

Содержание:
Метчик – это инструмент, который необходим для создания и калибровки внутренней метрической или дюймовой резьбы. В зависимости от типа используемого инструмента выделяют метчики машинно-ручные однопроходные, а также инструменты, нарезающие резьбу за три прохода. Метчики используются как в быту, так и в профессиональной сфере. Создание резьбы осуществляется за счет поворота метчика возвратно-поступательными движениями в глухом или сквозном отверстии. Для определения диаметров отверстий под нарезание резьбы используются положения стандарта ГОСТ 19257-73.
Особенности конструкции метчика
Метчик имеет форму винта с канавками, которые нужны для своевременного отвода образующейся стружки. Канавки могут быть как прямыми, так и винтовыми.
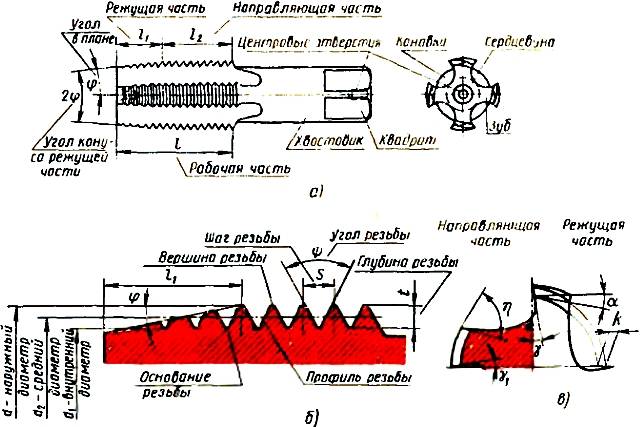
Основные конструкционные части метчика и их назначение
Разберем, из каких основных частей состоит метчик:
- рабочая часть метчика, которая отвечает непосредственно за нарезание резьбы. Составными элементами рабочей части являются заборный и калибрующий участки,
- хвостовик, который необходим для фиксации метчика в воротке или патроне в процессе нарезания резьбы,
- сердцевина, которая представляет собой внутреннюю часть тела метчика,
- режущие зубья, которые также называют перьями. Они расположены по окружности и необходимы для прорезания металла. Правильность их геометрии играет важную роль,
- канавки, которые выполнены в виде углублений между зубьями.
Рабочая часть метчика
Основная часть инструмента выполняется из высокопрочных материалов – легированной, инструментальной, быстрорежущей стали, обеспечивающей продуктивную работу и долгий срок службы.
- Заборный (или, как еще говорят) режущий элемент располагается впереди рабочей части и имеет форму конуса. Именно он отвечает за черновую нарезку резьбы. Этот процесс представляет собой вырезание тонких металлических слоев по контуру. Таким образом, формируется профиль резьбы, а стружка удаляется через канавки. Заборная часть метчика определяет то, насколько точной получится резьба. Изготовление режущей части метчика осуществляется по профильной схеме (для конических и калибрующих инструментов) или по генераторной (для машинных, гаечных и других видов метчиков).
- Калибрующий элемент рабочей части располагается за заборным и определяет окончательный внешний вид и геометрию профиля резьбы. Этот участок играет роль своеобразного запаса на переточку. Обратный конус позволяет избежать защемления метчика и снизить трение.
Хвостовик метчика
Как правило, этот участок имеет форму цилиндра, оканчивающегося квадратом для фиксации и передачи крутящего момента. Длина хвостовой части определяет то, на какую глубину можно прорезать отверстие.
Виды метчиков по конструкции
По собственному конструктивному исполнению приспособления также делятся на разнообразные виды. Так, в зависимости от этого параметра, отличают такие инструменты:
- со стружечными канавами укороченной длины, какие именуют бесканавочными (система подобных метчиков специально изобретена для того, чтобы порезать в деталях из низкоуглеродистых вязких сталей, алюминиевых сплавов, а также прочных легированных сталей);
- с канавками, размещёнными по винтовой линии (устанавливают подобные приборы на обрабатывающие центры и применяют для нарезки глухой резьбы);
- с режущими зубьями, сделанными в шахматном порядке (за счёт того, что разрезающие зубья в калибровочной части подобного прибора срезаны через один, удаётся достичь снижения силы трения при обработке);
- ступенчатого вида с рабочей частью, разделённой на 2 места, каждый из которых осуществляет собственную функцию (к примеру, имеются ступенчатые метчики, где первый участок функционирует по генераторной схеме, а 2-ой — согласно профильной; у ступенчатых приборов других видов первый участок осуществляет режущую функцию, а 2-ой — разглаживающую);
- комбинированные (это по сути, 2 в 1: их режущая доля, сделанная в одной конструкции, начинается со сверла, а завершается метчиком);
- метчики-протяжки, применяемые в отверстии любого диаметра (с их поддержкой резьба нарезается на токарном станке, в патроне которого крепится обрабатываемая часть, а в резцедержателе — хвостовик применяемого прибора. Перемещение метчика в период нарезания резьбы поддерживается механической подачей суппорта, а вращение возделываемой детали — вращением шпинделя);
- с внутренней полостью, в результате которой, происходит охлаждение прибора в процессе обработки (применение подобных метчиков, определённых в специальном либо многооперационном оснащении, даёт возможность существенно увеличить эффективность нарезки резьбы);
- колокольные (подобные устройства применяются для значительного диаметра (50−400 миллиметров) и имеют сборную систему, состоящую из единичных разрезающих компонентов).
Конструктивно все приведённые выше приспособления настолько различаются между собой, что отличить их друг от друга возможно даже по фото.
Государственный стандарт (ГОСТ)
При изготовлении метчиков производители руководствуются чертежами, разработанными с учетом требований ГОСТ. Помимо размеров, стандартами регламентируются твердость рабочей части, степень ее биения, допуски. Точность резки зависит от класса точности метчика по ГОСТ.
При изготовлении метчиков руководствуются требованиями ГОСТ.
Классы точности
Этот параметр устанавливается для приспособлений с учетом полей допуска среднего диаметра резьбы. Для инструментов метрического типа существуют 4 класса точности. Приспособления класса 1, 2, 3 изготавливаются со шлифованным резьбовым профилем, класса 4 – с нешлифованным. Метчики 4-го класса предназначены для работы вручную. Инструменты классов 1, 2, 3 бывают машинно-ручными и гаечными. Трубные устройства могут иметь класс точности В1, А2, А3, дюймовые – C и D.
Маркировка
Характеристики метчика можно определить, посмотрев имеющиеся на нем надписи. В маркировке приспособления указываются по порядку:
- размер и тип резьбы;
- класс точности.
На левосторонние инструменты добавляется пометка LH. Бывает так, что резьба приспособления отличается мелким или крупным шагом, не являющимся стандартным. В этом случае после показателя диаметра резьбы проставляется параметр этого шага. Стандартный шаг на метчиках в маркировках не указывается. Если устройство сделано из нержавейки, в отметке дополнительно присутствует обозначение HSS.
В маркировке приспособления может содержаться дополнительная информация:
- резьбовой сбег;
- шаг канавок;
- марка стали, использованной для изготовления;
- группа применения;
- угол канавок;
- внутреннее охлаждение;
- вращение канавок;
- номер партии производителя.
В маркировке содержится информация об изделии.
Наносятся отметки на хвостики метчиков.
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- • для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- • со всех обрабатываемых заготовок предварительно снимается фаска;
- • в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.

Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.
 Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Разновидности и сферы применения метчиков
По способу привода разграничивают на:
Ручные – они имеют хвостик квадратного сечения, который вставляется в – вороток. Есть две ручки, за которые удобно поворачивать изделие
Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра
Машинные – применяются на металлорежущих станках
Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного результата.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем более тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в рабочий участок, который и отвечает за точную нарезку. Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки
Поэтому их очень важно затачивать или своевременно менять набор по мере износа. По конструкции канавок:
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их рабочий участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.
Нарезание внутренней резьбы магнитным сверлильным станком
Для нарезания внутренней резьбы магнитным сверлильным станком потребуются такие инструменты, как метчик и резьбонарезной патрон с необходимыми предохранительными головками, которые, как правило, входят в резьбонарезной набор. При отсутствии резьбонарезного набора можно воспользоваться прямым переходником с метчика на Weldon, но в таком случае есть риск поломки инструмента. Также непосредственно перед процессом нарезания, необходимо предварительно просверлить отверстие в детали соответствующего диаметра.
Метчик — это специальный инструмент для нарезания внутренней метрической резьбы в сквозных и глухих отверстиях. Как правило, метчики идут комплектом по две штуки: один черновой — для первичного нарезания резьбы, другой чистовой — для финишной обработки отверстия. Отличие одного метчика от другого в том, что режущая поверхность чернового метчика выражена не так ярко, как чистового.









| Черновой и чистовой метчики |
Важно! Метчики должны быть изготовлены из качественного материала! У дешевого китайского инструмента режущая кромка быстро затупится, нарезать резьбу не получится. Метчик просто застрянет в материале, т.к
сработает механизм защиты в предохранительной вставке
С его извлечением проблем будет намного больше, чем с покупкой нового инструмента
сработает механизм защиты в предохранительной вставке. С его извлечением проблем будет намного больше, чем с покупкой нового инструмента.
Резьбонарезной патрон и предохранительные вставкиДля нарезания резьбы потребуется резьбонарезной набор. Такой набор включает в себя резьбонарезной патрон с хвостовиком конус Морзе и комплект быстросменных вставок (втулок) для установки метчиков. В патроне имеются системы защиты от перегрузки и осевой компенсации шага резьбы. Вставки имеют механизм регулировки крутящего момента, что позволяет предотвратить поломку инструмента (при увеличении момента метчик останавливается), а так же выполнить качественную резьбу. Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию. Резьбонарезной патрон применяется в магнитных сверлильных станках как с реверсом вращения шпинделя, так и без него. Разница в том, что магнитный сверлильный станок с реверсом обеспечивает переключение с правого вращения на левое, что позволяет удобно вывести метчик обратно из отверстия, не вынимая его из патрона. | Набор резьбонарезной M12-M24 с предохранительными вставками |
Какого диаметра брать сверло под отверстие, в котором будем нарезать резьбу?
Подходящий диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Рекомендуемые значения диаметров отверстий приведены в конце статьи.
Процесс нарезания резьбы
Для глухой резьбы необходимо включить правое вращение и «утопить» метчик в отверстии, после его остановки — переключить направление вращения на левое и метчик плавно выйдет обратно по своей резьбе. Без реверса такой резьбы выполнить невозможно.
Для сквозной резьбы при правом вращении проходим метчиком насквозь вниз в нужной детали, и потом переключением на левое вращение проходим медленно вверх. Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Рекомендации по процессу нарезания резьбы
Резьбу необходимо выполнять на низких оборотах. При этом нельзя делать резких движений, метчик должен идти очень плавно!
Обязательно следует обильно использовать смазывающую охлаждающую жидкость (концентрат СОЖ) в магнитных сверлильных станках с интегрированной системой ее подачи, или же смазывать извне специальными воском, пастой или пеной.
Виды метчиков
В зависимости от материала, типа резьбы, конфигурации изделия, применяемого инструмента выбирают модель устройства. Ассортимент продукции позволяет для каждой операции использовать изделие, с помощью которого оптимальным методом решается поставленная задача. Продукция классифицируется по нескольким критериям.
Видео: Про метчики, плашки и резьбу
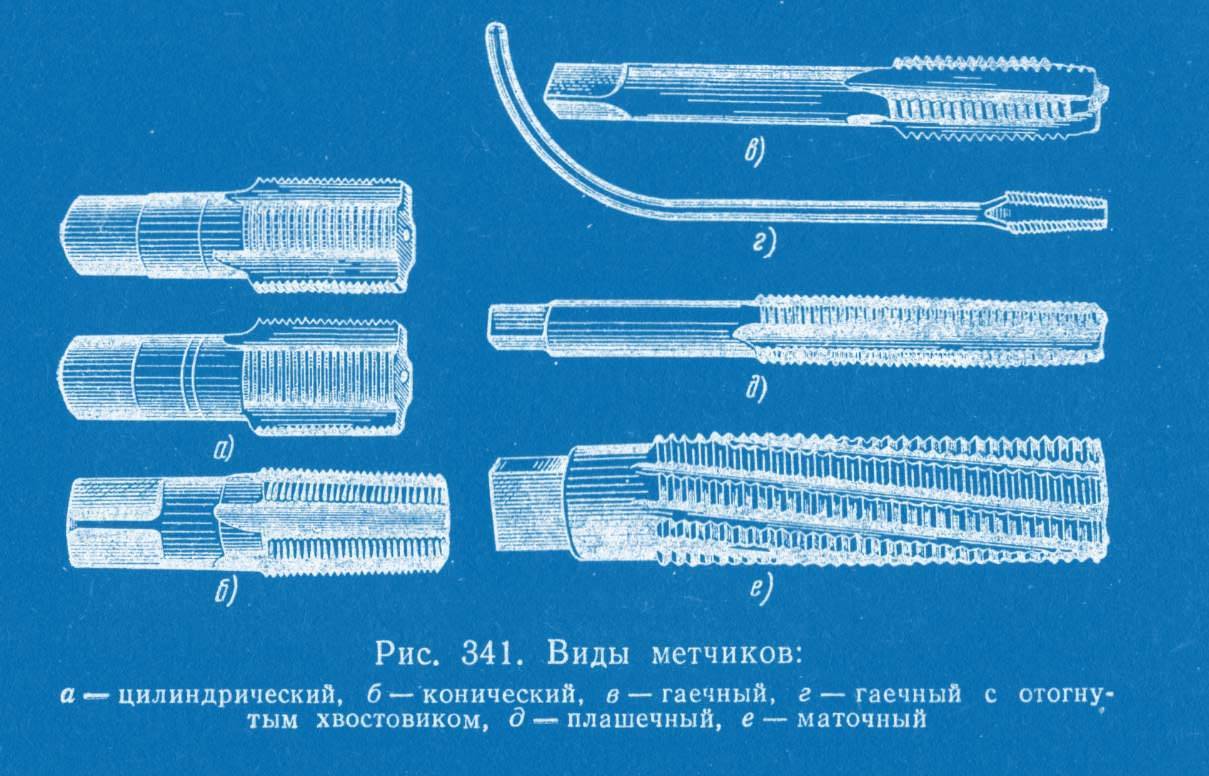
По назначению
Перечень продукции отличается большим разнообразием. Выпускаются изделия для всех способов нарезания профиля. Нормами ГОСТ устанавливаются размеры, характеристики метчиков, предельные допуски, класс точности и степень шероховатости поверхности. Устройства бывают:
ручные;
машинные;
машинно-ручные;
гаечные.
Ручные и машинно-ручные применяются в слесарном деле. Высокая прочность, износостойкость изделий позволяют выполнять работу высокой точности даже в домашних условиях. Но они не предназначены для эксплуатации на высоких скоростях вращения.
Для этого используются машинные аналоги. Они сделаны из быстрорежущих сталей, способных выдерживать высокие температуры, возникающие вследствие трения и резки металла.
Машинные и гаечные метчики могут быть очень похожи. У них длинный хвостовик, позволяющий за один цикл обрабатывать до десяти и более деталей. Собираются они на корпусе устройства и по мере заполнения снимаются за один раз. В этом случае удобно использовать специальное приспособление для установки инструмента. Дома можно эту операцию делать дрелью быстрозажимным патроном.
По конструктивному исполнению
Выполнен инструмент может быть в нескольких исполнениях. Конструктивные особенности позволяет обрабатывать материалы с различными характеристиками по твердости, вязкости. Каждый метчик для нарезки резьбы имеет все базовые элементы, но сделаны они могут быть следующим образом:
с укороченными канавками для вязкого материала (алюминия, легированных сталей);
с винтовыми канавками, которые делаются по спирали для увеличения объема стружки, что необходимо при использовании для нарезания глухой резьбы и работы на обрабатывающих центрах;
со ступенчатыми канавками, где каждый участок выполняет свою функцию;
метчики-протяжки для машинной обработки больших партий изделий;
комбинированные устройства, которые совмещают в одном изделии и сверло и метчик;
колокольные, состоящие из отдельных частей, необходимые для нарезания крупной резьбы машинным методом.
Не всегда возможно за один проход сделать необходимый профиль, особенно если деталь выполнена из высокопрочного материала. В этом случае используется комплект инструмента из двух, трех метчиков.
На корпусе изделия имеется маркировка. Сначала отверстие проходят устройством №1, которое делает первичную, грубую обработку. Затем выполняется чистовая нарезка метчиком №2, после чего профиль соответствует нормам ГОСТ.
По виду нарезаемой резьбы
В промышленности применяется несколько основных стандартов, отличающихся системой измерения. Маркировка, которой обозначен метчик для нарезки резьбы указывает к какому виду относится изделие. Не учитывая специальных профилей, которые выполняются на станках, обычным устройством можно сделать три вида резьбы:









Метрическая. Обозначается буквой «М». На изделии указывается диаметр и шаг резьбы.
Дюймовая. Маркируется устройство соответствующим значком «. Диаметр указывается в дробных частях дюйма, а шаг количеством ниток на единицу измерения.
Трубная. Традиционно указывается как дюймовая, но в процессе эволюции система обозначений утратила идентичность, поэтому инструмент для трубной резьбы определяют по таблицам.
Кроме того есть конические резьбы, для выполнения которых выпускается соответствующий инструмент
Используются детали, выполненной по этой технологии для заглушек, специальных элементов, где принципиально важно глубина проникновения
На практике этот вид метчиков встречается крайне редко. Чаще приходится иметь дело с деталями, которые работают в обратном направлении. Чтобы сделать их применяется метчик для нарезки левой резьбы, который маркируется латинскими буквами «LH».
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
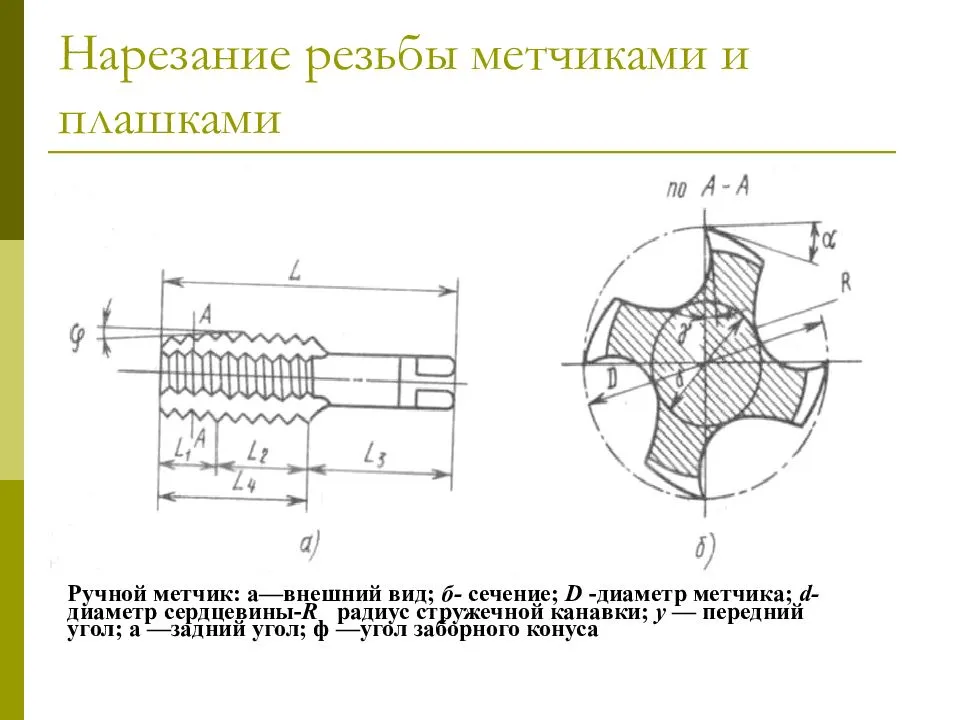
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
Конструкция метчика
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
Геометрия режущей и калибрующей части метчика
Это интересно: Механический угломер инструментальный с нониусом: разбираем по пунктам
Материалы
Для производства метчиков используются разные материалы, среди них:
- Легированная сталь;
- Инструментальная сталь;
- Быстрорежущая сталь.

Самым распространенным и оптимальным вариантом принято считать быстрорежущую сталь. Она обладает большим количеством преимуществ перед другими:
- Высокий срок службы;
- Устойчивость к перепадам температур;
- Высокое качество проводимых работ;
- Возможность работы с высокой скоростью;
- Высокая прочность материала.



Для работы с некоторыми материалами изготавливают специальные метчики с дополнительным покрытием. Благодаря такому решению увеличивается срок службы и эффективность инструмента.

Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 1400.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.






Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Назначение
Режущие перья изготавливаются в виде зубьев, имеющих конфигурацию механических резцов, обладающих всеми элементами для обработки металла. Они режут основной шаг резьбы, располагаясь по всей окружности метчика. Канавки – это продольные проточки между режущими перьями.
Данные компоненты образуют кромки резания. Через них удаляется стружка, циркулирует охлаждающая жидкость. Метчики с наружным сечением до 20 миллиметров производятся с тремя канавками, более 20 и до 40 миллиметров – с 4-мя. Конструктивное устройство каждого предопределяется его функциональным назначением.
Практически, метчик представляет собой винт с канавками на наружных плоскостях. Метчик ГОСТ с винтовыми канавками намного приоритетнее своего аналога с прямыми канавками. Винтовая структура инструмента обеспечивают более благоприятные условия нарезки резьбы. Они предпочтительнее по следующим характеристикам:
- Нарезка сложных ниток.
- Особо точные работы.
- Высокое качество исполнения.
- Лучше отводят стружку.
- Испытывают меньшие температурные воздействия.
Итак, на какие виды делится метчик? Существует два больших направления:
- нарезание резьбы внутри детали;
- наружное нарезание: прогонки, плашки, винторезные доски.
- станочные;
- для ручных слесарных операций.
Промышленность производит наборы ручных изделий для нарезания ниток. ГОСТ на метчики для метрической резьбы регламентирует, чтобы любой набор включал два либо три инструмента.
Каждый должен иметь свое индивидуальное назначение. В комплекте они называются: первый, второй, третий.
Относительно расположения продольных канавок резьбонарезные инструменты классифицируются как винтовые и прямые.
Наиболее точная резьба получается тогда, когда ее выполняют винтом. Левая резьба нарезается метчиком с левой резьбой, и наоборот.
Виды по конструкции
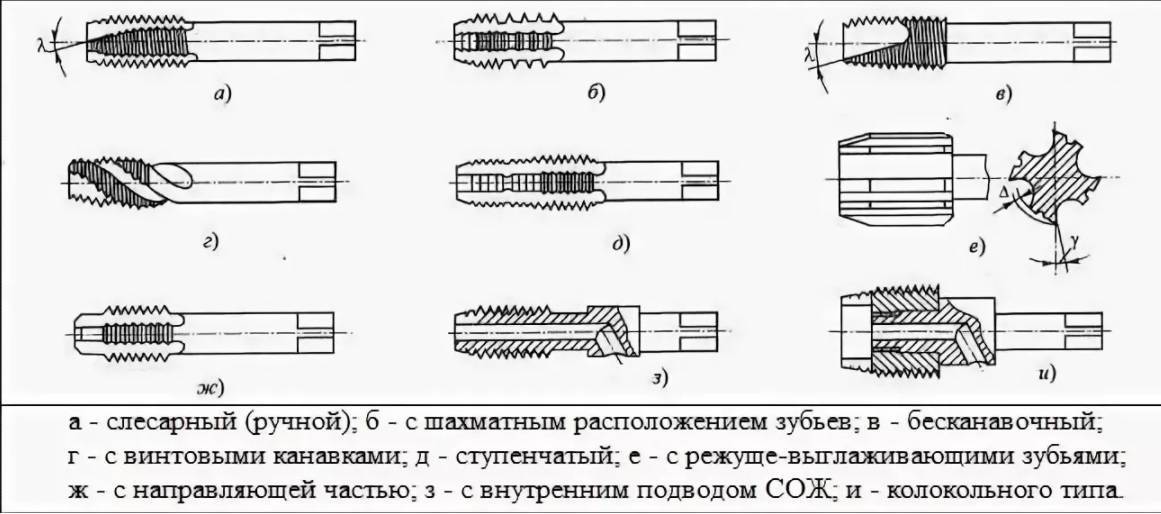
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые – канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные – перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.
 Существуют и другие конструкции метчиков для редких и специальных применений.
Существуют и другие конструкции метчиков для редких и специальных применений.





