

Намоточные станки: виды и характеристики
Некоторые важные части электротехнических и электронных схем, такие как дроссели, всевозможные трансформаторы и многие другие многовитковые элементы электромагнитного действия невозможно изготовить без специального оборудования – станков для намотки проволоки на катушки. Эти устройства выполняют обмотки изолированными проводами на ферримагнитные и ферритовые сердечники, а уже с их помощью изготавливаются статоры электродвигателей, любые трансформаторы и просто катушки индуктивности. В наше время потребность в намоточных станках только увеличивается, так как ход технического прогресса человеческого общества неуклонно ускоряется. Конструкции этих устройств в большинстве своём достаточно просты в работе, они необходимы во многих отраслях промышленной деятельности.
Комплектующие и запчасти для намоточных станков
Работа намоточных станков зависит от надежности и качества его комплектующих и запчастей
При выборе станка необходимо обратить внимание на производителя и качество используемых деталей
Основные комплектующие станков:
- Мотор — отвечает за передачу энергии и вращение деталей намоточного станка.
- Привод — необходим для преодоления сопротивления при разматывании и намотки материала.
- Направляющие валы — обеспечивают ровное наматывание материала на барабан станка.
Основные запчасти станков:
Ремни — используются для передачи движения по осям станка
Важно выбирать качественные ремни, чтобы предотвратить отклонения в работе станка. Подшипники — необходимы для передачи движения и гарантируют долговечность работы станка
Электронные платы — отвечают за контроль и управление работой станка.
При необходимости замены комплектующих и запчастей необходимо знать их параметры и характеристики
Важно приобретать оригинальные детали или контролировать качество аналогов
Устройство самодельного намоточного станка
В промышленных условиях используются специальные приспособления для массового производства различных типов электрических катушек и трансформаторов. Производство однотипных изделий позволяет вкладывать финансовые средства в скоростное, автоматическое оборудование для увеличения количества выпускаемой продукции.
В работе своими руками при ремонте, восстановлении, создании новых катушек или трансформаторов, необходимости в полной автоматизации процесса перемотки нет, но метод ручной укладки каждого витка проволоки устраивает далеко не всех мастеров. Поэтому появилась практика создания своих собственных моделей.
Самым простым вариантом является ручной намоточный станок, сделанный своими руками, который оснащен регулируемым укладчиком и счетчиком витков
При его создании следует уделить внимание лишь нескольким условным требованиям:
- простота конструкции;
- использование подручных материалов;
- возможность намотки катушек разного размера и конфигурации.
Устройство простейшего самодельного намоточного станка для трансформаторов
Примером такого станка сделанного своими руками может послужить такая конструкция, работающая по принципу колодезного ворота:
- основание с двумя вертикальными стойками, сделанными из дерева или фанеры;
- горизонтальная ось, закрепленная на стойках сделанная из толстой проволоки один конец которой выгнут в форме ручки для вращения;
- две трубки одетые на ось, на одной из которых размещена деревянная колодка, которая фиксируется шпилькой из металла и имеет клин для надежной фиксации на вращающейся оси;
- счетчик витков (велосипедный одометр), который подсоединяется к свободному концу оси через плотную резиновую трубку или витую пружину подходящего сечения.
Принцип работы такого устройства основан на насаживании каркаса трансформатора на ось устройства, и вращении своими руками ворота с ручным контролем плотности укладки провода и визуальным — по отсчету витков. к меню
Намотка тороидальных трансформаторов
Широкое применение тороидальных трансформаторов в бытовой технике и приборах дающих низковольтное освещение, создает необходимость в станке, а точнее, приспособлении, которое поможет намотать проволоку на каркас круглой замкнутой формы.
В промышленных условиях используются специальные кольцевые станки для качественной намотки тороидальных трансформаторов. В домашних же условиях, приходится мотать вручную долго и без гарантии качественной ровной укладки проволоки.
Приспособление в виде челнока, который работает по принципу швейной иглы, несколько облегчает работу по намотке тороидальных трансформаторов, но в недостаточной степени.
Станок для намотки тороидальных трансформаторов
Для создания более производительного устройства по намотке тородоидальных трансформаторов потребуется обод велосипедного колеса. Он закрепляется на стене при помощи штыря и имеет резиновое кольцо для закрепления проволоки.
Так как обод является цельным, то для того чтобы одевать на него каркасы тородоидальных трансформаторов, его необходимо будет разрезать и затем скрепить разборными пластинами.
Намотка тороидальных катушек при помощи этого приспособления происходит следующим образом:
- на разъединенный обод одевается подготовленная к намотке катушка;
- пластинами скрепляют (соединяют) обод, чтобы он являлся цельным кругом;
- наматывают на него необходимое количество проволоки;
- присоединяют конец провода к свободно перемещающейся по ободу катушке;
- начинают передвигать катушку по ободу полными кругами, за счет чего проволока сама укладывается на каркас трансформатора.
При выполнении такой, практически ручной намотки, необходимо следить за натяжением проволоки и плотностью витков.
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Обод велосипедного колеса подходит лишь для катушек большого размера. Этот же принцип намотки, для небольших тороидальных трансформаторов, можно применять, используя любое плоское кольцо подходящих размеров. к меню
Это интересно: Гидравлические трубогибы — виды, видео, фото
Изготовление счетчика витков
В некоторых случаях нужно знать количество уложенных витков. Для этого устанавливается специальное устройство, которое также можно изготовить самостоятельно. Среди особенностей отметим следующие моменты:
- На верхний бал крепится обычный электрический магнит.
- К одной из сторон подводится изолированный провод.
- Отводимые контакты подсоединяются к специальному калькулятору.
- Катушка с проводом размещается отдельно.
За счет подобно расположения основных элементов счетчик получается компактным и весьма эффективным в применении. Станок для намотки с самодельным устройством подсчета витков дает небольшую погрешность, что стоит учитывать.
Особенности ремонта асинхронной машины
Проблемы с двигателем любого типа могут иметь механический или электрический характер. В первом случае свидетельствовать о неисправности может сильная вибрация и характерный шум, как правило, это говорит о проблемах с подшипником (обычно в торцевой крышке). Если вовремя не устранить неисправность, вал может заклинить, что неминуемо приведет к выходу из строя обмоток статора. При этом тепловая защита автоматического выключателя может не успеть сработать.

Исходя из практики, в 90% выход из строя асинхронных машин возникают проблемы с обмоткой статора (обрыв, межвитковое замыкание, КЗ на корпус). При этом короткозамкнутый якорь, как правило, остается в рабочем состоянии. Поэтому даже при механическом характере повреждений необходимо произвести проверку электрической части.
Особенности ремонта коллекторных приводов
У данного типа электромашин чаще возникают механические неисправности. Например, стирание щеток или засорение контактов коллектора. В таких ситуациях ремонт сводится к чистке контактного механизма или замене графитовых щеток.
Тестирование электрической части сводится к проверке сопротивления обмотки якоря. В этом случае щупы прибора двум соседним контактам (ламелям) коллектора, после снятия показаний производится измерение далее по кругу.

Отображенное сопротивление должно быть примерно одинаковым (с учетом погрешности прибора). Если наблюдается серьезное отклонение, то это говорит, что имеет место быть межвитковое КЗ или обрыв, следовательно, необходима перемотка.
Два шкива соединены ременной передачей
Оси в намоточном станке соединены между собой системой шкивов различного радиуса. Шкивы, закрепленные на осях, вращаются с помощью ременной передачи. В качестве ремня используется пассик.
Чтобы рассчитать шкивы согласно диаметру обмоточной проволоки примем следующие условия и выведем формулу:
– Шкив оси укладчика равен 100мм;
– Шкив на оси с закрепленной катушкой (намотчика) равен толщине необходимой проволоки, помноженной на 100.
Например, для 0,1мм проволоки применим 10 мм шкив на оси намотчика. Для диаметра 0,25 проволоки 25 мм шкив.
Погрешность зависит от точности диаметра изготовленных шкивов и натяжения пассика. Если применить в конструкции в качестве привода шаговый двигатель с шестереночной передачей вместо пассика и точно выпиленных шкивов, то погрешность можно приблизить к нулю.
Теперь расскажу, как сделать шкив своими руками в домашних условиях не обращаясь к токарю. Набор шкивов у меня сделан из того же материала, что и станина намоточного станка. Разметил с помощью циркуля необходимые диаметры шкивов и добавил несколько миллиметров в большую сторону, чтобы проточить канавку для пассика до нужного размера. По контуру разметки просверлены шуруповертом отверстия и прорезаны перегородки между ними. Так набрал необходимое количество заготовок для шкивов. В роли токарного станка у меня была приспособлена ненужная мясорубка «Помощница».

Точно уже не помню, нарезал резьбу на валу двигателя мясорубки либо там оказалась подходящая, но через длинную гайку-втулку была прикручена шпилька. На шпильку через гайки и шайбы прикручивалась заготовка чуть большего диаметра, чем требовался шкив. Включалась мясорубка и ножовкой по металлу/ напильником скруглялись все неровности до круглой формы, а надфилем протачивалась бороздка (канавка) для пассика. В процессе штангенциркулем периодически проверялись диаметры самодельных шкивов.

Метод работы намоточного станка
На сегодняшний день намоточный станок считается весьма востребованным оборудованием, при его применении проводится создание однослойных и многослойных катушек трансформаторного типа. За счет подобного механизма можно равномерно распределить проволоку на подготовленные барабаны. Выделяют ручные и автоматические варианты исполнения станков, оба работают по схожему признаку:
- Основное вращение может передаваться от установленного электрического привода или механической рукоятки. В случае рукоятки она крепится на вал, который также используется для крепления барабана.
- Укладка проволоки упрощается за счет специального направляющего элемента. Именно он также обеспечивает равномерность распределения мотков.
- Специальный счетчик может определять количество витков, которые укладываются на барабан. При изготовлении самодельных конструкций в качестве счетчика может использоваться велосипедный спидометр.
 Применение специального механизма позволяет проводить рядовую и тороидальную, перекрестную укладку проволоки. Электрический вариант исполнения характеризуется высокой эффективностью, вращение передается от электрического двигателя через ременную передачу и шкивы. Фрикционная муфта делает работу более плавной, что исключает вероятность обрыва. Современные варианты исполнения оснащены цифровым оборудованием. Установленные блоки памяти могут не только считать количество витков, но и запоминать эту информацию.
Применение специального механизма позволяет проводить рядовую и тороидальную, перекрестную укладку проволоки. Электрический вариант исполнения характеризуется высокой эффективностью, вращение передается от электрического двигателя через ременную передачу и шкивы. Фрикционная муфта делает работу более плавной, что исключает вероятность обрыва. Современные варианты исполнения оснащены цифровым оборудованием. Установленные блоки памяти могут не только считать количество витков, но и запоминать эту информацию.
Особенности намоточных станков
Высокая скорость работы: намоточные станки могут работать очень быстро, что позволяет значительно увеличить производительность. Некоторые модели способны обрабатывать до нескольких тысяч метров материала в час.
Разнообразие материалов: намоточные станки используются для работы с различными материалами, включая пленку, бумагу, ткань, металл и многое другое. Это позволяет использовать такую технику в разных отраслях промышленности.
Высокая точность: намоточные станки способны обеспечивать высокую точность и качество намотки, что особенно важно в производстве высокоточных деталей. Они также позволяют избежать ошибок, которые могут возникнуть при ручной работе
Автоматизация процесса: современные намоточные станки обладают высокой степенью автоматизации, что позволяет значительно снизить затраты на рабочую силу и улучшить производительность. Они также могут быть интегрированы с другими производственными системами, что позволяет добиться еще большей эффективности процесса.
Различные настройки: намоточные станки могут быть настроены на работу с разными размерами и типами материалов, что позволяет использовать их для различных проектов. Также существуют специальные модели для работы с тонкими и хрупкими материалами.
Низкий уровень отходов: использование намоточных станков позволяет снизить запасы материалов и уменьшить количество отходов, что экономит время и деньги
Это особенно важно в сферах, где материалы имеют высокую стоимость
Конструкция и принцип работы
Конструктивная особенность такого трансформатора заключается в форме магнитопровода, которая представляет замкнутое кольцо, называемая тором.
В остальном состав его элементов идентичен другим типам электрических машин:
- Обмотка – выполняется медным проводником, разделяется на первичную и вторичную. Обе обмотки могут отличаться сечением проводника.
- Тороидальный сердечник — имеет форму кольца, изготавливается наборной шихтовкой, ленточной сталью или монолитным железом, в зависимости от габаритов и назначения. В качестве материала берутся ферромагнитные сплавы, обеспечивающие хорошую магнитную проводимость.
- Изоляционных материалов – часть диэлектрика заранее наносится на монтажных провод, остальной диэлектрик разделяет катушку тора с железом, обмотки между собой, между катушками и кожухом. В качестве изоляции используются ленточные или лакотканевые материалы, электроизоляционный картон, клей и т.д.
- Защитный кожух – предназначен как для защиты силового трансформатора от механических повреждений, так и для предотвращения контакта человека с поверхностью обмоток.
- Выводы вторичной и сетевой обмотки, крепежные и вспомогательные детали.
 Рис. 1. Конструкция тороидального трансформатора Принцип действия тороидального преобразователя заключается в подаче напряжения питания на выводы первичной обмотки. После чего в ней начинает протекать электрический ток, который создает магнитный поток внутри витков. Магнитный поток перемещается внутри каркасов катушек и наводит ЭДС во вторичной обмотке. При условии подключения нагрузки к ее выводам будет происходить потребление заданной мощности.
Рис. 1. Конструкция тороидального трансформатора Принцип действия тороидального преобразователя заключается в подаче напряжения питания на выводы первичной обмотки. После чего в ней начинает протекать электрический ток, который создает магнитный поток внутри витков. Магнитный поток перемещается внутри каркасов катушек и наводит ЭДС во вторичной обмотке. При условии подключения нагрузки к ее выводам будет происходить потребление заданной мощности.
Данное устройство нашло применение в тороидальных автотрансформаторах (ЛАТРах), радиоэлектронике, сварочных трансформаторах и прочих преобразователях. В домашних условиях занимаются перемоткой трансформатора такого типа за счет относительно простого процесса.
2 Делаем станок для намотки своими руками
Представленный в данном разделе статьи станок для намотки кабеля позволяет работать с катушками на квадратном, круглом и прямоугольном каркасе с диагональю до 200 мм, его можно будет комплектовать разными шкивами, что позволит менять шаг намотки в пределах 0.3-3.2 мм.
Приведенная схема демонстрирует каркас станка. Для сборки станины используются металлические листы толщиной 15 мм (для основания) и 5 мм (для боковых участков). Экономия на толщине металла не приветствуется, так как она ведет к уменьшению веса агрегата и, как следствие, ухудшению его устойчивости.
Вам потребуется вырезать заготовки станины (размеры соблюдаются) и просверлить в них два сквозных отверстия, затем боковушки привариваются к пластине основания. В нижнее отверстие нужно смонтировать 2 подшипника, в верхнее — втулки под вал вращения.
В качестве вала можно использовать пруток гладкой арматуры 12 мм, которую предварительно нужно отшлифовать и покрасить. Для втулки укладчика можно брать пруток диаметром 10 мм, по всей длине которого нарезается резьба стандарта М12*1,0.
Шкивы лучше вытачивать тройные, однако учитывайте, что их совокупная толщина не должна превышать 20 мм. При большей толщине потребуется дополнительно увеличивать длину валов на аналогичный размер. Указанная в схеме комбинация шкивов позволяет применять 54 разных шага намотки. Если вам необходимо работать с проводами диаметром менее 0.31 мм, потребуется дополнительный шкив 12/16/20 мм, с ним вы сможете наматывать провода 0.15 мм.
Для сооружения ручного привода вам потребуется крупноразмерная шестерня и рукоять, которые фиксируются посредством цангового зажима на верхнем валу. Благодаря использованию цанги вы сможете при необходимости прервать намотку фиксировать ручку, тем самым препятствуя разматыванию катушки.
Счетчик витков для намоточного станка делается из обычного калькулятора. Также вам потребуется магнит с герконовым датчиком (можно купить в любом магазине радиотехники), выводы которых необходимо присоединить к контактам калькулятора на кнопке «=».
2.1 Как работать на самодельном станке?
И так, оборудование готово, как же на нем работать? Чтобы установить каркас для намотки необходимо выдвинуть из посадочного гнезда верхний вал на длину, равную длине оправы. Далее на вал монтируется правый диск и оправка катушки, поверх которой надевается сама катушка. На следующем этапе устанавливается левый диск и навинчивается гайка, после чего все устанавливается в первоначальную позицию.
В отверстие на верхнем валу размещается гвоздик и производится центровка оправы, после которой каркас зажимается гайкой. Дальнейшие операции выполняются в следующей последовательности:
- На подающем валу размещается подходящей по диаметру шкив.
- Посредством вращения шкива укладчик перемещается в крайнее положение, к одной из сторон катушки.
- На шкив одевается пассик провода — кольцом либо восьмеркой. Конец провода необходимо продеть под средним валом, размесить в желобе укладчика и зафиксировать на каркасе. Натяжение провода регулируется посредством зажимов на укладчике.
- В начале намотки на калькуляторе набирается комбинация «1+1», после чего производится вращение ручки. С каждым полным оборотом вала калькулятор самостоятельно будет увеличивать число на экране на единицу, тем самым считая количество витков провода.
Поскольку данное оборудование имеет предельно простое устройство, в котором отсутствует какой-либо контроллер управления намоточным станком, в процессе работы вам потребуется постоянно следить за катушкой и при необходимости поправлять кабель на каркасе вручную.
Если вы хотите сделать станок более функциональным, потребуется усложнить конструкцию добавив в нее контроллер. Это позволит автоматизировать рабочий процесс, однако для полностью механической укладки в пару к контроллеру необходимо установить шаговый двигатель (подойдет обычный 24-вольтовый привод, работающий в режиме 44-60 шагов на оборот). Силовые транзисторы к данному комплекту подбираются исходя из характеристик мотора. В качестве контроллера оптимально подойдет прибор АТмега8, купить который можно за 150-200 рублей.
В работе радиолюбителей и электриков полезны устройства для наматывания медного провода диаметром 1,5 мм на специальную электрическую катушку. В промышленных условиях данный процесс требует скорости и точности. Домашние мастера могут воспроизвести такую технологию. Для этого понадобится самодельный намоточный станок. Для него характерны такие признаки:
- простота создания и эксплуатации;
- возможность использования разных трансформаторов;
- наличие дополнительных функций: подсчет количества проволочных мотков.
Пошаговая инструкция перемотки электродвигателя своими руками
Необходимо сразу предупредить, что без спецоборудования и навыков работы перемотка катушек будет, скорее всего, бесполезным занятием. С другой стороны отрицательный опыт это тоже опыт. Понимание сложности процесса является лучшим объяснением его стоимости.
Первый этап — демонтаж
Мы приводим алгоритм действий для асинхронных машин, он следующий:
- Отключаем привод от сети (380 или 220 В).
- Демонтируем электромотор с конструкции, где он был установлен.
- Снимаем задний защитный кожух охлаждающего вентилятора.
- Демонтируем крыльчатку.
- Откручиваем крепление торцевых крышек, после чего снимаем их. Начинать желательно с фронтальной части, после ее демонтажа ротор легко «выйдет» с тыловой крышки.
- Вытаскиваем ротор.
Данный процесс можно существенно облегчить, если использовать специальное устройство – съемник. С его помощью легко освободить вал двигателя от шкива или шестерни, в также снять торцевые крышки.

Мы не будем приводить инструкцию по разборке коллекторного двигателя, поскольку особо не отличается. Строение электромашины данного типа можно найти на нашем сайте.
Этап второй — снятие обмотки
Очередность действий следующая:
- При помощи ножа снимаем бандажный крепеж и изоляционное покрытие с мест соединений проводов. В некоторых инструкциях рекомендуется зафиксировать схему соединений, например, сделав фотоснимок. Делать это особого смысла нет, поскольку это справочная информация и узнать ее по марке двигателя не составляет проблемы.
- Используя зубило, сбиваем верхушки проводов с каждого торца статора.
- Освобождаем пазы, используя пробойник соответствующего диаметра.
- Очищаем статор от грязи, копоти, лака пропитки.

На этом этапе мы рекомендуем остановиться, взять корпус и отвезти его специалистам. Самостоятельный демонтаж позволит снизить стоимость восстановительных работ. Как уже упоминалось выше, без спецоборудования качественно перемотать катушки довольно сложно. Для понимания сложности процесса опишем его технологию, что позволит облегчить выбор.
Перемотка статора (финальная фаза)
Процесс состоит из следующих действий:
- Установка изоляторов в каждый паз (гильзование).
- Толщина материала и его характеристики подбираются по справочнику.
- Определяются обмоточные данные по марке двигателя.
- На специальном станке производится намотка необходимого количества витков всыпных катушек. В сети можно найти фото и параметры самодельных ручных станков, но качество их работ довольно сомнительное. Станок для намотки всыпной обмотки
- Катушечные группы укладываются в пазы, после чего производится их обвязка и соединение. Эти процессы довольно сложные и выполняются вручную.
- Осуществляется пропитка. Для этого корпус нагревается до температуры 45°С – 55°С и полностью погружается в емкость с пропиточным лаком. Заливать лаком провода не имеет смысла, поскольку в этом случае все равно останутся пустоты.
- После пропитки корпус помещают в специальную камеру, где осуществляется сушка при температуре 130-135°С.
- Финальное тестирование катушек омметром.
- Сборка и пробный запуск (если в ремонт передавались на только корпус, а и остальные детали и крепления).
Если на восстановление сдавался только корпус, рекомендуем перед тем, как включать мотор, проверить катушки.
↑ Алгоритм работы моей программы
Опишу алгоритм работы программы, каким я для себя видел. Включаем контроллер и на семисегментном индикаторе горят «0,00» нули. С помощью кнопок «+1» и «-1» выставляем значение диаметра провода (например 0,31) и жмём кнопку «СТАРТ». Контроллер, исходя из выше изложенной константы «А = 0,02», делает пересчёт сколько импульсов ему нужно подавать на драйвер шагового двигателя для его перемещения на расстояние 0,31 мм. Т.е. 0,31/0,02 = 15,5 импульсов. Так как число импульсов должно быть целое число контроллер выдаёт 16 импульсов (или 15). Погрешность есть, куда без неё.
Жмём кнопку «СТАРТ», на самом первом индикаторе загорается маленький квадратик и программа переходит в следующий этап работы, где контроллер ждёт сигнала от датчика, который будет на оси с катушкой, для разрешения выдать пачку импульсов для шагового двигателя. Вот он получает импульс и МК выдаёт пачку импульсов. Каретка проводоукладчика перемещается и ждёт следующего разрешающего импульса.
Если в процессе работы нужно подкорректировать диаметр провода и вернутся в первую часть программы
, нужно нажать «СТАРТ», квадратик исчезнет и можно изменять значение диаметра провода. Одно замечание: чтобы была возможность контроллеру отреагировать на кнопку «СТАРТ», диск датчика на основной оси должен быть на чёрном сегменте, т. е. на контроллер от датчика должен подаваться уровень «лог. 1».
С прерываниями работать ещё не научился и сделал, как умею. Диск датчика расчертил на 4 части и черным лаком закрасил сегменты напротив, в шахматном порядке. Поскольку на диске будет 2 черных сектора — контроллер будет реагировать на каждые 180 градусов оборота оси, и соответственно будет на каждые 180 градусов перемещать каретку на Ѕ диаметра провода. В таком случае минимальный шаг намотки (в моем случае) =0,04 мм. Программа работает под внутренним тактированием с частотой 1 МГц.
https://youtube.com/watch?v=LFgy5Y1CvkM
Отдельные виды намоточных станков

Несмотря на общие основные принципы работы у каждого намоточного станка свои конструктивные особенности, свои рабочие параметры, конкретное назначение и своя стоимость. Сегодня на отечественном рынке оборудования представлен широкий выбора различных моделей и модификаций намоточных станков. Для каждого электротехнического цеха вполне можно подобрать оптимальный вариант этого оборудования с учётом такой цены намоточного станка, которая закладывается в финансовый план предприятия. Большинство видов этого оборудования принадлежит отечественным и китайским производителям. Но вполне можно купить намоточный станок и европейского производства. Это оборудование, конечно, обойдётся дороже, но будет отличаться большей надёжностью и высокими рабочими параметрами.
Рассмотрим некоторые модели станков, сравнивая их по технических характеристикам, по назначению и стоимости.
Намотчик трансформаторов

С помощью этого станка можно наматывать провода на каркасы, имеющие внутренний диаметр от 10 мм и больше. Форма каркасов может быть как круглая, так квадратная и прямоугольная. Наибольшая длина виткового слоя – 200 мм при максимальном диаметре 190 мм. Станок может выполнять намотку катушек трансформаторов как в ручном, так и в полуавтоматическом режимах. При полуавтоматическом режиме предусмотрена намотка и укладка слоёв обмотки в синхронном порядке, смена же направления намотки (реверс) и укладка изолирующих прокладок выполняется вручную.
Для того, чтобы можно было на каркасы трансформатора укладывать провода разного диаметра, предусмотрен комплект сменных шкивов, позволяющих выбрать требуемый шаг намотки. Из-за большой массы станок для намотки катушек трансформаторов не требует специального крепления к основанию. Комбинируя различные по диаметру шкивы, можно получить до 54 намоточных шагов. Магнит с герконом, размещённые на шестерёнке и боковине станка, позволяют производить отсчёт количества намотанных витков. Работа оператора на станке интуитивно понятна и не сложна.
На станке можно выполнять обмотки катушек трансформаторов проводом диметром до 3,2 мм в ручном режиме и до 2 мм – в полуавтоматическом. Цена станка у производителя в настоящее время составляет 19 тыс. рублей.
Станки СРН
Масса станка без упаковки равна 80 кг при габаритных размерах 877х840х1420 мм. Компания в г. Оренбурге осуществляет доставку заказанного оборудования в любой регион России за счёт потребителя после предварительной оплаты транспортных услуг и стоимости оборудования. Цена этого станка в настоящее время равна 22 тыс. рублей.
Станок СНС
Намоточный станок СНС секционного действия используется для выполнения рядовой намотки проводов на каркасы электротехнических устройств с большой скоростью и точностью. Намоточные провода, которые можно использовать на станке СНС, могут иметь диаметр от 0,01 до 3 мм.

Привод станка использует асинхронный двигатель, управляемый преобразователем частоты. Это даёт возможность настройки множества параметров рабочего режима. В электрической схеме станка предусмотрены разгон и торможение, защита от перегрузок и индикатор режимов работы. Контроль качество намотки выполняется с помощью специального электронного модуля на базе компьютерного блока российского производства «ОВЕН». Векторный режим управления электромотором даёт возможность плавной регулировки частоты вращения каркаса и натяжения обмоточного провода. Таким путём производителю удалось отказаться от включения в конструкцию станка шумных коробок механических передач.
У станка есть модификация, позволяющая увеличивать длину раскладки витков до 1000 мм. Это модель СНС -3- 1000. По желанию заказчика производитель может менять отдельные элементы конструкции аппарата, чтобы приспособить его к требуемым условиям работы.
Цена намоточного станка СНС-1.5-300 «Квазар» в настоящее время на рынке оборудования составляет 320 тыс. рублей.
Станок на шаговом двигателе

В станке используется двигатель шагового типа мощностью 4,5 Вт, питающийся от бытовой электрической сети напряжением 220 В. В его блоке управления используется опорный генератор частоты вращения двигателя и блок формирования импульсов для работы датчика числа витков. Несмотря на простоту конструкции станка, на нём можно с успехом выполнять обмотки различных дроссельных и трансформаторных катушек за короткое время.
Источник
Устройство и принцип действия.
Подающий узел.
Подающий узел предназначен для закрепления на нём бобины с проводом, различных величин, и обеспечения натяжения провода. В него входит механизм крепления бобин и механизм подтормаживания вала.

Рисунок 2. Подающий узел.
Подтормаживание.
Без подтормаживания подающей бобины, намотка провода на каркасах будет рыхлая и качественной намотки не получится. Войлочная лента «2», тормозит барабан «1». Поворот рычага «3», натягивает пружину «4» — регулировка силы торможения. Для разной толщины провода, настраивается своё притормаживание. Здесь используются готовые детали видеомагнитофона.

Рисунок 3. Подтормаживающий механизм.
Центровка бобины.
Малые габариты станка и расположение в непосредственной близости, наматываемой катушки и подающей бобины с проводом, потребовали ввести дополнительный механизм центровки подающей бобины.

Рисунок 4, 5. Центрирующий механизм.
При намотке катушки, провод с бобины воздействует на шторку «5», выполненной виде “вилки” и шаговый двигатель «3», через редуктор с делением 6 и зубчатый ремень, по роликовым направляющим «4», автоматически сдвигает бобину в нужном направлении. Таким образом, провод всегда находится по центру см. рис 4, рис 5:
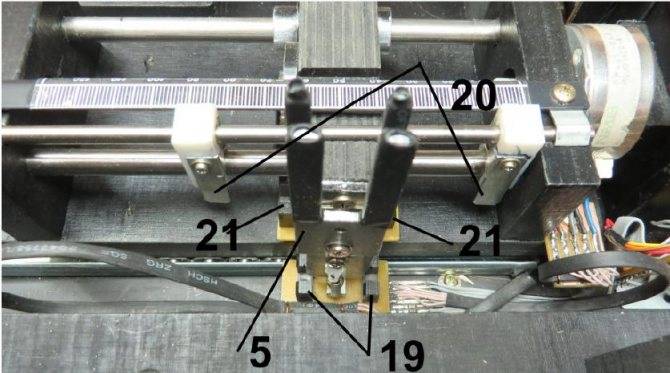
Рисунок 6. Датчики, вид сзади.
Состав и устройство датчиков.
19. Оптические датчики механизма центровки бобины. 5. Шторка перекрывающая датчики механизма центровки бобины. 20. Шторки перекрывающие датчики переключения направления позиционера. 21. Оптические датчики переключения направления позиционера.
Позиционер.
Шторками «20» рис. 6 — выставляется граница намотки. Шаговый двигатель, перемещает механизм укладчика, пока шторка не перекроет один из датчиков «21» рис. 6, после чего меняется направление укладки. В любой момент можно изменить направление укладки кнопками «1» рис. 7.
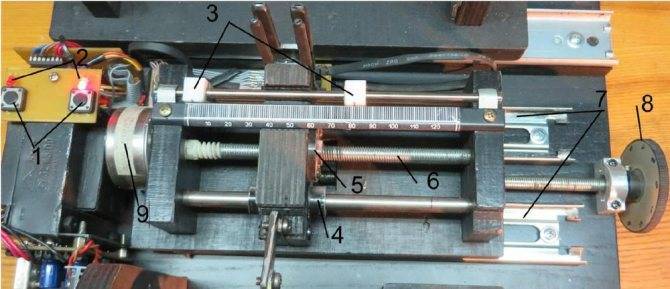
Рисунок 7. Укладчик.
Скорость вращения шагового двигателя «9» рис. 7, синхронизирована с помощью датчика «10», «11» рис 8, с вращением наматываемой катушки и зависит от диаметра провода установленного в меню. Диаметр провода, может быть выставлен 0.02 – 0.4мм. С помощью ручки «8» рис. 7, можно передвинуть весь позиционер в сторону, не изменяя границы намотки. Таким образом, можно намотать другую секцию в многосекционных каркасах.

Рисунок 8. Оптодатчик.
Состав позиционера и оптодатчика (рис. 7-8).
1. Кнопки ручного переключения направления укладки. 2. Светодиоды направления укладки. 3. Шторки перекрывающие датчики переключения направления позиционера. 4. Линейный подшипник. 5. Капролоновая гайка. 6. Ведущий винт. Диаметр 8мм, шаг резьбы 1,25мм. 7. Шариковые мебельные направляющие. 8. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток. 9. Шаговый двигатель. 10. Оптический датчик синхронизации. 11. Диск, перекрывающий датчик синхронизации. 18 прорезей.
Приёмный узел.
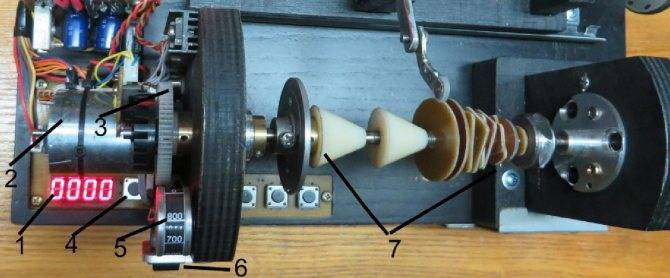
Рисунок 9. Приёмный узел.

Рисунок 10, 11. Приёмный узел.
1. Счётчик витков. 2. Коллекторный высокоскоростной двигатель. 3. Шестерня редуктора. 4. Кнопка «сброс счётчика». 5. Регулировка скорости. 6. Включатель «Старт намотки». 7. Крепёж наматываемой катушки.
Вращение наматываемой катушки, производит коллекторный высокооборотный двигатель через редуктор. Редуктор состоит из трёх шестерён с общим делением 18. Это обеспечивает необходимый вращающий момент на малых оборотах. Регулировка скорости двигателя, производится изменением питающего напряжения.





