

Разновидности
Виды трубогибов различаются по следующим параметрам:
- По типу привода – агрегат может быть ручной и механизированный, причём в последнем случае их привод может быть механический, гидравлический и электромеханический.
- По сечению обрабатываемой трубы: трубогиб для профильной трубы, в частности, будет отличаться от универсального.
- По технологии гиба существуют дорновые, бездорновые и вальцовочные роликовые установки (чаще встречается трёхроликовый трубогиб).
- По степени насыщенности машин средствами автоматизации устройство машин может предусматривать ручную переналадку режимов, либо их программирование.
Ручной трубогиб стоит недорого, но даже и в этом случае можно сэкономить, изготовив его самостоятельно по общедоступным чертежам. Таким образом можно сделать и трубогиб для профильной трубы. Ручной агрегат часто имеет переносное исполнение, но функциональность таких устройств ограничивается гибкой труб круглого поперечного сечения.
5 Как проще всего самостоятельно сделать трубогиб?
Все, что вам понадобится для получения нужного радиуса – это деревянный, плавно изгибающийся шаблон, для чего достаточно сколотить щит из толстых досок и опилить его, придав нужную округлость кромке. Расположите щит горизонтально или вертикально, как вам удобно, и жестко закрепите. В начале изгиба приделайте фиксатор, это может быть накидная скоба, крючок или брус с отверстием нужного диаметра. Под изгибающейся частью, к противоположной ей кромке щита приделайте лебедку. Теперь достаточно зацепить трубу тросом и начать накручивать его на ворот, чтобы профиль начал медленно изгибаться по шаблону.
 Самостоятельное изготовление трубогиба
Самостоятельное изготовление трубогиба
Еще 1 универсальный вариант может работать при помощи жестко зафиксированного возле вертикальной поверхности домкрата. На плоскость, не выше самой нижней точки опущенной грузонесущей рейки, прикрепите свободно вращающийся шкив с желобом, соответствующим нужному диаметру трубы. Сбоку, не выше оси шкива, на расстоянии, соответствующем диаметру или стенке профиля, жестко закрепите упор.
Устройство и принцип работы
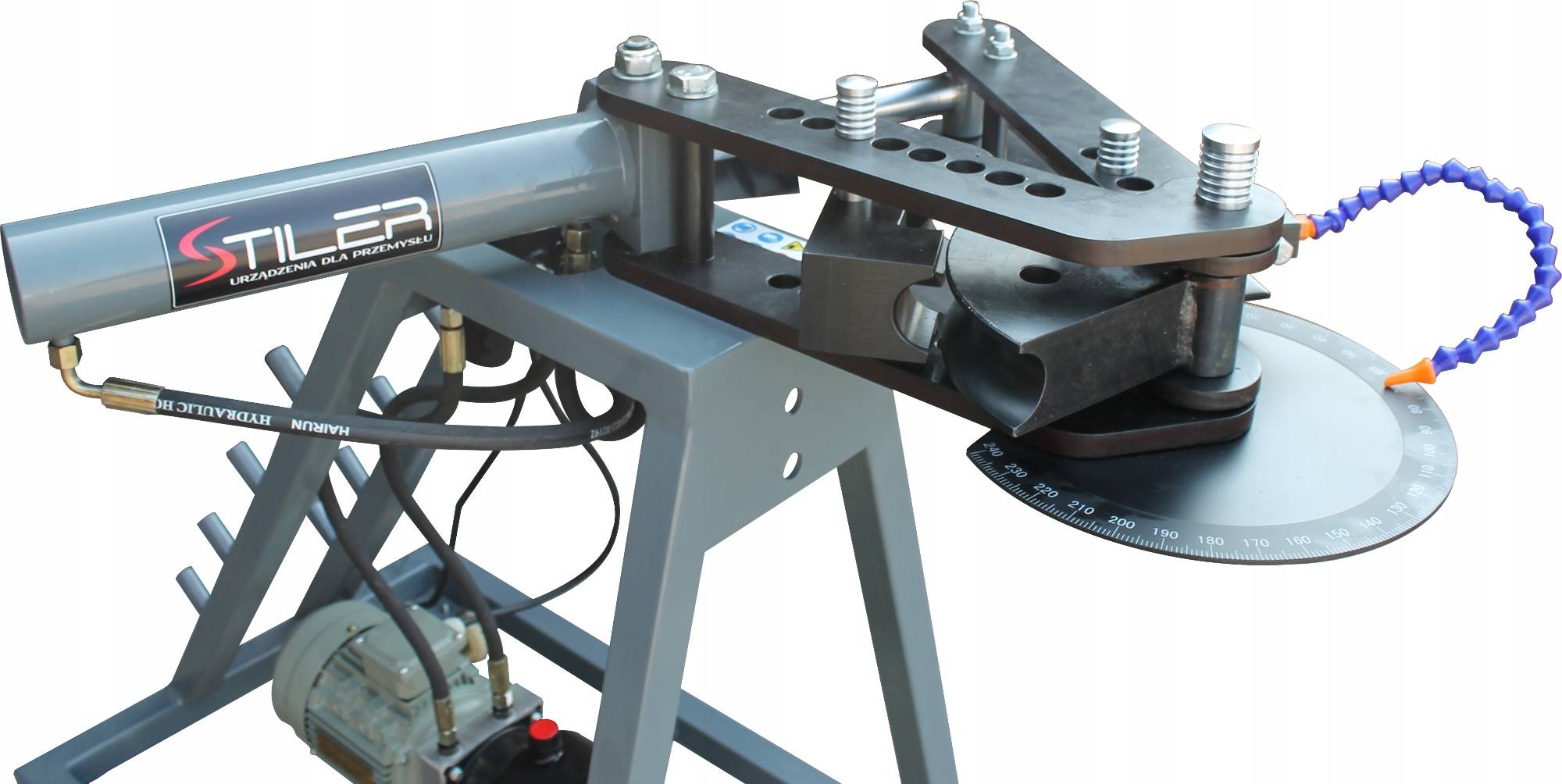
Основная отличительная черта подобных устройств — это наличие гидроцилиндра. Он и является деталью, которая оказывает воздействие на трубу при её гибке. Это позволяет обрабатывать изделия без каких-либо усилий. Давление, которое оказывает гидравлика на трубу, равно 10–12 тоннам. Кроме этого, каждое гидравлическое устройство имеет в своём составе специальные опорные элементы — башмаки. Их размер подбирается под диаметр сгибаемых изделий. Функция опорных башмаков — надёжная фиксация заготовок в процессе гибки.
Сама гибка проходит так: гидравлический цилиндр смещает опорные башмаки, которые фиксируют деталь, в результате получается ровный сгиб по ее центру. Гидравлические устройства часто оснащают специальными метками с обозначением углов, что позволяет гораздо проще ориентироваться в рабочем процессе и осуществлять очень точные изгибы труб.
Самостоятельное создание трубогиба
Материал и инструмент:
- лебедка;
- два ролика с диаметром, приближенным под сечение труб;
- сварочный аппарат;
- металлические прутья;
- цепь.
Устройство для гибки уголков.
Сама сборка выглядит следующим образом:
- Металлические прутья свариваются в штатив по форме перевернутой буквы «Т».
- На нижнюю часть лебедки необходимо закрепить один из роликов и конец лебедки. Далее, они объединяются цепью.
- Второй ролик устанавливается на вертикальную часть, по уровню выше, нежели первый.
Чтобы согнуть трубу, необходимо один ее конец уложить промеж роликов, а второй на лебедку. На таком самодельном станке необходимо работать вдвоем, чтоб один тянул трубу (таким образом, лебедка придет в действие), а второй человек подталкивал трубу.
Общие сведения
Этот инструмент по своему устройству отличается рядом особенностей. Именно благодаря ним есть возможность гнуть трубы, в том числе металлические, без особых проблем, придавая тем заданный угловой радиус с затратой минимальных физических усилий. Подобное оборудование подразделяется на несколько видов:
- ручные трубогибы;
- трубогибы гидравлические. Модели данного типа тоже можно отнести к категории ручного инструментария;
- дорновые;
- пружинные.
Но существуют устройства и другого исполнения:
- электромеханические;
- сегментные;
- арбалетные.
Всем вышеуказанным инструментам присущи положительные и отрицательные качества, но каждый из них позволяет без значительных физических усилий и за короткое время выполнить гибку металлического трубного изделия с круглым сечением.
Самый простой вариант – зайти в ближайший специализированный магазин, в ассортименте которого присутствуют приспособления такого типа. Но человеку, имеющему опыт в изготовлении своими руками самых разнообразных устройств, под силу будет создать ручной трубогиб в домашних условиях.

Можно приобрести инструмент заводского исполнения, но вполне реально собрать его самостоятельно из подручных материалов
Гибка труб в холодном состоянии
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны можно гнуть в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 156). Гибочная оправка 4 крепится к верстаку 1 с двух сторон скобами 2. Трубу для гибки вставляют между гибочной оправкой и хомутиком 3, нажимают руками и гнут ее по желобообразному углублению гибочной оправки.
Рис. 156. Гибка трубы в холодном состоянии на ручном приспособлении с неподвижной оправкой
Приспособление для гибки труб диаметром до 20 мм в холодном состоянии (рис. 157) состоит из плиты 4, гибочного ролика 3, нажимного ролика 7, рукоятки 6. упора 2, зажимного устройства 5. Приспособление крепится в слесарных тисках 1. При повороте рукоятки подвижной ролик давит на трубу и огибает ее по гибочному ролику до тех пор, пока ее конец не упрется в упор, после чего труба изгибается на участке, находящемся между гибочным роликом и упором, в результате получается труба с двумя изгибами.
Гибкие материалы: Виды гибких подводок и сроки эксплуатации
Рис. 157. Ручное приспособление для гибки труб диаметром до 20 мм в холодном состоянии
Основную гибочную оправку 9 и гибочные прижимные оправки 7 и 8 изготовляют с профилем, соответствующим профилю изгибаемой трубы, или с корректированным профилем в целях получения наименьшей деформации поперечного сечения трубы. В трубу вставляют оправку с пальцем (дорном), после чего закладывают ее между основной гибочной оправкой и гибочными прижимными оправками.
Вращением рукояток 4 и 5 трубу закрепляют перед гибкой. При гибке трубы рукоятку основной гибочной оправки вращают плавно, без рывков. Наружный диаметр дорна должен быть равным внутреннему диаметру трубы; перед работой дорн смазывают машинным маслом; находясь все время в месте изгиба, он предохраняет трубу от овальности и складок.
Рис. 158. Ручной трубогибочный станок для гибки труб диаметром от 10 до 24 мм
На трубогибочном ручном станке (рис. 159, а) гнут трубы диаметром до 50 мм с толщиной стенок 1 — 1,5 мм. На станине 1 укреплены упор 2 цилиндрической оправки, цилиндрическая оправка с пальцем 3, прижимная оправка 4, гибочный ролик. 5. Вращение гибочного ролика осуществляется рукояткой 6. Перед гибкой трубу надевают на цилиндрическую оправку с пальцем (дорном) и помещают ее между прижимом и гибочным роликом.
В процессе гибки трубы рукоятку вращают плавно и без рывков. В механических трубогибочных станках вместо цилиндрического дорна часто применяют цилиндрические оправки с одним или тремя шариками (рис. 159, б, б). При изгибе шарик все время остается в месте изгиба (рис. 159, г), препятствуя образованию складок на трубе.
Рис. 159. Работа на трубогибочном станке, позволяющем гнуть трубы диаметром до 50 мм при использовании оправок: а — момент гибки, б — оправка с одним шариком, в — оправка с тремя шариками, г — положение шарика в момент гибки
Гибку труб в кольцо осуществляют на трехроликовых гибочных станках. На рис. 160 изображен момент гибки на трехроликовом станке в кольцо труб диаметром до 25 мм без наполнителя. Для гибки предварительно производят наладку станка. Наладка верхнего ролика 5 относительно двух нижних роликов 1 и 2 осуществляется вращением рукоятки 4.
Рис. 160. Гибка трубы в кольцо на трехроликовом гибочном станке
Трубу в кольцо изгибают на трехроликовом станке в несколько переходов. После каждого перехода трубе придается форма, все более приближающаяся к форме кольца.
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
Обкатка
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
Намотка
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
Схема трубогиба, работающего по принципу намотки
Арбалетные трубогибы
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.










Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Прокатка, или вальцовка
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.
Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.
Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Виды гидравлических трубогибов
В первую очередь трубогибы с гидравлическим приводом разделяют на два основных вида:
- ручные;
- с электроприводом.

Ручное устройство подходит для обработки труб в бытовых условиях
Ручной гидравлический трубогиб подразумевает использование одноступенчатой рукоятки. Он имеет всего один клапан, который отвечает за регулирование гидроцилиндра. Электрогидравлический трубогиб, в отличие от ручного, оснащён двухступенчатой рукояткой, которая регулирует рабочее положение цилиндра. Ручной тип является довольно простым и в случае необходимости его можно сделать собственноручно. Электрогидравлический трубогиб позволяет выполнять большие объёмы работы и, как правило, применяется на различных производствах.
Большинство моделей гидравлических трубогибов имеют ограничения по углу гибки: он составляет 90°. Однако, для того, чтобы выполнять изгибы под углом выше прямого, существуют дополнительные элементы, которые без труда можно приобрести в строительных магазинах.
Однако для рабочего процесса на ручных моделях всё же стоит прикладывать определённые усилия — накачивать ручку гидромеханизма. Электрогидравлический трубогиб является более совершенным в плане работы, но и его цена на порядок выше ручного типа. Также не стоит забывать о том, что, эксплуатируя электрогидравлический трубогиб, придётся дополнительно платить за расход энергии.

Гидравлический трубогиб может оснащаться электроприводом, для работы такого устройства нужно иметь постоянный источник питания
Преимущества итальянских станков
Каждая бездорновая трубогибочная машина Ercolina имеет следующие характеристики: оборудование со станиной максимальной жесткости, что увеличивает надежность и долговечность изделия; основная линия продукции оснащается колесиками и рукояткой для удобного перемещения по цеху; в возможностях бездорновых трубогибов — работа с трубами с разной толщиной стенки; даже самая дешевая модель производится и собирается исключительно в Италии, в связи с чем официальный поставщик (наша компания) может предоставлять заводскую гарантию на длительный срок.
Конструктивно продукция Ercolina не отличается сложностью и зависимостью от профессионального обслуживания. А это позволяет его использовать в цехах любого масштаба и проводить технические плановые осмотры своими силами.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
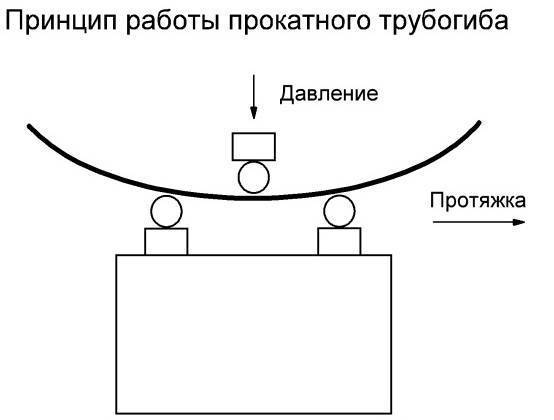 Принцип работы роликового трубогиба
Принцип работы роликового трубогиба
Чтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
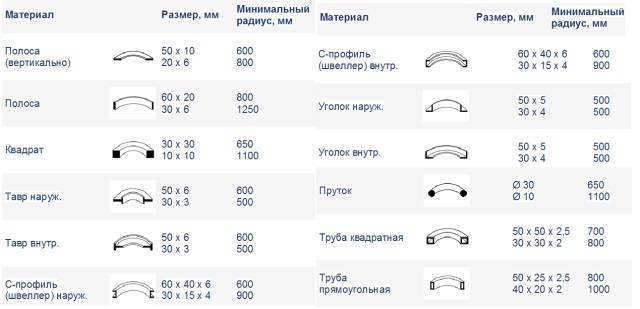 Таблица минимальных радиусов для гибки стального профиля
Таблица минимальных радиусов для гибки стального профиля
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Простой трубогиб
В условиях домашней мастерской можно изготовить несколько типов трубогибов. Многое здесь зависит от потребностей пользователя устройства. В ситуации, когда человеку нужно постоянно гнуть медную трубку небольшого диаметра под прямым углом, изготовление стационарного трубогиба с переломной рамой на основе домкрата представляется излишней тратой времени и сил.
Ниже приведены самые простые и лёгкие в изготовлении виды трубогибов для различных нужд.
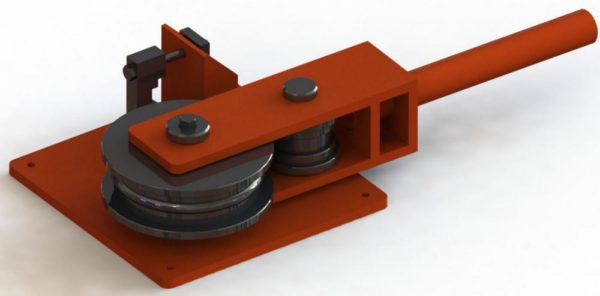
Для круглой трубы
 Простейший трубогиб с минимумом деталей – это ручное устройство, состоящее из основы, двух шкивов, упора и рычага.
Простейший трубогиб с минимумом деталей – это ручное устройство, состоящее из основы, двух шкивов, упора и рычага.
Он предназначен для сгибания труб круглого сечения под прямым углом или меньше.
Основа может быть простой металлической плитой. В ее центре неподвижно крепится шкив. На оси первого шкива закреплён П-образный кронштейн. Конец кронштейна продолжается рычагом, а в середине на очи закреплён второй шкив, который свободно вращается. Внизу от первого шкива располагают упор, который предотвращает проворачивание трубы.
Механизм такого трубогиба предельно прост. Круглая труба вставляется между упором и первым шкивом. Кронштейн одним из краёв касается упора, и труба получается зажатой между двух шкивов. Поворачивая кронштейн рычагом, мастер оказывает давление на конец трубы и постепенно второй шкив описывает окружность вокруг первого, неподвижного. Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Из тисков
Задача сборки облегчается тем, что тисковый трубогиб не требует рамы, соединяющей верхний прижимной и нижние упорные ролики. Для него хватит двух швеллеров достаточной глубины, чтобы в стенках можно было просверлить отверстия под валы роликов.
На широком основании монтируются упорные ролики на расстоянии минимум 400-600 мм друг от друга. На узком основании собирается один ролик, вращаемый рычагом достаточной длины. Затем конструкция вставляется в тиски, между роликами помещается труба и затягивается. Вращая рукоять рычага, трубу или профиль протягивают через роликовые вальцы.
Эта модель удобна тем, что является максимально портативной и может извлекаться из ящика с инструментами лишь по необходимости.
Самодельный роликовый
Роликовый трубогиб может иметь различную конфигурацию. Это может быть как простейший ручной механизм, состоящий из двух рычагов, шкива и прижимного ролика, так и достаточно сложное прокатное устройство с электрическим или даже бензиновым приводом.









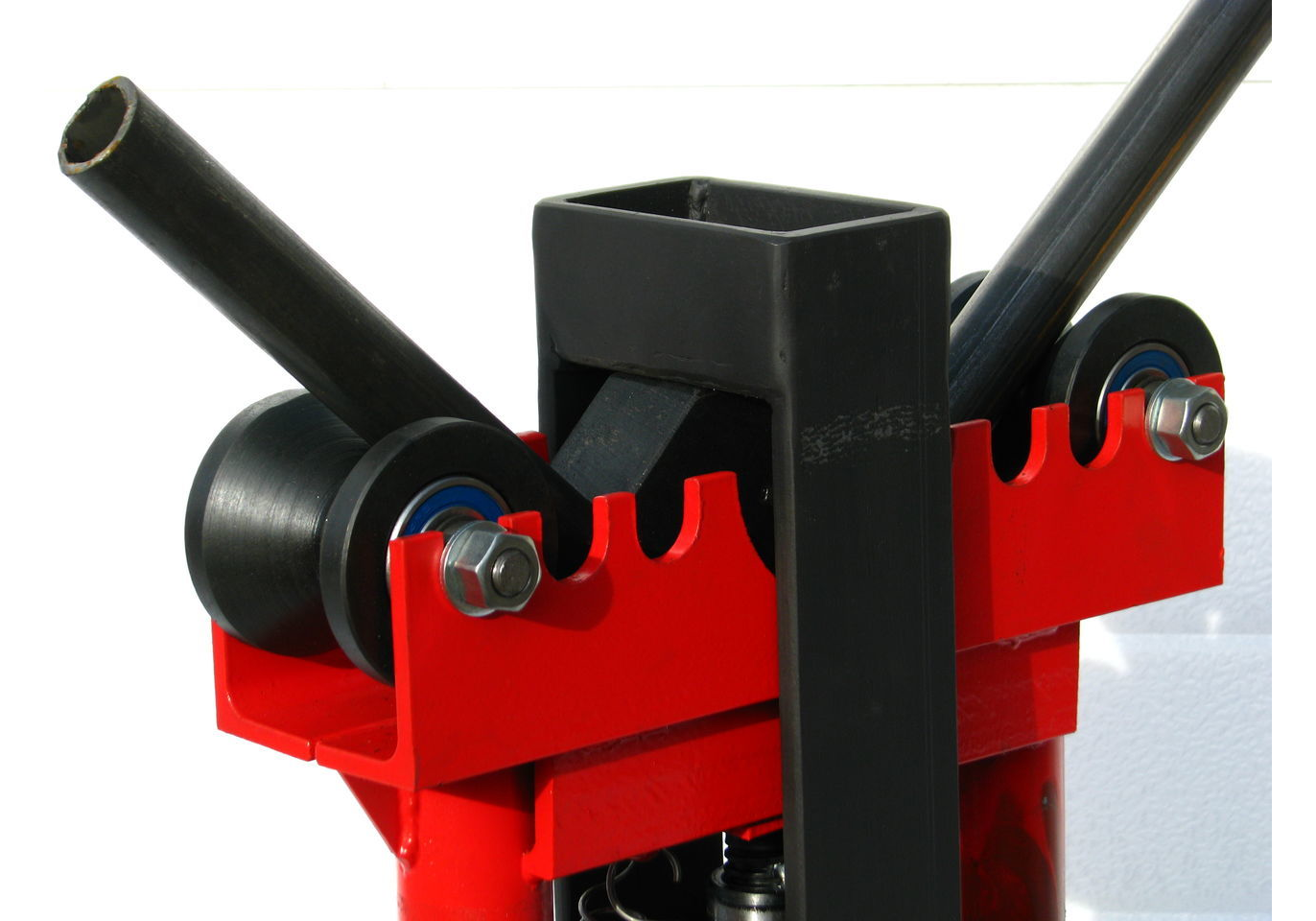
Ключевой особенностью этого трубогиба являются ролики, которые либо обжимают трубу, прокатываясь по ней, либо сдавливают её с разных сторон. В зависимости от поперечного сечения роликов устройство будет заточено под круглую либо профильную трубу.
В первом случае внутренняя поверхность ролика между двумя гребнями будет вогнутой, во втором – ровной.
Чертежи:
Из домкрата
Гидравлический домкрат удобно использовать для поджима трубы. Его использование оправдано с круглой и профильной трубой из стали, больших диаметров или с толстыми стенками. Учитывая, что гидравлическим домкратом можно вывесить более трёх тонн, получается, что диаметр и толщина трубы, которую вы сможете согнуть, ограничивается скорее конструкцией самой системы и тем, сможете ли вы прокрутить рычаг, протаскивая заготовку.
Чертеж и размеры:
При достаточной длине рычага ручки вращения роликов этот вид трубогиба требует меньше всего физической силы при работе с серьёзными материалами.
Арбалетного типа
Он используется, когда изделие гнётся на небольшую длину.
Своё название трубогиб получил за металлическую треугольную раму, расположенную параллельно земле.
В вершинах этой рамы две опоры, ориентированные на круглую либо профильную трубу (это зависит от формы выемки на упорах). В третьей вершине находится шток с пуансоном, то есть дугой, выгнутой наружу. Для прижима пуансона к трубе, которая деформируется между двумя упорами, обычно применяют гидроцилиндр. В быту его легче всего заменить гидравлическим домкратом.
Чертеж самодельного трубогибочного станка арбалетного типа:
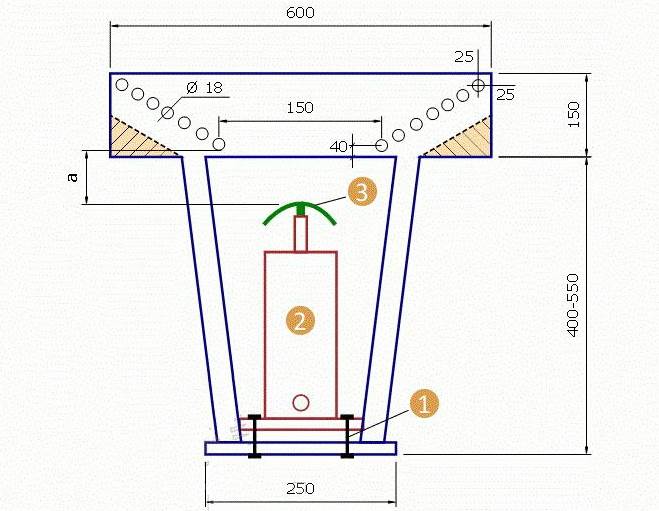
Таким образом, для изготовления арбалетного трубогиба, оснащённого гидродомкратом, нужно сварить треугольную раму, в вершинах которой будут располагаться упоры и прижимной шток.
Самодельный гидравлический трубогиб
Гидравлические трубогибы имеют немало преимуществ по сравнению с ручными приспособлениями, но все они обуславливаются сложностью конструкции. Поскольку гидравлическое оборудование отличается сложностью, то и хлопот с его самостоятельной сборкой будет гораздо больше. Для сборки такого трубогиба потребуется прочная основа, п-образная металлическая деталь, вал, шкив, цепь и гидравлический шток.

Изготовление гидравлического самодельного трубогиба выглядит так:
- Первым делом нужно установить вал на основе;
- К одному торцу вала крепится шкив, а ко второму – цепь, после чего можно устанавливать следующий вал и соединять его цепью с первым;
- В нижней части конструкции нужно вырезать проем для движения штока;
- Далее устанавливается третий ролик, который и является основным элементом, изгибающим трубы;
- Вал третьего ролика устанавливается в пазах основы.
Альтернативные варианты
Как уже было сказано, предложенная схема с тремя валиками одна из самых удачных, поскольку сочетает достаточную простоту и эффективность. Однако предлагаем Вам еще несколько схем и чертежей ручных трубогибов.
Самый простой трубогиб шаблонного типа пригоден для использования всего несколько раз. Хотя, конечно, это зависит от выбранных материалов. Принцип работы понятен по фото: на краю верстака закрепляется вырезанный из дерева или другого материала шаблон, по которому с помощью примитивного прижимного механизма «обкатывается» труба. Желательно выполнять работы с нагревом, поскольку в холодном состоянии даже тонкостенную трубу изогнуть не так-то просто.
Возможен также разборной шаблон из крюков.
Применив простое тяговое устройство – например, лебедку – можно снизить уровень затрат ручного труда и выполнить изгиб труб большего диаметра.
Если планируется использовать два ролика – основной и прижимной – можно воспользоваться чертежом механизма, представленным ниже. Что интересно, для медных труб и проката из мягких сплавов удобнее использовать деревянные ролики.
Направляющие проточки роликов должны соответствовать диаметру и сечению изгибаемой трубы.
Пример такого механизма, где в роли неподвижного ролика выступает прямоугольный шаблон со скругленным углом, а приводом является рычаг.
Что интересно, при использовании роликов – неподвижного и обжимного – со спиральным профилем можно получить не просто загнутую трубу, а спираль из трубы. Это будет особенно полезно для тех, кто хочет самостоятельно сделать змеевик для самогонного аппарата
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
Где используется трубогиб гидравлического типа?
Эта разновидность трубогиба имеет широкую область применения. Однако, наиболее популярен он при ремонтных работах. При монтаже трубопровода он является незаменимой вещью, так как выполняет гибку труб под разными углами и благодаря этому получаются нужные конфигурации конструкций.
Сгибание труб на таком устройстве позволяет получить надёжные изгибы и не испортить деталь (например, если попытаться согнуть трубу вручную — она может попросту лопнуть или деформироваться так, что её дальнейшее применение в системе будет невозможно).
При монтаже трубопроводной коммуникации из металла этот аппарат позволяет получить меньшее количество швов и соединений, которые, как правило, считаются проблемными местами и в будущем могут протечь. Кроме этого, сварочные работы для соединения прямых отрезков с поворотными деталями требуют наличия специального оборудования и навыков. Приспособления для гибки труб применяются при монтаже следующих систем:
- отопления;
- кондиционирования;
- водопроводов;
- газопроводов.
Помимо этого, гидравлический аппарат используется для получения различных каркасных конструкций, ограждений и прочих сооружений разного назначения и масштаба.
Инструкция по работе с трубогибом
Процесс выполнения работы несложный и, тем не менее, требующий соблюдения последовательности действий и некоторых технических особенностей. К примеру, работа с применением инструмента от компании Rothenberger выполняется следующим образом:
- Нужно подготовить трубогиб – закрепить гибочную раму на корпусе гидроцилиндра входящими в комплект распорными болтами.
- Приподнять верхнюю часть рамы и установить боковые шаблоны под конкретные параметры сгиба.
- Расположить боковые шаблоны на равном расстоянии относительно оси гидроцилиндра.
- Выполнить операцию сгибания трубы.
Учитывая высокий уровень мощности, создаваемой гидравликой, правильному (симметричному) расположению шаблонов следует уделять особое внимание. Малейший перекос может стать причиной повреждения инструмента
Пользуясь трубогибом, нельзя забывать о техническом обслуживании приспособления. Очистка гидроцилиндра от пыли и грязи, контроль уровня гидравлической жидкости, своевременная замена (очистка) рабочего фильтра, проверка клапанов – это обязательные процедуры ТО, исполняемые периодически.
Прокатный вариант трубогиба с наличием поворотной платформы
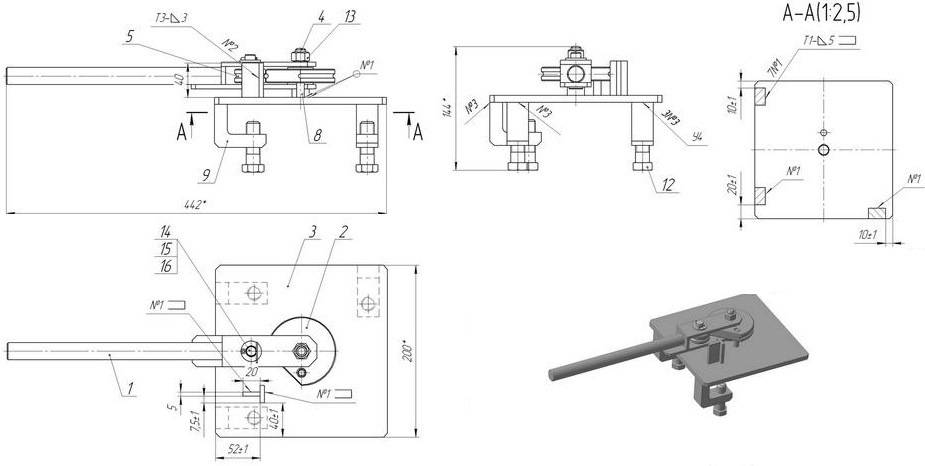
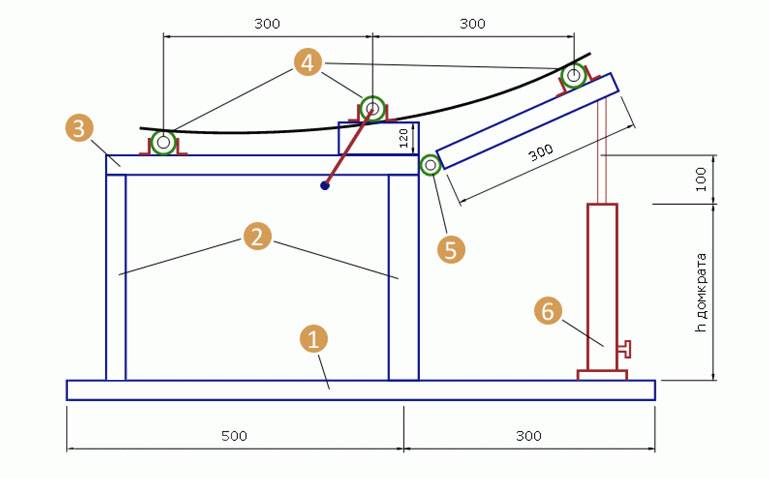
Приспособление используется для профильных труб. Принцип действия такой конструкции состоит в следующем: поворотная платформа, приводящаяся в движение домкратом и через которую задается угол изгиба, с помощью шарнира соединена с основной станиной. Профиль протягивается в результате вращений рукоятки, которая присоединена к промежуточному валу станка для гибки.
Станок для гибки
Основание для ручного трубогиба и стойки изготавливаются из швеллеров с высотой стенок 125-200 мм. Обоймы для подшипников, основу вальцов, можно сделать из стальной трубы, причем, ее диаметр должен совпадать с диаметром подшипников.








Параметры изгиба можно регулировать двумя способами: с помощью поворотной платформы и с использованием вальцов, находящихся на краю.
С этой целью необходимо просверлить опорные пластины и швеллер, что обеспечит подвижность элементов станка для гибки.
Обе платформы такого устройства также изготавливаются из швеллеров. Для поднятия крайней платформы ручного трубогиба применяют обычный автомобильный или тракторный домкрат гидравлического типа.
Для приваривания вертикальной стойки из швеллера необходимо отступить от края одной стороны основания гидравлического трубогиба примерно 45-50 см. Для ее упрочнения желательно спарить два куска.
Используя строительный уровень, необходимо добиться строгой горизонтальности стационарной платформы самодельного станка для гибки, после чего сзади к ней приварить стойку. С помощью кусков профиля осуществить наращивание ограничителей на высоту, хотя бы равной или больше толщины профильных или круглых труб, которые будут поддаваться гибке.
Используя дверные петли, подсоединить основную станину ручного трубогиба с направляющей платформой. Смонтировать подшипники на краях движущейся и стационарной платформ, а также на ограничителях такого устройства, используя для этого сварку.
Для усиления всей конструкции гидравлического трубогиба необходимо воспользоваться уголками, которые приваривают в отдельных местах. На средний вал станка для гибки прикрепить рукоятку, а на крайние – установить подшипники.
Разместить снизу домкрат под направляющей платформой, с помощью болтов надежно закрепить на основании и самодельный трубогиб готов к работе.
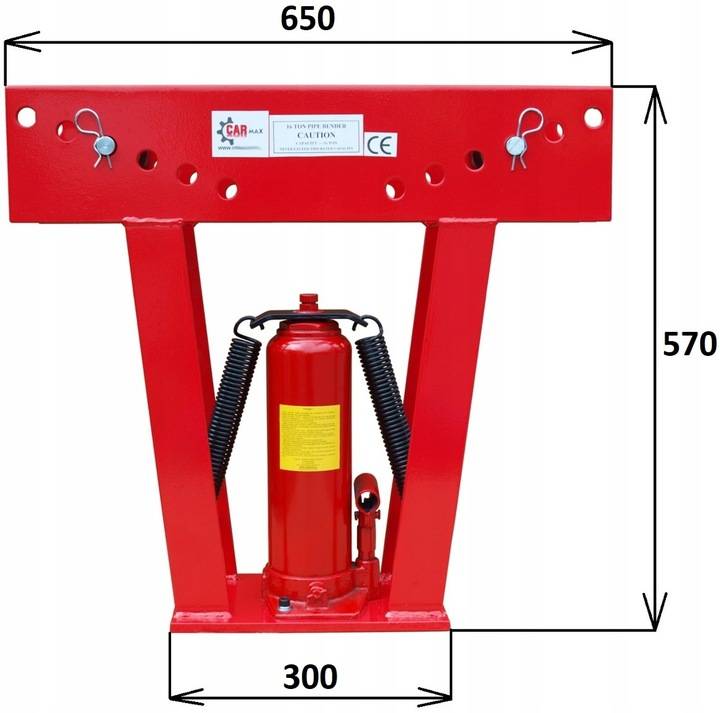
Что представляет собой трубогиб?
Трубогибы бывают разными и это зависит от их назначения. Но есть основные конструктивные элементы, которые присутствуют не зависимо от назначения:
- Рама;
- Гидравлический цилиндр;
- Две планки;
- Трубные упоры в количестве двух штук.
Как правило, рама встречается открытого или закрытого типа. Гидравлический цилиндр – главная деталь данного инструмента. В ручном трубогибе обязательно присутствие нагнетательного механизма, которое располагается сзади корпуса. Наверху гидроцилиндра есть пробка, куда заливается масло и проверяется его уровень.
Гибочное усилие организует за счет штока, который возвращается в исходное положение с помощью пружины, которая также установлена на гидравлическом цилиндре. Две планки представляют собой одну конструкцию. Отверстия необходимые, чтобы установить упор. Также на трубогибе есть отверстия с резьбой, туда устанавливают болты, которые позволяют регулировать высоту.
Сборка гидравлического трубогиба своими руками
При выборе материала для трубогиба необходимо руководствоваться двумя важными характеристиками: надёжность, практичность. Стоит также учесть, что трубогибы, которые используются на предприятиях, выполняются, как правило, из тонкостенного металла и имеют небольшую сопротивляемость к механическим воздействиям. Собрать гидравлический трубогиб своими руками можно и с более надёжной опорной рамой.
Для того, чтобы сделать опорную раму для трубогибочного устройства, специалисты рекомендуют использовать стальные листы толщиной от 3 мм. К такому листу нужно приварить уголки, размеры которых зависят от характеристик сгибаемых труб. Для опорных элементов валиков отлично подойдут швеллера.
Особенности сборки трубогиба своими руками:
масса конструкции напрямую зависит от показателей прочности. Каждое устройство имеет свой такой параметр
Его стоит учитывать, если вы решили собрать мобильное устройство, а для стационарных станков это не так важно. Материал для ручного гидравлического трубогиба должен быть достаточно прочным и не очень тяжёлым; Для того, чтобы повысить надёжность конструкции, лучше всего соединить отдельные её элементы с помощью сварки. Такая неразборная система гораздо надёжнее, чем механически скреплённое устройство
Такая неразборная система гораздо надёжнее, чем механически скреплённое устройство.
В каком порядке нужно собирать трубогибочный аппарат:
- На первом этапе нужно, в соответствии с заранее выполненным чертежом, сделать опорную раму трубогиба и приварить опорные стойки.
- Далее с помощью дрели нужно выполнить отверстия в швеллерах.
- На третьем этапе швеллера крепятся к опорным стойкам.
- В конце нужно установить домкрат.
Опорные элементы рекомендуется заказывать отдельно, так как сделать их собственноручно достаточно проблематично. В остальном сборка такого устройства не отличается сложностью.





