

Эксплуатационные и ремонтные документы в составе КД
Эксплуатационные и ремонтные документы входят в состав конструкторской документации, однако у них есть определенная специфика, поэтому в рамках этого материала они рассматриваются отдельно.
В соответствии с ГОСТ 2.102 эксплуатационные и ремонтные документы, как и другие конструкторские документы, допускается выполнять в электронной форме. В то же время, чтобы эти документы считались легитимными, их должна удостоверять электронная подпись (ЭП) или удостоверяющий лист. Также в соответствии с ГОСТ 2.610, эксплуатационные документы разрешается выполнять в виде интерактивного эксплуатационного документа, соответствующего требованиям ГОСТ 2.051. Интерактивным электронным документом в трактовке ГОСТ 2.051 является документ с содержательной частью, доступной в интерактивной форме.
Руководство по эксплуатации, инструкция по эксплуатации, инструкции эксплуатационные специальные. Для этих документов ближайшим аналогом среди интерактивных электронных документов является интерактивное электронное техническое руководство (ИЭТР). ГОСТ 54088 определяет его как совокупность электронных документов, технических данных и программно-технических средств, предназначенную для информационного обеспечения процессов использования по назначению и технической эксплуатации изделия и (или) его составных частей и предоставляющую пользователям возможность прямой и обратной связи между пользователем и руководством в режиме реального времени с помощью интерфейса электронной системы отображения. Компанией «Иторум» в форме ИЭТР выполнено множество технических документов, включая руководства по эксплуатации и ремонту, каталоги деталей и сборочных единиц, справочные и учебно-технические материалы. Более подробно с процессом и средствами разработки ИЭТР вы можете ознакомиться на странице услуги.
Формуляр, паспорт, этикетка. В 2012 году выпущен стандарт ГОСТ 2.612 «Электронный формуляр. Общие положения», который определяет ключевые положения и общие технические требования к выполнению электронных формуляров. На основе ГОСТ 2.612 могут разрабатываться стандарты для паспортов, этикеток на изделия конкретных видов техники.
Каталог деталей и сборочных единиц. Требования к электронному каталогу изделий определены в ГОСТ 2.611-2011. Про такой каталог изделий у нас написана отдельная статья.
Учебно-технические плакаты. ГОСТ 2.605-68 в редакции от 01.09.2006 оговаривает возможность выполнения учебно-технических плакатов в бумажной или электронной форме. Главное, чтобы в обоих случаях это было сделано способом, обеспечивающим их тиражирование. Учебно-технические плакаты также могут разрабатываться в виде интерактивных электронных документов. Порядок разработки регулирует ГОСТ 2.051. Учебно-технические плакаты в интерактивном формате могут реализовываться в виде сценария, дополняться речевым или звуковым сопровождением, средствами анимации.
Нормы расхода запасных частей, нормы расхода материалов, ведомость комплекта запасных частей, инструмента и принадлежностей, ведомость эксплуатационных документов. Эти документы относятся к текстовым конструкторским документам и в соответствии с ГОСТ 2.102 могут быть выполнены в электронной форме.
В отношении ремонтной документации действуют те же принципы: в соответствии с ГОСТ 2.602 ремонтные документы могут разрабатываться и применяться как в бумажной, так и в электронной форме. Также допускается выполнение ремонтных документов в формате интерактивного электронного документа по ГОСТ 2.051. Порядок и правила разработки ремонтной документации на основе аналогичных эксплуатационных документов определяются в ГОСТ 2.602.
Для удобства сопоставления электронной и бумажной формы эксплуатационной и ремонтной документации, виды бумажных документов и их электронные аналоги сведены в таблицу 2.
7 Обозначение стандартов Единой системы конструкторской документации
7.1 Обозначение стандартов ЕСКД — согласно ГОСТ 1.0.
7.2 Обозначение стандарта состоит из: — индекса стандарта — ГОСТ; — цифры 2, присвоенной комплексу стандартов ЕСКД; — цифры (после точки), обозначающей номер группы стандартов в соответствии с таблицей 1; — двузначного числа, определяющего порядковый номер стандарта в данной группе; — четырех цифр (после тире), указывающих год утверждения стандарта. В стандартах, утвержденных до 2000 года, указаны две последние цифры года. Пример обозначения ГОСТ 2.316-2008 Единая система конструкторской документации. Правила нанесения надписей, технических требований и таблиц на графических документах:
ПРИЛОЖЕНИЕ
ПРИМЕР ПОСТРОЕНИЯ ПОЛНОГО КОМПЛЕКТА КОНСТРУКТОРСКИХ ДОКУМЕНТОВ КОМПЛЕКСА
Примечания:
- Основной конструкторский документ изделия показан в овале.
- Документы основного комплекта показаны в прямоугольниках (в примере показана только часть документов основного комплекта, предусмотренных в табл. 3).
- Документы, обведенные в двойные рамки, предусматриваются только для изделий, предназначенных для самостоятельной поставки.
- Число ступеней входимости для комплексов, сборочных единиц и комплектов, а также число входящих комплектов сборочных единиц, комплектов и деталей не ограничиваются.
(Измененная редакция, Изм. № 4).
Конструкторские, технологические и измерительные базы.
Установочные, направляющие, опорные, двойные
направляющие и двойные опорные базы.
Базированием называют
придание детали или сборочной единице требуемого положения в
пространстве относительно выбранной системы координат. Например, при
установке вала на шлифовальный станок необходимо, чтобы ось вала
совпала с осью передней и задней бабки станка. Базирование деталей
производится с помощью определенных базовых поверхностей. Для
обеспечения по стоянного контакта детали с поверхностями другой
детали в сборочной единице или машине, в приспособлении, при
обработке или измерении, необходимо приложить определенную силу или
момент сил, создающих силовое замыкание.
Установка детали –
это базирование и силовое замыкание совместно. По назначению базы
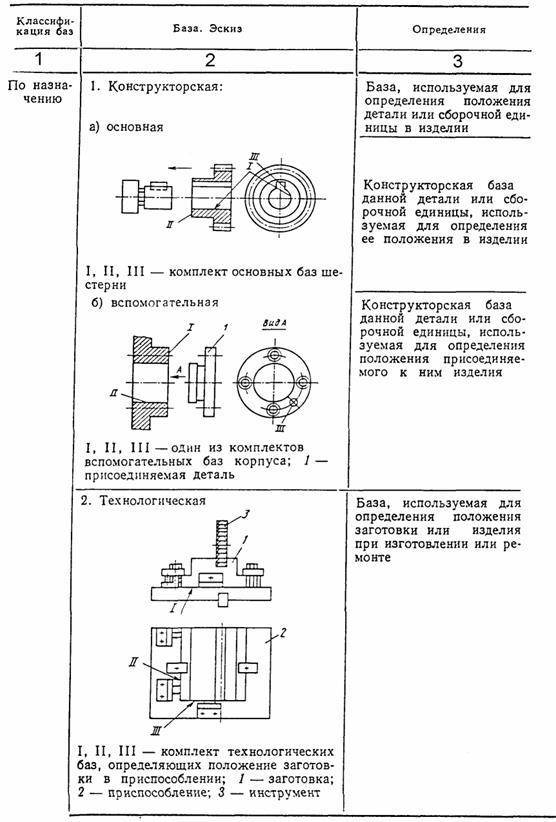
классифицируют на конструкторские, технологические и измерительные.
Конструкторская база определяет положение детали в изделии, технологическая база –
положение детали в процессе ее изготовления, измерительная база –
положение детали относительно средств измерения.
В процессе обработки
детали используются установочные, направляющие, опорные, двойные
направляющие и двойные опорные базы.
Установочная база фиксирует
положение детали относительно возможных поворотов вокруг двух осей и
перемещения относительно третьей.
Направляющая база фиксирует
положение детали (рис. 51) относительно возможного поворота вокруг
одной оси и перемещения относительно другой оси.
Опорная база фиксирует положение детали относительно перемещения или поворота
вокруг одной оси.
Двойная направляющая база фиксирует положение
детали относительно возможных поворотов вокруг двух осей и
перемещений относительно этих же осей. Например, установка детали по
цилиндрической базовой поверхности в призму в трехкулачковый
патрон, установка центровыми гнездами на центр станка.

Рис. 51. Технологические
базы:
А –
установочная (фиксирующая деталь относительно смещения вдоль оси Z и
поворота вокруг X и Y), Б – направляющая
(фиксирующая деталь относительно смещения вдоль оси X и поворота
вокруг оси Z), В – опорная (фиксирующая деталь
относительно ее перемещения вдоль оси Y)
Если деталь
устанавливается в трехкулачковый патрон по цилиндрической базовой
поверхности и поджимается базовым торцом к кулачкам, то она
устанавливается на двойную направляющую и опорную базу.
Двойная
опорная база фиксирует положение детали относительно перемещений
вдоль двух осей.
Базовые поверхности в
значительной мере определяют точность обработки детали, поэтому они
должны быть точно обработаны и иметь малую шероховатость поверхности.
Для получения высокой
точности при обработке и измерении детали стремятся совмещать
конструкторские и технологические базы. Так, у валов конструкторской
базой является ось вала. При обработке валов вначале производится
зацентровка торцов с двух сторон, и вал устанавливается при всех
обработках на центра станка по центровым гнездам. Вал располагается в
центрах так, что ось вала совпадает с осью центровых гнезд и центров
станка, т. е. конструкторская и технологическая базы совпадают. В
этом случае разные шейки и торцы шлифуются при одном и том же
положении оси вала. Таким образом обеспечивается соосность шеек и
перпендикулярность торцов к оси.
Чтобы деталь занимала
одинаковое положение относительно приспособления, режущего и
мерительного инструмента во время обработки в разных операциях и
контроля следует сохранять одни и те же технологические базы.
При бесцентровом
шлифовании технологической базой является шлифуемая поверхность. Если
шлифуются на бесцентровом станке две цилиндрические поверхности, то
каждая имеет свою ось вращения и потому соосность этих поверхностей
не обеспечивается.
Биение поверхности
проверяют путем установки вала в центра при базировании на центровых
гнездах. Шток индикатора касается проверяемой поверхности. Вал
медленно вращают рукой. Если стрелка индикатора отклонится на большую
величину, чем указано в технических условиях, то вал нужно
забраковать по биению (рис. 52).

Рис. 52. Проверка биения
вала
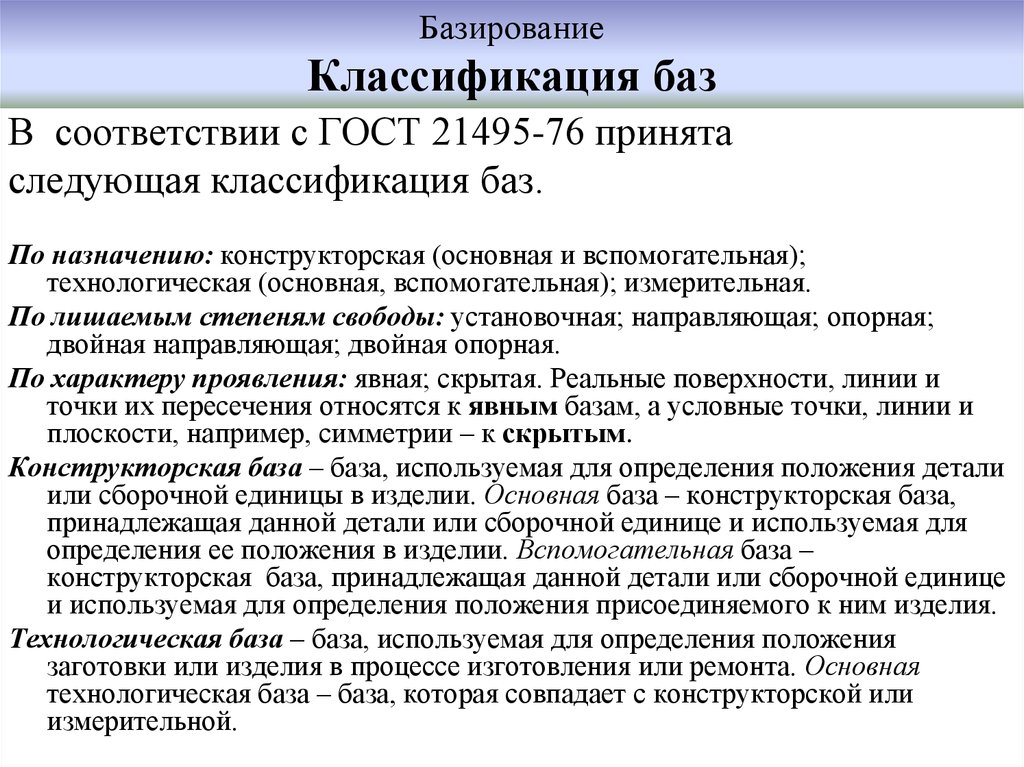
Виды баз
Деление на классы осуществляется по установленным признакам:
- назначению и области применения;
- количеству фиксированных независимых координат в направлении которых осуществляется вращение или перемещение совокупности точек на поверхности (они именуются степенями свободы);
- по степени открытости;
- особенностям применения.
По назначению применяются четыре вида баз:
- конструкторские;
- технологические;
- настроечные;
- измерительные.
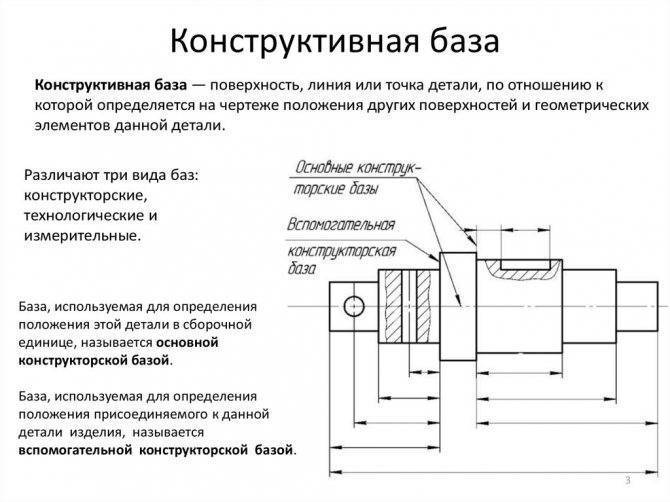
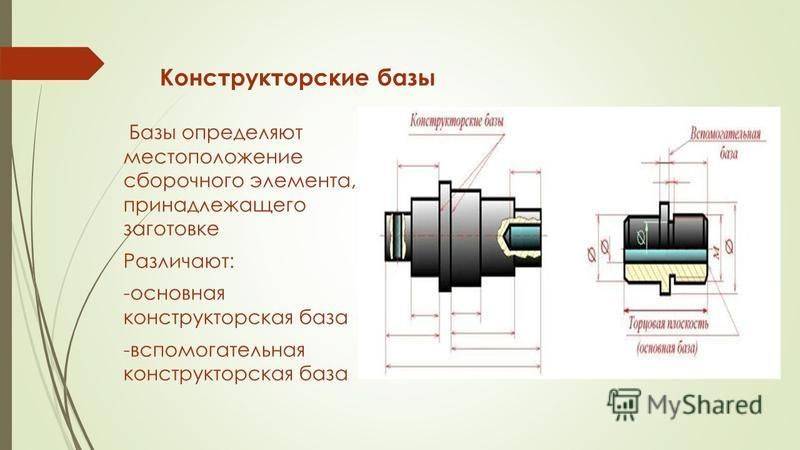
Первый тип позволяет задать трёхмерную систему координат и расположить в ней весь агрегат с подробным описанием всей конструкции. Поэтому её называют конструкторская база. Она делится на две основные категории. Первая называется основной, вторая — вспомогательной. Каждая из них указывает точное место расположения детали.







Для определения параметров каждой детали, входящей в конструкцию агрегата, составляется технологическая база. В теории машиностроения рассматривают следующие виды технологических баз:
- настроечные;
- проверочные.
Настроечные и проверочные технологические базы составляются на этапе проектирования и подготовки изделия к ремонту. В технологии машиностроения разработаны примеры составления технологических баз. Они включают технологическую последовательность обрабатывающих операций. Для проведения проверки параметров после изготовления деталей составляется измерительная база.
Не всегда в процессе производства необходимы все шесть степеней свободы. При технологической необходимости отдельные из них можно зафиксировать. С этой целью используются базы:
- установочная;
- направляющая (одинарная или двойная);
- опорная (одинарная или двойная);
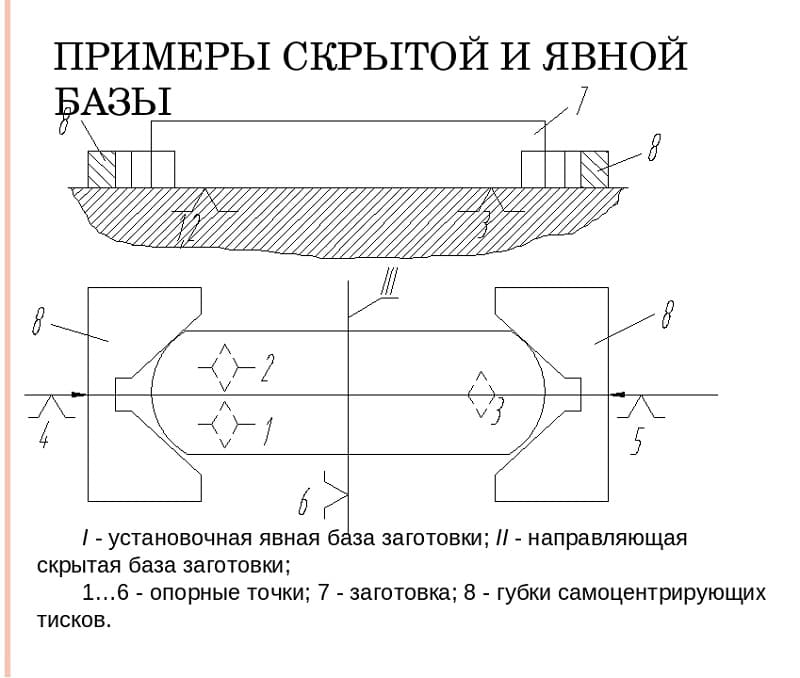
По степени проявления: скрытая или явная.
Кроме перечисленной классификации в производстве применяют так называемые искусственные, черновые и чистовые системы. При составлении полного названия признаки, характеризующие принадлежность базы записываются в установленной последовательности. На первом месте располагается наименование (назначение). Вторым указывается название, уточняющее ограничение количества степеней свободы. На третьем записывается, как она проявляется. Например, можно встретить такие термины: «Технологическая направляющая скрытая база», «Измерительная опорная база».
Обозначение изделий и конструкторских документов
ГОСТ 2.201-80 устанавливает единую обезличенную классификационную систему обозначения изделий основного и вспомогательного производства и их конструкторских документов всех отраслей промышленности. Обозначение изделия имеет вид:
АБВГ.XXXXXX.XXX-XX.XX
где АБВГ — четырехзначный буквенный код организации-разработчика изделия; XXXXXX — шестизначный числовой код классификационной характеристики согласно классификатору ЕСКД; XXX — трехзначный числовой регистрационный номер; -XX — двух- или трехзначный порядковый номер исполнения (только при групповом исполнении); .XX — дополнительный двухзначный номер исполнения (только при групповом исполнении).
Обозначение основного конструкторского документа совпадает с обозначением изделия.
Обозначение неосновного документа состоит из обозначения изделия и кода документа, например СБ — код сборочного чертежа, Э3 — код схемы электрической принципиальной. Код документа не может содержать больше четырёх знаков.
4 Основные нормативные положения
4.1 ЕСКД — комплекс стандартов, устанавливающих взаимосвязанные правила, требования и нормы по разработке, оформлению и обращению конструкторской документации, разрабатываемой и применяемой на всех стадиях ЖЦ изделия. _______________ Конструкторская документация является товаром и на нее распространяются все нормативно-правовые акты, как на товарную продукцию.
4.2 Основное назначение стандартов ЕСКД состоит в установлении единых оптимальных правил, требований и норм выполнения, оформления и обращения конструкторской документации, которые обеспечивают: — применение современных методов и средств при реализации процессов ЖЦ изделия; — взаимообмен конструкторской документацией без ее переоформления; — безбумажное представление информации и использование электронной цифровой подписи; — необходимую комплектность конструкторской документации; — автоматизацию обработки КД и содержащейся в них информации; — высокое качество изделий; — наличие в конструкторской документации требований, обеспечивающих безопасность использования изделий для жизни и здоровья потребителей, окружающей среды, а также предотвращение причинения вреда имуществу; — расширение унификации и стандартизации при проектировании изделий и разработке конструкторской документации; — проведение сертификации изделий; — сокращение сроков и снижение трудоемкости подготовки производства; — правильную эксплуатацию изделий; — оперативную подготовку документации для быстрой переналадки действующего производства; — создание и ведение единой информационной базы; — гармонизацию стандартов ЕСКД с международными стандартами (ИСО, МЭК) в области конструкторской документации; — информационную поддержку ЖЦ изделия.
4.3 КД могут быть выполнены как бумажный КД и/или как электронный КД. Виды, комплектность и выполнение КД (бумажное или электронное) устанавливает разработчик, если иное не оговорено ТЗ (либо другим заменяющим документом). Для изделий, разрабатываемых по заказу Министерства обороны, эти решения должны быть согласованы с заказчиком (представительством заказчика).
4.4 Допускается дополнительно идентифицировать конструкторские документы с применением штрихкода. При этом в качестве реквизитов штрихкода следует использовать коды страны, организации-разработчика (держателя подлинника) и обозначение документа, его версии и присвоенной ему литеры*.
Приложение А (справочное). к пунктам стандарта
Приложение А (справочное)
3.1.1 Документ используют по его назначению в соответствующей предметной области. Документ может храниться и передаваться в пространстве и времени. Документ логически состоит из двух частей: содержательной, включающей информацию, ради распространения и сохранения которой создан документ, и реквизитной, включающей сведения (признаки), по которым документ может быть идентифицирован и авторизован. Носитель может быть бумажным (бумага, калька и т.п.) и электронным (магнитные ленты, диски, оптические диски, карты флэш-памяти и др.) или комбинацией различных носителей. В зависимости от вида носителя различают соответственно бумажный, электронный и комбинированный документы.
3.1.2 К конструкторским документам относятся графические, текстовые, аудиовизуальные (мультимедийные) и иные документы, установленные стандартами ЕСКД, содержащие информацию об изделии, необходимую для его проектирования, разработки, изготовления, контроля, приемки, эксплуатации, ремонта (модернизации) и утилизации.
3.1.3 Техническое содержание определяется способом представления информации об изделии, определяющим требованиями к объему информации при выполнении графических, текстовых, аудиовизуальных (мультимедийных) и иных документов, установленных стандартами ЕСКД. Элементы оформления в содержательную часть электронного конструкторского документа не входят. Элементы оформления — комплексное понятие, определяющее: — способ отображения реквизитов и атрибутов КД; — формы и размеры граф основной надписи и дополнительных граф к ней, размеры рамок и т.д.; — применение типовых форм, предусмотренных стандартами ЕСКД. Конкретный состав и свойства элементов оформления определяются видом (назначением) конструкторского (электронного или бумажного) документа, нормативными документами (межгосударственными, национальными, отраслевыми стандартами) и правилами системы документооборота (управления документами), принятыми на предприятии (в организации).
3.1.4 Основными элементами реквизитной части являются наборы реквизитов (атрибутов) и их значения, структурированные по назначению. Следует предусматривать обработку реквизитной части электронного КД программными средствами для решения задач на последующих стадиях ЖЦ изделия (например, при подготовке производства для изготовления изделия).
3.1.6 Бумажный КД выполняют с целью использования или обработки (понимания) преимущественно человеком. Установленные подписи в бумажном конструкторском документе выполняют собственноручно.
3.1.10 Электронный КД выполняют с целью обработки преимущественно с помощью средств вычислительной техники. Установленные подписи в электронном конструкторском документе выполняют в виде электронной подписи. Допускается заменять применение электронной подписи выполнением сопроводительного бумажного документа, включающего требуемый набор реквизитов, по которым документ может быть идентифицирован, и собственноручные установленные подписи, по которым документ может быть авторизован и которыми он удостоверен.
4.4 В составе штрихкода дополнительно могут быть использованы и другие реквизиты. При разработке конструкторской документации по заказам Министерства обороны перечень дополнительных реквизитов должен быть согласован с заказчиком (представительством заказчика). Штрихкод на бумажном документе рекомендуется размещать в правом нижнем углу поля формата документа над основной надписью. При визуализации электронного документа следует предусматривать автоматизированную обработку штрихкода программными средствами.
УДК 002:62:06.354 | МКС 01.110 | Т52 | ОКСТУ 0002 |
Ключевые слова: конструкторская документация, область применения, назначение стандартов, область распространения, классификация стандартов ЕСКД, обозначение стандартов ЕСКД |
Электронный текст документа подготовлен АО «Кодекс» и сверен по: официальное издание М.: Стандартинформ, 2018
Редакция документа с учетом изменений и дополнений подготовлена АО «Кодекс»
Погрешность – базирование
Погрешность базирования Де § определяют соответствующими геометрическими расчетами или анализом размерных цепей, что обеспечивает в ряде случаев более простое решение задачи.
Погрешность базирования вызывается погрешностями изготовления поверхностей заготовки, используемых в качестве технологических установочных и измерительных баз.
Погрешность базирования имеет место при несовмещении измерительной и установочной баз заготовки; она не является абстрактной величиной, а относится к конкретному выполняемому размеру при данной схеме установки. Поэтому величине ее в расчетах нужно присваивать индекс соответствующего размера.
Погрешности базирования и закрепления, объединяемые погрешностями установки, учитывают отклонение фактического положения детали, установленной в приспособлении, от идеального.
| Установка заготовки по плоскости основания и двум боковым сторонам.| Установка заготовки по плоскости и двум отверстиям. а – теоретическая схема базирования. б-схема установки. |
Погрешность базирования равна сумме погрешностей размеров, соединяю – Щих конструкторские и технологические базы.
Погрешности базирования также влияют на кинематическую точность передачи. Погрешности базирования возникают за счет несовпадения рабочей оси колеса с геометрической осью зубчатого венца. Они складываются из эксцентриситета и перекоса оси. При суммировании этих погрешностей необходимо учитывать фазы влияния каждой погрешности. Кинематическая точность работы отдельного колеса характеризуется кинематической погрешностью. Плавность работы колеса характеризуется циклической погрешностью.
Погрешность базирования влияет на точность выполнения размеров и взаимного положения поверхностей, но не влияет на точность получения формы поверхностей. При совмещении установочной и измерительной баз для некоторых схем установки ( например, на рис. 5.5, а) погрешность базирования равна нулю. Она также равна нулю для всех размеров, определяющих взаимное положение поверхностей, обработанных при неизменной установке заготовки. Погрешность закрепления вызывается смещением заготовки под действием сил зажима.









| Схема расчета погрешностей базирования. |
Погрешность базирования возникает, когда в качестве технологической базы выбирается поверхность не являющаяся измерительной.
Погрешность базирования в радиальном направлении при установке детали на конус отсутствует, так как ось детали будет совпадать с осью конической оправки. Для получения минимальной погрешности базирования необходимо всегда стремиться к тому, чтобы измерительная база совпадала с установочной.
Погрешность базирования Дед возникает в процессе базирования заготовок в приспособлениях и определяется как предельное поле рассеивания расстояний между измерительной и установочной поверхностями в направлении выдерживаемого размера. Приближенно Дяй можно оценить величиной размаха – разностью между наибольшим п наштпыним значениями указанного расстояния.
Погрешность базирования еб возникает в результате базирования заготовки в приспособлении по технологическим базам, не связанным с измерительными базами. При базировании по конструкторской основной базе, являющейся и технологической базой, погрешность базирования не возникает.
Погрешности базирования зависят от выбранной схемы установки детали в приспособлении и могут быть заранее рассчитаны.
| Расчетная схема погрешности закрепления.| Зависимость For реакции в опоре. |
Причины возникновения погрешностей
Погрешности неизбежно возникают в процессе изготовления деталей машин. Это обусловлено неточностями, сопровождающими любой производственный процесс.
В самом начале разработки конструкций машин и механизмов конструктор, учитывает будущие отклонения размеров деталей в процессе производства. Он назначает допуски на изготовление деталей, т.е. определяет верхние и нижние пределы размеров детали.
Влияние допусков деталей на точность машин можно уменьшить и не повышая точность деталей. Это достигается за счет применения селекционной сборки и введения в конструкцию механизма деталей-компенсаторов (прокладок, шайб, дистанционных колец и др.). Это позволяет компенсировать неточности размеров деталей в направлении осей или в направлениях, параллельных осям, но не компенсируют неточности размеров в радиальных направлениях.
В последние годы появились компенсаторы из пластмассы, которые позволяют компенсировать неточности и радиальных размеров. Однако и селекционная сборка, и применение компенсаторов увеличивают продолжительность сборочных операций, ограничивают взаимозаменяемость деталей и, следовательно, усложняют процесс производства и эксплуатации машин. Поэтому при массовом производстве изделий необходимо обеспечивать полную взаимозаменяемости деталей за счет уменьшения допусков на их изготовление.
Правильно выбрать степень точности изготовления деталей можно только при точном учете всех погрешностей, возникающих в процессе производства.
К ним относятся:
- погрешности, обусловленные выбранным способом базирования детали при обработке на станках;
- погрешности размещения (установки) детали в приспособлении;
- погрешности, обусловленные колебаниями сил резания;
- погрешности, обусловленные колебаниями сил закрепления детали в приспособлении;
- погрешности изготовления деталей самого приспособления;
- погрешности, связанные с износом инструментов;
- погрешности, вызываемые упругой деформацией системы станок—приспособление—инструмент—деталь (СПИД);
- и др.
Требуемое расположение поверхностей детали можно обеспечить только в следующих случаях:
- если заготовка занимает определенное положение в рабочей зоне станка;
- если положение заготовки в рабочей зоне определено до начала обработки, на основе этого можно корректировать движения формообразования.
Сумма возможных погрешностей, возникающих при обработке деталей, не должна превышать величину допуска, установленного на тот размер детали, который должен быть выдержан при выполнении данной операции.
Точное положение заготовки в рабочей зоне станка достигается в процессе установки ее в приспособлении. Процесс установки включает в себя:
- базирование (придание заготовке требуемого положения относительно выбранной системы координат);
- закрепление (приложение сил и пар сил к заготовке для обеспечения постоянства и неизменности ее положения, достигнутого при базировании).
Фактическое положение заготовки, установленной в рабочей зоне станка, отличается от требуемого.Это обусловливается отклонением положения заготовки (в направлении выдерживаемого размера) в процессе установки. Это отклонение называют погрешностью установки. Она в свою очередь состоит из
- погрешности базирования;
- погрешности закрепления.
Поверхности, принадлежащие заготовке и используемые при ее базировании, называют технологическими базами.
Поверхности, принадлежащие заготовке и используемые для ее измерений — измерительными базами.
Для установки заготовки в приспособлении обычно используют несколько баз. Упрощенно принято считать, что заготовка соприкасается с приспособлением в точках, называемых опорными.
Техническое оформление: общие требования
Формулировки основных правил ГОСТ оформления текстовых документов несколько отличаются в зависимости от того, как утвержден стандарт. Таблица покажет, в чем разница и сходство редакций:
Межгосударственный стандарт ГОСТ 2.105-95 | Национальный стандарт ГОСТ Р 2.105-2019 |
Высота символов — не менее 2,5 мм |
|
Расстояние между боковыми линиями формы и текстом должно составлять минимум 3 мм | |
Абзац начинается с красной строки, минимальный отступ — 15 — 17 мм | Абзацы начинается с отступа, равного 12,5 — 17 мм |
От нижней и верхней границ следует отступать не менее 10 мм | |
Интервал между строками — не менее 8 мм |
|
|
|
При переносе части таблицы на ту же или другие страницы наименование помещают только над первой частью таблицы. |
Относительно копий в ГОСТ 2.105-95 заявлено, что их (здесь и далее приведены выдержки из текста):
В национальном стандарте на этот счет добавлены способы изготовления электронных копий:
- сканированием исходного бумажного документа;
- конвертированием или трансформированием ТДЭ из одного формата в другой или из одной схемы данных в другую;
- цифровым копированием.
Отдельно следует выделить установленные стандартами требования к текстовым документам, касающиеся структуры последних. Они могут состоять из:
- частей с присвоенным наименованием и обозначением. За исключением первой, каждой из них присваивается порядковый номер;
- книг, у которых тоже есть номера и наименования;
- разделов. Обязательно проставляется номер каждого, отделенный точкой от основного названия. Точка в конце названия не используется, перенос слов не допускается. Начало каждого раздела оформляется на новом листе;
- подразделов. Первая цифра обозначает принадлежность к конкретному разделу, вторая — порядковый номер конкретного подраздела.
Что касается нумерации, ЕСКД при оформлении документов позволяет сделать ее как сквозной, так и отдельной для каждого раздела.
ПРИЛОЖЕНИЕ 3 (справочное). ПРИМЕРЫ РАЗРАБОТКИ СХЕМ БАЗИРОВАНИЯ
ПРИЛОЖЕНИЕ 3Справочное
Задача | Теоретическая схема базирования | Пример возможной реализации теоретической схемы базирования |
При фрезеровании паза шириной выдержать размеры и , параллельность оси паза относительно поверхности , а дна паза — относительно основания | ||
При обработке отверстия в диске выдержать размеры и и обеспечить перпендикулярность оси отверстия относительно поверхности | ||
При обработке поверхностей диаметром и обеспечить их соосность с отверстием и выдержать размер | Установка заготовки на цилиндрической оправке с беззазорной (прессовой) посадкой | |
При обработке отверстия в шаре выдержать размер и обеспечить прохождение оси отверстия через точку — центр шара | ||
При расточке отверстия выдержать размер , параллельность оси отверстия к плоскости , перпендикулярность оси отверстия к плоскости в сечении I-I, симметричность отверстия относительно наружного контура | ||
Обработать с применением кондуктора отверстия и во втулках рычага, обеспечив выполнение следующих требований:а) перпендикулярность осей отверстий к плоскости и симметричность отверстий относительно общей плоскости симметрии втулок рычага | ||
б) перпендикулярность осей отверстий к плоскости и симметричность отверстий относительно плоскостей симметрии втулок и | ||
в) перпендикулярность осей отверстий к плоскости , симметричность отверстий относительно плоскости симметрии втулок и соосность отверстия относительно наружной поверхности втулки | ||
г) перпендикулярность осей отверстий к плоскости , симметричность отверстий относительно плоскости симметрии втулок и постоянство толщины стенки левой втулки | ||
Примечание. На теоретических схемах базирования арабскими цифрами 1-6 обозначены опорные точки.Электронный текст документа и сверен по:официальное изданиеМ.: Издательство стандартов, 1990






![§ 26. выбор баз и приспособления к станкам [1968 орнис н.м. - основы механической обработки металлов]](https://metallcore.ru/wp-content/uploads/b/2/7/b270f4cd0e5af222b94abf2d81c2e18b.jpeg)

Виды баз
Деление на классы осуществляется по установленным признакам:
- назначению и области применения;
- количеству фиксированных независимых координат в направлении которых осуществляется вращение или перемещение совокупности точек на поверхности (они именуются степенями свободы);
- по степени открытости;
- особенностям применения.
По назначению применяются четыре вида баз:
- конструкторские;
- технологические;
- настроечные;
- измерительные.
Первый тип позволяет задать трёхмерную систему координат и расположить в ней весь агрегат с подробным описанием всей конструкции. Поэтому её называют конструкторская база. Она делится на две основные категории. Первая называется основной, вторая — вспомогательной. Каждая из них указывает точное место расположения детали.

Для определения параметров каждой детали, входящей в конструкцию агрегата, составляется технологическая база. В теории машиностроения рассматривают следующие виды технологических баз:
- настроечные;
- проверочные.
Настроечные и проверочные технологические базы составляются на этапе проектирования и подготовки изделия к ремонту. В технологии машиностроения разработаны примеры составления технологических баз. Они включают технологическую последовательность обрабатывающих операций. Для проведения проверки параметров после изготовления деталей составляется измерительная база.
Не всегда в процессе производства необходимы все шесть степеней свободы. При технологической необходимости отдельные из них можно зафиксировать. С этой целью используются базы:
- установочная;
- направляющая (одинарная или двойная);
- опорная (одинарная или двойная);
По степени проявления: скрытая или явная.
Кроме перечисленной классификации в производстве применяют так называемые искусственные, черновые и чистовые системы. При составлении полного названия признаки, характеризующие принадлежность базы записываются в установленной последовательности. На первом месте располагается наименование (назначение). Вторым указывается название, уточняющее ограничение количества степеней свободы. На третьем записывается, как она проявляется. Например, можно встретить такие термины: «Технологическая направляющая скрытая база», «Измерительная опорная база».





