

Способы полировки нержавеющей стали
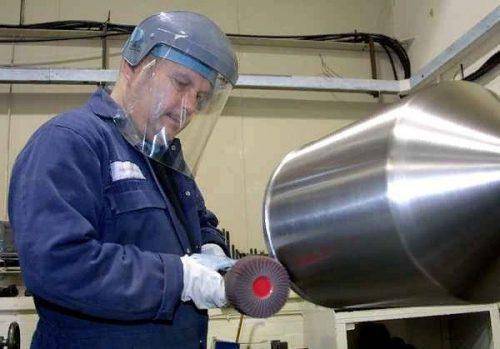
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности. Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах. Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
Механическая полировка
При механической полировке нержавеющей стали производится срезание микровыступов металла с помощью абразивных зерен. В качестве инструмента в этом случае выступают круги, диски, валики и ленты, а в роли абразивных материалов выступают полировочные пасты и суспензии. В состав некоторых из них добавляют химические компоненты, которые вместе с абразивом воздействуют на микронеровности. Такой вид обработки называется химико-механической полировкой нержавеющей стали.
2 Механические методы – классика, доступная каждому
Это наиболее простой способ добиться зеркально гладкой поверхности. Заключается он в следующем. Высокая скорость вращения полировального материала и возникающее при этом трение приводит к повышению температуры, в результате тончайший поверхностный слой оплавляется и становится идеально гладким.
Механическое полирование материала
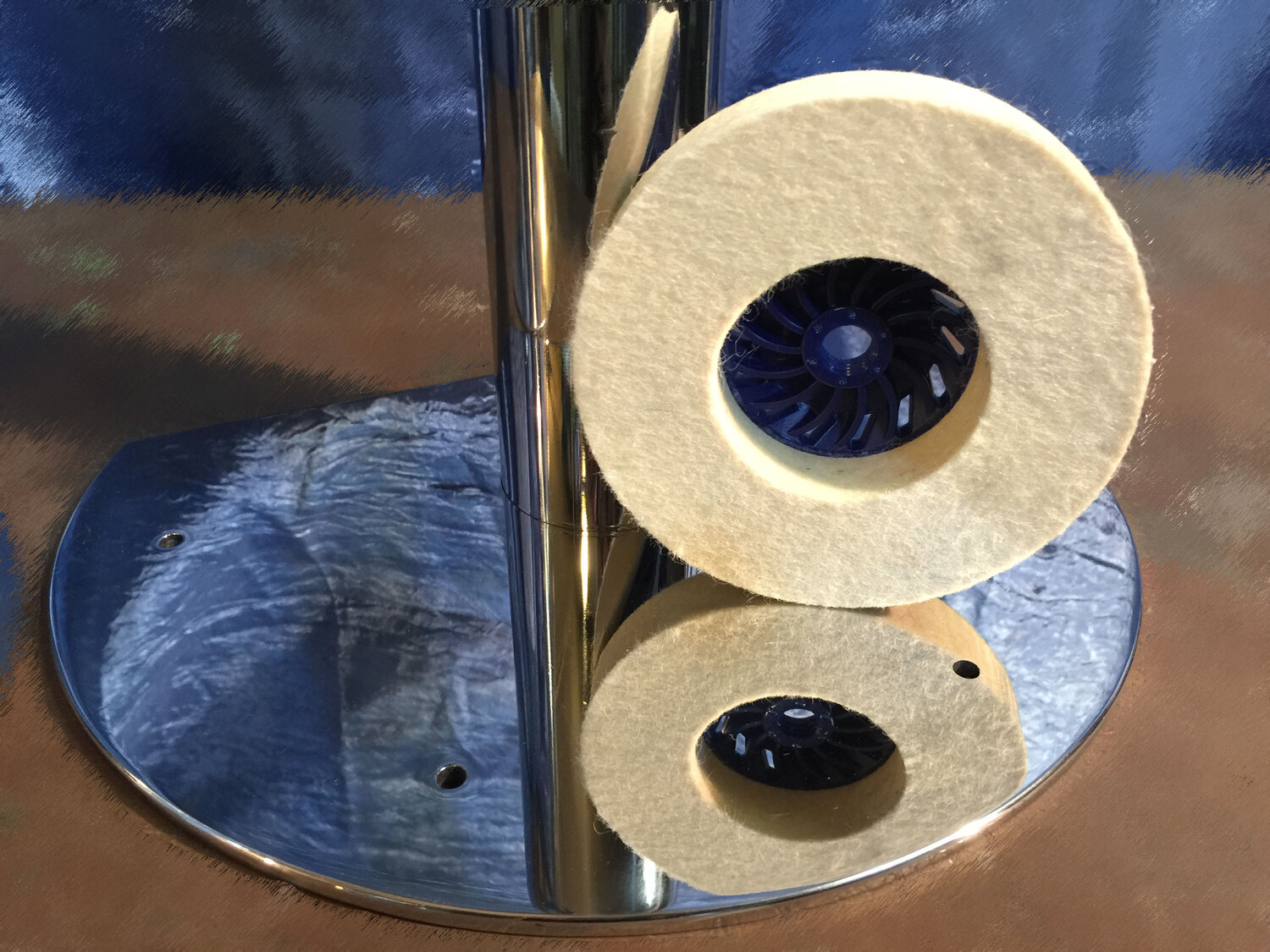
Существует два вида полировки – черновая и чистовая. Первая делается более крупнозернистыми материалами и необходима для устранения шероховатости поверхности. В качестве рабочего инструмента выступают специальные пасты или ленты, на которые нанесены абразивные частички. Чистовое полирование – финишный этап. В этом случае нашли свое применение специальные порошки, тонкие полировальные пасты, в состав которых дополнительно входят и поверхностно-активные вещества. Они наносятся только на мягкие круги из эластичного материала, которыми и натирают обрабатываемое изделие.
Делать полирование можно и вручную, но это займет очень много времени. Поэтому придется обзавестись специальной шлифовальной машинкой. Начинается обработка наиболее крупнозернистым материалом, а затем каждый последующий раз необходимо уменьшать размер абразива вдвое. При этом лучше не устанавливать скорость больше 4500 об/мин. Финишное полирование начинают с участков, где заметны мелкие риски.
Специальная шлифовальная машинка
Однако если речь идет о мелких элементах незамысловатой формы, тогда возможно избежать электрополировки нержавеющей стали и использовать ручной метод. В этом случае специальная паста наносится на кусочек войлока либо иной мягкой ткани, и поверхность натирается круговыми движениями. Также ручного способа не избежать при обработке труднодоступных мест, куда шлифовальная машинка не сможет достать.
Качественные характеристики полированной трубы из нержавеющей стали
Труба нержавеющая полированная с высокими качественными характеристиками может быть получена исключительно в производственных условиях при наличии специального оборудования и контрольно-измерительных приборов.
Нержавеющая полированная труба, прошедшая поверхностную финишную обработку в надлежащих производственных условиях, обладает рядом важных технических и декоративных характеристик:
Практически любые транспортируемые по трубе жидкости – вода, молоко, кислоты, щёлочи, спирт, бензин – не вступают в реакцию с внутренними поверхностями изделия.
При обвязке нержавеющей полированной трубой бойлеров и котлов важными являются обе её характеристики – утилитарная и декоративная. На внутренних стенках не образуется накипь, а внешняя полированная поверхность эффектно вписывается в интерьер дома.
Декоративные возможности полированной нержавеющей трубы позволяют использовать её внутри здания, для наружной отделки фасада, в ландшафтном дизайне. Полированная труба из нержавейки является непременным атрибутом суперсовременного стиля хай-тек.
Сфера применения полированных труб из нержавеющих сталей
Поскольку нержавеющие трубы полируются, чаще всего, для придания изделию привлекательного внешнего вида, то и используются они, как правило, в декоративных целях.

При производстве мебели нержавеющая труба полированная служит для изготовления каркасов для стульев, различных стоек, дуг передвижных столиков. Такие изделия получаются не только эстетичными, но и прочными, долговечными, сохраняющими свой блеск в течение долгих десятилетий.
Из полированных труб, имеющих не только круглое, но и любое иное сечение, изготавливают декоративные карнизы, ограждения, перила, навесы. Такие изделия в течение длительного периода способны выдерживать воздействие ветра, температурных перепадов, которые усугубляются контактом с абразивными веществами – пылью и песком.
Однако полированные трубы выполняют не только декоративную функцию, но и широко применяются в пищевой промышленности.
Это объясняется идеальной гладкой поверхностью, которая не даёт возможности бактериям скапливаться на ней, и отсутствием химического влияния трубы на транспортируемые по ней вещества.
Все выше перечисленные свойства этого материала делают его востребованным и в медицине. Кроме инструментов, изготавливают имплантаты из полированной нержавеющей трубы, не отторгаемые организмом благодаря своей химической стабильности.
Полированные трубы из коррозионностойких сталей, используемые в системах водоснабжения и отопления, не требуют скрытой прокладки под фальшпанелями или подвесными потолками. Нержавеющие полированные трубы, по сравнению с хромированными, являются гораздо более стойкими к внешним повреждениям
К каким изменениям приводит полирование?
Полировка – финишная стадия при изготовлении различных изделий. Заключается этот процесс в оплавлении поверхностного слоя толщиной 0,01–0,03 мм. В результате устраняются все мелкие дефекты (микротрещины, царапины, раковины и т. д.). Поверхность получается идеально гладкой и отражает свет. Подобный эффект достигается благодаря тому, что глубина неровностей менее длины волны видимого света.

Полировка различных изделий
Добиться зеркальной поверхности металла можно и другими способами, например, хонингованием. Но они обычно требуют специального оборудования, материалов и знаний. Поэтому их применение оправдано только когда необходимо обеспечить заданную точность. С полированием все намного проще. Для этой операции используются довольно простые станки, а полировальный инструмент можно сделать даже в домашних условиях. Отлично проявили себя войлок, кожа, мягкая ткань. На рынке и в магазинах продаются специальные пасты, сделанные на основе окиси хрома, трепела или крокуса. Эти материалы используются для механического метода, но существуют еще и химические способы обработки поверхности в специальных растворах.

Зеркальная поверхность металла
Правильно подготовить изделие очень важно. На поверхности не допускается наличие различных дефектов, поэтому перед полированием следует стадия шлифования (снятие более толстого слоя)
Чтобы найти скрытые изъяны, полирование начинается с наиболее «слабых» участков. Например, в сварных конструкциях это швы, где чаще всего обнаруживаются микротрещины или раковины. Полировку нержавеющей стали, впрочем, как и иных материалов, делают в несколько подходов, каждый раз подбирая рабочий материал меньшей зернистости. Причем желательно свести количество операций к минимуму.
Абразивный метод
В этом случае шлифованная нержавейка подвергается обработке наружной или внутренней плоскости абразивными веществами. Фракция зерна применяется различная. При помощи абразивного метода получается абсолютно гладкая поверхность, нередко даже зеркальная. Хотя обработка грубым абразивом может применяться еще на стадии изготовления. Так делают самые дешевые профильные трубы из нержавейки. В остальных случаях полировка нержавеющей трубы начинается со шлифовки крупнозернистым абразивом, затем диаметр зерна уменьшают и переходят к наиболее тонкой обработке. В ней участвуют войлочные валики.
Этот способ полировки именуется круглым шлифованием и наиболее часто используется для труб — обработки внутренних и наружных поверхностей. Нержавеющий металлопрокат подвергается ленточному шлифованию, в котором используются эластичные ленты, а абразивные суспензии на основе оксидов металлов применяются в качестве дополнительного средства. Обычно диаметр зерна абразива в этом случае не превышает 5 мкм. Также стоит добавить, что абразивная полировка может быть сухой и мокрой. Во втором случае частицы несет вода.
Химический способ
Небольшие детали из нержавейки обрабатывают методом, который не требует большого приложения физических усилий и нескольких часов работы. Использовать круги может быть просто неудобно. Погрузить очищенную заготовку в ванну со строго дозированными реагентами, разведенными до нужной концентрации дистиллированной водой. За достаточный интервал времени, под воздействием едких реактивов, все контактирующие с жидкой активной средой шероховатости стали устраняются. Глубокие царапины, следы сварки предварительно сначала выравнивают наждачными кругами, после заглаживают мягкими кругами с пастой нужной зернистости (ГОИ). Иначе все крупные изъяны тоже отполируются с сохранением формы.
Для правильного выбора компонентов, их концентрации в водной массе, желательно знать марку нержавейки :
- Марку Х18Н9Т погружают в следующий состав: кислоты: 230 мл серной, 40 мл азотной, 70 мл соляной. На 1 л раствора добавляют краситель кислотный черный — 6 г, столярный клей — 10 г, хлористый натрий — 6 г. Выдерживается температура жидкости 65-70 °С, время 5÷30 мин.
- Кислоты в соотношении к полному объему: азотная 4÷5%, ортофосфорная 20÷30%, соляная 3÷4%, метилоранж — 1÷1.5%, в водном растворе с температурой 18÷25 °С, Ориентировочное время выдержки 5÷ 10 мин.
- На литр состава количество кислот: серная 230 г, соляная 660 г, кислотного красителя оранжевого– 25 г. Выдержать температуру 70÷75 °С, время 2÷3 мин.
Для полноты реакции во всех точках и удаления образующихся продуктов, жидкость в емкости непрерывно перемешивают. Можно шевелить стальную деталь.
Химическое выравнивание линии внешней границы нержавейки (полировка) происходит потому, что интенсивнее реакция идет на выступах профиля. Для предотвращения скопления продуктов взаимодействия во впадинах, углублениях, углах, принудительно создают движение жидкости. После смывания химических реактивов натирают салфеткой с небольшим количеством состава — полироля.
Мелкая механизация
Отполировать нержавейку до зеркала можно не только в специальных компаниях или на заводе, но и дома. Для этого будет достаточно малой механизации.










Данный метод подойдет для того, чтобы придать изделиям привлекательный и презентабельный внешний вид после удаления изъянов.
Для полировки нержавейки придется использовать следующее:
- «болгарка», или угловая шлифовальная машина;
- фетровые или войлочные круги;
- камень или наждачная бумага;
- полирующее средство;
- круги для шлифовки с различной зернистостью.
Этапы полировки
Полировка изделий проходит в несколько этапов. Изначально нужно удалить весь лишний металл на швах. Для этого отлично подойдет угловая шлифовальная машина. Для нее придется приобрести круг на фибровой основе. Его зернистость не должна превышать P60.
Если поверхность необходимого изделия гладкая, данный промежуточный этап можно игнорировать.Далее нужно прошлифовать металл с другим кругом, зернистость которого составляет Р120. Это позволит избавиться от полос, появившихся после работы с другим зерном.
Размер абразива нужно каждый раз уменьшать, что даст возможность делать поверхность более гладкой.
Если у вас нет нужного круга, его можно легко сделать самостоятельно. Для этого вам понадобятся войлочный или фетровый круг, на который нужно нанести столярный клей. Также можно просто потереть друг об друга наждачную бумагу и камень.
После проведения работ нужно удалить все следу шлифовки.
Возьмите средство для полировки и нанесите его на поверхность.

Механическая полировка вручную
Из-за наличия на большей части изделий различных неровностей часто приходится полировать их вручную. Вам придется запастись терпением, так как полировка нержавейки до зеркала описанным ниже методом может занять большое количество времени. В процессе работы вам понадобятся:
- абразивная паста;
- мягкий войлок.
Этапы полировки
- На войлок нужно нанести пасту.
- Полируйте изделие до блеска, тщательно обрабатывая наиболее проблемные места.
Шлифовка с механическим полированием
После повреждающей обработки металла (резки, сварки, сверления, чистки жесткими роторными щетками, ударов), образуются дефекты различной величины:
- царапины, вмятины;
- швы, наплывы, раковины;
- сколы;
- трещины;
- заусенцы.
Эти разрушения поверхности снижают стойкость к износу, отражающую способность, противодействие сложным нагрузкам. Для устранения шероховатостей, придания блеска такому твердому материалу, каким является нержавейка, придется выполнить 4 – 5 операций. С помощью электрической шлифмашины и сменных абразивных кругов проводится шлифование. Войлочным/фетровым кругом, после грубой чистки, начинают полировать изделие. Удобство обработки сложных деталей из нержавеющей стали дает бесконечная лента.
Механическое воздействие мягкого круга с нанесенной пастой снимает очень незначительное количество металла. Глянцевое выравнивание происходит за счет перераспределения структуры верхнего слоя нержавейки, а не срезания его. Под воздействием воздуха, активных компонентов пасты, нагрева от трения разрушаются старые окисные пленки и, тут же, при остывании, создаются новые.
После механического полирования не создается идеальной гладкости и, соответственно, блеска в неудобных для доступа местах. В таком случае заканчивают полировать вручную. Наведение на нержавеющей стали зеркального глянца руками – операция трудоемкая, долговременная, но выполнимая. Начинают создание зеркала шлифовкой пастами, заканчивают жидкими полиролями.

Механический способ полировки нержавейки
Подвергать процессу необходимо всю видимую плоскость – частичная местная обработка будет заметна. Устранить видимые различия применением полироля не получиться.
4 Электрохимическая полировка – что изменит присутствие тока?
При электрохимической полировке нержавеющей стали изделие тоже погружается в раствор, но только в этом случае через него пропускают электрический ток. На металле есть тонкая оксидная пленка, ее толщина неодинакова на всей поверхности из-за наличия микровпадин и микровыступов. В углублениях она более толстая. Кислотный раствор интенсивней реагирует в местах, где этот защитный слой утончается. Из-за такой разности скорости реакции поверхность получается идеально гладкой и значительно лучшего качества, чем после механической обработки. Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
К достоинствам этого метода относится высокое качество поверхности, отличная производительность. Электрохимическое полирование не требует физических усилий как при механической обработке, к тому же можно исключить этап обезжиривания. Поверхность полируется очень быстро. Плюс ко всему гальванические покрытия обладают превосходной прочностью сцепления с поверхностями, отполированными механическим методом.
 Процесс электрохимической полировки
Процесс электрохимической полировки
А вот в недостатки можно записать зависимость от электроэнергии и ее расход. Кроме того, изделие необходимо предварительно отшлифовать механическим способом. Электрохимическая полировка чувствительна к качеству состава, температуре электролита, времени выдержки и плотности пропускаемого тока
Как и в химическом методе, работать придется с вредными для организма составами, поэтому обязательно уделяем должное внимание технике безопасности. Для электрохимического полирования нержавеющих сталей преимущественно используются электролиты на основе серной, хромовой и фосфорных кислот
Состав № 1
Берется 730 г/л фосфорной и не более 700 г/л серной кислоты. Добавляется триэтаноламин 4–6 г/л и совсем немного катапина (0,5–1,0). Раствор нагревают до температуры не менее 60 °C и не более 80 °C. Через изделие проводится ток плотностью от 20 до 50 А/дм2. Делать электрохимическое полирование нужно около пяти минут.
 Состав для полирования
Состав для полирования
Состав № 2
Детали из хромоникельмолибденовой или хромоникелевой нержавеющей стали помещают в состав из ортофосфорной и серной кислот, взятых в соотношении 65 % и 15 % соответственно. Еще добавляется 12 % глицерина, 5 % хромового ангидрида и очищенная вода (оставшиеся 3 %). Процесс протекает при температуре от 45 до 70 °C и плотности тока около 7 А/дм2. Время выдержки зависит от ряда факторов. Сварные изделия достаточно полировать всего 10–12 минут, а после пескоструйной обработки нужно выдержать в растворе около получаса.
Полировка ручным способом
Мастера со всего мира в прошлом не имели специализированного оборудования, однако работу свою выполняли качественно. Но как отполировать нож без специальной техники? После термической обработки мастера пользовались натуральными абразивными материалами (такими как камень или приспособление из металла).

Полировка ручным способом помогает добиться идеально ровной поверхности. Таким способом можно получить правильную форму клинка. Даже используя специальное полировочное и шлифовальное устройство, не всегда можно добиться подобного эффекта. Считается, что ручная полировка – это финальная обработка ножа.
Как отполировать нож в домашних условиях правильно, используя ручной метод? Прежде, чем перейти к ручной обработке, необходимо провести полировку ножа на ленте, зернистость которой не должна быть меньше 320. С помощью наждачной бумаги в первую очередь удаляют царапины. Они могут появиться на поверхности изделия после машинной обработки.
3 Химическое полирование – особенности и рецепты
При этом способе изделие погружают в химический раствор и держат определенное время
Также очень важно соблюдать температурный режим. В результате протекания химических процессов микронеровности на поверхности расплавляются, и она получается идеально гладкой
Главное преимущество этого способа – скорость полировки, обычно процесс занимает несколько минут. Еще вам не понадобится специальный электроинструмент, источник тока. Вы прилагаете минимум усилий в отличие от ручного метода. Кроме того, поверхность равномерно полируется независимо от конфигурации. Жидкий раствор проникает даже в самые укромные места детали.
При этом всем обилии плюсов есть и некоторые недостатки. Во-первых, это меньший блеск, поэтому такое полирование применимо только когда деталь не нуждается в зеркальной поверхности. Во-вторых, раствор недолговечен, так что придется работать интенсивно после его приготовления
В-третьих, смесь очень агрессивная, поэтому особое внимание необходимо уделить технике безопасности. Работы проводятся только в специальной одежде и при хорошей вентиляции помещения
Для химполировки нержавеющей стали используются растворы на основе кислот.
 Химполировка нержавеющей стали
Химполировка нержавеющей стали
Состав № 1
Смешивается 660 г/л соляной, 230 г/л серной кислоты и 25 г/л кислотного оранжевого красителя. Нагреваем раствор до 70–75 °C и погружаем в него деталь. Достаточно подержать ее около 3 мин. При этом смесь желательно периодически перемешивать либо встряхивать изделие, в противном случае на некоторых участках поверхности могут скапливаться пузырьки газов, что негативно скажется на качестве полировки.










Состав № 2
Еще в раствор можно добавить поверхностно-активные вещества (ПАВ), глицерин и бензиловый спирт. Смесь включает 25–35 частей фосфорной, по 5 ч. азотной и соляной, 0,5 ч. сульфосалициловой кислот и 0,5 ч. двунатриевой соли этилендиаминтетрауксусной кислоты (ЭДТА). Также необходимо 1 ч. глицерина, а содержание бензилового спирта не превышает 0,1 ч. В качестве ПАВ используются триэтаноламин, этиленгликоль и оксифос, содержание этих веществ не более 0,015; 0,017 и 0,01 частей соответственно. Изделие из нержавеющей стали предварительно обезжиривается щелочным раствором, затем промывается в проточной воде и высушивается. Тем временем нагреваем смесь до 80 °C и погружаем в нее деталь максимум на 3 минуты.
 Погружение изделия в раствор
Погружение изделия в раствор
Состав № 3
В этом случае берется 20–30 % ортофосфорной, 4–5 % азотной и около 4 % соляной кислоты, также в состав входит 1,5 % метилоранжа. Все остальное – дистиллированная вода. Раствор нагревается максимум до 25 °C, а время обработки колеблется от 5 до 10 минут. Чтобы улучшить качество полирования, изделие необходимо периодически шевелить.
Периодичность и способы ухода за нержавеющей сталью
Для того чтобы поверхность изделий из нержавеющей стали как можно дольше оставалась ровной и глянцевой, при ее очистке необходимо избегать использования абразивных паст, металлических мочалок, жестких губок и щеток, а также хлорсодержащих веществ. При отсутствии значительных повреждений на поверхности нержавейки образуется ровная матовая пленка из оксида хрома, которая защищает основной металл от коррозии и не дает налипать на него накипи. Потребность в периодической полировке возникает по мере износа и появления наружных повреждений на нержавейке, а ее необходимость определяется методом визуального осмотра.
Нержавейка в быту
Ни одна кухня не обходится без приборов и деталей интерьера из нержавеющей стали. Это и не удивительно, так как именно этот сплав достаточно прочен и долговечен, тем более за ним не нужно особого ухода. Из нержавейки часто делают посуду, столовые приборы и плиты, так как у этого метала достаточно высокая теплопроводность.

Но есть и некоторые недостатки у нержавейки: при регулярном использовании она заметно тускнеет. Кухня теряет свой блеск. Для того чтобы этого не произошло, необходимо периодически полировать нержавейку. Существует множество различных способов решения этой задачи. Важным моментом в этой процедуре является правильный подбор полирующего средства для нержавейки.
При чистке изделий из стали ни в коем случае нельзя использовать отбеливающие и абразивные средства. Также не стоит применять металлические губки и щетки с жесткой щетиной.
Существует несколько альтернативных способов полировки.
Что такое матирование
Само по себе матирование нержавеющей стали
является увеличением коэффициента шероховатости поверхности. Чем больше шероховатость, тем более матирована поверхность; чем меньше шероховатость, тем более глянцевой является поверхность нержавеющей стали.
Матирование металла очень востребовано в промышленности и применяется, в основном, для получения более качественного и красивого внешнего вида изделий. Некоторые способы достижения подобного результата также обладают дополнительными плюсами, основное преимущество матовой полировки нержавейки – восстановление антикоррозионных свойств легирующей стали.

Матирование баков из нержавеющей стали, проведённое
Электрохимическая полировка – оборудование и технологии
Для заказа услуг по электрополировке Вы можете заполнить нижеследующую форму либо обратиться к нашей статье в разделе «Услуги»: Услуга электрополировки.
Процесс дополняет финишную механическую обработку
Использование электрополировки сталей практикуется в коммерческих целях с 1930-х годов, в основном, касалось придания внешней привлекательности потребительским товарам, таким как посуда и авторучки, фурнитура и др. В последние же годы акцент сместился на обработку инженерного оборудования, особенно в пищевой, медицинской, фармацевтической и полупроводниковой промышленности. Электрохимическое растворение металлической поверхности используется для улучшения гладкости, отражающей способности, чистоты и пассивности стальных изделий
или некоторой комбинации этих характеристик поверхности. При применении к компонентам трубопроводных систем электролитическая полировка помогает достигать и поддерживать необходимые показатели коэффициента шероховатости поверхности.

В то время как обычные процессы механической обработки представляют собой процессы удаления макрометалла, электрополировка – это микропроцесс. Таким образом, она не является конкурентом таких процессов, как шлифование, бластинг, пескоструйная обработка и механическая полировка, а скорее является дополнением.
Почти все металлы и сплавы могут быть электрополированы, но на практике нержавеющая сталь составляет наибольшую часть коммерческого электрополирования. Собственная прочность и коррозионная стойкость нержавеющей стали делают ее предпочтительным материалом для технологического оборудования и многих потребительских товаров.
Где можно произвести полировку
Для того чтобы поверхность сплава была красивой и ровной, нужно полировать нержавейку. В наше время существует множество компаний, специализацией которых является именно данная процедура, они приводят в порядок различные изделия из этого сплава. Но, оказывается, полировать нержавейку можно и в домашних условиях.
Конечно, если нужна более качественная работа, то лучше обратиться за помощью к специалистам. Например, полированная квадратная труба из нержавейки гораздо эффектнее будет выглядеть после заводской обработки, нежели после домашней.

Любая компания, которая специализируется на полировке, без труда выполнит данную процедуру.
Периодичность ухода за внешним видом
Кроме периодического полирования конструктивных лицевых элементов до кондиции блестящего зеркала рачительный хозяин ухаживает за ними постоянно. Восстановление состояния покрытия деталей автомобиля в сервисе проводят раза 2 в год. Чтобы защитить наведенный глянец используют полироли. Выпуск продукции ведется в виде жидких эмульсий и более густых составов, концентратов. Фасовка полиролей для нержавеющей стали самая разная – от туб (75 мл), флаконов, банок до бочек (20-100 л). Это повседневная защита от абразивных воздействий пыли-грязи, корродирующего действия природных факторов. Техника простая: мягкая салфетка, круговые движения, отсутствие пропусков. Наносят полироль равномерно, удаляют излишки. По желанию можно пользоваться электроинструментом с частой вращения до 1500 об/мин. Вращение параллельно обрабатываемой плоскости, чтобы не повредить торцом круга.
Изделие будет блестеть как новое, даже если его восстанавливали сваркой по кусочкам.
Пропорции создания хим состава
Полировка проводится в специальных ваннах
Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности
Изделия из цветных или черных металлов можно обрабатывать при помощи универсального состава, который окажет необходимое воздействие. Для этого следует добавить все компоненты, соблюдая пропорции. Ортофосфорная кислота составляет основу — 65%. Серной кислоты должно быть 15% и 14% обычной воды. Хромовый ангидрид занимает 6%.
Полировка ручным способом
Мастера со всего мира в прошлом не имели специализированного оборудования, однако работу свою выполняли качественно. Но как отполировать нож без специальной техники? После термической обработки мастера пользовались натуральными абразивными материалами (такими как камень или приспособление из металла).

Полировка ручным способом помогает добиться идеально ровной поверхности. Таким способом можно получить правильную форму клинка. Даже используя специальное полировочное и шлифовальное устройство, не всегда можно добиться подобного эффекта. Считается, что ручная полировка – это финальная обработка ножа.





Как отполировать нож в домашних условиях правильно, используя ручной метод? Прежде, чем перейти к ручной обработке, необходимо провести полировку ножа на ленте, зернистость которой не должна быть меньше 320. С помощью наждачной бумаги в первую очередь удаляют царапины. Они могут появиться на поверхности изделия после машинной обработки.
Что такое полировка труб
Финишный этап при изготовлении трубного проката, заключающийся в плавлении поверхностного слоя и обработке его различными способами с целью устранения шероховатостей, неровностей и микроповреждений, называется полировкой труб. Особенности, разновидности полировочных операций
Вне зависимости от метода изготовления проката на металлургических предприятиях применяется два способа полировки трубных изделий:
- электрохимический;
- абразивный.
Обработке подлежит как внешняя, так и внутренняя сторона изделия.
При использовании электрохимического процесса полирования трубы опускаются в специальную ванну с концентрированной кислотосодержащей смесью. Затем в раствор помещается электрод и закрепляется либо в отверстии трубного изделия, либо с его наружной стороны, после этого подается ток большой силы. За счет активного перемещения анодно-катодных частиц происходит очищение металлической поверхности от неровностей, образовавшихся в ходе производственных циклов.
Полирование трубы абразивным способом является более дешевым, не требует от мастеров особых навыков. Трубный прокат обрабатывается абразивами различных фракций, что способствует получению зеркального блеска готового продукта. На заключительном производственном этапе поочередно применяются войлочные ролики, эластичные лентоподобные приспособления и взвеси из оксидов металлических веществ.
Известен способ жидкой абразивной полировки трубных изделий. В этом случае за основу берется жидкость, которая смачивает поверхность трубы и шлифовальные детали. Параметры готового изделия, обработанного таким образом, не отличаются от параметров при использовании абразивов при полировке сухим способом.
Преимущественные отличия металлического полированного проката:
- высокая устойчивость к коррозионному налету;
- приятный внешний вид;
- долговечность;
- легкое обслуживание;
- в ходе эксплуатации не изменяет функции;
- отличительная устойчивость к агрессивным средам и перепадам температур.
Применение полированных трубных изделий
Широкую популярность шлифованный трубный прокат получил благодаря своей химической стабильности при изменении условий: обработанному металлу не свойственно выделять окиси, запах, вредные пары. Поэтому трубный полированный профиль применяется в медицинской, пищевой, химической производственной сфере.
Дизайнерская деятельность, изготовление мебели для коммерческих, бытовых помещений, производство сантехнического оборудования не обходятся без трубного проката с зеркальным блеском. Полотенцесушители, оборудование санузлов, фонтанные сооружения, офисные кресла, барные стойки, перила, лестницы – перечень наиболее часто применяемых изделий с использование полированной трубы.
Шлифованные трубные детали находят применение в судостроении, машиностроении. Устойчивость отполированного материала к коррозии позволяет применять трубы в средах с повышенной влажностью и кислотностью.
Привлекательный внешний вид трубного проката, который сохраняется во время эксплуатации изделия с постоянными перепадами температур, позволяет производить из полированных деталей декоративные приспособления для улицы: оформление приусадебных участков, городских придомовых территорий.
Что собой представляет бытовая нержавеющая сталь?
Данный материал является сплавом железа с углеродом. В его состав также входят другие специальные элементы, которые могут отличаться в зависимости от качества стали. Чаще всего в нержавейке используется хром, который придает внешнему виду материала блеска.
Изделия из такого материала являются одними из самых прочных и имеют расширенный срок эксплуатации за счет устойчивости к внешним раздражителям. Их особенностью является зеркальная поверхность, которая требует дополнительного ухода.
Содержание хрома в металле обеспечивает появление оксидной пленки, защищающей материал от коррозии. Влажный воздух и многие другие факторы со временем влияют на состояние сплава, из-за чего на нем появляется налет.
5 Плазменная полировка – сложно, но эффективно
Есть еще один метод обработки поверхности, основанный на процессах в металле при его погружении в раствор и одновременном воздействии высокого напряжения. В отличие от предыдущего метода используются только экологически чистые составы на основе солей аммония.
 Плазменный метод обработки изделий
Плазменный метод обработки изделий
Сущность плазменной полировки нержавеющих сталей заключается в следующем. Изделие обязательно должно быть положительным анодом. При воздействии высоких напряжений более 200 В электролит начинает закипать прямо у поверхности детали, что приводит к образованию тонкой парогазовой оболочки (50–100 мкм). Электрический ток, когда проходит через эту пленку, способствует возникновению плазменных процессов. В местах микровыступов значительно возрастает напряженность электрического поля, что приводит к возникновению импульсных разрядов.
 Закипание электролита у поверхности детали
Закипание электролита у поверхности детали
Плазменная полировка удаляет с изделия тончайший слой с повышенным содержанием инородных включений. В результате поверхность имеет зеркальный блеск, обладает высокими адгезионными свойствами. Кроме того, этот метод объединяет в себе сразу три операции: обезжиривание, травление и активацию поверхности. Однако чтобы достичь желаемого результата, поверхность изделия должна быть тщательно подготовлена. Любые дефекты, риски, царапины и прочее после подобной обработки не устранятся, а, наоборот, станут еще более заметными. Поэтому предварительного грубого ручного полирования не избежать.





