

История возникновения

Первые микрометры появились еще в шестнадцатом веке, но тогда они не находили применения — попросту не существовало таких механизмов, для которых нужна была бы такая большая точность. Все изменилось в девятнадцатом веке, когда появились более продвинутые и точные токарные станки, и другие механизмы. Благодаря развитию машиностроения микрометры снова стали востребованными, и появилось сразу несколько типов этого инструмента.
Мнение эксперта
Торсунов Павел Максимович
Опытный строитель с 10-летним стажем
Часто вместо микрометра применяют штангенциркуль. Это разные инструменты, но при выполнении некоторых работ они в какой-то степени взаимозаменяемы. К примеру, когда нужно группировать маленькие предметы по размеру. Штангенциркуль не дает таких же точных измерений, но он может использоваться как зажим.
Как измерять микрометром
Работа с микрометром требует высокой точности и аккуратности. Прежде, чем приступать к измерениям, еще раз напомним основные моменты обращения с прибором.
Основные правила пользования микрометром
Микрометр, как и любой другой прибор требует бережного и правильного обращения. Для повышения точности измерений прибора необходимо учесть следующие моменты.
- Если прибор имеет держатель, который чаще всего прикреплен к скобе, его необходимо жестко зафиксировать.
- Обязательно протираем (об этом уже не раз говорилось сегодня) поверхность губок пятки и винта.
- Выполняется поверка нулевых показаний. В случае некорректного отображения данный прибор необходимо перенастроить.
- Нельзя прилагать сверх усилия при фиксации детали с помощью трещотки! Поверхность зажимных механизмов выполнена их материалов высокой прочности, поэтому при сверх нажатии они могут повредить измеряемую деталь.
- Хранить микрометр лучше в специальном футляре или мешочке.
Электронные и лазерные приборы очень чувствительны к механическим повреждениям. Лучше хранить их в специальных кейсах.
Как правильно мерить микрометром
Рассмотрим на примере, как пользоваться микрометром:
| Иллюстрация | Описание действия |
| Для контроля измерений используем леску. Производитель заявляет толщину 0,28 мм. | |
| Перед началом процесса измерения следует выкрутить винт, чтобы расстояние было чуть больше лески путем вращения барабана. Применять трещотку в этом случае не стоит! Леску может просто сплющить. | |
| По верхней части шкалы стебля определяем количество полных мм. При этом если на нижней половине последняя видимая риска находится правее, то к полученному значению прибавляем еще 0,5 (вот зачем предусмотрено смещение нижней половины шкалы относительно верхней). | |
| Как мы видим производитель обманул с данными. Леска превышает заявленный показатель на 0,02 мм. Полный диаметр 0,30 мм. Не забывайте, что для правильного расчета, к числу, которое показывает цилиндр, мы прибавляем значение со шкалы барабана, цена деления которой составляет 0,01 мм. |
Основные разновидности
В зависимости от длины передвижного шпинделя (винта) микрометры классифицируют по типоразмерам. Приборостроительная промышленность производит устройства для измерения размера деталей в диапазонах:
- от 0 до 25 мм,
- от 25 до 50 мм,
- от 50 до 75 мм,
- до 500−600 мм.
Ряд измерительных приборов дополнительно укомплектован установочными концевыми мерами для возможности выставления устройства в позицию «на ноль».
Микрометры имеют различие по видам (по ГОСТ 6507–90 ) в зависимости от назначения и конструктивной принадлежности (ручные и настольные).
Широко распространены в использовании следующие виды измерительных микрометров:
гладкие — предназначены мерить наружные размеры; листовые — для толщины лент и листов, оснащены стрелочным циферблатом; трубные — для толщины трубных стенок; проволочные — для толщины проволоки; микрометрические головки — для измерения перемещения; зубомерные — измеряют нормали зубчатых цилиндрических колес, что важно для контроля качества при их производстве. Помимо отображенных в ГОСТ, используются и другие виды инструмента:
Помимо отображенных в ГОСТ, используются и другие виды инструмента:
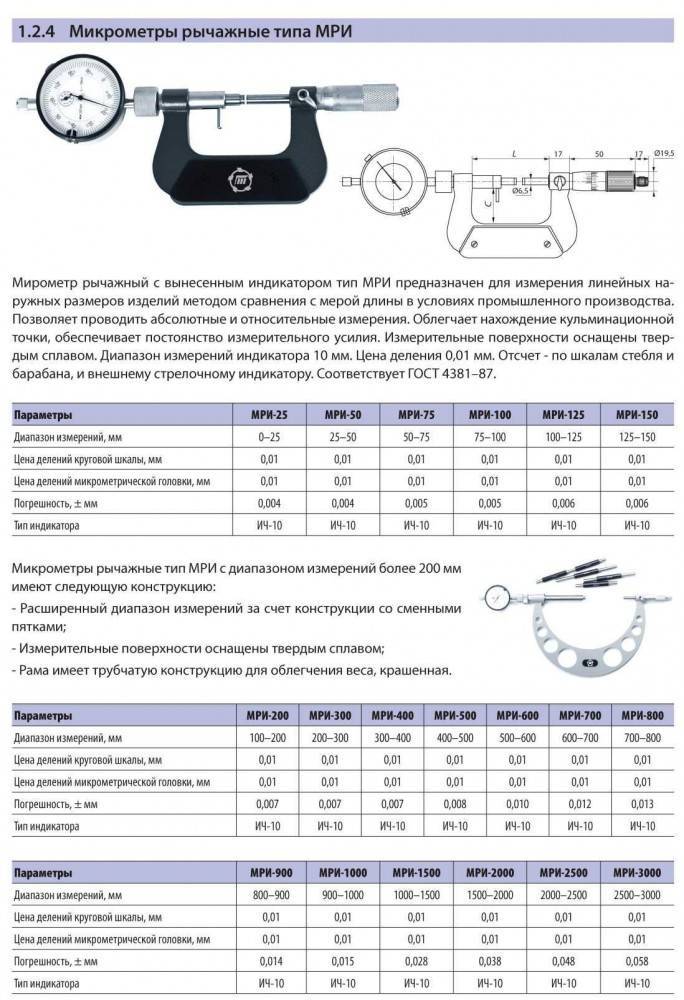
- рычажные микрометры — принцип действия прибора основан на механизме измерения линейных величин с помощью метода сравнений и оценок (модель МРИ);
- микрометры призматические — для измерения внешнего диаметра инструмента со множеством лезвий (серия МТИ, МПИ, МСИ);
- нутромеры микрометрические — для измерения внутренних параметров различных деталей (НМ, НМИ);
- канавочные;
- резьбомерные;
- универсальные и прочие.
Электронный инструмент
Для скоростных обмеров предназначены приборы с наличием электронной «цифровой» индикации, значение произведенных измерений у которых отображается на отдельном табло (к примеру, микрометр модифицированный МК — МКЦ).
Современные микрометры с цифровой индикацией имеют ряд определенных достоинств:
- Внутренняя электронная начинка в составе устройства и цифрового табло индикации значительно облегчает работу, связанную с измерением, и экономит время, расходуемое на считывание результатов. Табло индикатора электронного микрометра отображает все полученные измерительные данные, при этом проблемы со снятием данных, как правило, отсутствуют.
- Ощутимое преимущество цифровых устройств (ГОСТ 6507−90) составляет цена деления шкалы 0,001 мм и малые значения предела допустимой погрешности.
- Модели электронных микрометров способствуют осуществлению не только абсолютных, но и относительных измерений.
- Существует возможность из какого-либо положения в диапазоне измерений выставить прибор в нулевое значение. Это свойство полезно при техническом контроле, разбраковке изделий, сложных обмерах.
- Разбраковку и контроль качества деталей реально ускорить, если в память микрометра заложить допустимые граничные значения измерительных величин. Современные прогрессивные модели микрометров обладают такими функциональными возможностями.
- Устройства последних модификаций имеют разъемы, позволяющие отображать статистические данные измерений при помощи компьютера. Эта функция полезна при анализе серии измерений и для ведения отчетной документации испытаний.
- Универсальность цифрового прибора при пользовании также является плюсом, она дает возможность использовать как метрическую, так и английскую систему измерений.
Ощутимым недостатком цифровых измерительных устройств является ненадежность в работе. Всякая цифровая техника нуждается в особо аккуратном обиходе. Механическая модель микрометра при возможном падении не особо пострадает, хотя это отразится на способности работать в дальнейшем. При цифровом аналоге в таком случае существует риск немедленного прекращения работы, ремонтных затрат или даже замены прибора.
https://youtube.com/watch?v=2hpbMqMTYnI
Лазерный микрометр
Лазерный микрометр — новейший универсальный измерительный инструмент. Главное отличие прибора от механических аналогов — это потребность в автономном источнике питания.
Микрометр служит для бесконтактных измерений линейных величин, определения зазоров, ширины, толщины, внутренних диаметров в технологических объектах. Посредством лазерного устройства измеряют уровни сыпучих веществ, отслеживают положение объекта.
По причине высокой себестоимости лазерный манометр пока не пользуется большим спросом в частных кругах.
Originally posted 2018-03-28 15:34:19.
Обслуживание и эксплуатация
Существуют следующие правила эксплуатации метрических нутромеров:
- Нельзя вывертывать винты установочной меры. Иначе могут измениться размеры меры.
- Нутромер требуется держать на участках, обеспечивающих его минимальный прогиб. Дистанция между штихмасом и измерительными поверхностями должно составлять 1/5 от измеряемой длины.
- Нельзя вынимать измерительные стержни из корпусов.
- Для сохранения чистоты инструмента необходимо его периодически обрабатывать спиртовыми растворами или растительным маслом.
- Требуется избегать перетяжки удлинителей и головки.
При длительной эксплуатации штихмаса происходит загустение смазки. На поверхности микрометрического нутромера скапливается большое количество пыли.
Для смены смазки требуется полностью разобрать инструмент. Разборка штихмаса осуществляется посредством откручивания удлинительного стержня. Необходимо смазать микровинт, торцы и иные измерительные поверхности устройства. Рекомендуется использовать смазочные жидкости, улучшающими противокоррозионные свойства металлов.
Хранить инструмент нужно в специальном футляре, изготовленном из искусственной кожи, древесины или металлических материалов. Футляры должны иметь выемки, отверстия или гнезда для размещения отдельных частей измерительного прибора. Прибор нужно хранить в сухом помещении с температурой не более 25 °C. Нельзя хранить нутромер в помещениях, где в воздухе содержится большое количество примесей и агрессивных газов.
Транспортировать измерительные приборы нужно в крытых ящиках или контейнеров. Транспортировка осуществляется в соответствии с правилами перевозки грузов для различных транспортных средств
При транспортировании микрометрических нутромеров важно, чтобы в упаковке влажность составляла не более 98 %, температура воздуха – не более 35 °С
Пошаговая инструкция по использованию микрометра
Процесс измерения сводится к вращению барабана до соприкосновения пятки и плоской измерительной поверхности винта с габаритами предмета.
Чтобы не оставить без внимания ни один нюанс проведения измерений, приведем подробную инструкцию по использованию микрометра.
При пользовании цифровым микрометром трудности в снятии показаний обычно не возникают. Поэтому при описании процесса будем рассматривать прибор классической конструкции.
Этап первый. Проверка показаний
Желательно осуществлять не только при покупке нового прибора, но и каждый раз перед проведением измерений.
Для проверки показаний микрометра с диапазоном измерений от 0 до 25 мм нужно вращать барабан до смыкания измерительных плоскостей при отсутствии детали. Чтобы проверить показания микрометров с большим диапазоном, нужно использовать концевую меру, входящую в комплект прибора.








Барабан должен полностью закрыть шкалу, нанесенную на стебле. Говоря более точно, торец барабана должен остановиться четко на нулевой отметке стебля. А нулевая отметка шкалы барабана должна остановиться напротив продольного штриха.
Если неточность показаний обнаружена в магазине, от покупки стоит отказаться. Если показания сбились в процессе эксплуатации, можно пойти одним из двух путей решения проблемы:
- Если микрометр предназначен для домашнего использования, можно провести регулировку самостоятельно.
- Если микрометр производственный и его показания считаются официальными при изготовлении, контроле и сдаче деталей, регулировку следует поручить специально уполномоченным лицам или организациям.
Самостоятельная регулировка проводится по следующему алгоритму:
- Микрометрический винт фиксируется стопорным устройством при соединенных измерительных плоскостях или при зажатой между ними концевой мере.
- Барабан разъединяется с микрометрическим винтом. Для этого следует воспользоваться специальным ключом, входящим в комплект прибора. В некоторых моделях достаточно просто отвернуть трещотку вращением против часовой стрелки.
- Нулевой штрих на барабане совмещается с продольным штрихом на стебле.
- Проводится сборка прибора в обратном порядке.
- Осуществляется новая проверка показаний.
- В случае необходимости регулировка повторяется.
Этап второй. Фиксация детали измерительными поверхностями
Для получения точного результата измерений и предотвращения поломки микрометра вследствие неправильного обращения следует придерживаться простых рекомендаций:
- Удерживая деталь вплотную к пятке, вращением барабана подвести измерительную плоскость микрометрического винта близко к габариту детали. Не следует прилагать усилий.
- Дальнейшее вращение можно осуществлять только через трещотку. Серия щелчков трещотки подскажет, что измерительные поверхности соприкоснулись с деталью, а показания прибора соответствуют измеряемому габариту.
Этап третий. Снятие показаний
Показания начинают снимать с крупного разряда, а заканчивают — мелким.
Цены делений у разных микрометров могут отличаться, поэтому перед снятием показаний нужно ознакомиться с прибором. Для полной уверенности в правильности проведения измерений желательно прочитать паспорт.
В качестве примера возьмем наиболее широко распространенный гладкий микрометр МК25 с ценой деления 0,01 мм:
Снимаем показания шкалы стебля. Цена деления — 0,5 мм
Важно помнить: если деление не видно, искомый размер определяется предыдущим открытым делением.
Снимаем показания шкалы барабана. В рассматриваемом приборе цена деления барабана — 0,01 мм. Цифры на барабане показывают сотые доли миллиметра.
Суммируем показания шкал стебля и барабана.
Цифры на барабане показывают сотые доли миллиметра.
Суммируем показания шкал стебля и барабана.
Мы довольно подробно рассмотрели, как пользоваться микрометром. Видеоурок по его использованию поможет более наглядно раскрыть тонкости проведения измерений.
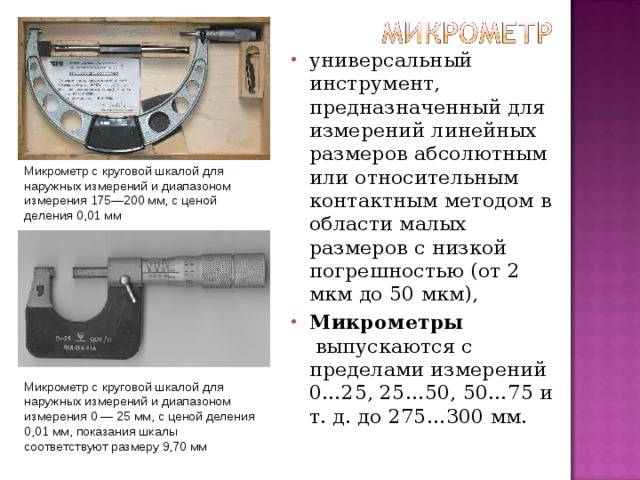
Микрометр гладкий
В быту чаще всего приходится сталкиваться именно с микрометром гладким. Он наиболее универсален и чаще других встречается в домашних наборах инструментов. Кроме того, умея пользоваться этим инструментом, каждый с легкостью сможет воспользоваться и прибором другого типа.
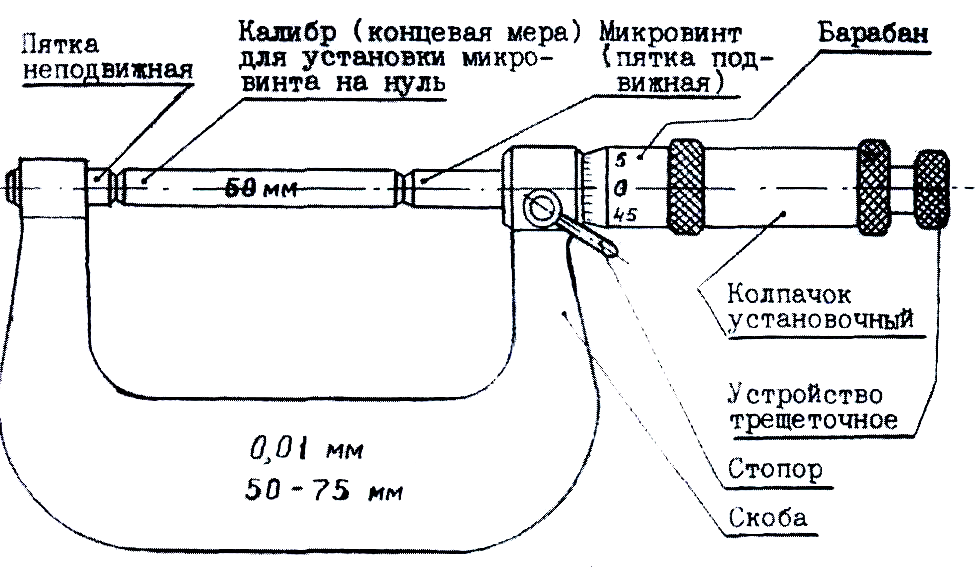
Устройство
Все механизмы расположены на скобе. На ней жестко закреплена пятка, она служит неподвижным упором в процессе выполнения измерений. На противоположном конце скобы жестко закреплен стебель, он выполнен в виде полого цилиндра.
На стебле нанесена шкала, цена ее деления обычно составляет 0,5 мм. Внутри стебля располагается винтовая пара. Гладкая часть микрометрического винта выходит из стебля в измерительную зону и оканчивается плоской измерительной поверхностью.
Противоположная часть микрометрического винта жестко соединена с барабаном. На барабане нанесена шкала, позволяющая отсчитывать сотые или тысячные доли миллиметра. На практике мы чаще сталкиваемся с микрометрами, имеющими цену деления 0,01 мм.
На внешнем торце барабана размещена трещотка. Она ограничивает крутящий момент, прикладываемый рукой человека при вращении винта. Это позволяет избежать неверных показаний прибора при упругой деформации элементов винтовой пары. Кроме того, трещотка не даст повредить механизм микрометра приложением чрезмерных усилий.
Как мы видим, устройство микрометра довольно простое.
Класс точности
Вопреки распространенному заблуждению, класс точности микрометра определяет не цену деления, а допускаемую погрешность. Например, для МК25 первого класса предел погрешности составляет ±2 мкм (±0,002 мм), а второго класса — уже ±4 мкм (±0,004 мм).
Маркировка
ГОСТ 6507–90 определяет условные обозначения микрометров. Например, уже упомянутый гладкий микрометр с диапазоном измерения от 0 до 25 мм первого класса имеет обозначение «Микрометр МК25−1 ГОСТ 6507–90 ».
ГОСТ — документ, требующий неукоснительного соблюдения. В литературе могут встречаться обозначения этого же микрометра, написанные через пробел (микрометр МК 25) или через дефис (МК-25). Однако единственно верным является слитное написание (МК25).
Микрометр с цифровой индикацией
Имеющиеся в продаже микрометры с цифровой индикацией обладают рядом преимуществ:
- Наличие электронной начинки в составе прибора и цифровой индикации существенно упрощает процесс измерения и сокращает время, затрачиваемое на считывание показаний.
- Явным преимуществом производимых согласно ГОСТ 6507–90 цифровых приборов является цена деления 0,001 мм, а также небольшой предел допускаемой погрешности.
- Современные цифровые модели позволяют проводить не только абсолютные, но и относительные измерения. В любом положении из диапазона измерений можно выставить нулевое значение. Такая функция полезна при техническом контроле, разбраковке деталей, сложных измерениях.
- Контроль и разбраковку деталей можно проводить еще быстрее, если занести в память прибора пределы допуска. Продвинутые модели обладают такой функцией.
- Приборы последних лет имеют разъем, позволяющий выводить статистику измерений на компьютер. Эта функция полезна как для анализа серии измерений, так и для составления различных отчетов.
- Цифровые инструменты универсальны для жителей любой страны мира, поскольку позволяют использовать метрическую или английскую систему измерений.
Есть у цифровых приборов и свои недостатки. Главный из них — меньшая надежность. Любая цифровая техника требует бережного отношения. Классический механический микрометр при случайном падении на пол с большой долей вероятности не пострадает, хотя и для него это плохо. А вот цифровой при таком обращении может отказаться продолжать работу, что потребует ремонта или даже покупки нового прибора.
Также следует помнить, что дешевый цифровой прибор неизвестного производителя может выдавать существенные ошибки в результатах. И ошибки эти могут быть гораздо более критичными, чем ошибки, выдаваемые дешевой механической моделью. Разумеется, речь здесь идет о приборах, фактически не соответствующих ГОСТу. Хотя даже изготовленные по ГОСТу цифровые модели порой демонстрируют загадочное поведение или отказываются работать спустя месяц после начала эксплуатации.
Историческая справка
Винтовая пара для точной установки размеров применялась еще в шестнадцатом веке. Она была составной частью прогрессивных по тем временам прицельных приспособлений для пушек, входила в состав конструкций геодезических инструментов.
В 1848 году француз Пальмер впервые получил патент на микрометр. Вернее, тогда изобретение назвали винтовым штангенциркулем, имеющим круговой нониус. Этот прибор мог бы совершить революцию в области измерений. Однако промышленность в то время не обеспечивала такой высокой точности обработки материалов. Инструмент не пользовался популярностью и про него забыли.
Вспомнили про него американцы Луснан Шарпе и Джозеф Браун в 1867 году. Промышленность развивалась, производство наполнялось новыми технологиями и прогрессивными металлообрабатывающими станками. Американские инженеры уловили потребность в позабытом измерительном инструменте и начали серийное производство микрометров. Впоследствии появились и другие микрометрические инструменты.
Предлагаем Вашему вниманию познавательную статью о хронографах для пневматики.
Порядок проведения измерений микрометром
Рабочие поверхности микрометра разводят на величину чуть большую, чем размер измеряемой детали, иначе при работе можно её поцарапать. Дело в том, что торцевые поверхности пятки и микрометрического винта имеют высокую твердость для устойчивости к истиранию.

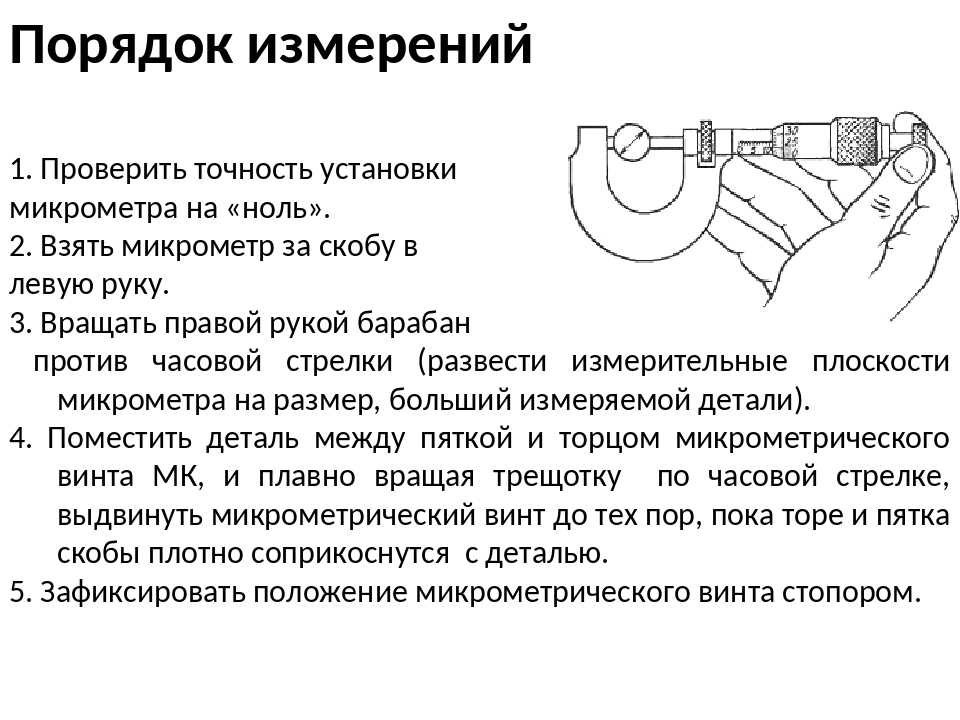







Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков. Положение микрометрического винта фиксируют с помощью стопорного устройства для того, чтобы не сбить показания при считывании значений со шкалы.
В процессе работы с микрометром его следует держать за скобу таким образом, чтобы была видна шкала стебля, и показания можно было снять на месте.
При измерении диаметра вала, измерительные поверхности нужно выставлять в диаметрально противоположных точках. При этом пятка прижимается к валу, а микрометрический винт, который медленно вращают трещоткой, последовательно выравнивается в двух направлениях: осевом и радиальном. После работы необходимо проверить точность инструмента с помощью эталона.
Как правильно считывать показания?
Шкалу на стебле можно рассматривать, как обычную линейку с дополнительным полу миллиметровым разрешением. В процессе измерения, круговая шкала занимает какое-то положение относительно контрольной риски на линейной шкале.
Деление на миллиметровой шкале ближайшее к острому краю барабана, или совпадающее с ним, показывает число целых миллиметров.
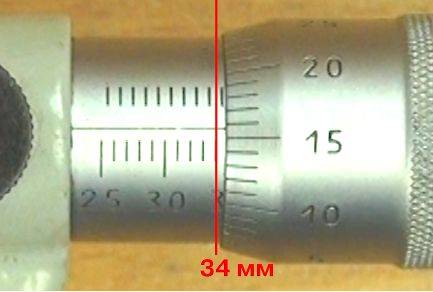
Показывает число целых миллиметров
Если нет полного совпадения с миллиметровым делением, смотрим на деления полу миллиметровой шкалы. Это означает, что в данном размере кроме целых миллиметров есть десятые и сотые, которые надо прибавить к целым делениям на круговой шкале.
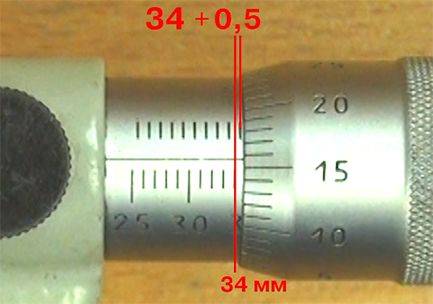
Полумиллимитровая шкала
Деление, совпадающее с контрольной риской, соответствует числу сотых долей миллиметра. В итоге все составляющие суммируются, что и будет результатом измерений.

Итоговое значение размера
Примеры измерения целых и дробных размеров
С краем барабана точно совпадает деление с числом 28. Полумиллимитровых составляющих нет, сотых долей тоже. В этом случае обычно говорят, размер в нулях, получилось точное целое число.
Ближнее к краю барабана деление с числом 26, полумиллиметрового деления, которое к краю ближе, чем миллиметровые не наблюдается. Значит полу миллиметровых долей нет. На круговой шкале 36 и пять сотых, таким образом, действительный размер у нас получился 26,365 мм.

Дробный размер
Если микрометр с нижним измерительным пределом от 100 миллиметров, то к его показаниям прибавляется величина нижнего предела указанного на его корпусе.

Наиболее частые ошибки при считывании показаний относительно полумиллиметровой шкалы:
- невнимательность;
- плохое зрение;
- недостаток знаний;
- иногда, неотрегулированное положение края барабана относительно линейных шкал.
Сравнение замеров штангенциркулем и микрометром
Рассмотрим пример измерения размера штангенциркулем. Измерение показало размер 22 мм.
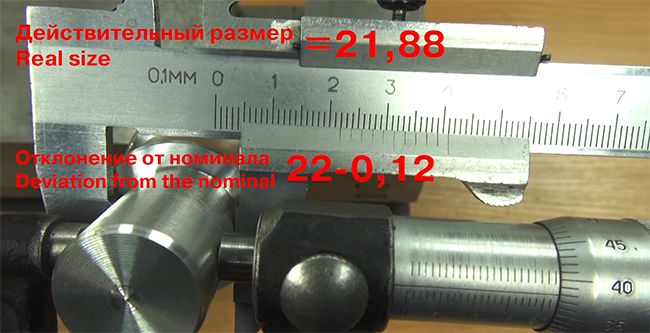
Замеряем штангенциркулем, проверяем микрометром
Уточняющий замер микрометром показал, что этот размер меньше чем 22 на 12 сотых и равен 21,88 мм. На чертеже он записывается как 22 с допуском -0,12.
Такое ступенчатое измерение оградит от многих ошибок. Еще одно применение инструмента заключается в измерении отклонений относительно другого размера, например, при выяснении величины износа или искажение формы.
Выставляем ноль на микрометре или как правильно калибровать
Как пользоваться микрометром, знают далеко не многие, и еще меньше людей знает о том, что перед началом работ надо выставить прибор на ноль. Что это значит, когда и как надо это делать, выясним дальше.
На ноль прибор надо выставлять тогда, когда при калибровании выявляется, что прибор показывает неточные данные. Установка на ноль — это и есть калибрование инструмента, и выполняется этот процесс очень легко. Для этого необходимо взять в руки прибор, и проверить совпадение нолевой риски на подвижном барабане с центральной отметкой на стебле. Чтобы выполнить проверку, для этого лапки необходимо свести друг с другом до момента срабатывания трещотки. После этого делаем следующие действия:
- Проверяем совпадение. Если ноль не совпадает с отметкой на неподвижной шкале, тогда приступаем к регулировочным манипуляциям
- Для этого понадобится воспользоваться специальным шестигранным ключом или выполнить работы вручную, что зависит от модификации
- Сначала сводим губки друг с другом
- При помощи переключателя фиксируем их в неподвижном состоянии губку
- Ослабляется крепление трещотки, а затем перемещается барабан до совпадения ноля со шкалой на стебле
- Закрутить трещотку, удерживая в таком положении барабан
На этом выставление ноля на микрометре считается завершенным. Ниже на видео показан принцип калибрования микрометра при помощи шестигранного ключа. Принцип практически идентичный, только ключом надо выкрутить крепление барабана, чтобы иметь возможность его совмещения ноля с осевой линией.
https://youtube.com/watch?v=cxWpAh28jM0%3F
Микрометрические инструменты. Микрометр.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru Оглавление книги Предыдущая Следующая
Для точного измерения наружных и внутренних диаметров, толщин и глубин применяются микрометрические инструменты. К ним относятся: микрометры различных конструкций и назначения, микрометрические нутромеры и микрометрические глубиномеры. Все типы микрометрических инструментов работают по принципу использования взаимного перемещения винта и гайки. Наибольшее распространение имеют микрометры. Они выпускаются следующих типов: микрометры гладкие обыкновенные, микрометры с плоскими вставками, микрометры рычажные, микрометры резьбовые. Все микрометрические инструменты имеют точность отсчета 0,01 мм.
Микрометры гладкие предназначены для измерения наружных размеров и длин гладких деталей. Согласно стандарту микрометры выпускаются со следующими пределами измерений: 0—25, 25—50, 50—75, 75—100 и далее через 25 мм до 275—300 мм, а затем 300—400, 400—500 и 500—600 мм.
У всех микрометров максимальное перемещение микрометрического винта составляет 25 мм, что способствует сохранению необходимой точности. При более длинных винтах точность была бы ниже вследствие накопления ошибок при изготовлении винта. У трех последних типов микрометров с разницей в пределах измерения в 100 мм ход винта также равен 25 мм, а увеличение пределов измерений достигается за счет применения сменных пяток.
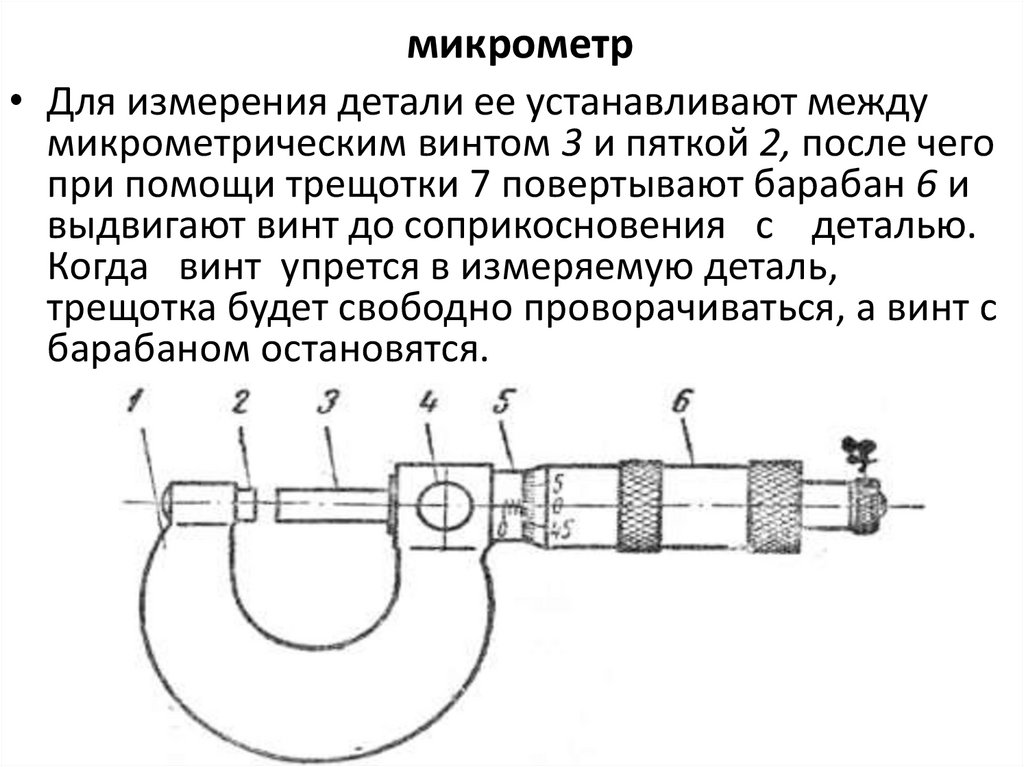
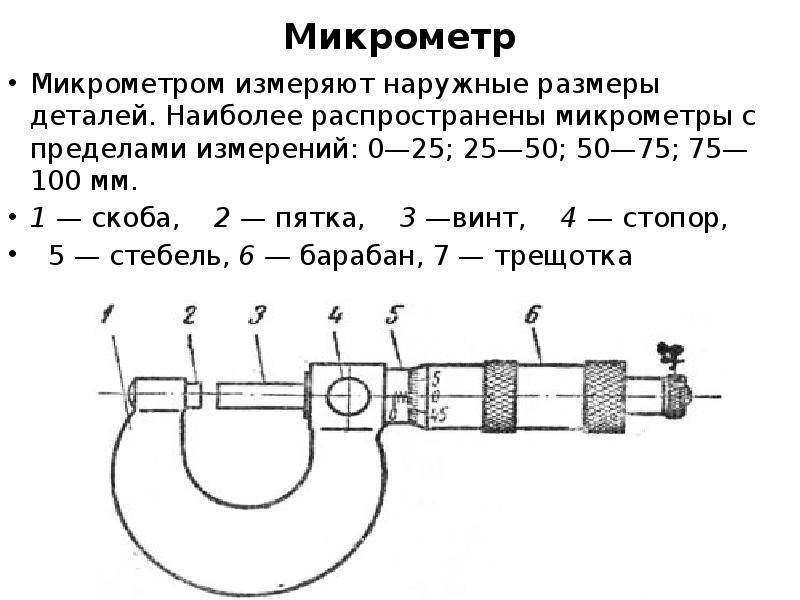
Рис. 18. Микрометр
Микрометр (рис. 18) состоит из скобы 1, в которую запрессованы с одной стороны неподвижная пятка 2, с другой — стебель 5. Стебель имеет внутри нарезку, в которую ввинчивается микрометрический винт 3. Винт неподвижно скреплен с барабаном 6, к торцу которого привернут корпус трещотки 7. При вращении трещотки вращается барабан и микрометрический винт. Трещотка служит для обеспечения постоянной величины зажатия измеряемых деталей и, следовательно, точности измерения. Закрепление винта в определенном положении производится стопором 4.
На стебле вдоль его оси нанесена черта, по обе стороны которой расположена шкала, где с одной стороны указаны целые миллиметры, с Другой стороны — полумиллиметры. На конической части барабана нанесена круговая шкала, имеющая 50 делений. Шаг микрометрического винта равен 0,5 мм, т. е. за один оборот винт перемещается на 0,5 мм, а при повороте на одно деление барабана продольное перемещен ние составит 0,5 : 50 = 0,01 мм. Отсчет размеров производится по шкале на стебле (целые миллиметры и полумиллиметры) и пошкале на барабане (сотые доли миллиметра). Считаются те деления на стебле, которые находятся слева от скошенного края барабана, и то деление на барабане, которое совпадает с продольной чертой на стебле.







Перед проведением замеров проверяют нулевые положения микрометра. Для этого при помощи трещотки перемещают микрометрический винт до соприкосновения его с неподвижной пяткой при пределах измерения 0—25 мм или с установочной мерой при других пределах измерения. Размер установочной меры должен быть равен нижнему пределу измерения микрометра. При этом у исправного микрометра должны совпадать нулевой штрих барабана с продольной чертой стебля, а кромка барабана — с нулевым штрихом шкалы стебля.
Микрометрический нутромер (штихмасс) применяется для измерений внутренних размеров отверстий, пазов, скоб. Он выпускается с пределами измерений 50—75, 75—175, 75—600, 150— 1250, 860—2500, 1520—4000 мм. Увеличение предела измерений производится за счет применения удлинителей. Микрометрический нутромер состоит из микрометрической головки с измерительными наконечниками и комплекта удлинителей. Нутромер отличается от микрометра отсутствием скобы и трещотки, а также некоторыми конструктивными особенностями. Микрометрический глубиномер используется для точного измерения глубины отверстий, пазов, канавок, выточек. Он выпускается с пределами измерений 0—25, 0—50, 0—100 мм. Точность отсчета 0,01 мм. Максимальный ход микрометрического винта 25 мм. Расширение пределов измерений достигается применением сменных стержней.
Перейти вверх к навигации
Как надо измерять микрометром пошаговое обучение с видео инструкцией
К измерениям надо приступать сразу после того, как прибор был откалиброван. Для этого основание прибора зажимает в тисках, чтобы дальнейшие манипуляции проводились легко. В губках зажимается деталь, размеры которой надо узнать. Причем делать это надо правильно, ведь при малейшей перетяжке возникнет повреждение резьбового соединения. После того как подвижная губка упрется в деталь, надо привести в движение трещотку. С ее помощью губка предотвратит нарушение целостности детали или разрушение конструкции прибора. После этого следует перевести зажим в режим фиксации, и приступить к считыванию показаний.
Инструкция по считыванию показаний имеет следующий вид:
- На стебле имеется две шкалы. Нижняя шкала является основной, а верхняя показывает десятые доли миллиметров. Есть модели, на которых верхняя шкала является основной, а нижняя показывает десятые доли миллиметров (надо ориентироваться на наличие цифр возле штрихов)
- На барабане шкала предназначена для отсчитывания сотых долей миллиметров
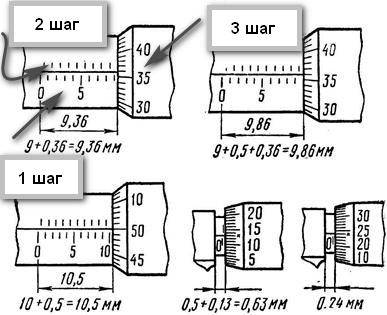
- Сначала смотрим на нижнюю шкалу, и определяем целое число в миллиметрах. К примеру, если барабан остановился за цифрой 5, тогда значение будет равняться 5 мм
- Далее смотрим на верхнюю часть шкалы стебля. В верхней части шкала имеет деление 0,5 мм, и отсчет по ней выполняется просто. Если барабан остановился за риской, которая находится за нижней отметкой, тогда к значению надо прибавить 0,5 мм. Если же барабан остановился сразу за риской снизу, и при этом верхняя риска находится за нижним значением, тогда половину прибавлять не нужно.
- Далее проводится расчет сотых долей миллиметров по вращающемуся барабану. Для этого ориентируемся по прямой линии на стебле. Для этого определяем значение на шкале барабана, которая совпадет с линией на стебле. К примеру, барабан остановился на значении 40. Прибавляем это значение к полученному числу: 5,5+0,40=5,9 мм
Для того чтобы понять принцип исчисления, ниже приведен подробный пример с пошаговым описанием.
Ориентируясь на инструкцию, произвести исчисления по микрометру не составит большого труда. Аналогично выполняется расчет на всех видах аналоговых микрометров. Если измерения выполнять электронным прибором, то все исчисления выполняются автоматически, и пользователю остается их только считать с дисплея. Часто пользователи задаются вопросом о том, как пользоваться микрометром часового типа. Принцип измерения аналогичен, но имеет некоторые отличия.
https://youtube.com/watch?v=ypPNNlR-JJQ%3F
Процедура измерения
Чтобы проводить точные измерения, необходимо чётко понимать, как пользоваться микрометром. На самом деле измерять прибором очень просто, если понимать основные принципы его работы.
Первое, что предстоит сделать перед началом работы — проверить калибровку устройства. Микрометр систематически требуется проверять на предмет отсутствия дефектов и отклонений, которые могут возникать в процессе проведения измерений.
В том случае, когда сбивается шкала, следует провести регулировку при помощи специального ключа, входящего в комплект каждого микрометра. Ну, а для того чтобы понять, насколько точен инструмент, достаточно просто сомкнуть измерительные плоскости.
При этом нужно помнить, что после того как микрометрический винт встанет впритык к противоположной плоскости, на электронном табло устройства высветится показатель ноль. Что же касается механических приборов, то в таких устройствах барабан должен практически полностью прикрывать стебель инструмента, в то время как скошенный край должен стать на нулевую отметку.
После проверки следует зафиксировать измеряемую деталь. Однако этот процесс имеет некоторые особенности, которые следует учитывать. Слишком сильно зажимать деталь никогда нельзя, так как это может негативно сказаться на результатах измерения и даст большую погрешность в вычислениях.
Для зажима деталей в устройстве предусмотрен специальный механизм. Чтобы зафиксировать предмет, необходимо дожать винт устройства при помощи специального барабана, располагающегося непосредственно у 2-й измерительной плоскости.
В процессе закрепления предмета должен почувствоваться небольшой упор, после чего можно постепенно делать смещение по ручке и производить вращение трещотки. Как только будут слышны щелчки, следует прекратить вращение, поскольку это означает, что деталь уже хорошо зафиксирована.
Заключительный этап — снятие показаний прибора. Что касается электронных приборов, то тут всё просто — достаточно посмотреть на дисплей и переписать полученные данные. Механические устройства немного сложней в этом плане. Для того чтобы понять, какие показания зафиксировало устройство, необходимо сначала считать информацию с крупных, а затем с мелких цифр, располагающихся на обеих шкалах. Нужно помнить, что нижние деления указывают на 1 мм, в то время как верхние — на 0.5 мм.
Как видно, пользоваться измерительным инструментом несложно, и наличие каких-то определённых навыков и опыта для этого не требуется.
Рекомендации по эксплуатации
Чтобы микрометр прослужил как можно дольше, а его показатели давали верные результаты измерений, необходимо придерживаться некоторых правил эксплуатации.
- После каждого использования устройства, его следует очищать от пыли и других загрязнений. Наиболее тщательно нужно очищать измерительные поверхности.
- Чтобы прибор всегда показывал только точные данные, необходимо следить за тем, чтобы устройство сохраняло первоначальную форму. То есть нельзя допускать, чтобы микрометр падал, ударялся или получал иные механические повреждения — это приведёт к сбою микрометра и калибровки.
- Проводить измерения необходимо только чистых и гладких поверхностей деталей. То есть на поверхности измеряемого предмета не должно быть грязи или наждачной пыли.
- Переносить устройство лучше всего в специальном защитном футляре или кейсе, которые предназначены для подобных целей и включаются в комплект к микрометру.
- Хранить прибор следует в сухом месте со стабильной температурой воздуха и минимальной влажностью. Любые температурные перепады могут негативно сказаться на работе устройства.
- Если инструмент не планируется использовать продолжительное время, то его необходимо протереть специальным составом — авиационным бензином, после чего насухо вытереть и смазать вазелином.
- Никогда не следует измерять накалённые или горячие элементы, поскольку в этом случае результаты измерений могут оказаться неточными.
Нужно понимать, что точность вычислений устройства в первую очередь зависит от того, как с ним обращаться. Если соблюдать эти рекомендации, то микрометр прослужит не один год, а его работа будет радовать максимально верными вычислениями.





