

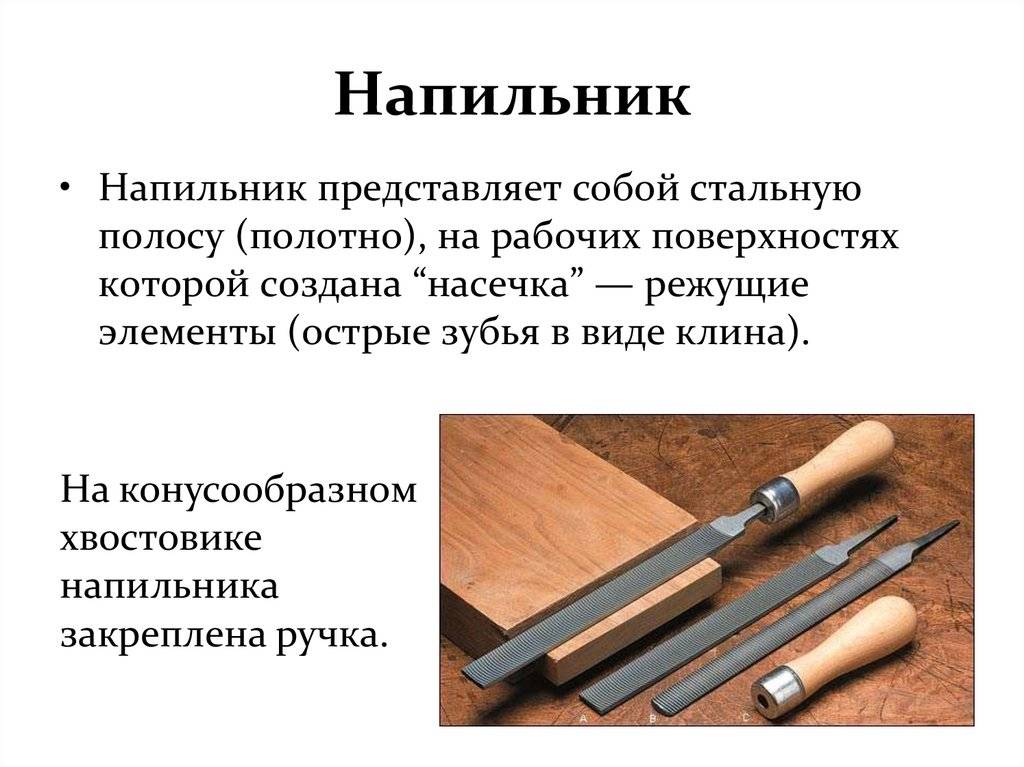
Внешний вид напильника
На сегодня применяется большое количество этого инструмента разной формы. Его можно классифицировать не только по форме сечения, но и форме самого бруска.
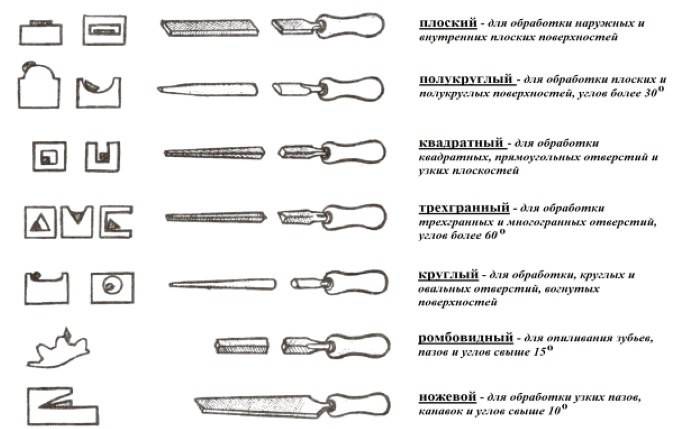
Применение напильников различной формы
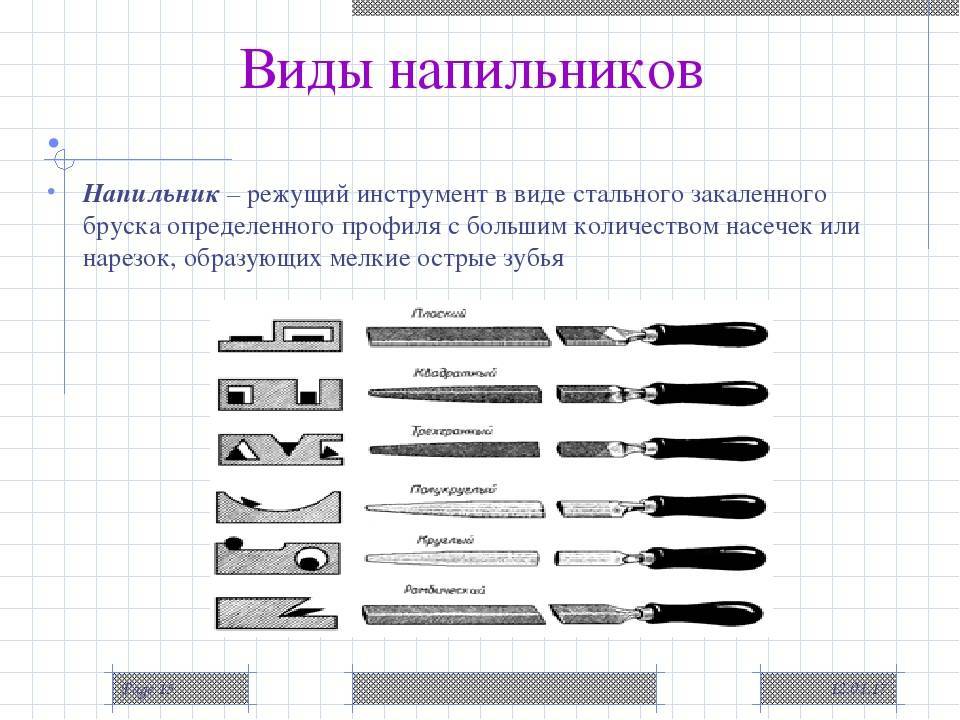
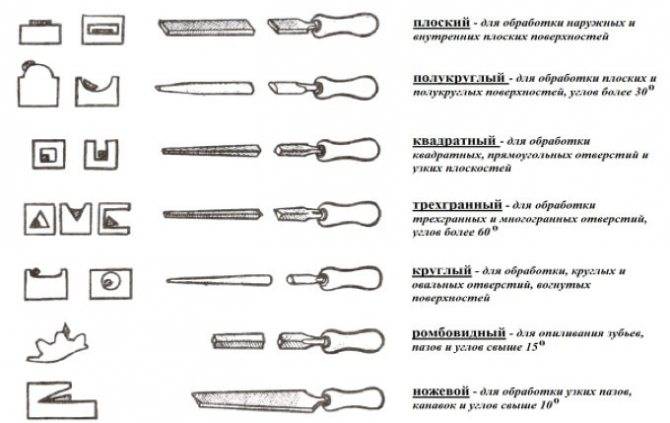
Действительно, форма бруска во многом определяет сферу применения. То есть, плоские, применяют для обработки плоских поверхностей, расположенных внутри или снаружи детали. Квадратные применяют для разработки отверстий разной формы. Трехгранный нашел свое применение при обработке пазов и других деталей. Кроме того его используют для заточки пил и другого инструмента.

Заточка пильной цепи напильником
Полукруглые, которые могут иметь прямоугольную или остроносую форму предназначены для работы с выпуклыми или вогнутыми поверхностями.
Круглые, используют для работы с круглыми или овальными отверстиями. Для обработки зубчатых колес применяют напильники ромбической формы.
Такое обилие этого инструмента (форма, размеры и пр.) может привести в замешательство. И многие искренне полагают то, что в домашней мастерской надо держать максимально большое количество напильников. Но, это не более чем заблуждение. На самом деле, большую часть работ по обработке поверхностей можно выполнить с применением инструмента следующих форм – прямого, круглого и треугольного.

Набор напильников
Кстати, срок эксплуатации зависит от материала, параметров термической обработки и размера насечки.
Ручка на инструмент своими руками
Часто на напильниках из строя входит деревянная рукоятка. Причинами того является воздействие неблагоприятных условий — ультрафиолет и вода. Если после покупки инструмента не покрыть деревянную ручку защитным слоем краски или лака, то прослужит рукоятка не долго. Все зависит от частоты пользования инструментом, а также его хранения.
Если нужно сделать новую рукоятку на напильник, то для этого не понадобится обращаться за помощью к токарю или фрезеровщику. Изготовить ее можно самостоятельно без специального оборудования:
- Взять круглую деревянную заготовку. В качестве заготовки можно использовать держак от садового инвентаря
- Разметить отрезок длины по 10-15 см, что зависит от размера вашей руки. После разметки, необходимо отпилить отрезок
- Приступить к обработке получившейся заготовки. Для чего понадобится наждачная бумага и напильники. Самостоятельно обработать заготовку так, чтобы получилось изделие, схожее с рукояткой
- Сделать это вполне реально, но если есть возможность, то проще и быстрее изготовить ручку на деревообрабатывающем станке
- Изготовить металлическое кольцо, которое выступает в качество ограничителя, препятствующего разрушению деревянной рукоятки при забивании в нее хвостовика напильника. Сделать металлическое кольцо можно из трубки подходящего диаметра
- Перед тем, как продолжить сборку инструмента, полученные заготовки необходимо обработать морилкой, а после этого вскрыть лаком
- Установить кольцо на торцевую часть рукоятки. Чтобы кольцо стало плотно, и в процессе эксплуатации инструмента не соскакивало, необходимо предварительно место соединения обработать клеем (рекомендуется использовать эпоксидный клей)
- Чтобы установить напильник внутрь рукоятки, предварительно следует высверлить отверстие. Длина отверстия должна равняться расстоянию хвостовой части. Диаметр сверла, используемого для сверления отверстия, должен равняться размеру средней части хвостовика. Если взять сверло меньшего диаметра, чем средняя часть, то при забивании хвостовика, деревянная ручка может треснуть
- В полученное отверстие можно установить хвостовик напильника, предварительно заполнив его эпоксидным клеем
- Теперь необходимо при помощи молотка посадить напильник плотно до полного вхождения хвостовика в отверстие. Причем удары молотком нужно наносить не сильно, так как высока вероятность того, что полотно может повредиться
Теперь нужно оставить инструмент на сутки, пока застынет клей. После этого можно приступать к эксплуатации уже исправного полноценного инструмента. Ниже на видео показан детальный процесс, как изготовить деревянную рукоятку на напильник.
Виды напильников
Напильники используются для обработки поверхностей различных материалов. Для каждого типа материала существует свой тип напильника.
- Расточные напильники – используются для работы с металлом. Они оснащены большим количеством зубчиков и способны удалить большой объем материала за короткое время.
- Игольчатые напильники – предназначены для работы с очень тонкими и деликатными материалами, такими как стекло и керамика. Они имеют многочисленные мелкие зубчики и часто используются для работы с канавками и выемками.
- Полукруглые напильники – часто используются для работы с деревом и пластиком. Они имеют радиусную форму и позволяют добиться гладкой и красивой отделки.
- Шлифовальные напильники – используются для полировки материалов. Они обладают мелкими зубчиками и могут быть как ручными, так и электромеханическими.
Выбирая напильник, необходимо учитывать тип обрабатываемого материала и характер работы. Правильный выбор поможет добиться наилучшего результата и сохранить инструмент в рабочем состоянии на долгое время.
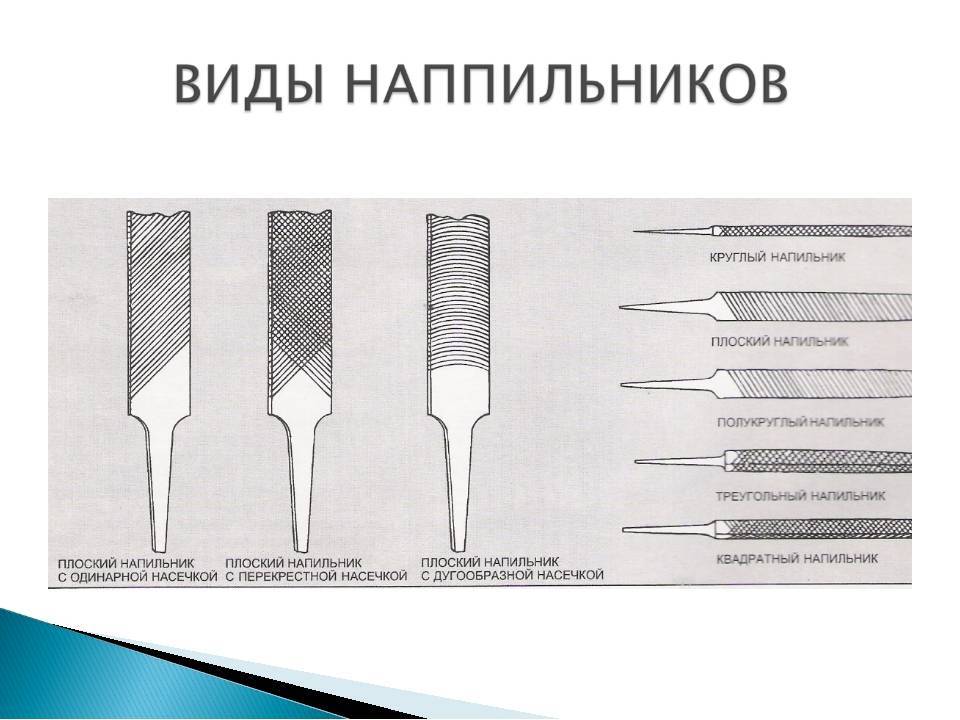
С одинарной насечкой
Напильники с одинарной насечкой часто используются для обработки дерева. Они создают грубый рисунок на поверхности, который может быть использован для декоративных целей, таких как создание резных узоров.
С одинарной насечкой напильники обычно имеют жесткие зубья, которые сильно режут материал. Это делает их идеальным выбором для обработки твердых пород дерева и других материалов с высокой плотностью.
Одинарная насечка в напильнике может иметь разный угол наклона зубьев, что влияет на грубость и глубину насечек. Напильники с меньшим углом наклона обеспечивают более грубую отделку, в то время как больший угол наклона создает более гладкую поверхность.
При работе с напильником с одинарной насечкой важно следить за направлением движения зубьев. Они обычно имеют направление, в котором наиболее эффективно происходит резка
Правильное направление движения позволяет сильнее сжимать режущие зубья на поверхность и создавать более точные насечки.
С напильниками с перекрестным сечением
Перекрестное сечение – это форма зубца на напильнике, которая имеет крестовидный профиль. Эта форма зубца эффективно удаляет материал из разных сторон, позволяя равномерно перемещаться во все направлениях на поверхности.
Напильники с перекрестным сечением используются для обработки металла, древесины, кожи, керамики и даже пластика. Они имеют крупные зубцы для грубой работы и мелкие для более детальной обработки.
При выборе напильника с перекрестным сечением, важно учитывать материал, который будет обрабатываться, а также искомый результат. Напильники с более крупными зубьями подходят для грубой обработки материала, тогда как мелкие зубцы используются для более тонкой работы
Напильники с перекрестным сечением есть в разных размерах и формах, включая плоские, круглые, полукруглые и т.д. Использование правильного напильника с перекрестным сечением поможет получить нужную форму и размер детали, а также обеспечит гладкую поверхность без вмятин и царапин.
Точечная насечка
Точечная насечка – это один из видов насечек, которые имеются на поверхности напильника. Она представляет собой ряд мелких точек, расположенных на определенном расстоянии друг от друга.
Точечная насечка применяется для работы с материалами, которые нужно очень точно обработать. Эта насечка используется для нарезания мелких насечек на металле, дереве и других материалах.
У напильников с точечной насечкой бывают различные размеры точек. Чем меньше размер точек, тем более тонкие насечки можно сделать
Также важно учитывать форму точек – они могут быть круглыми, острыми, квадратными и т.д
Для работы со сверхтвердыми материалами иногда используют напильники с более глубокой точечной насечкой, чтобы получить более крупные острые зубья. Эти напильники, как правило, изготавливают из алмазов или карбида кремния.




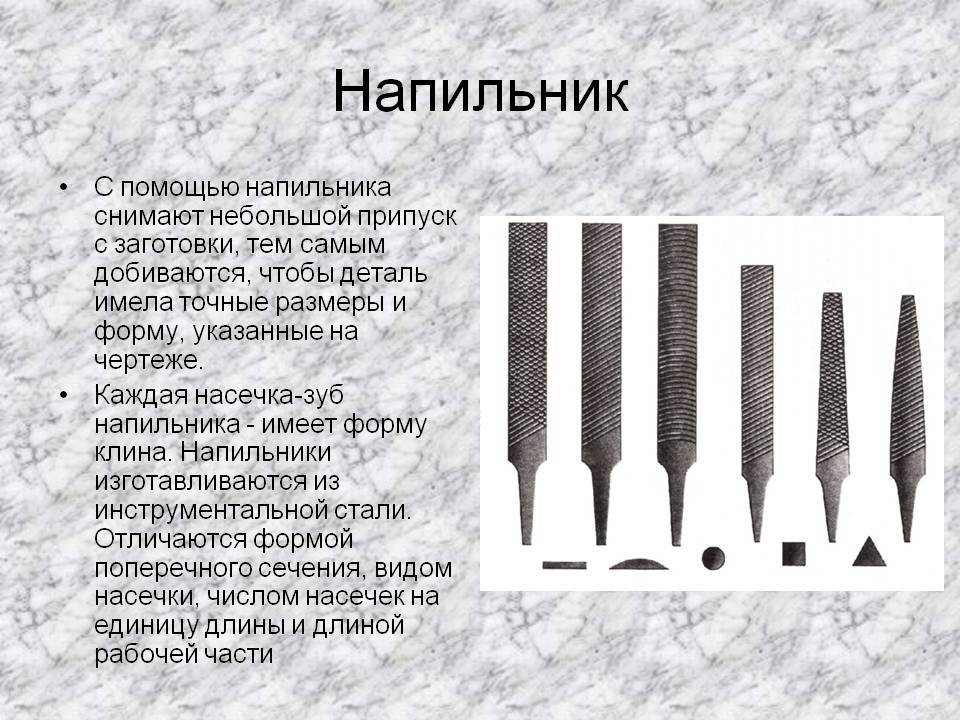
Что такое напильник и для чего предназначен
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
- Зачистка деталей от ржавчины.
- Снятие грязи и краски с поверхности деталей.
- Доведение заготовки до необходимого размера.
- Заточка инструмента.
- Зачистка силовых контактов электрооборудования от нагара.
- Шлифовка поверхностей.
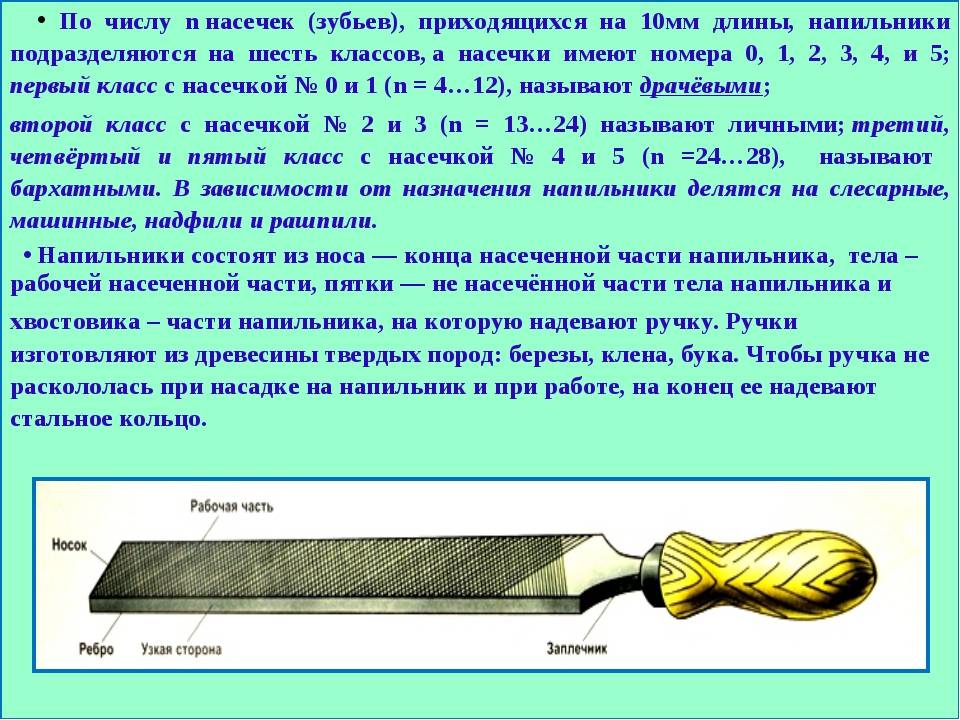
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.
Какую насечку выбрать
- Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.
- Напильник с перекрёстной или двойной насечкой. Служит для работы с деталями из твёрдых сплавов. Например, чугун, бронза.
- Рашпильная, точечная насечка. По виду зуба такой инструмент называется рашпиль или драчевый напильник. Он всегда большого размера (250–350 мм). Имеет крупную насечку. По форме различают полукруглый, круглый или плоский. Хорош для работы с резиной, кожей, деревом. Для точной обработки и шлифовки не подойдёт.
- Есть дуговой вид насечек напильников. Применяется для обработки деревянных деталей.
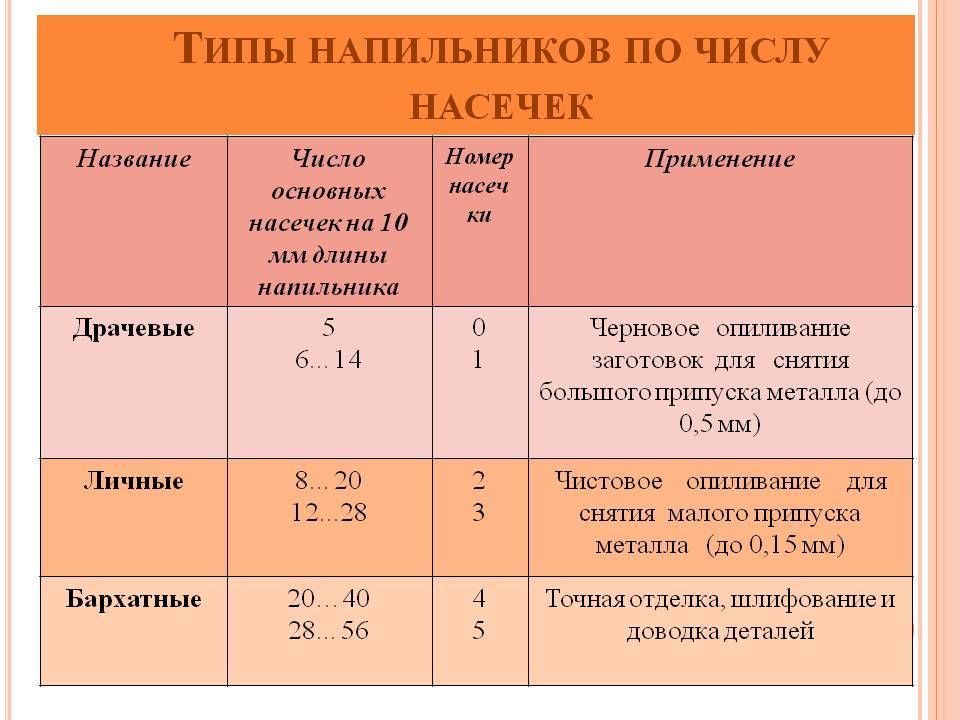
ГОСТ 1465–59 регламентирует шесть номеров насечек:
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.
Как сделать ручку напильника
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:
- Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.
- Наконец, куда будет вставляться хвостовик напильника, надеть металлическое кольцо. Его можно сделать, отрезав 1 см от трубки подходящего диаметра. Без него, при насаживании ручки на хвостовик, ручка расколется.
- Просверлить отверстие по оси ручки со стороны кольца на глубину равную ¾ длины хвостовика напильника. Сверло должно быть диаметром ½ средней толщины хвостовика.
- Насаживая ручку, следить за совпадением осей двух деталей.
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.
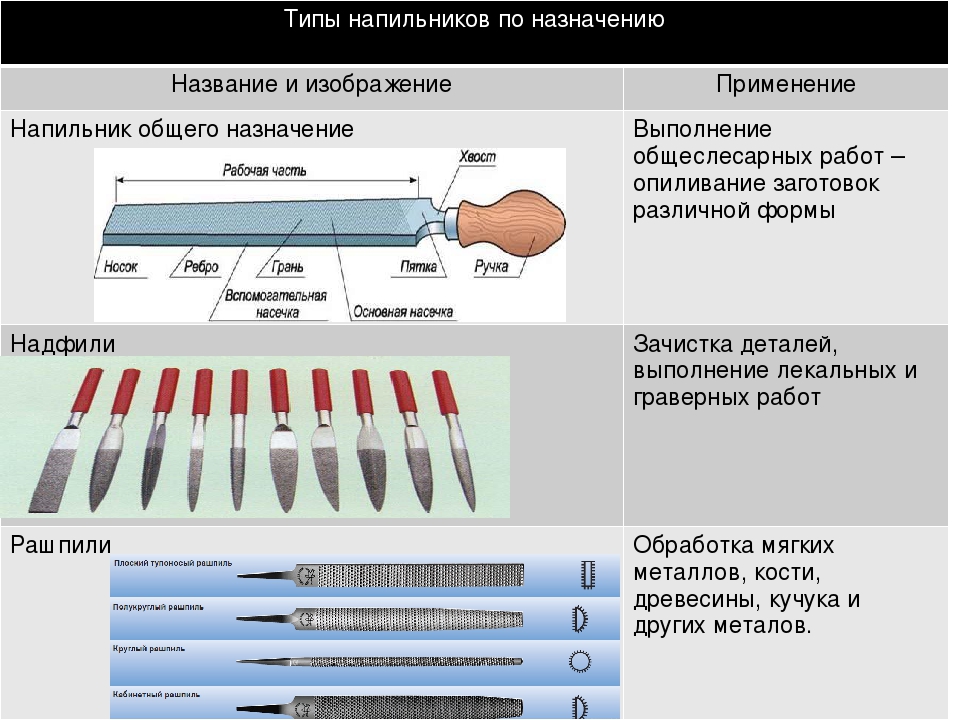
Надфиль плоский, трехгранный, круглый и другие
Надфиль – это, по сути, напильник небольшого размера. Сам же напильник слесари называют пилой, ввиду того, что насечка имеет вид зубьев, только вот они не перерезают тело материала, а скобят, т.е. счищают верхний слой его поверхности. Выходит, надфиль – миниатюрная пила. Предназначение мини-пилы – обработка металлов. Поэтому материал, из которого изготавливают надфили, обязан быть тверже, чем простая сталь. По ГОСТу 1435 и 5950 положено использовать углеродистые стали следующих марок: У12, У12А, У13, У13А или 13Х. Твердость при испытаниях должна составлять не ниже 55-58 единиц по шкале HRC.
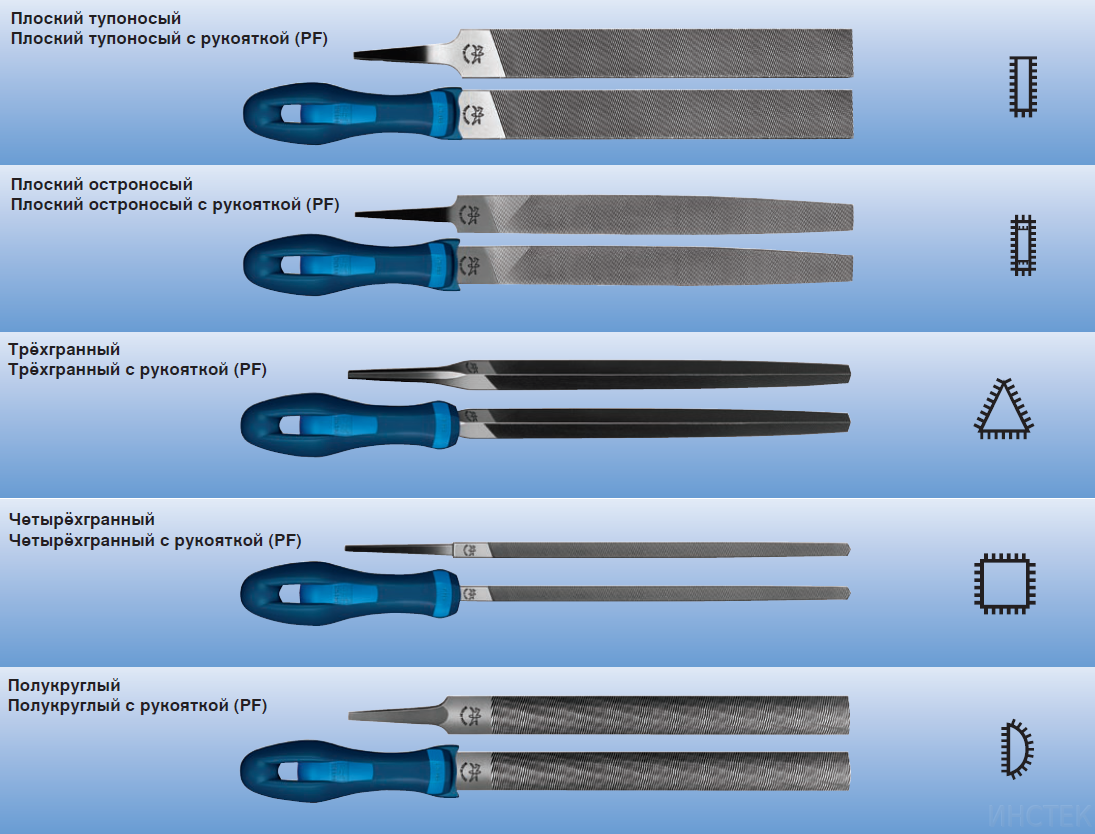
По форме сечения стержня выпускают следующие виды надфилей:
- плоский тупоносый надфиль;
- плоский остроносый; квадратный;
- трехгранный;
- трехгранный односторонний;
- круглый;
- полукруглый;
- ромбический;
- ножовочный (имеет форму равнобедренного треугольника с очень маленьким основанием);
- овальный (бывает двух типов: эллипсный и в виде прямоугольника с закругленными краями);
- пазовый.
Тупоносые инструменты по всей своей длине имеют одинаковый размер сечения, в остроносых – сечение стержня постепенно уменьшается к краю инструмента, ввиду этого и насечка на расстоянии до 3-х мм от края не контролируется изготовителем. Сама насечка также выполняется по стандартам. Во-первых, на основные рабочие части надфиля наносится только двойная насечка: основная и вспомогательная. За исключением круглых и овальных форм, которые могут использовать одинарную или спиральную одинарную.
Во-вторых, количество насечек на 10 миллиметров длины инструмента определяет его номер. Производители почти всегда указывают лишь номер инструмента: 00, 0, 1, 2, 3, 4, 5, 6, 7, 8
Важно понимать – чем больше номер, тем большее количество насечек на изделии, а значит – мельче зубья и более гладкую поверхность можно получить при обработке. Инструмент с крупными зубьями необходим при работе с большими поверхностями или там, где надо снять большой слой металла, например, трехгранным маленьким напильником с крупной насечкой удобно затачивать зубья пил по дереву. Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой
Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой
Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п
Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой. Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п.
Длина рабочей части маленького напильника всегда в два раза меньше его общей длины. И бывает только трех типоразмеров: 50, 60 и 80. Тут начинается самое интересное, номер насечки надфиля зависит от его типоразмера:
- инструменты с рабочей частью в 50 мм могут быть только с насечками: 1, 2, 4, 6, 8;
- инструменты с рабочей частью в 60 мм могут быть только с насечками: 0, 1, 3, 5, 7;
- инструменты с рабочей частью в 80 мм могут быть только с насечками: 00, 0, 2, 4, 6.
Почему сделано именно так, сказать сложно, но не мы с вами создаем ГОСТы, мы лишь хотим разобраться, какой набор надфилей по типоразмерам существует. Есть особая разновидность насечки – когда она расположена вдоль тела инструмента, а не поперек, как обычно. При этом сечение полотна – круглое, таким надфилем домохозяйки затачивают кухонные инструменты, носит он специфическое название – мусат. Процесс заточки происходит более бережливо для затачиваемых изделий, а также значительно быстрее, чем на наждаке.
Фото набора надфилей алмазных, rinscom.com
Фото набора надфилей, herraquim.com
Фото надфилей, fine-tools.com
Фото надфилей алмазных, rinscom.com
Фото надфиля плоского, fine-tools.com
Классификация напильников
Существуют разные типы напильников. Эти приспособления разделяются по нескольким факторам:
- виду насечек;
- форме приспособления для работы с заготовками;
- предназначению.
О каждой из представленных групп следует поговорить более подробно.

Типы напильников по металлу
Особенности
В понимании людей, не связанных с металлообработкой, приспособление, предназначенное для шлифовки металлических заготовок — это инструмент, состоящий из рабочей прямоугольной части, которая соединена с ручкой. На прямоугольнике из металла находятся зазубрины. Они снимают часть металла при передаче усилий. Однако бывают разные формы рабочей части.
Напильник не может изготавливаться из мягких материалов. Сталь, используемая для них, должна быть тверже обрабатываемых поверхностей.
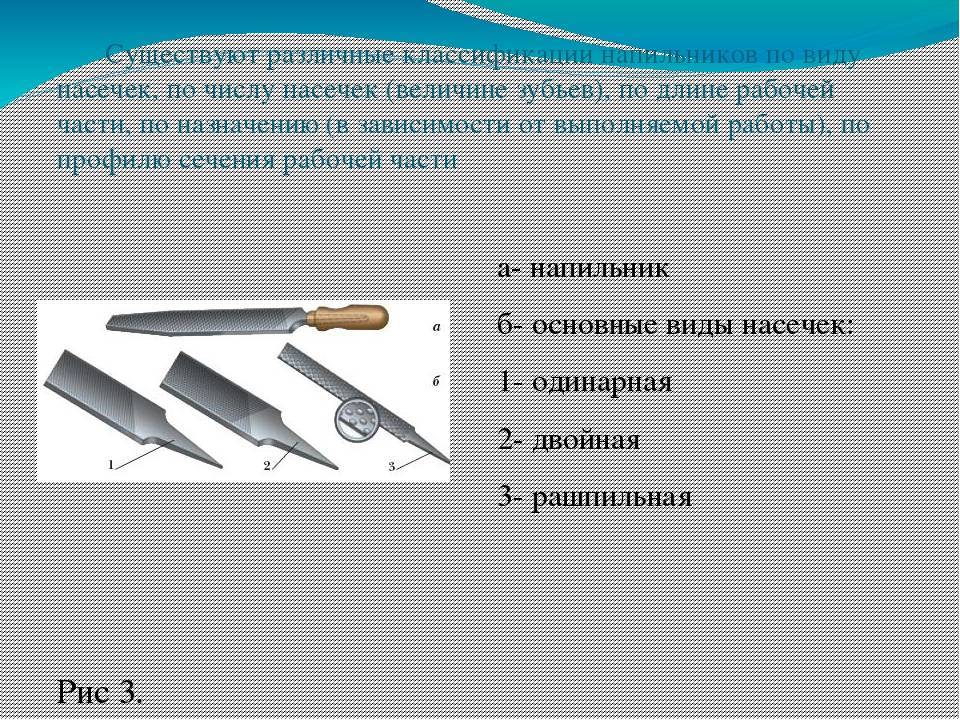
Виды насечек
Насечки напильника играют прямую роль при работе с разными материалами. Чтобы нанести их на рабочую поверхность инструмента, применяется несколько технологических операций — точение, фрезерование, насекание, протягивание, нарезание.
Разновидности насечек напильника:
- Одинарные — предназначены для работы с мягкими материалами: сплавами цветных металлов, деревом пластиком.
- Двойные — представляют собой дополнительную и основную насечки. Дополнительная прилегает к основной под углом. Такая конструкция позволяет работать с твердыми материалами. Связано это с тем, что две насечки снимают слой материала при этом измельчая появляющуюся стружку.
Инструменты классифицируются по размеру зубьев. Это показатель зависит от того, сколько насечек присутствует на рабочей части. Чем их меньше, тем больше изготавливается зуб. Существует 5 номеров размеров зубьев:



- Номера 0, 1 — применяются для грубой обработки металлических поверхностей. Зубья самые большие, позволяют быстро снимать много материала за малый промежуток времени. Недостаток таких приспособлений — низкая точность обработки.
- Размеры 2,3 — используются, когда нужно очистить слой до 0.06 мм.
- Размеры 4, 5 — применяются для финишной обработки деталей. Снимают малый слой материла, что позволяет проводить точные операции, доводить заготовку до требуемых габаритов.
Желательно иметь все номера, чтобы постепенно обрабатывать рабочую поверхность.
Типы напильников
По предназначению выделяются такие виды напильников:
- Ручной инструмент общего назначения. Используются при проведении слесарных работ. Насечка двойного вида. Размер зубьев выбирается зависимо от требуемого качества обработки.
- Приспособления специального назначения. Применяются на заводах, занимающихся металлообработкой. С их помощью исправляются дефекты, остающиеся после обработки заготовок станками. Выдерживают длительную активную эксплуатацию.
- Надфили — самая распространённая группа, которая состоит из 11 подгрупп моделей разной формы. Имеют насечки пятого номера, малый размер. Надфили используются для точной обработки деталей.
- Рашпили — модели большой длины, с крупными зубьями. Используются при грубой обработке металла.
Выбирать приспособление требуется исходя из его размера, формы, величины зубьев.
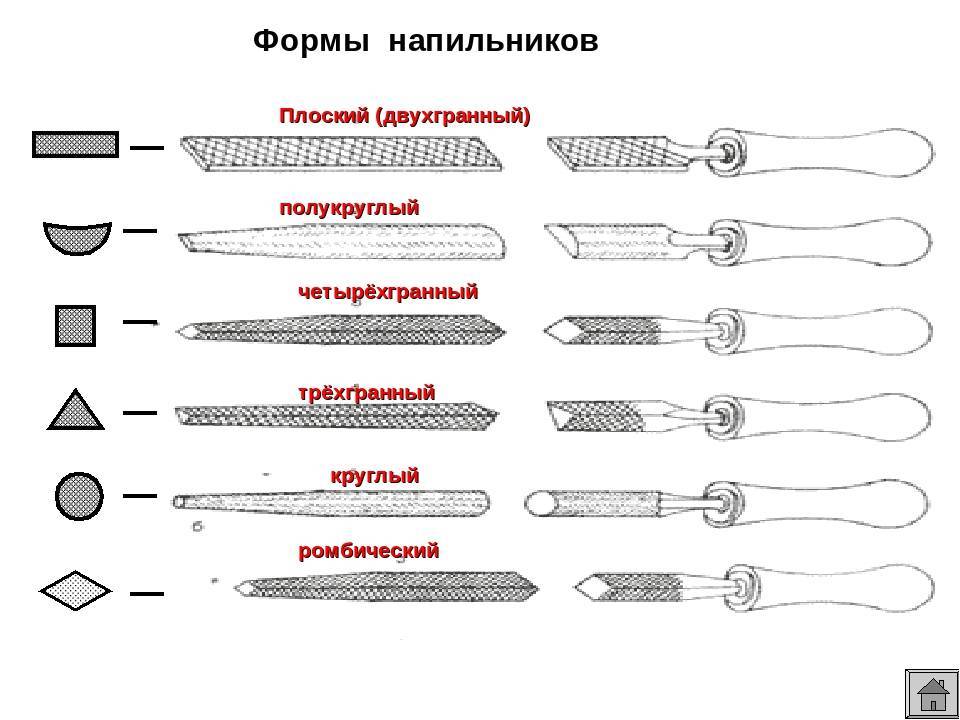
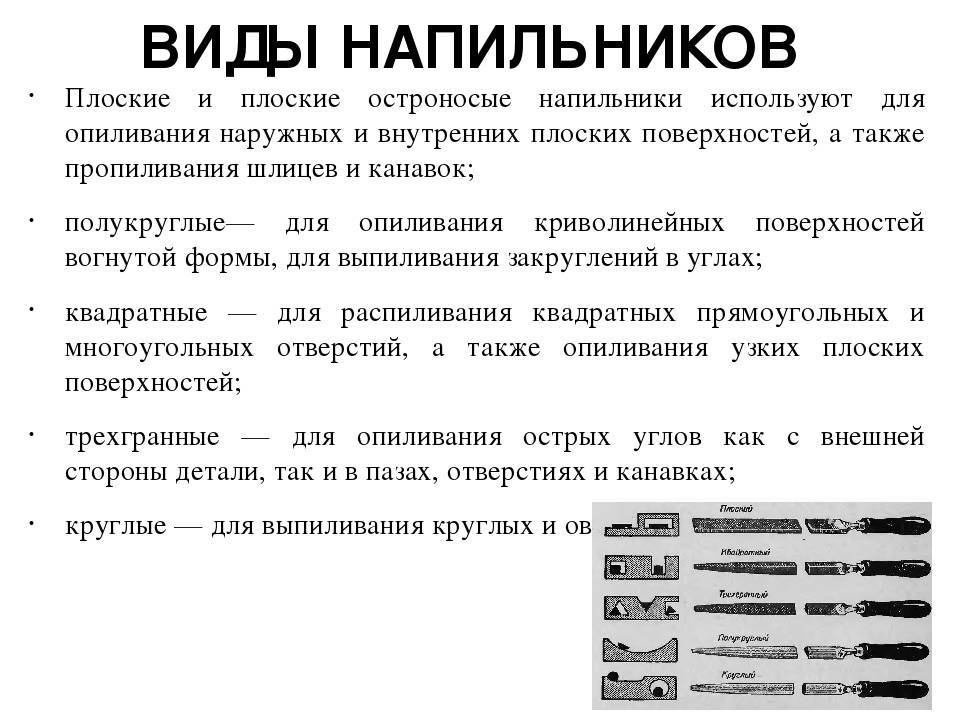
Форма напильников
Напильники по металлу классифицируются зависимо от формы. Существуют следующие виды инструментов:
- Плоские — классическая форма приспособлений для обработки металлических поверхностей.
- Трехгранные — с их помощью растачиваются пазы, канавки, отверстия.
- Квадратные — используются при работе с отверстиями сложной формы.
- Полукруглые инструменты — их помощью растачивают отверстия большого диаметра.
- Круглые — используются для расточки овальных круглых отверстий разного диаметра.
- Ромбовидные — обрабатывают зубья деталей, шестерни, оснастку.

Формы напильников
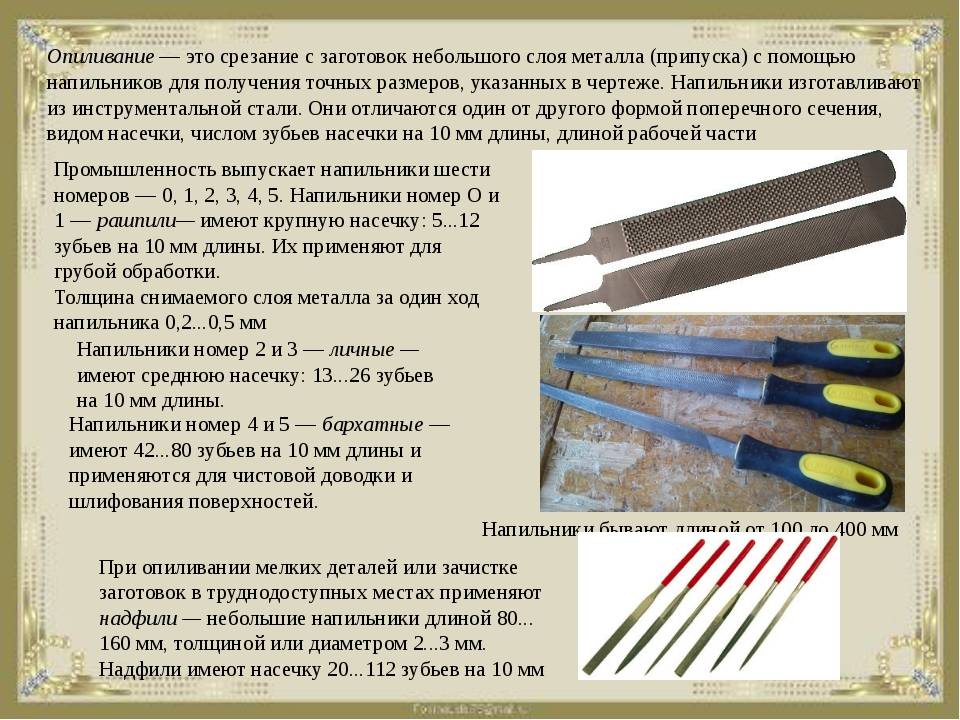
Виды напильников и их назначение
По этому признаку выделяют:
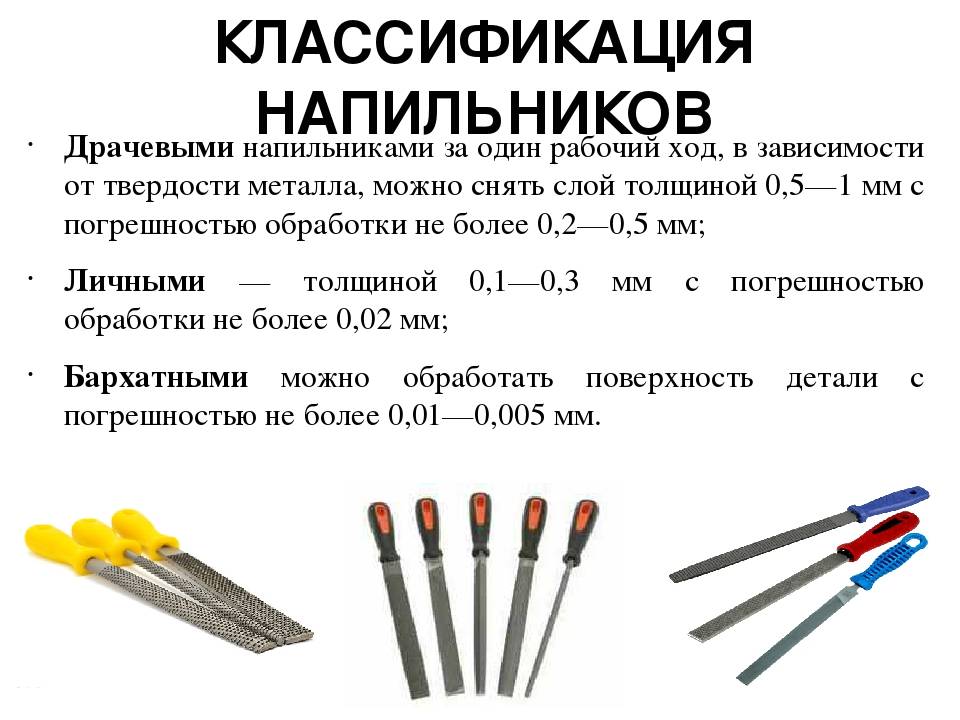
- 1-й класс. Это «драчёвые», используются при слесарных работах — для грубой и точной обработки металла. Номера насечек №0 и №1.
- 2-й – «личневые», их назначение — чистовая отделка, насечки №2 и №3.
- 3-й, 4-й, 5-й и 6-й классы с насечкой №4 и №5. У них название «бархатные», ими выполняют ювелирную отделку изделия.
- Спецназначения — способные формировать сложную геометрию;
- Надфили – для работ на малых площадях;
- Рашпили – ориентированные на работы с деревом и пластмассами;
- Машинные и ленточные скомпонованные с двигателями.

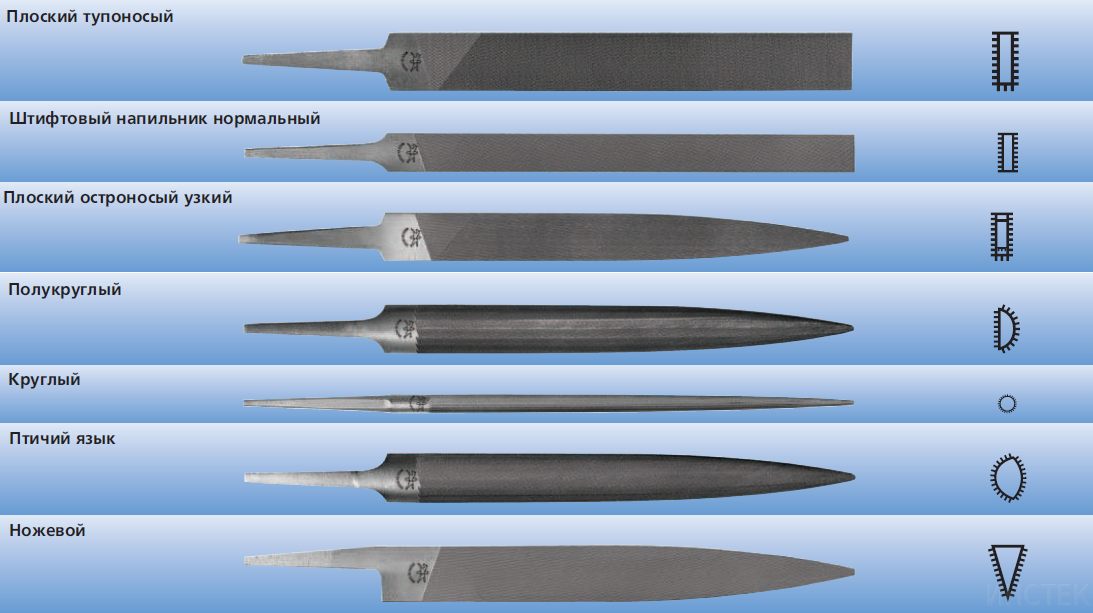
Виды напильника по форме
Формы рабочей части слесарные напильники классифицируются как типы:
- А – плоский, похожие на сплющенный прямоугольник;
- Б – плоские с узким носом;
- В – четырёхгранный (квадратный);
- Д – круглые сечения;
- Е- полукруглые (второе имя «овальные напильники»);
- Ж — ромбические;
- З – трёхгранный (другое название треугольный (имеют ещё название «ножовочные напильники») с сечением равностороннего или тупоугольного треугольника.
Тип «напильник речной» в классификации отсутствует.
Рабочая часть напильника варьируется по длине от 100 мм до 400 мм.
Виды и размер насечек
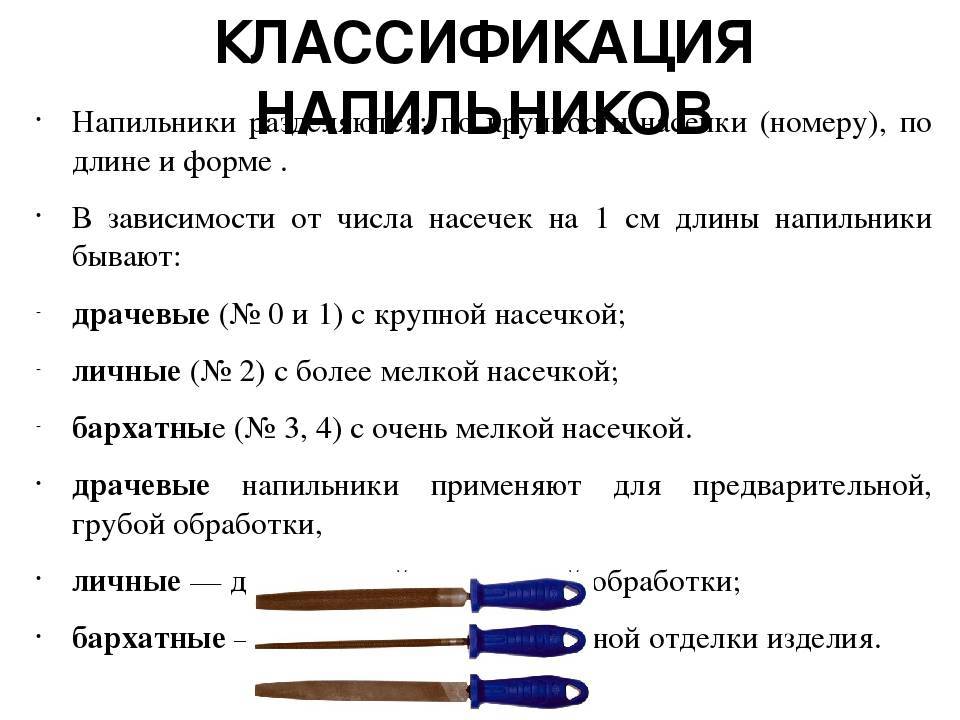
Международная практика применяет «качественную классификацию», учитывающую, сколько зубцов умещается на одном сантиметре длины рабочего полотна. Они формируются на болванке-заготовке.
Разные типы напильников имеют отличающиеся насечки. По их различию маркировка выполняется номерами по классам от 0 до 5.
Драчёвые №0 и №1 за одно рабочее движение сдирают слой металла толщиной 0,1 – 0,2 мм. Их не рекомендуется использовать при работе с твёрдыми материалами.
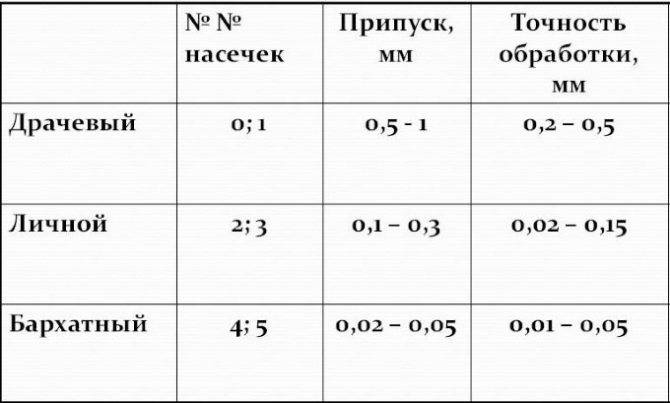
№2 и №3, называемые «Личными», одним проходом удаляют стружку 0,02 – 0,03 мм. Они участвуют в тонких работах и отделке деталей из мягких сталей.
Напильник с мелкой насечкой («Бархатный») №4 и №5 снимают материал на толщину 0,025 мм – 0,01 мм. Применяются для финишной полировки поверхности.
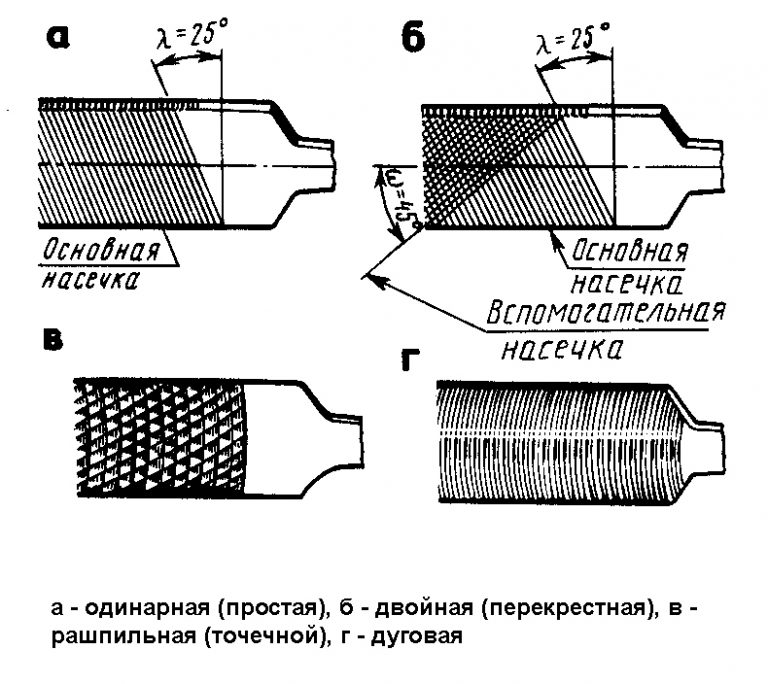
Чаще на изделие наносится двойная перекрёстная насечка. Дополнительная мелкая наносится поверх глубокой основной. Их направления составляют угол 70 градусов с продольной осью. Двойной ряд не только лучше и быстрее обдирает слой металла, но и измельчает стружку.

Точечная насечка называется «рашпильной». Она формируется фрезерно-дуговым способом. Отношение высоты зуба к её шагу должно быть не меньше 0,5.
Насечка у плоского напильника находится на грани и на ребре.
Материал напильника
Напильники изготавливают из углеродистой инструментальной стали. Используются марки: У10, У12, У13, ШХ15, содержащие от 1 до 1,5 % углерода. Этот металл обладает повышенной твёрдостью. Сталь ШХ15, кроме того, содержит добавку марганца в количестве примерно 0,2-0,4 %, хрома — не более 1,5 %. Это обеспечивает конечному продукту необходимую износостойкость.

Высокие механические качества напильнику обусловлены не только выбором марки стали, но и соответствующим режимом термообработки. Изготовленный инструмент проходит термообработку при определённой температуре по временному графику. Рабочая поверхность проходит закалку без отпуска.
Какие бывают напильники
Современное производство не всегда может быть удовлетворено результатами ручного труда, поэтому производители предлагают такие инструменты, как электрический или пневматический напильник.
Последние отличаются небольшой производительностью, но выигрывают в весе и размерах.
Сетевые инструменты имеют высокую производительность, тяжелее и габаритнее первых, но не требуют дополнительной подачи воздуха.
С развитием автономных технологий, появился новый вид – ленточный напильник аккумуляторный, который позволяет работать без привязки к точке питания.
Несмотря на то, что пневматика постепенно вытесняется с прилавков магазинов, есть модели, максимально отвечающие требованиям потребителя.
Один из таких популярных вариантов – ленточный пневматический напильник.
Он отлично справляется с зачисткой металлических поверхностей от следов сварки, коррозии и прочего в условиях небольших слесарных предприятий, частных автомастерских, производственных и сборочных цехов.
Нормативная база – некоторые особенности
На территории нашей страны принят ГОСТ 1465-80. В этом документе определены нормативные требования к этому изделию. В частности, в нем определены формы производимых изделий. Кроме того, в отдельном разделе отнормированы требования по твердости поверхности. ГОСТ регламентирует и порядок упаковки готового изделия. Так, каждый готовый инструмент должен быть отдельно упакован. Немаловажную роль играет и вид маркировки. На потребительской таре должно быть нанесена информация о твердости готовой продукции.
Напильники должны проходить испытания один раз в три года. Для этого необходимо использовать станок вида ТФ18-6 или его аналог. Для испытания напильников на сцепляемость необходимо использовать бруски, выполненные из стали У8, твердость поверхности 150 – 187 по НВ.






При проведении испытаний напильник должен совершить порядка 10 000 рабочих ходов, то есть порядка 50 – 55 за одну минуту. В приложениях ГОСТ, приведены таблицы, на основании которых делается вывод о пригодности партии инструмента к эксплуатации.
Как использовать надфиль?
Правила эксплуатации инструментов необходимо соблюдать, чтобы увеличить срок их службы. Зная, как правильно использовать надфиль, можно быть уверенным, что он прослужит длительное время.
- При шлифовке поверхностей следует подбирать напильники согласно твердости материала.
- Чтобы игольчатый напильник не забивался во время работы с мягкими сплавами, его поверхность рекомендуют обработать мелом.
- Использовать только что купленный напильник для твердых поверхностей не рекомендуется, сначала он должен «приработаться».
- Ржавые и загрязненные материалы перед опиливанием следует очистить.
- Перед работой с надфилем необходимо надеть специальную одежду и очки.

Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.
Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».
Напильник является ручным инструментом. Чтобы начать им работать, необходимо выполнить следующие операции:
- Проверить исправность инструмента. Ручка должна сидеть плотно, без люфта.
- Ознакомиться с правилами техники безопасности и строго выполнять их.
- Прочно закрепить заготовку в соответствующих приспособлениях, например, в тисках или прижать к верстаку струбциной. Желательно, чтобы поверхность, которую предстоит обрабатывать, была расположена горизонтально. Деталь должна выступать над поверхностью губок тисков примерно на 5 – 8мм.
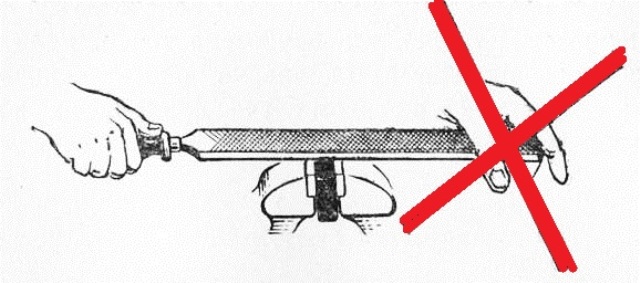
- Если работник правша, то он берёт напильник за рукоятку в свою правую руку, кладёт инструмент рабочей частью на намеченную к обработке зону детали, левой рукой аккуратно прижимает его к детали и начинает горизонтальные поступательно-возвратные движения вперёд-назад. При ходе вперёд на рукоятку и носок нужно нажимать. Направление движения составляет угол примерно 45 градусов к фронту заготовки. За каждое движение вперёд напильник снимает с неё некоторое количество материала. Щёткой (кордовой) из жёсткой проволоки необходимо с зубчатого поля удалять стружку. Чтобы предотвратить забивание насечки опилками цветного металла, специалисты советуют до начала работы натереть инструмент мелом.
- Если плоскость детали обрабатывается плоским напильником, то после каждого рабочего прохода следует перемещать инструмент в сторону перпендикулярно рабочему ходу. Таким образом будет покрыта вся площадь обработки.
- Необходимо следить за тем, чтобы инструмент двигался без перекосов, иначе на детали появятся царапины и борозды.
- Если задача заключается в обработке узкой полоски между двумя стенками, то надо следить за тем, чтобы не повредить запретную зону.
- При развёртке круглого или фигурного отверстия надо также следить за изменение его формы в результате работы круглого или квадратного напильника.
Опытные мастера часто модернизируют инструмент, подгоняя его под свой вкус и конкретные задачи. Изменяют длину, заостряют конец, делают более удобную ручку.
Напильником пользуются для облагораживания детали, которая обтачивалась на токарном станке. Ручным инструментом убирают бороздки от резца, формируют канавки, снимают фаски.
Как правильно работать напильником
Зная о том, какие виды напильников бывают, и чем они отличаются между собой, не будет лишним разобраться в вопросе правильного их применения. Многие мастера длительное время пользуются приборами, и даже не догадываются о том, что такая эксплуатация является неправильной. Если работать напильником неправильно, то кроме снижения эффективности применения инструмента, происходит его быстрый износ
Именно поэтому очень важно (особенно новичкам) разобраться в вопросе правильного применения напильников
Хотя этот прибор не представляет собой сложности конструкции, и к тому же он не является опасным, но при этом важно научится им работать. Для этого рекомендуется выполнить ряд следующих действий:
- Для начала нужно зафиксировать обрабатываемую деталь. Для этого используются тиски или струбцина, что зависит от габаритов заготовки. Деталь должна быть надежно зафиксирована, так как от этого зависит возможность ее обработки в целом
- Далее необходимо обеспечить рабочее место качественным освещением. Если освещение будет недостаточным или вовсе отсутствовать, то уместен риск порчи заготовки
- Выбрать подходящий вариант напильника. Именно на этом этапе новички сбиваются с пути, и выбирают приборы по типу шероховатости неправильно. Чтобы выбрать правильно напильник для проведения соответствующих работ, следует предварительно оценить состояние заготовки. Для снятия большого слоя металла используются инструменты драчевого типа. Снятие небольшого слоя металла или очистка поверхности от коррозии осуществляется напильниками личного или бархатного типа. В каждом случае нужен индивидуальный подход к выбору соответствующего прибора
- Подготовка напильника к работе. Если инструмент не новый, то предварительно рекомендуется выполнить очистку рабочей части. Для этого необходимо воспользоваться щеткой по металлу
- Переходим к выполнению работ, для чего нужно действовать следующим образом — взять инструмент одной рукой за рукоятку, а второй за пятку. Когда инструмент движется вперед, осуществляя удаление поверхностного слоя металла, необходимо прижимать его к заготовке
- Продолжается движение до момента окончания насечек рядом с пяткой. После этого осуществляются движения в обратную сторону. Для этого усилие руки, которой фиксируется носок, постепенно уменьшается
- В аналогичном порядке, осуществляя возвратно-поступательные движения вперед и назад, совершаются манипуляции по обработке

От правильности выбранного напильника зависит не только скорость выполнения работ, но еще и качество. После совершения соответствующих манипуляций, необходимо оценить состояние заготовки. Обычно после применения драчевых и личных напильников требуется выполнить обработку бархатными приборами, но все зависит от конкретных случаев.





