

Популярные темы сообщений
- Животные тропического леса Каждая часть тропического леса переполнена жизнью. Кого здесь только не найдешь. Просторы тропического леса богаты на самых разнообразных насекомых, птиц и зверей. Люди привыкли называть тропиками те леса, которые растут около экватора.
- Лось Одним из самых крупных зверей проживающих в лесу является лось. У животного достаточно большой вес, а в росте он достигает до 2-х метров. Лоси чаще всего темно-бурого цвета, имеют огромное туловище и длинные ноги. Голова у животного круглая,
- Византийская мозаика Точную дату создания Византийской мозаики современные историки установит не в силах, но они относят ее к периоду с третьего по четвертый век нашей эры. Историки считают, что в этот период появилась первая маленькая часть мозаики.
Есть ли возможность получать детали большего веса?
Да, такая технология существует. Но она может использоваться только в тех случаях, когда одновременно обрабатывается от ста тонн стали и больше. Сперва металл плавят в условиях вакуума, а затем разливают его не в формы, а в специальные формовочные ковши, которые также защищены от поступления в их полость воздуха.
После этого готовый расплав может быть распределен по формам, из которых насосом предварительно также откачали воздух. Сталь, получаемая в результате такого технологического процесса, довольно дорогая. Ее применяют для ковки, а также некоторых видов все того же литья, когда требуется получать заготовки и детали максимально высокого качества.
Технология вакуумного литья металлов
Вакуумное (вакуумно-плёночное) литьё – это изобретённая в Японии в 1971 году технология горячего формования металлических заготовок, при которой расплав металла удерживается во внутренней полости литейной формы под действием сил, создаваемых давлением вакуума.
При вакуумном литье в форму используются песчаные формы, не содержащие влаги или связующих веществ.
В технологическом процессе вакуумного литья используется специальный шаблон. Он представляет собой либо двустороннюю модельную плиту, либо состоящую из двух частей литейную модель с крохотными отверстиями, обеспечивающими возможность вакуумной откачки.
Изнутри на литейный шаблон накладывается тонкая полимерная плёнка, после чего включается давление вакуума, заставляющее плёнку прильнуть к поверхности шаблона.
Кроме того, в данном техпроцессе используется специальная опока. В ней имеются отверстия, обеспечивающие воздействие давления вакуума. Опока помещается поверх литейного шаблона и наполняется песком.
В полученной песчаной форме вырезаются литниковая воронка и литник для заливки расплавленного металла.
Затем сверху на песчаную форму накладывается ещё одна тонкая полимерная плёнка. После этого включается давление вакуума, действующее сквозь опоку, и эта новая полимерная плёнка прилипает к верхней части песчаной формы.
На следующем этапе процесса вакуумного литья отключается вакуумирование специального литейного шаблона, и шаблон извлекается. При этом пока ещё остаётся включенным давление вакуумной откачки из опоки. Это заставляет верхнюю полимерную плёнку прильнуть к верхней части формы, а полимерную плёнку, прежде накрывавшую шаблон, – к её дну. Теперь нижняя плёнка удерживает оттиск отливки в песке под действием силы вакуумной откачки.
Нижняя часть литейной формы изготавливается таким же образом. Затем две половины формы собираются вместе для заливки расплава металла. Следует иметь в виду, что с этого момента времени используются 4 полимерные плёнки: по одной на каждой половине внутренней литейной полости формы и ещё по одной — на каждой наружной поверхности верхней и нижней половин формы.
Во время заливки в форму расплав легко выжигает полимерную плёнку.
– Технология вакуумного литья в песчаную форму не требует использования специальных формовочных смесей или связующих веществ.
– Восстановление песка и его первоначальных свойств, являющееся общей проблемой в металлургическом производстве, осуществляется очень легко, благодаря отсутствию в песке связующих и других активных веществ.
– Литые изделия отличаются точностью размеров и высоким качеством поверхности.
– При изготовлении деталей методом вакуумного литья песчаная форма не содержит воды, что исключает образование на металлических отливках дефектов, связанных с использованием влаги.
– Данная технология позволяет значительно сократить величину прибылей, образующихся на отливках, что делает процесс литья более экономичным с точки зрения расхода материала и обеспечивает низкую себестоимость производства.
– Процесс вакуумного литья является относительно медленным.
– Вакуумное литьё в форму плохо поддаётся автоматизации.
Область применения технологии
Технология вакуумного литья может использоваться в штучном и мелкосерийном производстве различных промышленных изделий как из чёрных (например, чугуна), так и из цветных металлов и сплавов.
Литье в кокиль
Но ныне используют намного более совершенные и технологичные способы производства литой продукции. Например, литье металла в кокиль. В принципе, этот способ во многом напоминает описанный нами выше, так как и в этом случае используются литейные формы. Только при этом они металлические, что значительно упрощает процесс крупносерийного производства.
Итак, в две половинки вставляют конусы и стержни (для заливания металла и образования пустот), а затем накрепко скрепляют их друг с другом. Все, можно приступать к работе. Особенность данного способа в том, что здесь расплавленный металл чрезвычайно быстро застывает, есть возможность принудительного охлаждения форм, а потому и процесс выпуска идет значительно быстрее. При помощи одного только кокиля можно получить сотни, а то и тысячи, отливок, не тратя при этом много времени на индивидуальную подготовку форм и формовочных смесей.
Виды литья металлов
Существуют 4 основных вида литья металлов:
- статическая заливка (заливка в неподвижную форму). Самый распространенный вид литья, процедура проста: заливание до полного наполнения и ожидание до полного затвердевания;
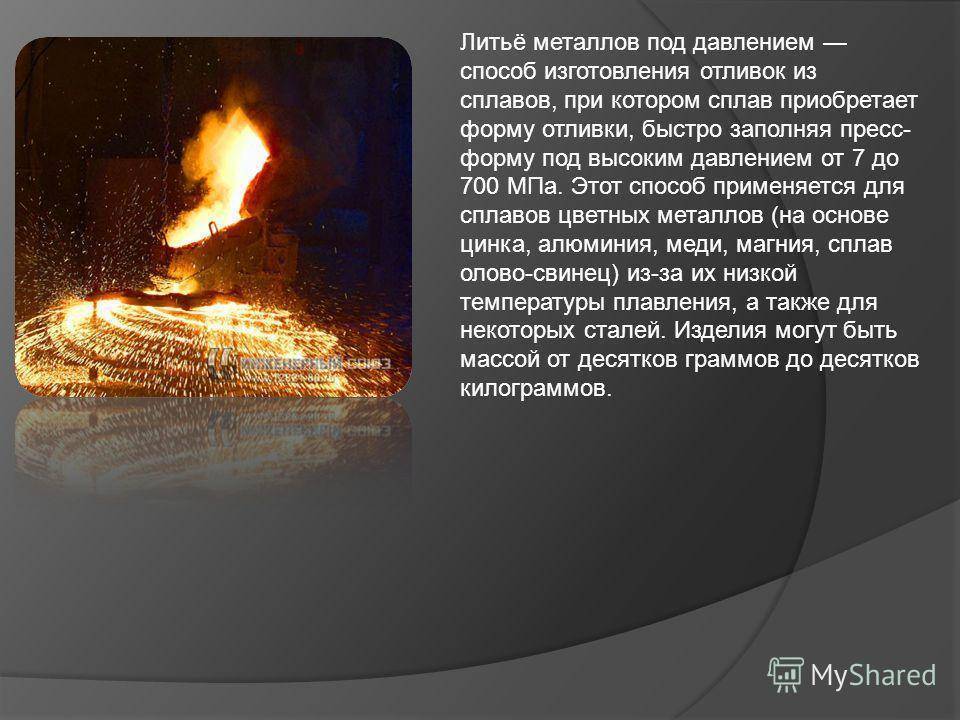
- литье под давлением. Как понятно из названия, во время процедуры литья металл находится под давлением. Это позволяет добиться высокой точности в производстве, высокого качества поверхности и высокой производительности;
- центробежное литье. Процесс этого вида литья заключается в заливании металла в песочную или металлическую форму, находящуюся во вращении. Эффективно для создания труб и других круглых полых объектов;
- вакуумная заливка. Плавка происходит в вакууме, это позволяет уменьшить содержание газов в составе сплава.
Виды отливочных форм
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.
 Отливочная форма из графита
Отливочная форма из графита
Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.
При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Настолько щепетильная работа требует от всего персонала высокой точности и квалификации. Каждый этап производства проводится в оптимальных условиях, способствующих выходу только качественной продукции.
Самодельные печи
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.








Можно изготовить печь из старых кастрюль. Делается это довольно просто: нужно взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (например, при помощи шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма немного открывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на одинаковом уровне.
Отличным вариантом будет использование газовой горелки.
Горелка газовая
Следует знать, что такой способ возможно использовать при отливке небольших штучных изделий. Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.
Модельные материалы и способы изготовления
В качестве материалов для газифицируемых моделей шире всего применяется плотный пенопласт (вспененный полистирол) мелких фракций.
Плотный пенопласт для ЛГМ
В зависимости от размеров детали применяются гранулы от 0,2 до 1,0 мм. Материал обладает такими ключевыми свойствами, как:
- Низкая цена.
- Высокая прочность.
- Легкообрабатываемость.
Вторым важным материалом для газифицируемых моделей являются антипригарные покрытия, которыми смазывают поверхность модели перед формовкой. Современные покрытия делают на основе водных связующих, они обладают высокой экологичностью.
Антипригарные покрытия для ЛГМ
Газифицируемые модели для отливок по ЛГМ производятся двумя способами. Небольшие матрицы для массовых отливок делают методом экструзионного вдувания жидкого пенопласта в алюминиевые изложницы. Их изготовляют в свою очередь методом литья или механической обработки. Газифицируемые макеты для изготовления сложных отливок вырезают из твердого куска пенопласта раскаленной нихромовой проволокой, закрепленной в шаблоне или в станке с ЧПУ.
Газифицируемые модели для литья
С помощью склеивания можно создавать газифицируемые модели для литья деталей больших размеров и практически любой конфигурации. Не является больше сложностью любое количество и глубина выступов и впадин, внутренних полостей и переменных уклонов поверхностей. Не требуется высокое искусство проектировщика и модельщика и многие часы ручного труда. Теперь это — простая последовательность операций.
Особенность литья по разовым моделям заключается в однократном использовании модели, которая остается в форме и удаляется из нее путем выплавления, газофицирования, растворения, испарения или размораживания. Наиболее эффективными для применения в литейном производстве оказались выплавляемые и газофицируемые модели.
Способы литья
Наиболее современный способ это литье по газифицируемым моделям. Этот способ позволяет не только осуществлять литье чугуна, но и получать стальные отливки. Способ отличается экономичностью, экологичностью и возможностью повторного использования материала форм.
Способ состоит из следующих этапов.
Подготовка моделей
Модели делают из предварительно вспененного и подсушенного полистирола с размером зерна 0,3— 0,9 мм. (в зависимости от габаритов детали). Материал задувается в формы, запекается и охлаждается.  Модели склеивают или спаивают в блоки. Далее блоки опускают в ванну, чтобы нанести противопригарное покрытие и высушивают. Если конфигурация изделия сложная, то покрытие наносят из сопла.
Модели склеивают или спаивают в блоки. Далее блоки опускают в ванну, чтобы нанести противопригарное покрытие и высушивают. Если конфигурация изделия сложная, то покрытие наносят из сопла.
Формовка
Блоки моделей помещают в опоку, размещенную на вибрирующем основании, постепенно засыпая их песчано-глиняной смесью, их «землей». Иногда засыпку производят слой за слоем, отдельно уплотняя каждый. Засыпанные и уплотненные формы перевозят в заливочный цех. Вакуумный насос завершает уплотнение песка и придание ему достаточной прочности.
Заливка металла
Металл заливают прямо в материал модели. Жидкий расплав испаряет полистирольные модели и заполняет все детали рельефа.  Продукты сгорания полистирола удаляются вакуумным насосом прямо через стенки формы.
Продукты сгорания полистирола удаляются вакуумным насосом прямо через стенки формы.
Завершающие операции
Отливки из чугуна остывают в форме. Темп снижения температуры и общая его длительность определяется весом детали, толщиной ее стенок и требованиями производственного процесса. Далее формы разбиваются, отливки очищаются от остатков противопригарной краски, удаляются литники.
Требования по обеспечению производства(#Литье металлов_иннов_обеспечение)
3.1 Используемое оборудование (#Литье металлов_иннов_оборудование)
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.
Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
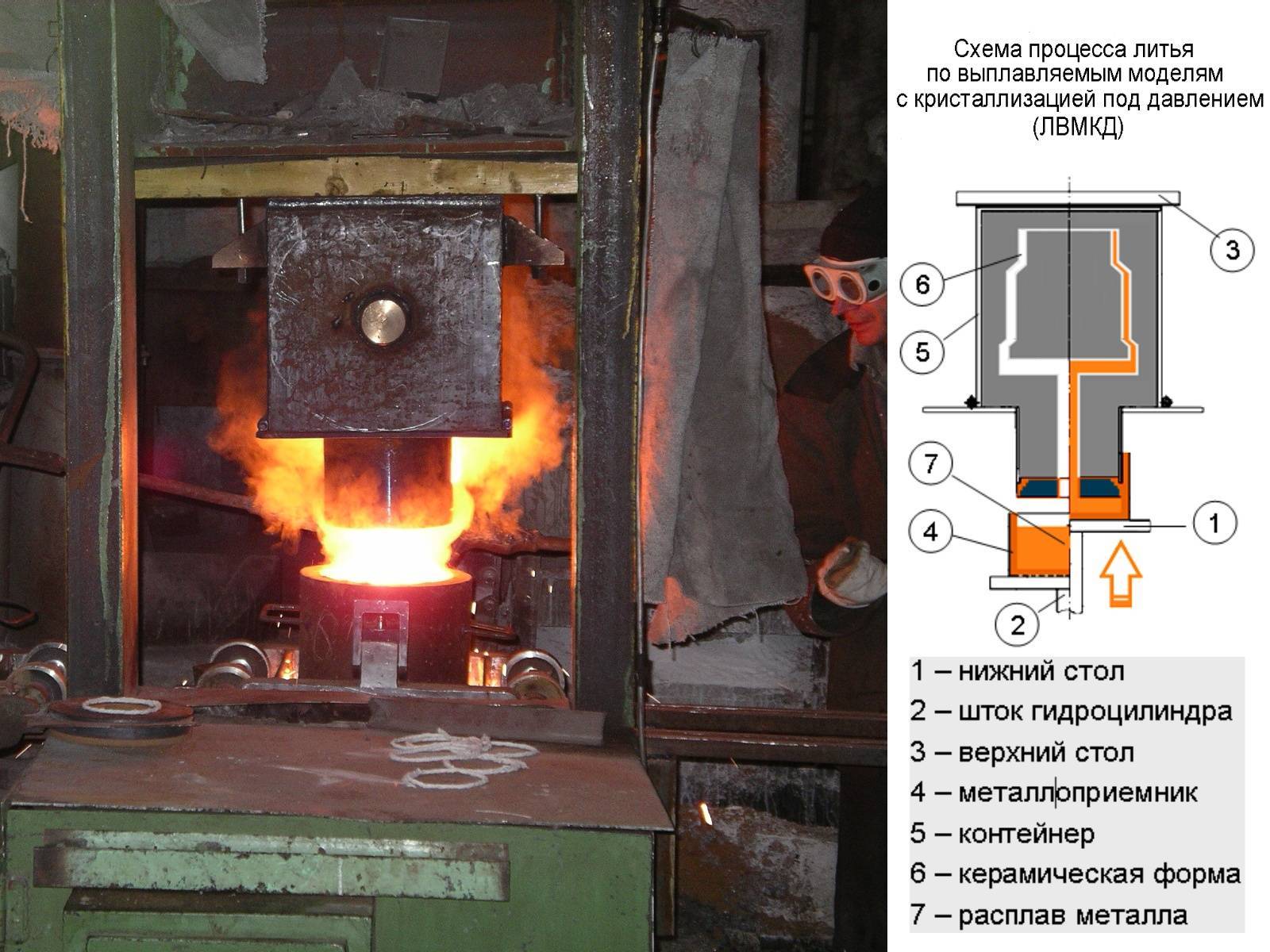
Литьё по выплавляемым моделям
Его используют для особо ответственных видов изделий высокой точности – таких, например, как турбинные лопатки. Точный макет будущей детали выполняется из вещества с низкой температурой плавления, такого, как воск. В производстве используется смесь парафин-стеарин в равных частях. Для более крупных видов изделий в состав добавляют соли, препятствующие короблению макета. Потом путем погружения макет покрывают 5-12 слоями специальной жаростойкой суспензии. В качестве основы берут гидролизованные силикаты, жаростойкой обсыпкой являются зерна электрокорунда или кварца.  Для сушки применяют шкафы, наполненные аммиачным газом. Далее форму нагревают, чтобы из нее вытек парафин. Остатки состава удаляют паром, подаваемым под высоким напором. Следующая фаза подготовки – прокаливание при температуре около 100 °C. Эту операцию проводят для избавления от остатков, способных к газификации. Заливка осуществляется в подогретые до 1000 °C матрицы. После охлаждения изделия по заданному графику в термостате, матрицу разбирают и достают деталь.
Для сушки применяют шкафы, наполненные аммиачным газом. Далее форму нагревают, чтобы из нее вытек парафин. Остатки состава удаляют паром, подаваемым под высоким напором. Следующая фаза подготовки – прокаливание при температуре около 100 °C. Эту операцию проводят для избавления от остатков, способных к газификации. Заливка осуществляется в подогретые до 1000 °C матрицы. После охлаждения изделия по заданному графику в термостате, матрицу разбирают и достают деталь.
Другие преимущества
- возможно изготовление продукции из сплавов, плохо поддающихся механической обработке
- Можно отливать детали, которые другими видами литья пришлось бы лить по частям и впоследствии соединять в единый узел
Вариант №2
Литье металлов не простой, но весьма интересный процесс. Его суть в том, что бы расплавленный металл заливать в специальные формы. По мере того как металл охлаждается, он затвердевает и приобретает форму готового изделия.
Любой металл, возможно, расплавить и использовать для литья, но далеко не все металлы обладают одинаковыми литейными свойствами. Эти свойства напрямую зависят от структуры металла и его химического состава.
Основные литейные свойства металлов.
Жидкотекучесть – это способность жидкого металла заполнить литейную форму и воспроизвести ее контуры и поверхность
Кристаллизация – переход металла из жидкого состояния в твердое, с образованием структуры. Этот процесс напрямую зависит от формы, температуры заливки и структуры металла.









Усадка. Свойство металла заключается в том, что после охлаждения и затвердевания он уменьшает свои размеры и объем.
Существует следующие виды литья:
Один из самых древних способов – это литье в землю. Считается, весьма, трудоемким, но при этом дешевым способом. Изготавливается специальная деревянная модель будущей отливки и формовочная смесь, которая содержит землю. В готовую литейную форму заливается расплавленный металл. Остывшую заготовку отделяют от формы и шлифуют.
Литье в кокиль. Этот способ состоит в том, что в особую форму заливается металл, где он достаточно быстро остывает и можно в короткие сроки получить готовое изделие. Литейная форма называется кокиль, и состоит из двух частей, которые соединяются стержнем. Этот способ удобно использовать для металлов с высокой жидкотекучестью.
Литье под давлением. Литейная форма заполняется металлом с помощью поршня, либо под высоким давлением воздуха. Такой способ позволяется изготавливать достаточно точные изделия, которые требуют в дальнейшем минимум шлифовки.
Статическая заливка. Расплавленный металл заливается в неподвижную форму и находится там до полного затвердения.
В наше время литье металлов стало автоматизированным процессом и широко использующимся в производстве. Литье используется для изготовления, как крупных, так и мелких деталей, как с простыми, так и сложными формами изделий. Этот процесс довольно популярен в силу возможности его всестороннего применения и использования в массовом производстве.
Параметры литья под давлением
Минусы литья под давлением
Необходимо соблюдать режимы давления при литье Специфические требования технологичности конструкций литых деталей Высокая стоимостью пресс-форм
Литье под давлением позволяет получать сложные по геометрии тонкостенные отливки, близкие по размерам к конечной продукции. Этот способ литья очень производителен при автоматизации процесса. Наиболее широко применяется литье под давлением для изготовления отливок из магниевых, цинковых и алюминиевых.
Основные технологические параметры качество отливки при литье под давлением
скорость прессованиягеометрические параметры элементов литниково-вентиляционной системыдавление прессованиятемпература пресс-формы и сплава состав и качество смазки в рабочей зоне пресс-формы

Низкие скорости впуска ухудшают качество поверхности, но при этом способствуют уплотнению отливки. В значительной мере это из-за увеличения содержания газов в отливке при увеличения скорости впуска. С помощью этого метода литья под давлением получают детали для которых не требуются вообще или нет в технологии изготовления дальнейшей механической обработки. Высокие скорости впуска обеспечивают хорошее качество поверхностей отливки, но при этом снижается герметичность и плотность
Примеры современных станков для литья металлов на выставке
На отраслевой выставке будут представлены лучшие образцы оборудования для литья металла. Данные станки станут незаменимыми помощниками в литейных цехах на промышленных предприятиях. Эта отраслевая выставка «Металлообработка» соберет много ведущих как отечественных, так и заграничных производителей под одной крышей.
Современные технологии литья металлов рассматриваются на тематической выставке «Металлообработка» в ЦВК Экспоцентр.
На выставке Вы сможете увидеть все виды литья, узнать о новых технологиях, их преимуществах и недостатках.
Оборудование для литья металлаМетоды литья металлов
Виды литья металлов и сплавов
В промышленности применяют множество видов литья. Самым распространенным можно назвать литье в землю (песчаные формы). Кроме этого, широко применяют отливку расплавленного металла в многооборотные формы.
Каждый вид литья в состоянии обеспечить определенный уровень качества получаемых деталей. Каждый из них имеет свои технологические и экономические характеристики. Например, для производства канализационных люков из чугуна применяют литье в землю, а для производства корпусов двигателей применяют литье под давлением. При производстве множества деталей применяют виды получения точных отливок среди них такие, как – статическое, вакуумное, центробежное и пр.  Статическая заливка подразумевает то, что расплав подается в литьевую форму и находиться в ней до полного затвердевания. Вид вакуумной заливки применяют при обработке титана и его сплавов, жаростойких и литейных сталей. Эти материалы подвергают разогреву в вакууме. Такой подход позволяет заметно снизить количество газов в расплаве, этот процесс называют вакуумной дегазацией.
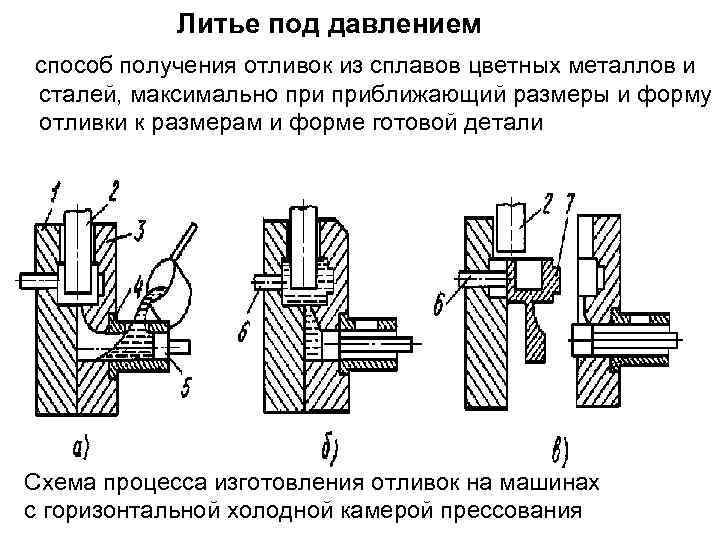
Статическая заливка подразумевает то, что расплав подается в литьевую форму и находиться в ней до полного затвердевания. Вид вакуумной заливки применяют при обработке титана и его сплавов, жаростойких и литейных сталей. Эти материалы подвергают разогреву в вакууме. Такой подход позволяет заметно снизить количество газов в расплаве, этот процесс называют вакуумной дегазацией.  Для литья под давлением применяют специальное оборудование, которое заливает расплав в форму под давлением от 7 до 700 МПа. На практике применяют два типа оборудования, в одном применяют холодную форму, во втором разогретую. Литье под давлением применяют для получения деталей из цветных металлов. Невысока температура плавления, в сравнении со сплавами на основе железа, позволяет получать качественные отливки с относительно невысокими затратами.
Для литья под давлением применяют специальное оборудование, которое заливает расплав в форму под давлением от 7 до 700 МПа. На практике применяют два типа оборудования, в одном применяют холодную форму, во втором разогретую. Литье под давлением применяют для получения деталей из цветных металлов. Невысока температура плавления, в сравнении со сплавами на основе железа, позволяет получать качественные отливки с относительно невысокими затратами.
Такой вид литья, как под давлением предоставляет возможность получения качественной поверхности отливок, соблюдения геометрических параметров, а также шероховатости и пр. Использование этого вида обработки металлов практически устраняет из технологического процесса производства деталей необходимость дальнейшей механической обработки. Но, такая технология не всегда позволяет выплавлять детали сложной формы.
Откуда идут поставки сырья и оборудования
В качестве основных химических компонентов применяются ферросплавы, соли щелочных металлов, борная кислота, бентонит и др. Основные поставщики и условия поставки представлены в таблице:
| Поставщик | Наименование сырья | Ориентировочная цена |
| МПИ (Челябинск) | Ферросплавы | 45…80 руб/кг |
| DOMINIK GEORG LUH TECHNOGRAFIT GMBH (Германия), Екатеринбург | Графитовые электроды | 400…600 руб/т |
| BW KUNSTSTOFFE E.K. (Германия), Бийск, белгород | Литейные электропечи | По запросу |
| SMO Crl (Италия) | Пресс-формы | 20000…30000 |
| SBM InfiSPA (Италия) | Механическое и загрузочное оборудование | 80000…120000 |
Используется отечественное сырьё, а также поставляемое из Китая, Швеции, Украины.
Требования по обеспечению производства(#Литье металлов_иннов_обеспечение)
3.1 Используемое оборудование (#Литье металлов_иннов_оборудование)
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.
Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Разновидность сталей
В зависимости от процентного содержания примесей, стали разделяются на такие виды:
- обыкновенного качества;
- качественные;
- повышенного качества;
- высококачественные.
Важной характеристикой является способность материала к свариванию. Зависит это от степени раскисления содержащихся примесей. Классификация выглядит следующим образом:
Классификация выглядит следующим образом:
- Спокойные. Примеси полностью раскисляются.
- Полуспокойные. Имеют схожие характеристики.
- Кипящие. Плохая способность к раскислению неметаллических элементов.
Кроме того, сталь классифицируется и по сфере использования:
| Название категории | Применяемость | Марки |
| Строительная | Изготавливаются строительные конструкции, арматура. | С235, С245 |
| Конструкционная | Применяется для изготовления неответственных элементов конструкций. | Сталь 45 |
| Инструментальная | Благодаря высокому содержанию углерода хорошо калится. Применяется для изготовления инструмента. | У8А, У10А, |
| Легированная | Используется в конструкциях для ответственных деталей | 40ХС, 40ХФА. |
| Особого назначения | Применяется в электротехнике и судостроении | М74, М74Т, М76В |
По газифицируемым моделям

Представляет собой технологию получения отливок высокого качества с применением исходной модели (заготовки), полученной из материала, который при заливке расплавленного металла в форму насыщается выделяющимися газами.
В результате действия высоких температур, которое проявляется в процессе заливки расплава в форму, модель сначала разрушается, а затем расплавляется. Продукты разрушения в капелеподобном состоянии выдуваются непрерывным газовым потоком. При этом в зоне обработки, в зависимости от конструктивной схемы установки, создается либо отрицательное давление, либо вакуум. Под влиянием разницы давлений внутри и вне контейнера освободившееся место занимается металлическим расплавом, который детально воссоздаёт конфигурацию и размеры отливки.




Литьё алюминия и алюминиевых сплавов в кокиль
Кокиль представляет собой форму многоразового использования (до 10 000 заливок) и идеально подходит для организации серийного и крупносерийного производства. Основные операции и процессы: очистка кокиля от старой облицовки, прогрев его до 200—300°С, покрытие рабочей полости новым слоем облицовки, установка стержней, закрывание частей кокиля, заливка металла, охлаждение и удаление готовой отливки.
Общие требования к отливкам, получаемых в кокилях, — это обтекаемая конфигурация без острых углов, резких переходов от одной поверхности к другой, без высоких ребер и выступов, глубоких отверстий и карманов.
- Минимально допустимая толщина стенок алюминиевых отливок – 3 мм;
- Масса производимых алюминиевых отливок – от 20 г до 50 кг;
- Шероховатость поверхности отливок согласно ГОСТ 2789-73 Ra = 4 — 20 мкм;
- Класс точности получаемых алюминиевых отливок по ГОСТ Р 53464-2009 : 6-10.
3.2. Требования к заготовке (#Литье металлов_иннов_заготовка)
3.4. Требования к давлению (#Литье металлов_иннов_давление)
Если металл успевает схватиться значительно раньше, чем заполнит все промежутки формы, то используют дополнительное оборудование для нагнетания давления.
3.5 Ограничения по форме и конструкции (#Литье металлов_иннов_ограничения)
Отливка ограничена: – по сложности конфигурации, так как при отделении отливки от литейной формы могут происходить повреждения. – по толщине, так как расплав равномернее затвердевает, если изделие тонкое.
3.6 Иные (#Литье металлов_иннов_иныетребования)
– Осадка при охлаждении. Чаще всего применяют сплавы на основе алюминия, цинка, меди и олова-свинца (литье цветных металлов). Температура плавления у них сравнительно невелика, а потому достигается очень высокая технологичность всего процесса. Кроме того, у этого сырья сравнительно маленькая осадка при охлаждении
Это означает, что можно производить детали с очень незначительными допусками, что при выпуске современной техники чрезвычайно важно.
Технологические этапы
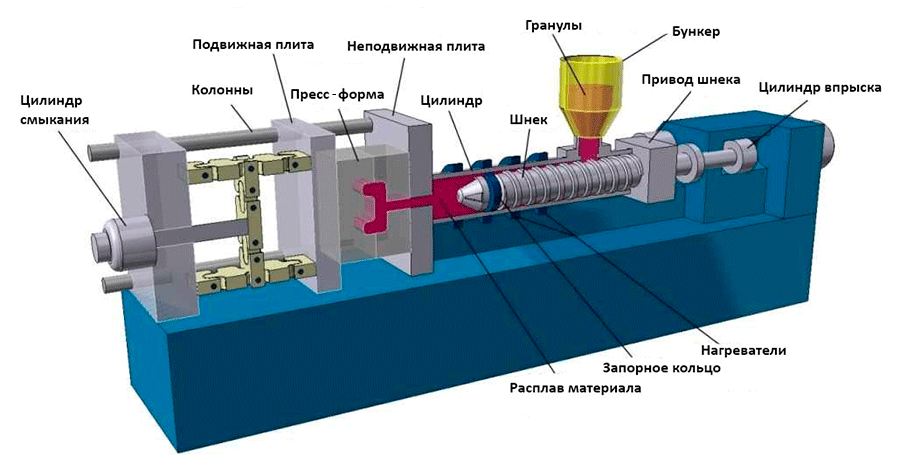
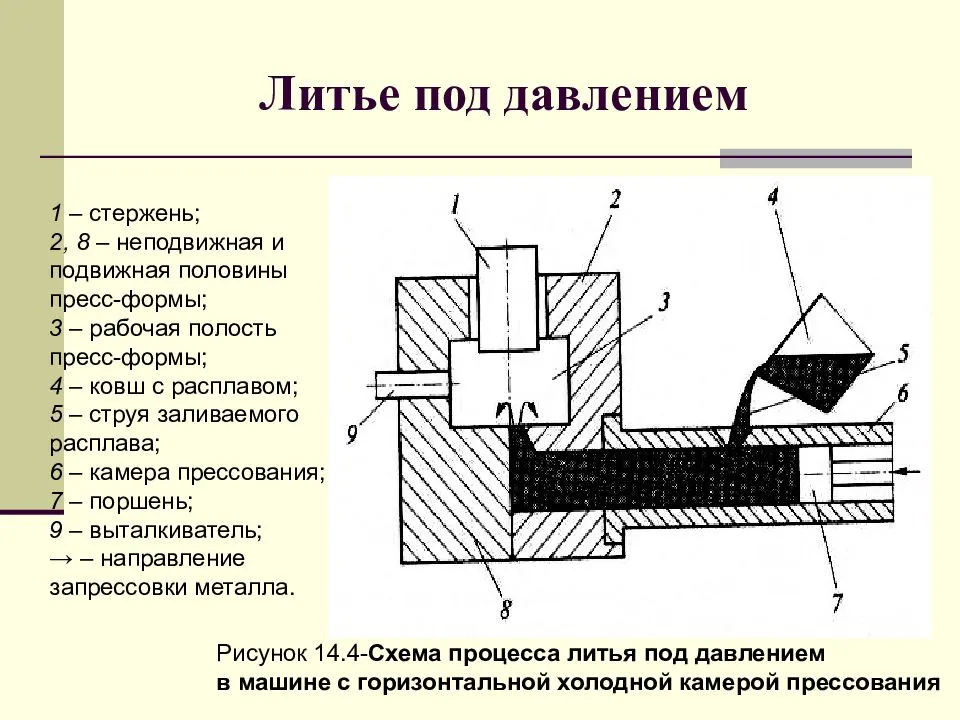
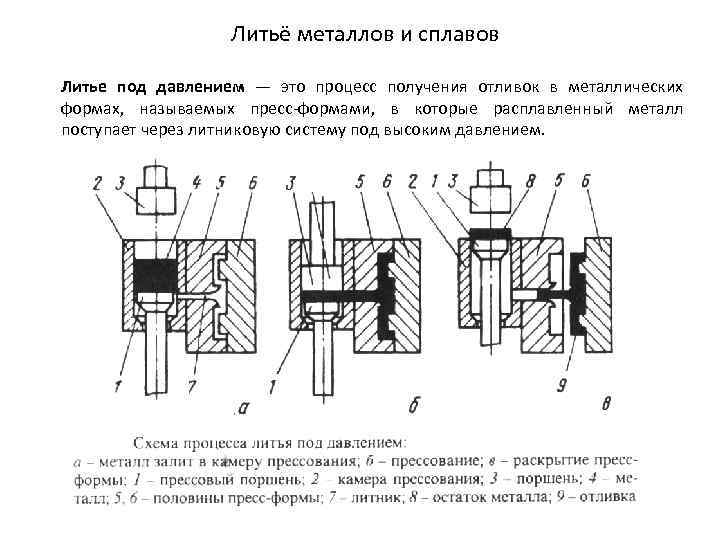
Технологическая схема литья под давлением состоит из нескольких этапов.
- Подготовка прессовочных формы. Её открывают и хорошо смазывают. Образовавшееся покрытие помогает обеспечить хорошее отделение готовой отливки от формы. Также смазка поддерживает на нужном уровне температуру и удерживает застывание расплава в поршне до момента полной запрессовке. Плюс к этому смазка – эта защита стенок форм, позволяющая продлить срок эксплуатации.
- Смыкание формы. Перед тем как заливать расплав, подвижную часть плотно прижимают к подвижной, после чего прочно фиксируют надежными замками. Задача формы сдержать металл, создающий изнутри усилие (оно может доходить до сотен тонн).
- Заливание готового расплава в камеру для прессовки. Если формы для мелких деталей, то литейщик зачерпывает из печи расплав и заливает его в пресс-камеру. Если производство автоматизировано, то для разлива жидкий металл подается в камеру по специально обустроенным каналам.
- Прессовка. Тут суть в том, что под действием гидравлической аппаратуры поршень начинает двигаться вверх-вниз внутри прессовочной камеры и как бы вдавливает металл для заполнения формы.
- Остывание и выемка готового изделия.
Характеристики алюминия
Основные механические свойства материала при нормальной температуре:
- номинальная плотность — 2700 кг/м3;
- удельный вес материала — 2,7 г/см3;
- плавится материал при температуре 659°С;
- закипает алюминий при значении 2000°С;
- внутренний коэффициент расширения при нагреве 22,9*106 1/град.
Проводимость электричества у алюминия изменяется в зависимости от его состояния, при термической обработке данный параметр увеличивается. Удельное сопротивление в нормальных условиях составляет 0,029 мкОм*м. В результате повышенного коэффициента проводимости тепла, который равен 0,5 кал/см*с*С его используют при изготовлении батарей отопления.
После процесса литья на поверхности материала появляется защитное покрытие при взаимодействии металла с кислородом. Пленка является химически неактивной и эффективно защищает алюминий от коррозии. При изготовлении чистого материала на поверхности не образуется пор, и на него не влияет агрессивная среда. Если же в состав металла добавляется примесь, это способствует появлению промежутков в оксидной пленке, в результате может разрушаться поверхность.
Алюминий устойчив к таким веществам:
- воде (чистой и с примесями);
- растворам на основе магниевых, аммониевых и натриевых солей;
- сернистой, уксусной и другим кислотам;
- хромовым и фосфорным растворам;
- аммиачному раствору.
Металл вступает в реакцию с такими веществами:
- серной кислотой слабой концентрации;
- хлорной кислотой;
- щелочными растворами высокой концентрации;
- щавелевой кислотой.





