

Формовочные смеси для литья

Литейное производство достаточно простой и широко распространенный технологический процесс для получения отливок различного размера и разнообразной формы. Получение деталей методом литья практикуется в автомобилестроении, станкостроении, вагоностроении и многих прочих отраслях машиностроения. Для получения полых или с множеством отверстий отливок используются стержневые и формовочные смеси различных составов. Экономически обосновано использование песчано-глинистых форм при массовом производстве.
Формовочные смеси для литья
Состав смесей зависит от:
- способа формовки:
- типа металла:
- сталь;
- чугун;
- цветной металл и его сплавы;
- типа производства:
- единичное;
- серийное;
- массовое;
- типа литья;
- технологического оснащения.
Материалы, которые используются для получения формовочных смесей, подразделяются на следующие группы:
- песчаник;
- различные сорта глины;
- вспомогательные: связующие материалы;
- противопригарные смазки и покрытия;
- огнеупорные;
- специальные.
Глинистые пески могут содержать глины в своем составе до 50%. Делят их по количеству содержания глины на:
- тощие – до 10%;
- полужирные – до 20%;
- жирные – до 30%;
- очень жирные – до 50%.
Также используются кварцевые пески. Силикатная основа позволяет принимать в форму расплав, температура которого достигает 1700С.
Получение отливок высокого качества требует использования противопригарных покрытий и материалов мелкой фракции, чтобы предупредить образование в форме пор.
Виды и состав смесей
К формовочным смесям для литья предъявляются следующие требования:
- механическая прочность;
- теплопроводность;
- газовая проницаемость;
- огнестойкость;
- теплоемкость.
Формовочные и стержневые смеси обладают одинаковыми свойствами. Но к стержням предъявляются более высокие требования, потому что на него расплавленный металл оказывает более сильное давление.
Состав различных смесей
Формовочные смеси делятся на три типа:
- единые;
- облицовочные;
- наполнительные.
Единая смесь предназначается для наполнения всего объема литейной формы. В полном объеме используется при машинной формовке при выпуске отливок в большом количестве. Для ее приготовления используется большой объем еще неиспользовавшихся материалов.
Облицовочная смесь предназначена для получения слоя формы, контактирующего непосредственно с расплавом. Его толщина зависит от типа смеси и тяжести отливки и составляет 20-100 мм. Для того чтобы дополнить оставшийся объем используется наполнительная смесь.
Состав формовочной смеси напрямую зависит от формы и метода ее изготовления. Формирование песчано-глинистых форм происходит двумя способами, в результате которых получаются сухие и сырые формы. Для их податливости при формировании в смесь вводятся сгорающие наполнители – торф или древесные опилки. В состав подсушиваемых форм кроме глины и песка закладываются крепитель, измельченный асбест и барда.
Кроме них используются:
- быстро отверждающиеся;
- самостоятельно отверждающиеся;
- твердеющие при химическом преобразовании;
- жидкостекольные составы.
В быстро отверждающихся смесях связкой выступает жидкое стекло. Если для сушки жидкого стекла необходима теплая продувка, то в данном случае отвердение происходит за счет феррохромового шлака.
Классификация формовочных смесей
Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках.
Подготовительные работы для плавки серебра
Лунный металл относится к числу материалов, используемых для изготовления различных предметов быта и ювелирных украшений. Часто изношенным и морально устаревшим вещам хочется придать новый вид или переделать.
 Серебро, которое устарело и надоело, всегда можно переплавить
Серебро, которое устарело и надоело, всегда можно переплавить
Для этого можно их просто расплавить и изготовить другое изделие, воспользовавшись услугами мастера или в кустарных условиях. Плавка серебра в домашних условиях требует четкого соблюдения техники безопасности и последовательности технологического процесса.
Добывать серебряный компонент в промышленных масштабах можно с помощью специально разработанных технологий, связанных с обогащением руды. Для того чтобы переплавить небольшое количество металла в домашних условиях, достаточно иметь минимальный набор приспособлений, включающий:
- металлическую ложку;
- асбест;
- буру;
- горелку;
- весы;
- лом металла;
- графитный порошок;
- микроволновую или муфельную печь;
- шамотную глину.
В домашних условиях необходимо учесть, что расплавленный материал необходимо охладить. Поэтому, приступая к работе, необходимо предварительно изготовить форму для отлива изделия. Серебряный материал, подвергающийся плавке, называется шихтой.
Если необходимо расплавить большой кусок материала, то его можно разделить на мелкие куски с помощью инструмента.
Изготовление формы для отлива является составной частью подготовительных работ. Для этого необходимо изготовить металлический короб, в который будет заливаться смесь из гипса и талька. Предварительно он изготавливается из пчелиного воска, который можно добыть у пчеловодов. Макет изделия помещается в короб и заливается смесью. После застывания массы форму прогревают и полностью вытапливают из нее воск. Остатки воска могут образовать на изделии дефекты. В процессе нагрева из нее испаряются остатки влаги. Форма готова к отливу.
 Чтобы получить фигурное изделие, нужна форма для отлива
Чтобы получить фигурное изделие, нужна форма для отлива
Разновидности сплавов
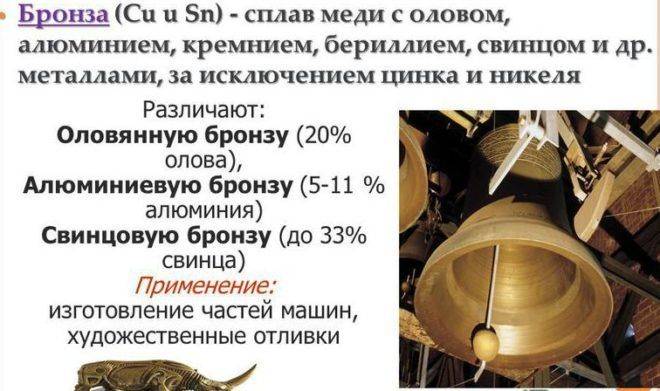
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.
Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления. Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди. Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
- Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале. Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе. Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Технологии литья бронзовых изделий
Литье из бронзы можно разделить на несколько видов в зависимости от технологического процесса и использования литейных машин. Для плавки сплава используются индукционные печи. Сам металл покрывается флюсом.
Литье под давлением
В процессе вакуумного всасывания расплавленный металл начинает втягиваться в форму кристаллизатора. Далее начинается охлаждение заготовки, которое происходит от краёв к центру. В качестве кристаллизатора использует емкость с тонкими стенками. Она охлаждается водой. После охлаждения заготовка сама отходит от формы.
Центробежное литье
Центробежное литье бронзы применяется для изготовления деталей цилиндрической и конусовидной формы. К ним относятся уплотнительные кольца, втулки для промышленного оборудование и другие детали. С помощью центробежной технологии изготавливаются червячные колёса и шестерни. Технологический процесс подразумевает под собой вращение формы, благодаря чему расплавленный металл уплотняется.
Художественное литье
Технология художественного литья из бронзы используются в случаях создания декоративных элементов. К ним относятся различные скульптуры, светильники, решётки, ограды, сувенирная продукция. Этапы художественного литья из бронзы:
- Изначально изготавливается чертеж будущей заготовки.
- Далее мастер создаёт форму, в которую будет переливаться расплавленный металл.
- Расплавляется исходное сырье — шихта.
- Форма для литья заполняется расплавленным металлом.
- Процесс охлаждения.
- Извлечение заготовки из формы.
Последним этапом считается очистка и дальнейшая обработка детали. Если конструкция составная, изначально создаются и обрабатываются отдельные детали. После этого они соединяются в одну конструкцию. Швы зачищаются и обрабатываются защитными составами. При правильном выполнении технологического процесса создания декоративных элементов из бронзы, можно избежать ошибок и снижения качества готовой продукции.










Холодно твердеющая смесь
Для укрепления формовочного материала используются химические вещества, связывающие частицы смеси. Этот метод обязан своим наименованием тому, что для схватывания реагентов не требуется нагрев и просушка формы. В смесь добавляются быстро схватывающиеся жидкие смолы, катализаторы и специальные затвердители.
Состав ХТС
Литье в ХТС
Литье в выполненные из ХТС формы отличается повышенной относительно других видов земли точностью и наиболее высоким качеством поверхности. Размеры форм ХТС заметно меньше, чем для литья в землю. Материалы для таких смесей стоят существенно больше.
ХТС применяется в случае изготовления особо ответственных изделий, использования высококачественно стали, цветных металлов и специальных чугунов.
Формовка ХТС
Работа с ХТС, в отличие от земли, требует быстроты — ведь время затвердевания смол с учетом используемых катализаторов и отвердителей составляет от 10 минут до получаса при 20 °С.
Трамбовка при этом методе не требуется, важно лишь точно расположить модель в опоке и быстро залить тщательно перемешанный и подготовленный состав. Материалы для оснастки обычно применяют такие, как дерево, металл или МДФ
Используемые материалы
«Семёркой древних» называют перечень из железа, меди, олова, свинца, серебра, золота и ртути — с ними человечество знакомо не одну тысячу лет. Драгоценные металлы использовались для изготовления ювелирных изделий, а основным материалом для художественного литья в прошлом были сплавы на основе меди. В новое время к ним добавились чугун и алюминий.
Художники на протяжении всей истории не ограничивали себя ассортиментом материалов для плавки. Например, в XIX веке в Европе и России были популярны изделия из цинка и свинца, а современные скульпторы нередко обращаются к нержавеющей стали. Но классическими материалами для художественного литья даже на сегодняшний день являются бронза и чугун.
https://youtube.com/watch?v=GHBak_el3CU
Бронзовые сплавы
Сплавы меди с некоторыми цветными металлами (свинцом, оловом, алюминием, бериллием) без присутствия цинка и никеля называют бронзой. Медь с большими примесями цинка — это латунь. Последнюю применяют в основном для изготовления кабинетной скульптуры и дорогой мебельной и интерьерной фурнитуры. Главным материалом для художественного литья больших и малых форм оставалась несменной на протяжении веков оловянная бронза. Её преимущества:
- ничтожная усадка;
- высокая текучесть;
- не подверженность пористости при остывании;
- высокая теплопроводность;
- прочность;
- коррозионная стойкость;
- упругость;
- свариваемость.
Литьё из бронзы — одно из старейших искусств. Применение её в разных частях древнего мира было повсеместным: люди готовили в бронзовой посуде, носили бронзовые украшения, пользовались бронзовыми инструментами, застёгивали одежду на бронзовые пуговицы. Эта эпоха известна по удивительно высокому качеству исполнения и небывалой художественной силы скульптурам, сохранившимся до наших дней. С тех времён берёт начало литейная бронзовая традиция, надолго пережившая свой век с одноимённым названием. Безусловно, сплавы совершенствовались на всём протяжении истории, но большая часть технологических процессов художественного литья оставались неизменными.
Серый чугун
Бронза и железо, пожалуй, самые важные материалы в истории человечества. Недаром они дали названия двум эпохам технологической эволюции — бронзовому и железному векам. Поскольку для железного литья требовались более высокие температуры и сложные печи, плавку железа человечество освоило несколько позже бронзы. По некоторым сведениям, чугун лили в Китае ещё 2 тыс. лет назад. Первыми массовыми изделиями из него в Европе и России были стволы пушек и ядра к ним в XV веке.
Эволюция печей и энергоёмкого топлива для них быстро сделала высокие температуры доступными не только для военной промышленности. Художественное применение литейного железа началось приблизительно в 1500 г. с производства плитки для печей, памятников и фонтанов. Мощным толчком для популяризации чугуна в искусстве было бурное развитие металлургических технологий во второй половине девятнадцатого века и последующая за этими событиями индустриализация.
Для приготовления скульптуры используют серый чугун с высоким содержанием фосфора как самый недорогой и приспособленный для литья сплав железа с углеродом. Фосфор улучшает текучесть — это помогает металлу полностью заполнять форму. Свойство фосфора повышать хрупкость железа для художественного литья значения не имеет, как и присущая серому чугуну пористость. Материал обладает ещё одним важным свойством — привлекательностью внешнего вида готового изделия.
Литье по выплавляемым моделям: технология
Процесс ЛВМ включает в себя операции подготовки модельных составов, изготовления моделей отливок и литниковых систем, отделки и контроля размеров моделей, дальнейшей сборки в блоки. Модели, как правило, изготавливают из материалов, представляющих собой многокомпонентные композиции, комбинации восков (парафино-стеариновая смесь, природные твердые воски и т.д.).
При изготовлении модельных составов используется до 90 % возврата, собираемого при выплавлении восковых моделей из форм. Возврат модельного состава следует не только освежать, но и периодически регенерировать.
Изготовление моделей состоит из шести этапов:
- подготовки пресс-формы;
- введения в ее полости модельного состава;
- выдержки модели до затвердевания;
- разборки формы и извлечения модели;
- охлаждения ее до комнатной температуры.
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением. Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками
Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
- Грубая поверхность отливки, тёмный цвет, трудности с отбеливанием.
- низкая температура расплава;
- грязный металл.
- Вспыхивание.
- Слишком быстро происходит процесс накрывания и давления;
- Влажность в опоке;
- Прогрев слишком быстро.
- Отливка не целая, отлились только фрагменты.
- Процесс проходит слишком быстро;
- Присутствие влажности;
- Недостаточно металла;
- Температура слишком низкая.
- Слишком много металла.
- Металл пористый, раковины.
- Буры слишком много;
- Металл не чистый;
- Температура слишком высокая;
- Присутствие влаги.
1. После выбора необходимой ювелирной опоки из каталогов компании Ювелин, учитывайте что вес в каталоге указан с технологическим запасом.
 рис. Установите опоку воронкой вверх на подставку из огнеупорного материала.
рис. Установите опоку воронкой вверх на подставку из огнеупорного материала.
2. Проверьте аппарат для плавки и топливо в нём. Убедитесь что прессовочная смесь нормальной влажности и однородная.
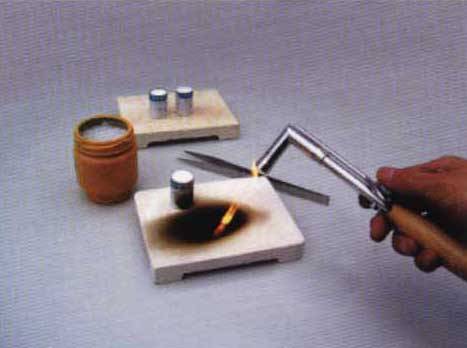 рис. Нормальная вязкость пасты соответствует вязкости пластелина.
рис. Нормальная вязкость пасты соответствует вязкости пластелина.
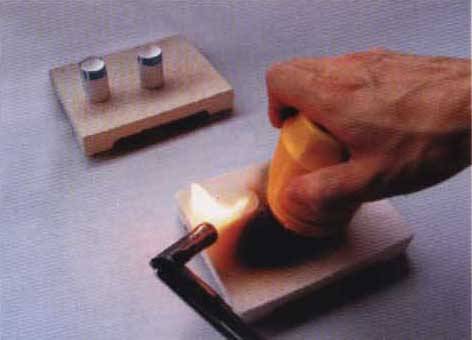
3. Поместите необходимое количество металла в опоку, настройте пламя, прогрейте опоку со всех сторон (для больших моделей можно использовать две горелки или предварительно прогреть опоку на газовой плите).










Затем направьте пламя на металл и нагревайте его до нужной температуры (до жидкого состояния). Для получения более качественного расплава, добавьте 1-2 крупинки буры.
4. Когда металл окончательно расплавился, медленно вдавите прессовочную смесь в опоку (старайтесь не убирать горелку, сколько это возможно).
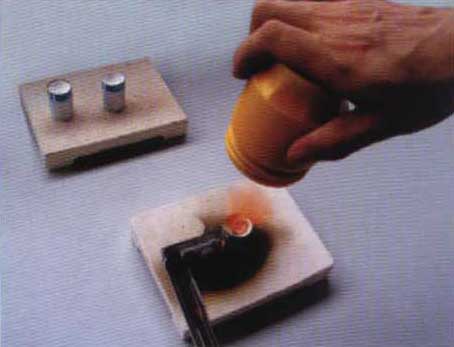
Для удаления формомассы погрузите опоку в ультразвуковую ванну.
1. Не повреждайте опоку давлением, ударами, влажностью. 2
Уделяйте достаточное внимание прессовочной смеси: она должна быть однородной, не очень мягкой и слегка влажной. 3. Не делайте очень сильное пламя в начале прогрева
4. Во время прессовки не нажимайте слишком сильно и быстро. 5. Литье должно проходить без встрясок и вибраций. 6. Количество металла не должно быть большим, чем указано + допуск. 7. Для производства одного изделия идет столько опок, сколько указано номеров под каждым изделием в каталоге. Иногда требуется 2 или 3 опоки
Не делайте очень сильное пламя в начале прогрева. 4. Во время прессовки не нажимайте слишком сильно и быстро. 5. Литье должно проходить без встрясок и вибраций. 6. Количество металла не должно быть большим, чем указано + допуск. 7. Для производства одного изделия идет столько опок, сколько указано номеров под каждым изделием в каталоге. Иногда требуется 2 или 3 опоки.
Используемые материалы
Материалы для изготовления оболочки подразделяются на следующие группы: материалы основы, связующие, растворители и добавки. К первым относятся пылевидные, применяемые для приготовления суспензий, и пески, предназначенные для ее обсыпки. Ими служат кварц, шамот, циркон, магнезит, высокоглиноземистый шамот, электрокорунд, хромомагнезит и другие. Широко используется кварц. Некоторые материалы основы оболочки получают в готовом к употреблению виде, а другие предварительно сушат, прокаливают, размалывают, просеивают. Существенным недостатком кварца являются его полиморфные превращения, которые протекают при изменении температуры и сопровождаются резким изменением объема, в итоге приводящим к растрескиванию и разрушению оболочки.
Плавный подогрев форм с целью снижения вероятности растрескивания, который проводят в опорном наполнителе, способствует увеличению длительности технологического процесса и дополнительным энергетическим затратам. Одним из вариантов снижения растрескивания в ходе прокаливания является замена пылевидного кварцевого песка как наполнителя на диспергированный кварцевый песок полифракционного состава. При этом улучшаются реологические свойства суспензии, повышается трещиноустойчивость форм и снижается брак по засорам и пробою оболочек.
Общая характеристика металла
Бронза – это сплав меди в сочетании с оловом, реже в качестве дополнительного элемента используется кремний, свинец или алюминий. В зависимости от процентного соотношения металлов бронза приобретает различный цвет.

Базовые показатели этого материала обусловили его широкое применение в различных направлениях. Бронза отличается следующими свойствами:
- высокая прочность;
- износостойкость;
- низкий уровень коррозии;
- простота обработки;
- паростойкость;
- высокая тепло и электропроводность;
- устойчивость к различным повреждающим факторам. К ним относится и влияние окружающей среды.
По сравнению с другими аналогичными сплавами бронза отличается особой прочностью и стойкостью. Температура ее плавления 1000–1100 градусов.
Специалисты по работе с металлом используют два варианта бронзы: с содержанием олова и без него. Ко второй группе относятся такие типы бронзы:
- свинцовый – обладает высоким уровнем стойкости и устойчивости;
- бериллиевый – этот сплав характеризуется наибольшей стойкостью и прочностью, превосходя показатели стали;
- кремниецинковый – обладает наиболее высокой текучестью в расплавленном состоянии;
- алюминиевый – наиболее стоек перед различными раздражителями, особенно химическими.
Несмотря на хорошие показатели, оловянный тип бронзы получил самое широкое распространение. Особенностью бронзового литья является небольшой процент усадки, поэтому его часто используют для изготовления деталей, требующих точного соблюдения размера.
Поэтому такие изделия после отливки нуждаются в минимальной обработке, так как они имеют гладкую поверхность и четкие контуры. Это качество металла проявилось и в художественном литье, а также в отрасли машиностроения для изготовления различных деталей.
Опока для литья своими руками

Благородный металл серебро является одним из древнейших металлов, освоенных человечеством.
Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.
Серебро
Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.
Теплопроводность серебра
Благородный металл в 19-20 веке широко использовался в фотографии.
Бактерицидность серебра
В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н.
«святая вода», помогающая при соответствующей молитве от всех недугов.
Инструменты для формовки и приспособления для литья по моделям
Для литья изделий из благородного металла в домашних условиях потребуются
- Тигель для расплавления или очистки металла.
- Муфельная печь или газовая горелка.
- Стальные щипцы.
- Огнеупорная подставка.
- Весы
- Воск для моделирования. Свечной воск не подойдет.
- Формовочные смеси
- Емкость для разведения смеси
- Скальпель, ножи и надфили для обработки модели и для доводки готового изделия.
- Форма для литья
- Молоток для разбивания опоки.
- Защитные рукавицы, очки и фартук.
- Огнетушитель.
- Дремель (мини — бормашина)
- Тиски, Ригели и оправки
На изготовлении формы для литья серебра стоит остановиться чуть подробнее.
Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.





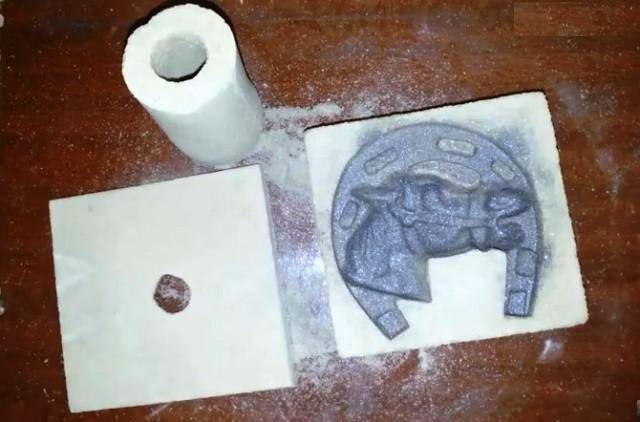



Модель из воска для литья из серебра
Это литник, по которому расплавленный металл попадет в форму. Далее в опоку помещается модель и заливается формовочная смесь.
Если используется сухая формовочная смесь, то для формовки применяется метод виброуплотнения. Далее воск модели выжигается, и форма готова к заливке расплава.
Литье из бронзы: технология художественного бронзового литья
Литье бронзы позволяет изготавливать изделия, отличающиеся исключительной декоративной привлекательностью.
Технология литья из данного сплава, основу которого составляет медь, известна на протяжении многих веков, но и в наше время она продолжает совершенствоваться.
Внешний вид бронзовых изделий говорит об кропотливом труде мастера, превращающего безликий металл в художественное произведение
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет.
Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда.
С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.
Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Температура плавления
Довольно часто люди даже не представляют, как много серебряных изделий находится у них дома. И речь идет не только о видимых вещах, но, например, о радиодеталях, которые присутствуют в различной технике. Если собрать все контакты в единое целое путем самостоятельной переплавки, получится увесистый кусок драгоценного металла, цена которого окажется довольно высокой. Переплавить серебро своими руками можно не только в цельный слиток, но и сделать новое украшение. Однако прежде чем знакомиться со способами переплавки, необходимо узнать некоторые подробности о серебре и его свойствах.

Благодаря усердной работе физиков и химиков были выявлены следующие характерные свойства серебра:
- плотность чистого металла составляет 10,6 г/см³;
- отличается мягкостью и пластичностью;
- обладает высоким уровнем плавления;
- отличается высокой теплопроводностью;
- имеет высокую электропроводность;
- обладает отражающей способностью.
Решившись самостоятельно заняться переплавкой старого серебра, необходимо знать точную температуру, при которой данный металл превратится в жидкую консистенцию. Сырьевой материал, используемый при плавлении, называется «шихта». Производить ее нагрев необходимо по утвержденным правилам ТБ и неуклонном соблюдении технологии.





