Приготовление смесей
Процесс приготовления формовочных и стержневых смесей проводится в три этапа. Первый этап — подготовительный. Здесь происходит подготовка еще неиспользованных материалов. Проводится сушка, дробление и последующее просеивание.
На втором этапе происходит подготовка отработанного состава. Это позволяет экономить на материалах. Процесс начинается на охладительных барабанах. Происходит выбивка, размельчение, охлаждение.
Формовочные смеси для литья готовятся на третьем этапе в смесителях. Широкое применение нашли катковые модели. Они используются для приготовления таких составов как:
- единые;
- стержневые смеси;
- облицовочные;
- с добавками: вязкие;
- жидкие;
- пылевидные.
При больших объемах выпуска производство автоматизировано. Механизация процессов отражается на снижении себестоимости продукции.
Основные технологические циклы в литейном производстве
Производство отливок — сложный многостадийный процесс с многократным перемещением большого количества различных материалов, смесей, стержней, форм, модельно-опочной оснастки, отливок, отходов и др. Можно выделить несколько главных потоков, обеспечивающих реализацию следующих технологических циклов (рис. 1):
- подготовка формовочных материалов и приготовление смесей;
- изготовление форм и стержней;
- подготовка шихтовых материалов, получение жидкого металла и заливка его в формы;
- выбивание, очистка и окончательная обработка отливок. Сумма последовательных технологических циклов определяет производственный цикл изготовления отливок.
Общая характеристика металла
Бронза представляет собой сплав, в состав которого может входит олово, медь и другие компоненты. К сторонним примесям относится цинк, алюминий, бериллий, свинец, никель или кремний. Если говорить о составе, бронзу можно разделить на две группы:
- Оловянные сплавы. Материал может состоять из двух и нескольких компонентов. Олово относится ко второму по процентному содержанию компоненту сплава.
- Безоловянные сплавы. В состав могут входить алюминий, свинец, кремний, свинец или бериллий. Эти компоненты изменяют характеристики сплава.
К характеристикам бронзового сплава относятся:
- Плотность. Этот показатель зависит от содержания олова в составе. Среднее число 9,1 кг/куб. см.
- Температура при которой плавится металл. Изменяется в зависимости от компонентов состава. Диапазон 880–1060 градусов по Цельсию.
- Теплоемкость — 0,385 кДж / (кг*К).
- Электропроводность — 0,176 мкОм*м.
При желании изменить какую-либо из характеристик сплава в его состав добавляется определённое количество сторонних примесей.
Сушка огнеупорного покрытия
Для формирования керамической оболочки огнеупорное покрытие подвергают воздушной, воздушно-аммиачной и вакуумно-аммиачной сушке.
Как показывает практика, огнеупорное покрытие на основе этилсиликата можно высушить на воздухе за 4-10 ч. Продолжительность сушки зависит от числа нанесенных слоев, от размеров и сложности модели. Продолжительность воздушно-аммиачной сушки составляет 1,0-3,5 ч, вакуумно-аммиачной сушке — 15-30 мин.
Для сушки моделей в аммиачных шкафах берут 1,5-2,0 л аммиачной воды плотностью 0,89-0,95 г/см3 на 1м3 объема сушильного шкафа. Температура в шкафу составляет 18-25 oС.
Комбинированные покрытия, включающие два или три упрочняющих жидкостекольных слоя, сушат на воздухе в течении 5-6 ч. Причем температура сушки составляет 22-28 oС для этилсиликатного слоя и 22-31 oС для жидкостекольного.
Ускоренную сушку комбинированных форм, основанную на взаимном закреплении чередующихся этилсиликатного и жидкостекольного слоев, производят потоке воздуха со скоростью 4-5 м/с при температуре 25-28 oС в течении 1,5-2 .
Характеристики
Зависимо от содержания глины и вредных примесей формовочный материал делят на классы. В крупнозернистом песке загрязняющих минералов и примесей постоянно меньше. Свойство понижается, если в составе есть:
- окись кальция (СаО);
- окись магния (MgO);
- оксиды щелочей (Na2О, K2О);
- закись железа (FeO) и т. д.
Зависимо от массовой толики примесей формовочный песок принадлежит к одной из 5 групп. Самая незапятнанная – 1-ая, в ней массовая толика оксидов щелочей не превосходит 0,45 %, а оксида железа – 0,22 %. В пятой, самой грязной группе, количество щелочных окисей растет до 2,3 %, а оксидов железа – до 1,1 %.
В составе кварцевого песка не обязано быть торфа и земли, угля и известняка, кусков сланца, кварцита, песчаников и остальных загрязняющих компонент. Очень допустимая массовая толика сульфидной серы – не наиболее 0,05 %.
Если вредных примесей – щелочных окисей и оксида железа – много, свойство поверхности отливок будет низким, на их появляется пригар. Чем чище песок, тем лучше его огнеупорные свойства.

Дробильно-размольное оборудование для подготовки формовочных материалов
В зависимости от степени измельчения материала дробильно-размольные машины разделяют на дробилки и мельницы. По конструкции и принципу действия различают дробилки (щековые, валковые, молотковые) и мельницы (шаровые, молотковые, вибрационные и др.).
Механическое дробление может осуществляться:
- раздавливанием;
- изломом, при котором материал разрушается в результате изгиба;
- истиранием кусков материала какой-либо скользящей поверхностью;
- раскалыванием;
- ударом.
Валковые дробилки применяются в литейных цехах для мелкого и среднего дробления карьерной глины, сухих бракованных стержней, отработанных смесей и др. В них материал измельчается между вращающимися навстречу друг другу валками. На рис. 3 показана валковая дробилка, у которой один из валков 3 может перемещаться относительно рамы 1, сжимая пружину 2. Степень измельчения в валковых дробилках регулируется изменением зазора d между двумя валками с помощью сменных прокладок 6, которые имеют разную толщину.
Что представляет собой литье в формы?
- Литьё в глиняние формы
Формы из керамики собираются из 2-ух частей. Их делают из водянистых формовочных консистенций с добавлением гелеобразующего связывающего агента.
- Литье в оболочковые формы
Делается методом получения отливки с помощью специальной формы. Сборная система состоит из 2х песчано-смоляных оболочек, сделанных из кварцевого песка с маленьким зерном и искусственно сделанной смолы.
При нагреве до 140 градусов по Цельсию смола расплавляется, при нагреве до 250 градусов по Цельсию – твердеет, при 600 градусах — испаряется, образуя при всем этом поры для выхода газов.
Литье в оболочковые матрицы различается высочайшей производительностью, точностью и высококачественной поверхностью получаемых заготовок. Применяется в крупносерийном производстве отливок массой до 100 кг.
- Литье в песочные формы
Отливки создают с помощью места подходящей формы в песке либо смеси песка и глины в особых опоках. Этот метод литья употребляли еще в древности.
На данный момент схожий способ применяется не так нередко, вытесняется наиболее современными видами литья и употребляется в главном в кустарном производстве в маленьких ремесленных мастерских.
Модель подходящей конфигурации и размера (чуток большего, чтоб был припас на усадку) помещается в опоку в песчаную смесь, которую утрамбовывают и опока нагревают. Опосля этого модель достают и заместо нее заливают подходящий состав, к примеру, сплав.
Опосля остывания сплава, отливку достают, обрабатывают, очищают от остатков песка и глины.
- Литье в силиконовые формы (шаблонные)
Разработка литья в формы шаблонной заготовки. Сущность способа состоит в том, что рабочая полость, в которую заливается расплавленный сплав, формируется не с помощью приготовленных моделей.
При помощи специально сделанного шаблона, рабочей частью которого осуществляется выдавливание из матрицы лишней формовочной смеси. Литье в шаблонные формы происходит по принципу протягивания либо вращения форм.
Литье в формы употребляют в работе с различными видами металлов: в литье чугуна, в литье бронзы, в литье алюминия.
§ 1. Формовочные пески и глины
Формовочные пески – это осадочные горные породы, образовавшиеся в результате отложения минералов и выветривания осадков. Пески обычно носят название карьера, в котором их добывают, например, Люберецком, Гусаровском, Кичигинском и др. Добывают пески открытым способом. Если пески содержат примеси или имеют неоднородный зерновой состав, то в карьерах их обогащают, освобождая от посторонних примесей, а также разделяют на фракции по размерам зерен.
Основной составной частью таких песков являются зерна минерала кварца (SiO2); температура плавления его 1713°С. Кроме зерен кварца песок содержит частицы полевых шпатов, слюды, окислов железа, глинистых и других минералов.
В зависимости от содержания глинистой составляющей пески делят на кварцевые и глинистые.
Кварцевыми называют пески, содержащие глинистых составляющих не более 2%. Пески, содержащие более 2% глинистых составляющих, называют глинистыми (табл. 1).
1. Классификация и состав (%) формовочных песков
| Песок | Класс | Глинистая составляющая | SiO2 | Вредные примеси | |
| окислы щелочноземельных металлов | окислы железа | ||||
Обогащенный кварцевый | Об1К Об2К Об3К | 0,2 0,5 1,1 | 98,5 98,0 97,5 | 0,4 0,75 1,0 | 0,2 0,4 0,6 |
Кварцевый | 1К 2К 3К 4К | До 2 | 97 96 94 90 | 1,2 1,5 2,0 – | 0,75 1,0 1,5 – |
Тощий | Т | Св. 2 до 10 | – | – | – |
Полужирный | П | Св. 10 до 20 | – | – | – |
Жирный | Ж | Св. 20 до 30 | – | – | – |
Очень жирный | Ож | Св. 30 до 50 | – | – | – |
Зерновой состав формовочных песков (табл. 2) определяют по навеске 50 г сухого песка, от которого отделена глинистая составляющая. Навеску сухого песка просеивают через набор калиброванных сит с точными размерами ячеек. Песок, оставшийся в наибольшем количестве на трех смежных ситах, называют основной зерновой фракцией.
2. Классификация песков на группы по величине зерен основной фракции
Песок | Группа | Номера сит, на которых остаются зерна основной фракции |
Грубый | 063 | 1; 063; 04 |
Очень крупный | 04 | 063; 04; 0315 |
Крупный | 0315 | 04; 0315; 02 |
Средний | 02 | 0315; 02; 016 |
Мелкий | 016 | 02; 016; 01 |
Очень мелкий | 01 | 016; 01; 0063 |
Тонкий | 0063 | 01; 0063; 005 |
Пылевидный | 005 | 0063; 005; тазик |
При выборе песков следует учитывать характер изготовляемых отливок. Для крупных отливок применяют более крупный песок, который придает смеси повышенную огнеупорность и газопроницаемость. Для мелких отливок используют мелкозернистый песок, обеспечивающий получение более чистой поверхности.








Пески делят на две категории А и Б. К категории А относят пески с большим остатком основной фракции песка на крайнем верхнем сите из трех смежных, к категории Б – пески с большим остатком на крайнем нижнем сите.
При маркировке песка на первом месте ставят обозначения класса, на втором – группы, на третьем – категории. Например, кварцевый песок средней зернистости обозначается 1К02А, 2К02А или 1К02Б, 2К02Б; тощие пески обозначают Т0315А, полужирные и очень жирные пески П025, ОЖ01.
Для улучшения качества поверхности отливки применяют в некоторых случаях формовочные материалы с более повышенной, чем у кварцевых песков, огнеупорностью и высокой химической стойкостью.
К ним относят:
оливины, имеющие формулу химического соединения (Mg, Fe)2[SiO4]. Температура плавления оливиновых песков около 1800°С. Их применяют как составную часть облицовочной смеси для форм крупных стальных и чугунных отливок;
хромистый железняк-минерал, имеющий химический состав, соответствующий формуле Fe Cr2O4. Температура его плавления зависит от количества примесей в основном веществе, но выше температуры плавления кварца. Хромистый железняк в виде зерен размером 1 – 1,5 мм применяют в облицовочных смесях для форм крупных стальных отливок;
циркон ZrSiO4, имеющий высокую температуру плавления (2450°С) и большую, чем у кварца, теплопроводность. Измельченный циркон применяют для приготовления формовочных и стержневых смесей, красок и паст;
шамот (mAl2O3*nSiO2), представляющий собой огнеупорную глину, обожженную до потери пластичности. Шамот используют в смесях для изготовления сухих литейных форм средних и крупных стальных отливок.
Противопригарные покрытия
Для улучшения чистоты поверхности отливок на рабочие поверхности форм и стержней наносят противопригарные покрытия – краски. Покрытие представляет собой смесь пылевидного огнеупорного материала с водой и связующими. Нанесенные слои краски уменьшают шероховатости форм, закрывают поры между зернами песка. В результате поверхность отливки получается более гладкой и чистой, без пригара.
Формы для чугунного литья покрывают углеродсодержащими покрытиями, состоящими из графита, бентонита, воды и других веществ.
В противопригарные смеси для стальных отливок входят пылевидные кварц, циркон, магнезит, а для отливок из цветных металлов мелкий тальк. Покрытия наносят как на горячие, так и на холодные формы. Применяют покрытия и для поверхностного модифицирования и легирования.
Обязательные свойства
Для того чтобы получить действительно качественную и прочную отливку точных форм, необходимо использовать для изготовления форм формовочные материалы и смеси, обладающие рядом свойств.
Высокая огнеупорность. Так называется свойство изделия/материала выдерживать высокие температуры и не разрушаться под их воздействием. Тут стоит заметить, что чем крупнее фракция у использованного кварцевого песка, тем выше будет огнеупорная стойкость смеси, однако гладкость поверхности отливки не будет идеальной.
Прочность. Очень важным свойством готовой формы для литья является её способность выдерживать различные нагрузки, в том числе увеличивающиеся при заливании в неё жидкого расплава.
Пластичность. Данное физическое свойство наделяет поученную смесь способность под воздействием повышенной нагрузки деформироваться, но не разрушаться при этом.
Податливость. Это особенное, уникальное свойство, которое достигается путём грамотных расчетов соотношения содержания включенных компонентов
Очень важно, чтобы данный показатель был на достаточном уровне, т.к. если он ниже необходимой нормы, то в отливках возникает напряжение, следствием которого становится коробление, возникновение трещин.
Газопроницаемость
Дело в том, что при взаимодействии расплава с формовочной смесью происходит образование газов, и если данный показатель будет низким, то неизбежным станет возникновение такого дефекта, как газовые раковины.

Формовочные смеси необходимы для изготовления разовых форм для литья. Они бывают разных видов: облицовочные, единые, наполнительные. Стержневые применяются для изготовления стержней, формирующих внутренние полости в отливке, поэтому у них более жёсткие требования к составу и свойствам (требуется выше огнеупорность, прочность и т.д.).
Смазка для форм тротуарной плитки своими руками
Применение самодельных составов для плиточных форм позволяет сэкономить на приобретении расходных материалов и не думать над тем, чем смазать форму для бетона.
Для приготовления средства возьмите жидкое моющее средство или машинное масло и разведите его с обычной водой в соотношении от 1:3 до 1:5. Точная пропорция состава зависит от желаемой густоты получаемого материала. Для приготовления эмульсии на основе масла необходимо использовать строительный миксер, вставленный в высокооборотную дрель.
Для получения солевого раствора используйте пачку поваренной соли на ведро воды. Для лучшего растворения жидкость можно нагреть, но в работе применять только охлажденный рассол.
Литье бронзы
Литье бронзы используется издревле. На протяжении многих столетий сплавы из меди (бронза, латунь) использовались для изготовления орудий труда, охоты и украшений.
Совершенствование литейной технологии привели на современном этапе к возникновению множества методов литья металлов, в особенности цветных. Технологические возможности литья бронзы позволяют получать не просто предметы, а произведения искусства, которые с давних времен считались верхом совершенства.

Разработанные технологии позволяют производить плавку медных сплавов не только в условиях промышленного производства, но и в домашних условиях, в небольших мастерских.
Формовочная смесь для литья алюминия своими руками
Существует несколько методик литья алюминия, которые употребляются на производстве, в промышленных масштабах. Но если идет речь о работе в быту, то более приемлемый метод – заливка водянистого алюминия в самодельные формы. Вот о таковой технологии и речь пойдет.
До этого чем разбираться с аспектами литья, целенаправлено вспомянуть о неких свойствах этого сплава. Алюминий плавится при температуре около 660 °С (зависит от его чистоты), а закипает – при 2 500
Еще одна его изюминка, которую необходимо принять во внимание – резвое окисление при прямом контакте с воздухом
Разных «инженерных решений», реализуемых при самостоятельном литье алюминия в домашних критериях, довольно много. «Народные умельцы», зная его свойства, сами подбирают нужные приспособления и материалы.
Одна из главных заморочек – из чего же и как сделать форму для заливки. Конкретно на этом почаще всего и «спотыкаются» люди, не имеющие практического опыта.
Потому разглядим лишь один из простых вариантов, потому что охватить все методы в одной статье – нереально.
Начнем с того, что необходимо будет приготовить для литья:
Лом алюминия
С сиим сплавом встречался любой из нас. Но все ли замечали, что, например, проволока из алюминия бывает разной. Одна просто гнется, как пластилин, а иная – наиболее жесткая, наименее покладистая. Для литья лучше выбирать ту, что помягче, потому что в таком материале, условно говоря, меньше оксидов и больше «незапятнанного» алюминия.
Самый обычный вариант для работы на дому. Наилучшая его марка – скульптурный (маркируется «Г – 16»). Но его еще предстоит отыскать, ну и стоимость такового высококачественного продукта достаточно высочайшая. Потому в бытовых критериях почаще употребляется белоснежный гипс (обозначается «Г – 7»), который не является недостатком. Его можно приобрести в любом спец магазине по продаже стройматериалов.
Он по наружному виду весьма похож на алебастр, и их просто перепутать. Не считая того, торговец, не зная, для чего же покупателю нужен гипс, заместо него может предложить этот «аналог». В строительной сфере материалы нередко подменяют друг дружку, потому что почти все их свойства идентичны. Но для производства форм алебастр буквально не подступает! Это необходимо учитывать.
Изготовление форм и стержней. Условия и методы уплотнения формовочной смеси
Целью уплотнения формовочной смеси является достижение такой ее плотности и прочности, при которой литейная форма не изменяет свои размеры под влиянием статического, динамического и химико-термического воздействия заливаемого в нее металла и обеспечивает получение точной отливки с гладкой поверхностью.
Существует много методов уплотнения смеси в опоках:
- ручная набивка опок при помощи трамбовок;
- встряхивание с последующим уплотнением верхних слоев формы;
- встряхивание с одновременным прессованием (рис. 5);
- прессование;
- прессование с одновременной вибрацией;
- надув;
- надув с последующим прессованием;
- пескометная набивка.
Существует также ряд специальных методов уплотнения форм.
В соответствии с методами уплотнения формовочные машины можно разделить на следующие группы:
- встряхивающие;
- встряхивающе-прессовые;
- прессовые;
- вибропрессовые;
- пескодувно-прессовые;
- пескодувные (пескострельные);
- пескометы;
- импульсные.
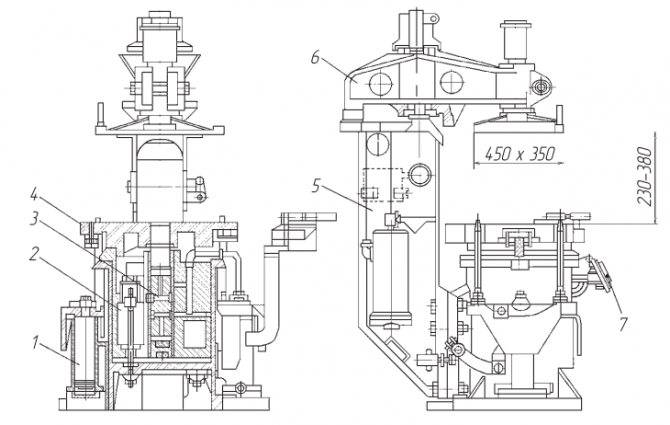
Рис. 5. Вибропрессовая формовочная машина модели 226: 1 — штифтоподъемный механизм; 2 — прессовый поршень; 3 — плунжер вибратора; 4 — стол; 5 — станина-колонка; 6 — прессовая траверса; 7 — коленный клапан
По методу извлечения модели из формы различают машины со штифтовым подъемом, с протяжной рамкой, с поворотом полу- формы на 180°.
По конструктивной компоновке и методу агрегатирования формовочные машины разделяются на однопозиционные, двухпозиционные челночные, многопозиционные проходного типа, многопозиционные карусельного типа; по степени автоматизации — на неавтоматические и полуавтоматические; по виду привода — на пневматические, гидравлические, пневмогидравлические, электромагнитные и механические.
Вибропрессовая машина с поршневым прессующим механизмом модели 226. Большинство прессовых формовочных машин, работающих с низким удельным давлением прессования 0,2…0,4 МПа, используются в мелкосерийном производстве. Они снабжаются вибраторами и представляют литой прессовый цилиндр (см. рис. 5), в котором перемещается прессовый поршень 2, несущий на себе стол 4 машины.








Прессовый механизм крепится к станине-колонке 5, на которой установлена прессовая траверса 6. Штифтоподъемный механизм 7 выполнен в блоке с прессовым цилиндром. Пуск воздуха в прессовый цилиндр во многих машинах производится автоматически при установке траверсы и подготовленного комплекта (модель, опока, смесь) в рабочее положение. С этой целью некоторые машины снабжаются автоматическим клапаном давления, который выключает машину по достижении заданного давления прессования.
В вибропрессовых машинах цилиндр вибратора обычно составляет одно целое с прессовым поршнем и размещается в средней его части. В цилиндр запрессована чугунная втулка, которая служит направляющей для плунжера вибратора 3 и обеспечивает воздухораспределение в ходе его работы.
Разновидности сплавов
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.
Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления. Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди. Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Читать также: Схема сварочного аппарата переменного тока
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
- Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале. Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе. Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Марки
Зависимо от содержания кварца и величины зернышек кварцевому формовочному песку присваивают марку в виде цифровой записи «2-К2-О1-02». Из нее можно выяснить:
- содержание глины;
- коэффициент однородности;
- средний размер зерна.
Расшифровка марок кварцевого песка
- Массовая толика глины – 1-ая цифра – от 1 до 5, где 1 обозначает малые 0,2 %, а 5 – наибольшие 2 %.
- Массовая толика кварца – от К1 до К5, где К1 – это 99 % кварца, а К5 – 93 %.
- Однородность – от О1 (80 % однородности) до О5 (45–50 %).
- Фракционность (крайние две числа в маркировке) – 01 – до 0,18 мм, 02 – от 0,2 до 0,23 мм, 025 – от 0,24 до 0,27 мм, 03 – до 0,3 мм.
Например, у сухого формовочного песка марки 2К2О102: 0,45 % массовой толики глины, 98 % кварца, высочайшая степень однородности 80 % и средняя величина фракций 0,2–0,23 мм.
Есть и остальные марки формовочного песка. К примеру, в тощем – глинистая составляющая добивается 12 %, а в наименее крепком жирном – содержание глины колеблется в границах 12–50 %.

Заливание алюминия в форму
Перед тем как окончательно собрать форму, необходимо тщательно осмотреть ее и убедиться в отсутствии комков земли. Литье алюминия даст отличный результат только в том случае, если углубление будет идеально повторять изделие. Стык, образующийся между нижней и верхней опоками, рекомендуется замазать глиной, чтобы жидкий металл не перелился за края углублений. После этого верхняя опока накладывается на нижнюю и фиксируется коксами.

Алюминий нужно расплавить в жестяной банке, поставив ее на горящую печь. Когда металл перестает прилипать к опущенной в него кочерге, его можно снимать с огня и заливать в форму через литник.
Дождавшись остывания, надо извлечь деталь из земли. Обычно после этого проводится дополнительная обработка изделия, включающая обрезание лишних выступающих краев и обтачивание.
Литье алюминия – процесс очень увлекательный и полезный. Благодаря такой технологии мелкие детали можно изготавливать самостоятельно, что позволит получить приятные эмоции и сэкономить деньги.
Приготовление смесей
Подготовка материалов
Песок и глину подвергают сушке. Песок сушат в барабанных сушильных печах при 250 °С или в установках кипящего слоя дымовыми отходящими газами при 1000 °С. После сушки песок просеивают для удаления комьев, гальки и других посторонних кусочков.
Глину сушат при 250 °С, затем дробят до крупности 15 – 25 мм и размалывают в мельницах до фракции 0,1 мм.
Более экономичным является введение глины в формовочную смесь не в сухом виде, а в виде суспензии из 40% глины и 60% воды. Такую суспензию готовят в различных смесителях.
Отработанную смесь после выбивки из опок подвергают регенерации и измельчению в гладких валках, затем магнитной сепарации для удаления металлических остатков.
Смешивание компонентов
Перемешивание осуществляют в смесителях с вертикальными или горизонтальными катками. На рис. 140 приведена схема бегунов с горизонтальными катками. В корпусе 1 на вращающем валу 2 находятся два бегуна 5, с помощью траверсы 3 маятника 4 и шарниров 6 траверса соединена с катками. При вращении катки отклоняются к борту корпуса. Смесь поступает в бегуны сверху и плужками 7 поднимается со дна чаши и попадает под катки, которые разминают куски и перемешивают смесь. Готовая смесь удаляется через люк 8. Продолжительность одного цикла смешивания – 2 – 5 мин.
После приготовления смесь поступает в бункеры-отстойники, в которых отстаивается для равномерного распределения влаги в смеси. На следующем этапе подготовки смесь поступает в аэраторы для разрыхления смеси. Схема аэратора представлена на рис. 141.
Через загрузочное отверстие 3 смесь падает на вращающийся вал 7 с лопастями 2, которые бросают ее на свободно висящие цепи или прутья 4. Смесь разрыхляется и далее поступает на ленту конвейера и в бункеры над формовочными машинами.
Виды и состав смесей
К формовочным смесям для литья предъявляются следующие требования:
- механическая прочность;
- теплопроводность;
- газовая проницаемость;
- огнестойкость;
- теплоемкость.
Формовочные и стержневые смеси обладают одинаковыми свойствами. Но к стержням предъявляются более высокие требования, потому что на него расплавленный металл оказывает более сильное давление.

Состав различных смесей
Формовочные смеси делятся на три типа:
- единые;
- облицовочные;
- наполнительные.
Единая смесь предназначается для наполнения всего объема литейной формы. В полном объеме используется при машинной формовке при выпуске отливок в большом количестве. Для ее приготовления используется большой объем еще неиспользовавшихся материалов.
Облицовочная смесь предназначена для получения слоя формы, контактирующего непосредственно с расплавом. Его толщина зависит от типа смеси и тяжести отливки и составляет 20-100 мм. Для того чтобы дополнить оставшийся объем используется наполнительная смесь.
Состав формовочной смеси напрямую зависит от формы и метода ее изготовления. Формирование песчано-глинистых форм происходит двумя способами, в результате которых получаются сухие и сырые формы. Для их податливости при формировании в смесь вводятся сгорающие наполнители – торф или древесные опилки. В состав подсушиваемых форм кроме глины и песка закладываются крепитель, измельченный асбест и барда.
Кроме них используются:
- быстро отверждающиеся;
- самостоятельно отверждающиеся;
- твердеющие при химическом преобразовании;
- жидкостекольные составы.
В быстро отверждающихся смесях связкой выступает жидкое стекло. Если для сушки жидкого стекла необходима теплая продувка, то в данном случае отвердение происходит за счет феррохромового шлака.

Классификация формовочных смесей
Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках.
Химически отверждающиеся смеси имеют малый срок жизни. В следствие чего в смесь добавляется едкий натр.
Жидкостекольные разновидности после формирования подвергаются сушке продуванием углекислым газом. В процессе сушки протекают химические реакции: образование кремниевой кислоты и углекислого натрия.
Температура плавления цветных металлов значительно ниже, чем у сталей и чугунов. Из-за чего формовочные смеси имеют меньшую огнеупорность. Для литья бронзы и медных сплавов формовочные составы готовят при использовании глинистого песка П класса. Такие наполнители как борная кислота, серный цвет или фтористая присадка используются для литья алюминия. Они препятствуют активному окислению расплава.