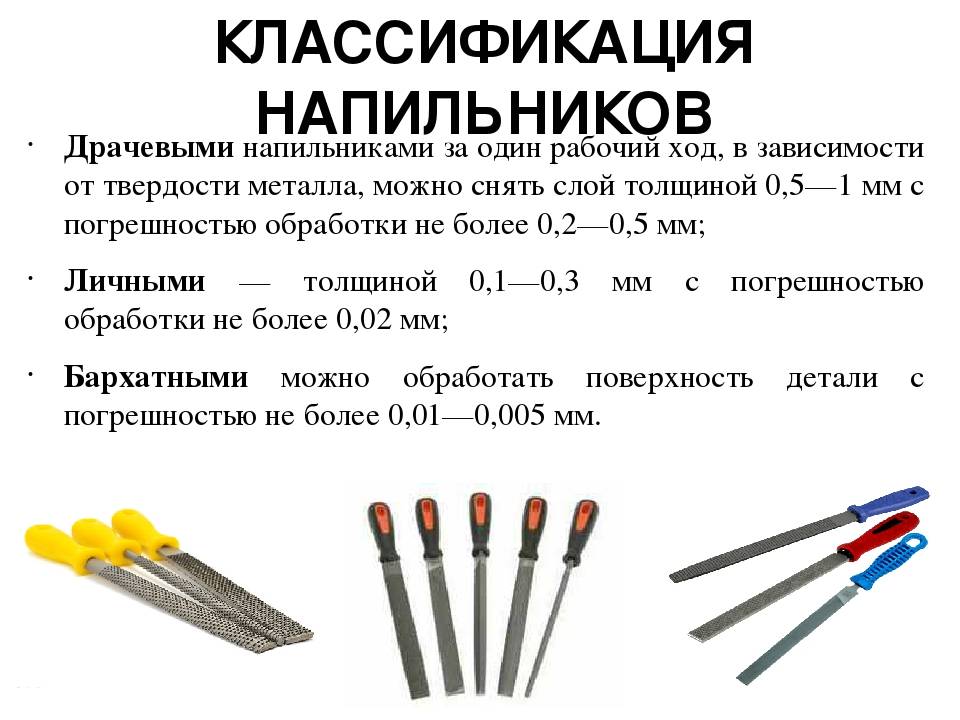
Драчёвые №0 и №1 за одно рабочее движение сдирают слой металла толщиной 0,1 – 0,2 мм. Их не рекомендуется использовать при работе с твёрдыми материалами.

№2 и №3, называемые «Личными», одним проходом удаляют стружку 0,02 – 0,03 мм. Они участвуют в тонких работах и отделке деталей из мягких сталей.
Напильник с мелкой насечкой («Бархатный») №4 и №5 снимают материал на толщину 0,025 мм – 0,01 мм. Применяются для финишной полировки поверхности.
Чаще на изделие наносится двойная перекрёстная насечка. Дополнительная мелкая наносится поверх глубокой основной. Их направления составляют угол 70 градусов с продольной осью. Двойной ряд не только лучше и быстрее обдирает слой металла, но и измельчает стружку.

Точечная насечка называется «рашпильной». Она формируется фрезерно-дуговым способом. Отношение высоты зуба к её шагу должно быть не меньше 0,5.
Насечка у плоского напильника находится на грани и на ребре.
Материал напильника
Напильники изготавливают из углеродистой инструментальной стали. Используются марки: У10, У12, У13, ШХ15, содержащие от 1 до 1,5 % углерода. Этот металл обладает повышенной твёрдостью. Сталь ШХ15, кроме того, содержит добавку марганца в количестве примерно 0,2-0,4 %, хрома — не более 1,5 %. Это обеспечивает конечному продукту необходимую износостойкость.

Высокие механические качества напильнику обусловлены не только выбором марки стали, но и соответствующим режимом термообработки. Изготовленный инструмент проходит термообработку при определённой температуре по временному графику. Рабочая поверхность проходит закалку без отпуска.
Виды напильников по металлу
Напильник – это специальный режущий инструмент, повсеместно используемый в разных отраслях производства. Внешне он представляет из себя стальной брусок большой или средней длины с закрепленной на основании деревянной, пластмассовой или прорезиненной ручкой. Она необходима, чтобы обеспечить работнику комфорт при работе с инструментом и снизить риски получения производственных травм.
Тело напильника выполнено из стали специальной марки, что позволяет инструменту взаимодействовать с объектами из металла. Хвостовая часть стального бруса покрыта особым узором, который называется иссечением. Именно от формы и величины насечки будут зависеть и характер, и разновидность выполняемых работ.
Обработка деталей из металла происходит посредством поэтапного стачивания слоев инструментом до придания изделию необходимой формы. Главное, чтобы режущая по металлу часть была подобрана по назначению.
Формы напильников
Геометрическая форма напильника по металлу определяет область его применения в сфере производства и обработки изделий:
- плоские или плоские остроносые: обработка плоских деталей из металла, а также ровные поверхности;
- квадратные: необходимы для вырезания и формирования технических отверстий различных многоугольных форм;
- трехгранные треугольные: используя такой инструмент, режущий по металлу, можно отполировать, обработать и вычистить зазоры, пазы и иные производственные отверстия;
- полукруглые: отлично подходят для различных видов обработки искривленных вогнутых поверхностей;
- круглые: используются для отточки и обработки округлых или овальных вогнутых поверхностей с маленьким радиусом кривизны;
- ромбические: обработка деталей из металла с наличием зубьев;
- ножовка: инструмент для отточки узких зазоров, отверстий и других мелких деталей.
Типы напильников
Тип инструмента по обработке металла определяется исходя из его прямого предназначения:
- Резчики по металлу общего назначения. Их принято использовать в слесарном деле. Хвостовая часть выполнена в виде двух зазубренных насечек, которые наложены друг на друга: их длина может варьироваться от 1 до 4,5 см и сочетаться с зубьями всех размеров.
- Резчики по металлу специального назначения. Необходимы в сфере промышленности, так как их основная задача – это устранение отклонений и подгонка мелких деталей, пазов и поверхностей разных радиусов кривизны. Данный вид инструмента имеет много разновидностей, которые подбираются на основании характера выполняемых работ: двухконцевые, плоские, разовые и прочие.
- Надфили. Эта группа напильников по металлу включает в себя самое большое количество видов. Наконечники стального бруса бывают всех возможных геометрических форм, притом сам брус, как правило, не очень длинный. Надфили плоского, круглого, ножовочного и всех других типов характеризуются наличием насечки 5 класса. Надфили используются для обработки мелких металлических деталей, с которыми не справляются более грубые и массивные слесарные инструменты.
- Рашпили. От всех остальных типов напильников рашпили отличаются особо длинной частью стального бруса и крупными зубьями на хвостовой части. Существует 3 основных вида такого инструмента: сапожные резчики по металлу, копытные и напильники-рашпили общего назначения. Форма инструмента преобладает круглая и полукруглая с концом разной степени остроты.
Разновидности насечек и их геометрия
Чтобы качественно выполнить работу резчиком по металлу, необходимо определить требуемый вид насечки. Строение и размер зубьев также имеют большое значение при выборе инструмента. Стальные зубчики могут быть нанесены на хвостовую часть стального бруса разными способами:
- фрезерование;
- насекание;
- протягивание;
- течение;
- нарезание.
Наиболее широкое применение в сфере обработки металлических изделий находят резчики по металлу, зубья которых выполнены посредством насечения их на специальных автоматизированных станках. При этом сами насечки могут быть как двойными, так и одинарными.
Двойная представляет из себя две насечки, одна из которых является основной, а вторая – вспомогательной. Относительно друг друга насечки расположены под особым углом, что позволяет производить отточку твердых материалов (металлы и их сплавы).
Геометрия зуба у напильников будет зависеть от количества насечек на теле стального бруса.