

Преимущества и недостатки
Разные виды полировки имеют свои особенности, у электрохимической также есть плюсы и минусы:
- Этот способ благоприятно влияет на все свойства стали, увеличивая устойчивость к воздействию коррозии, а также облегчая проведение вытяжки и штамповки. Именно поэтому полировку такого типа часто используются как в лабораторных исследованиях, так и непосредственно для проведения различных работ в промышленности.
- Электрохимическая полировка является более дешевым и быстрым способом обработки металлических изделий. Если механический метод занял бы несколько часов, то с воздействием химикатов и электричества можно закончить дело за несколько минут, получив качественный результат.
- Полировка с электрохимическим воздействием незаменима при работе со сложными деталями, которые имеют различные полости и отверстия.
Химическая полировка металлов кроме преимуществ, имеет некоторые недостатки. Практически каждый существующий металл требует для проведения работы с ним специального состава, поэтому для разных изделий необходимо делать индивидуальные растворы
Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование
Кроме того, процедура требует повышенного расхода электроэнергии
Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку
Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.
Описание метода
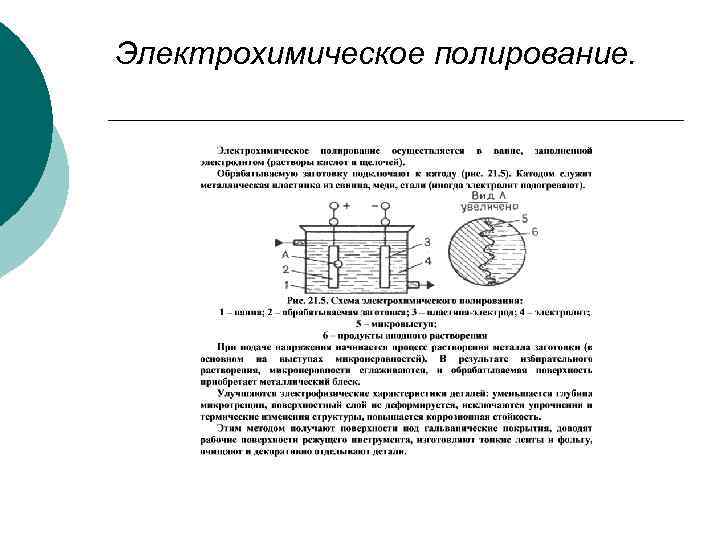
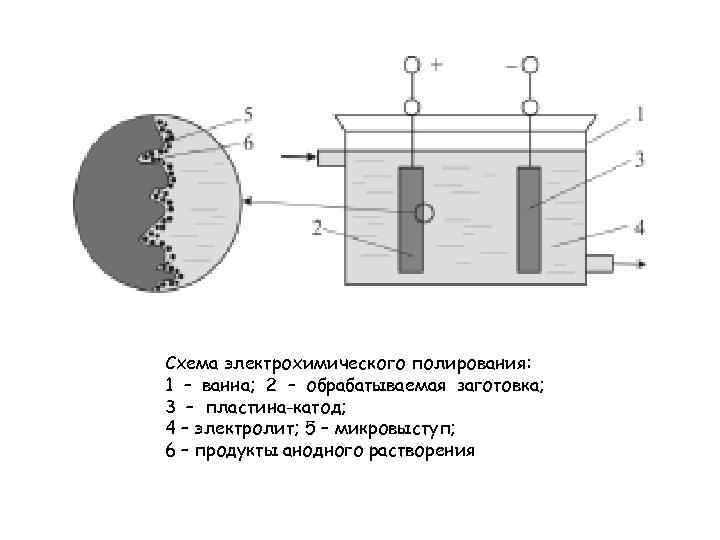
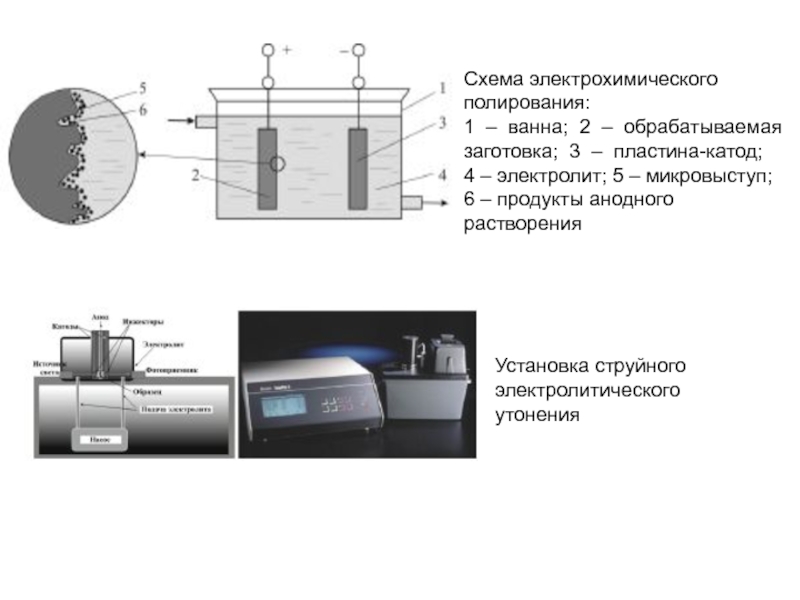
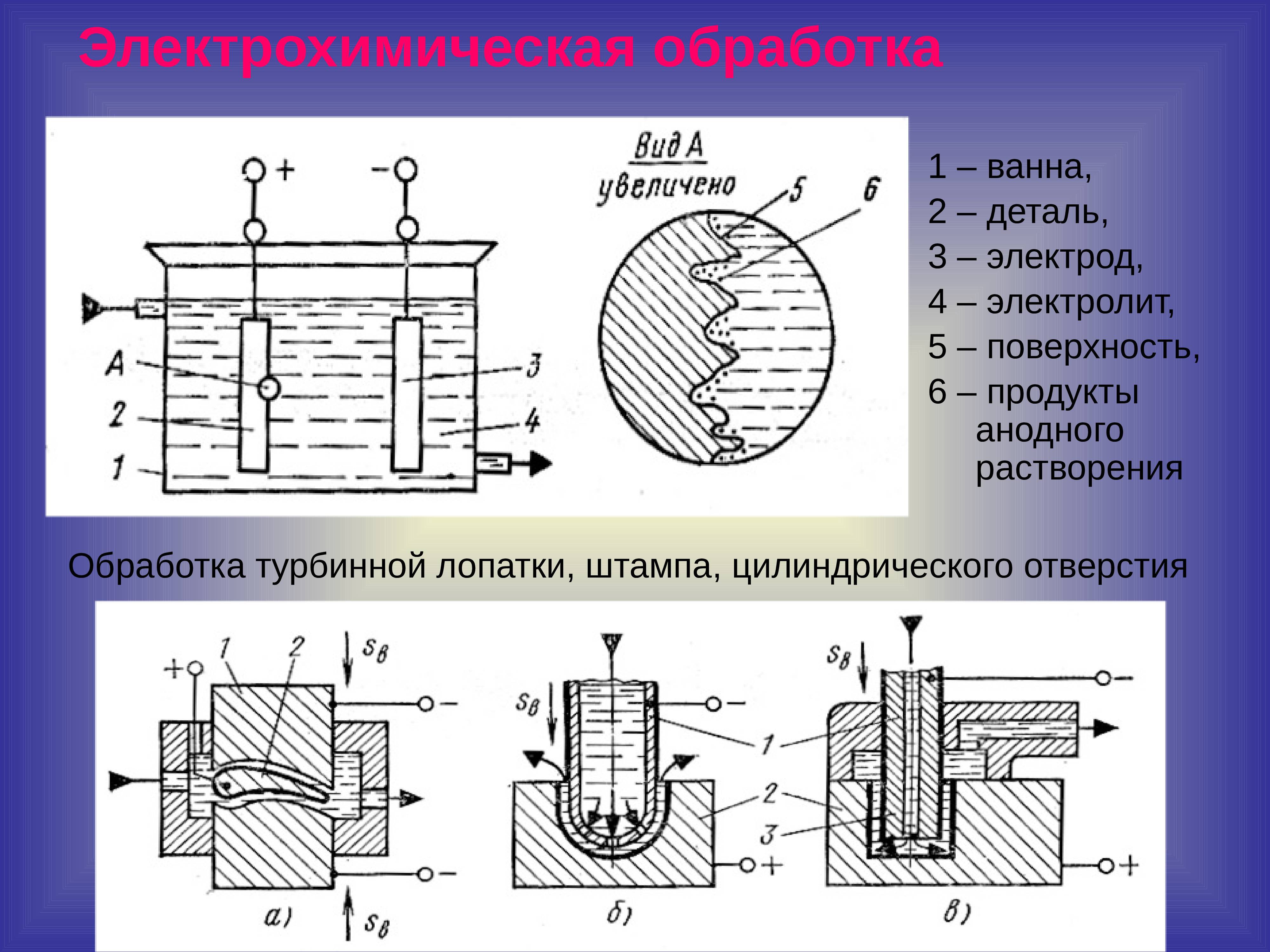
В основе процедуры электрохимического полирования лежит анодное растворение поверхности обрабатываемой заготовки. Во время этого процесса происходит быстрое растворение выступов на поверхности с шероховатым рельефом. Во впадинах детали происходит растворение в замедленном режиме. Шероховатая сторона становится гладкой из-за несбалансированной скорости растворения, что приводит к появлению дополнительного блеска. Процесс электрохимической полировки детали происходит в несколько этапов:
Изготовление электролитических ванн, предназначенных для полирования поверхности изделия. В их состав входят универсальные электролиты: ортофосфорная кислота, серная кислота, хромовый ангидрид и вода. При полировке изделий, произведенных из нержавеющей стали, дополнительно используется глицерин. Создание ванн происходит при температуре до 90° C, анодной плотности тока до 80 а/дм2 и напряжении до 8 В. Электролитические ванны, нагретые до высоких температур, представляют опасность для здоровья человека. При попадании растворов на кожные покровы высок риск образования химических ожогов.
Подготовка заготовки к обработке. Изделия не должны иметь на своей поверхности глубокие рисунки и крупные царапины, не подлежащие электрохимической полировке
Важно, чтобы деталь была произведена из мягких металлов. Данный параметр оказывает влияние на степень эффективно полирования
Чем тверже металл, тем труднее достичь однородной поверхности при сглаживании шероховатых сторон заготовки.
Взаимодействие детали с растворами электролитов. В этом случае металлическая заготовка выступает в качестве анода – электрода с положительным зарядом, а электролитическая ванна – в роли катода. Время выдержки изделия в растворе зависит от типа материала. Заготовки из алюминия выдерживаются в течение 2 – 3 мин, литые детали из нержавеющей стали – до 30 мин. В результате реакции осуществляется постепенное сглаживание шероховатостей из-за появления гидроксидной или оксидной пленки. Полирование происходит за счет обмена частиц между анодом и электролитом. После завершения электрохимической полировки поверхность заготовки становится однородной и приобретает зеркальный блеск.
Теоретически механизм электрохимической полировки объясняется гипотезой вязкой пленки. В соответствии с гипотезой, полирование детали осуществляется после образования поверхности анода в результате растворения частиц вязкой пленки, в состав которой входят продукты анодного растворения. Пленочная поверхность обладает высокими показателями сопротивления, толщина которой различается на впадинах и выступах заготовки. Из-за разницы величины сопротивления вязкой пленки и способности тока собираться на остриях, на разных участках изделия изменяется скорость растворения шероховатостей. В результате шероховатая сторона полностью сглаживается и приобретает однородную поверхность.

Электрохимическую полировку деталей возможно проводить в домашних условиях. Для этого необходимо приобрести оборудование с валом электромотора и кругами для шлифования или создать электролитическую ванну и изготовить химический раствор из соответствующих веществ.
После завершения этого процесса заготовка помещается в щелочной раствор и подсоединяется к заряженному электроду. Процедура электрохимической полировки включает в себя макрополирование: растворение выступающих вершин большого размера, и микрополирование: сглаживание маленьких поверхностей изделия. Процесс полировки может быть ускорен при следующих условиях:
- толщина обрабатываемой пленки одинакова на всей поверхности детали;
- перемешивание и повышение температуры электролитов;
- наличие комплексных солей или солей слабодиссоциирующих кислот в составе электролитов;
- увеличение значений напряжения и силы тока.
Эти факторы уменьшают величину поверхностного слоя заготовки, что позволяет производить процедуру полировки за меньший промежуток времени.
Пропорции создания хим состава
Полировка проводится в специальных ваннах
Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности
Изделия из цветных или черных металлов можно обрабатывать при помощи универсального состава, который окажет необходимое воздействие. Для этого следует добавить все компоненты, соблюдая пропорции. Ортофосфорная кислота составляет основу — 65%. Серной кислоты должно быть 15% и 14% обычной воды. Хромовый ангидрид занимает 6%.
Подготовка к электрохимической полировке
Некоторые детали можно электрополировать без механической подготовки.
Например, некоторые виды фрезерной обработки дают отличные результаты электрополировки без предварительной механической обработки. Холоднокатаный 2B универсальный материал получается ярким, гладким и чистым, хотя любые царапины, полученные при обработке и изготовлении, требуют предварительной механической обработки, чтобы получить однородную электрополированную поверхность. Финишная обработка 2B, на самом деле, предпочтительнее обработки, которая производится с помощью относительно грубых абразивов с зернистостью от 50 до 150, которые оставляют видимые царапины.
Горячекатаный, обработанный кислотой материал после электрополировки становится блестящим и белым, однако проявляются многие углубления и неровности, которые возникают в результате процесса горячей прокатки и удаления окалины. Получение зеркального блеска на этом материале требует многократных проходов с абразивами с постепенно снижающейся зернистостью перед электрополировкой.
Пескоструйная, дробеструйная, стеклоструйная, дробеметная обработка обычно приводят к получению слишком грубых поверхностей, чтобы их можно было полностью сгладить с помощью электрополировки. SEM-исследование после электрохимполировки поверхностей данными видами обработки показывает, что поверхность очищена и сглажена, но так и не стала идеально гладкой:

Аналогичным образом на поверхностях, полированных грубыми абразивными материалами, никогда не удаляются все царапины. По большей части, электрополировка полностью сглаживает абразивные царапины от зернистости 220 и более, но царапины от более грубых материалов, чем 220 зернистости, остаются видимыми
Обратите внимание, что подготовка с абразивами менее 320 зернистости не всегда приводит к получению более качественного покрытия после электрополировки
Электрополировка может быть отличным инструментом для удаления заусенцев.
В некоторых случаях это единственный экономически оправданный метод. Например, заусенец в очень маленьком просверленном, пробитом или резьбовом отверстии. Электрополировка может удалить такой заусенец, и, поскольку процесс обеспечивает преимущественное удаление выступов, он делает это без изменения размеров детали.
Некоторые заусенцы требуют механического удаления. Пробитое отверстие может иметь заусенец перпендикулярно поверхности, слишком большой, чтобы его можно было удалить путем электрополировки. Механическая операция, такая как абразивная шлифовка, может использоваться для удаления большей части заусенцев, оставляя небольшие, острые заусенцы в отверстии. Оставшиеся заусенцы можно затем удалить электрополировкой. Заусенцы, наиболее подверженные удалению методом электрополировки, представляют собой мелкие, острые и их трудно или невозможно удалить механически.
![Электрохимическая полировка [1986 телесов м.с., ветров а.в. - изготовление и ремонт ювелирных изделий]](https://metallcore.ru/wp-content/uploads/2/f/b/2fbed38367e52c06ba1222449020213f.jpeg)







Электрополировка также является ценным инструментом для получения точных радиусов.
Например, когда встречаются две шлифованные поверхности, она может удалить любой мелкий заусенец и оставить небольшой, но определенный радиус. Электрополировка может считаться методом точной обработки, особенно подходящим, когда необходимо удалить очень тонкий слой металла для достижения точного размера с тонкой обработкой поверхности.
Сварка перед электрополировкой может быть особой проблемой, которая связана с процессом сварки и навыками сварщика. С одной стороны, сварной шов может иметь пустоты и включения, которые при удалении поверхностного слоя будут видны. С другой стороны, сварные швы высшего качества могут быть хорошо электрополированы без предварительной обработки. Пассивация перед электрополировкой может быть необходима для достижения наилучших результатов.
Кроме того, фазовые изменения, сегрегация сплавов и выделение карбидов могут стать более заметными после электрополировки, особенно когда эти изменения вызваны сваркой и находятся в ограниченных областях. В некоторых случаях эти проблемы могут быть сведены к минимуму таким же образом, путем пассивации перед электрополировкой.
Преимущества электроплазменной полировки.
Быстрая и качественная полировка нержавейки до зеркального блеска выполняется электролитическим методом. Этот способ зарекомендовал себя среди производителей запчастей, фурнитуры, разных металлоконструкций, элементов мебели, посуды, техники и другой продукции.Электроплазменная полировка обеспечивает:
- подготовку изделий под дальнейшее нанесение декоративно-защитных покрытий;
- удаление заусенцев после резки металла;
- притупление и выравнивание сварных швов;
- аннигиляцию побежалости металла;
- удаление загрязнений с поверхности металла;
- снижение степени шероховатости;
- эффектный блеск.
Электроплазменная полировка предусмотрена для нержавеющих конструкций с разной площадью и формой поверхности. Готовые изделия принимают аккуратный внешний вид, выглядят солидно и всегда заметны на фоне другой продукции. Могут использоваться в помещениях и на открытом воздухе, что также является преимуществом.

Сам процесс ЭПП занимает всего несколько минут. Габаритные изделия и детали допускают обработку в два этапа для получения качественного декоративно-защитного слоя. В таких случаях полировка выполняется по диагонали. Возможна полировка и элементов со сложной формой поверхности – качество обработки не пострадает.
Если использовать электролитический 3%-й раствор на основе сернокислого аммония, можно быстро и качественно полировать столовые приборы. Этот метод подходит для полировки изделий с мелкорельефной поверхностью. Применяются, если нужно придать эстетичный вид нержавеющим поддонам с невысокими бортиками до 3 см. В каждом случае установленная на электроплазменную полировку цена будет невысокой, а качество выполненной отделки – максимальным.
Особенности эксплуатации ванны электрополирования
Детали с малым допуском на обработку во избежание выхода из допуска полируют при анодной плотности тока 75 … 100 А/дм2 в течение 2 … 3 минут.
Предварительная обработка отполированных деталей в случае, если они предназначены для нанесения какого-либо гальванического покрытия, состоит в декапировании продолжительностью 15 … 20 секунд в 5%-ном растворе HCl, что обеспечивает прочное сцепление покрытия.
Если электрополирование является финишной операцией, то для повышения коррозионной устойчивости деталей их подвергают щелочной обработке продолжительностью до 15 минут в 10%-ном растворе едкого натра с температурой 65 … 75С.
Подвески для загрузки деталей в полировочную ванну должны изготавливаться из освинцованной стали, а их конструкция должна обеспечивать надежный контакт с анодной штангой. Большую эксплуатационную надежность показали подвески из титана. Изоляцию нерабочей поверхности подвески можно выполнить поливинилхлоридом.
Сущность метода
- Процесс полировки происходит при рабочих напряжениях 200…350 В.
- При напряжениях свыше 200 В вблизи анода формируется тончайшая (от 50 до 100 мкм) парогазовая оболочка.
- На микровыступах поверхности детали формируется зона максимальной напряженности электрического поля.
Доказано, что качество электроплазменной полировки зависит от рабочего напряжения.
| Минимальное пороговое значение напряжения | В |
| Нержавеющие стали | 220 |
| Медь и сплавы на основе меди (бронза, латунь) | 260 |
| Сплавы на основе алюминия | 270…290 |
| Сплавы на основе титана | 280…300 |
Обработка детали методом ЭПП – это идеальная подготовка поверхности к последующему нанесению слоя ионно-вакуумного покрытия (нитрида титана и др.).
Преимущества электрохимической полировки
Электрохимическое полировка стали, как, впрочем, и химическая, менее трудоемка, чем механическое полирование. Одновременно этим способом может полироваться большое количество деталей, имеющих самую различную форму и габариты, что невозможно при ручной механической обработке полировальными кругами, которые, кстати, можно изготовить самыми разнообразными способами, на любой вкус
Важно при этом правильно подобрать полировальную пасту, обеспечивающую минимальный съем металла при высоком качестве обработки. Электрополирование дает возможность повысить производительность труда, например, трудоемкость ручного полирования при немеханизированной доводке прессформ сложного профиля составляет 25 часов, а электрохимполировки всего — 15 … 25 минут
Полировка нержавеющих сталей, которая особенно эффектно смотрится на изделиях, подвергнутых рельефному травлению, еще более трудоемка вследствие их вязкости. Высококачественную зеркальную полировку нержавеющей стали обеспечивает электрохимический способ.
Качество полирования при использовании электрохимического способа превосходит качество обработки химическим способом, что обеспечивает его преимущественное применение при декоративной отделке деталей велосипедов, медицинской аппаратуры, ювелирных изделий. Особенно высок эффект электрополировки в ювелирном производстве, поскольку при этом сведены к минимуму безвозвратные потери драгоценных металлов.
Тематические рамки статьи не позволяют в полной мере раскрыть влияние других компонентов (кроме ортофосфорной и серной кислот) на качество электрополирования, однако стоит вкратце остановиться на одном из них – малеиновом ангидриде. Добавка его в количестве 10 … 20 г/л нивелирует ликвации и гетерогенность структуры поверхности стальных литых и термообработанных деталей, создает благоприятные условия для возникновения пассивной пленки, что в конечном итоге дает возможность получать высококачественные полированные поверхности.
Электрохимическая полировка металлов: описание процесса, область применения
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки.
Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их.
Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.
Описание процесса
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется.
Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной.
Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
СОВЕТ: эффективность общего воздействия полирующего состава можно повысить, если использовать для обработки электролиты, содержащие в своем составе соли слабо диссоциирующих кислот, которые увеличивают общее сопротивление покрытия.
Кроме этого играет роль механическое воздействие, заключающееся в перемешивании. Может уменьшаться толщина пленки или диффузный слой. Некоторые используемые электролиты выполняют свою функцию только при нагреве, также общее правило, которое действует для всех составов — при нагревании снижается нейтрализация, а скорость растворения пленки повышается.
Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки
Оборудование и химикаты
Для работы с различными металлами необходимо подобрать соответствующие электролиты, которые помогут добиться нужного результата:
- Чаще всего применяются составы на основе кислоты различного вида — серной, фосфорной или хромовой.
- Глицерин может быть добавлен для увеличения общей вязкости, если это потребуется.
- Сульфоуреид выступает в роли ингибитора травления.
- Для очистки различных изделий после проведения процедуры могут применяться различные растворители или щелочные средства. Нередко используются составы с поверхностно-активными действующими веществами.
Пропорции создания хим состава
Полировка проводится в специальных ваннах
Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности
Технология электрохимического полирования металла
При электрополировке металла его поверхность становится блестящей. Технологический процесс состоит из ряда операций:
- Предварительно заготовка подвергается механической обработке с целью доведения шероховатости поверхности до 6–7 класса.
- Промывка для удаления грязи.
- Обезжиривание.
- Подсоединение к положительно заряженному электроду.
- Электрохимическое полирование.
- Промывка в щелочной среде с целью устранения кислотных остатков.
- Сушка. Для этого используется горячий воздух или опилки.
- Выдержка деталей в горячем масле, подогретом до температуры 120 °C.
При полировке происходит устранение неровностей с поверхности детали. Поэтому любой процесс сопровождается:
- Макрополированием. При этом идет растворение крупных выступающих вершин.
- Микрополированием. Сглаживаются мелкие неровности.
Непосредственно под пленкой происходит полировка металла. Осуществляется она за счет обмена электронами и ионами между анодом и электролитом. Толщина формируемой пленки всегда меньше на выступающих частях вершин неровностей. Именно здесь и происходит усиленное растворение металла. В углублениях слой пленки толще, и здесь обмен заряженных частиц уменьшенный.








Образование вязкой пленки толще во впадинах неровностей
Существуют другие факторы, влияющие на скорость полирования поверхности:
- перемешивание электролита;
- повышение его температуры;
- увеличение силы тока и напряжения.
Все эти факторы уменьшают поверхностный слой, что ускоряет полировку.
Для каждого изделия существует свой временной режим. В зависимости от продолжительности процедуры пропорционально увеличивается снимаемый слой металла. Этого не следует допускать, потому что шероховатость поверхности, выйдя на свой уровень, остается неизменной. Происходит ненужное растворение слоя изделия, что не оказывает влияния на качество поверхности.
Электролитно-плазменное полирование
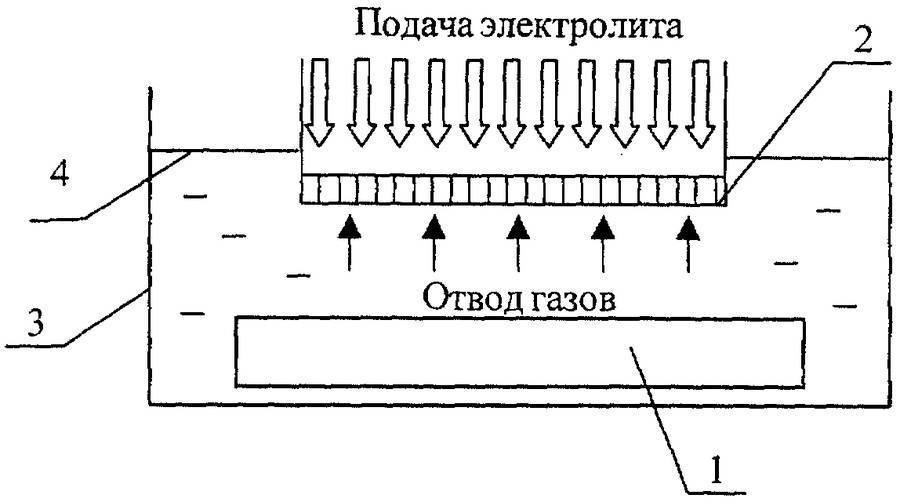
Во время электролитно-плазменного полирования наблюдаются схожие процессы. Однако тут в качестве среды используются растворы солей аммония. Под воздействием высокого напряжения 200–350 В на поверхности детали, которая является анодом, образуется парогазовая оболочка. Формируется она за счет вскипания электролита. Через нее постоянно протекает электрический ток, вызывая появление плазменных разрядов, которые оказывают влияние на сглаживание поверхности. В результате время полировки составляет до 5 мин., а устранение небольших заусенцев – несколько секунд.

Электроплазменное полирование
Электрохимическая полировка: все минусы процедуры
У методики есть свои минусы, которые выходят из:
- необходимости часто менять оборудование;
- невозможности обрабатывать все металлы;
- токсичности процесса;
- взрывоопасности.
Всё дело в том, что электролиты оказывают воздействие и на сам анод, так что если в процессе не применяются титановые детали, оборудование придётся периодически менять. Работа с кислотами никогда не относилась к безопасным или, тем более, полезным.
Электрохимическая полировка
позволяет не только улучшить внешний вид конструкции, она так же защищает металл от коррозии, помогая сохранить его механические характеристики. Так что не стоит оставлять данный метод без внимания, как минимум он — самый быстрый из всех существующих на данный момент предложений.
Требуемое оборудование
Полировка происходит в специальной ванне, изготавливаемой из нержавеющей стали. Эта емкость одновременно вмещает электролит и равномерно распределяет поступающий к ней ток по всему объему. В качестве электролита используется водный раствор соли, точная концентрация и объем определяются, в зависимости от характеристик обрабатываемой детали.
Электролит во время работы требуется нагревать, что выполняется при помощи ТЭНов, встроенных в конструкцию ванны. Иногда во время полировки нужно охлаждать электролит, для этого применяется вспомогательная ванна со встроенными трубками системы охлаждения.
Перед началом проведения операции желательно обезжирить детали, если они были покрыты какой-либо смазкой. Это связано с тем, что из-за жировых загрязнений со временем на стенках ванны образуется черный налет. Процедуру можно проводить любым удобным способом, главное, чтобы в ванну не попали посторонние вещества.

Пропорции создания хим состава
Полировка проводится в специальных ваннах
Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности
Изделия из цветных или черных металлов можно обрабатывать при помощи универсального состава, который окажет необходимое воздействие. Для этого следует добавить все компоненты, соблюдая пропорции. Ортофосфорная кислота составляет основу — 65%. Серной кислоты должно быть 15% и 14% обычной воды. Хромовый ангидрид занимает 6%.
Как обрабатывают алюминий и алиминиевые сплавы?
Алюминий – один из самых популярных металлов, из которых изготавливают множество разнообразных деталей. Он легкий, прочный, не поддается коррозии, к тому же, легко обрабатывается.
Обработка алюминия: виды и особенности
Обработка алюминиевых заготовок возможна несколькими способами, в зависимости от поставленных задач и желаемого результата. Чаще всего применяют:
- химическую полировку;
- электрохимическую шлифовку;
- химическое окисление.
Химическая полировка и ее особенности
Химическая полировка позволяет устранить практически любые видимые дефекты поверхности, при этом не повышая ее отражающие способности. Суть процедуры состоит в том, что алюминиевые детали погружают в емкость со специальным составом, под воздействием которого улучшается контур поверхности, неровности становятся менее заметными. Перед погрузкой в алкалиновый раствор все детали тщательно обезжириваются.
Выдерживают детали в растворе от одной до четырех минут. Температура раствора – 100 градусов по Цельсию. После выемки все детали тщательно промывают сначала в горячей, а потом в холодной воде.
Электрохимическая шлифовка и ее особенности
Чаще всего для электрохимической шлифовки алюминиевых заготовок применяется метод BRYTAL, суть которого заключается в том, что каждая деталь сначала обезжиривается, затем аккуратно промывается, после чего погружается в 80-ти градусный раствор, в составе которого присутствует карбонат натрия (15%) и тринатрий фосфат (5%).
Здесь важно оказать двойное воздействие: сначала в результате погружения заготовок в рабочий раствор на 20-30 секунд должен удалиться естественный слой алюминиевого окисла. После этого между катодом и анодом (в качестве которого и выступает алюминиевая деталь) пропускается 24-вольтный разряд, создавая таким образом некую поляризацию
Анод при этом остается покрытым окисленным слоем, который, в свою очередь, со временем растворяется электролитом
На это ему требуется ориентировочно столько же времени, как и на создание, при этом толщина слоя не растет
Анод при этом остается покрытым окисленным слоем, который, в свою очередь, со временем растворяется электролитом. На это ему требуется ориентировочно столько же времени, как и на создание, при этом толщина слоя не растет.
Обработанная таким образом каждая деталь затем просушивается. В результате получается достаточно тонкий окисленный слой. Сам по себе он выступает недостаточно сильной защитой, и часто требует последующего анодирования. В результате данного процесса поверхность заготовок приобретает светоотражающую поверхность, что ценится, например, при изготовлении параболических фар. Кроме того, такие изделия имеют высокий уровень защиты от износа.
Корректировка электролита полирования
Составляющие электролита, расходуясь в процессе полировки, изменяют его состав. Контроль электролита производят методом каждодневного замера плотности электролита и его повторяющегося хим анализа. В конце смены в ванну добавляют воду, доводя уровень до нужного
В процессе эксплуатации ванны происходит скопление в ней железа, что нужно учесть при корректирповке. Плотность электролита при пропускании количества электро энергии с порогом 75 A·час/л принимается равной 1,75±0,01 г/см3, при превышении этого порогового значения – 1,77±0,01 A·час/л.
Для удаления накопившейся выше 1,5% оксида хрома Cr2O3 делают ее анодное окисление проработкой при анноной плотности тока 4 . 5 А/дм2, напряжении 10 . 12 В и температуре электролита 30±10С, используя свинец как в качестве анодов, так и в качестве катодов. При всем этом катоды должны быть изолированы диафрагмой, сделанной из пористой керамики. По окончании проработки электролит нагревают до 100±10С и выдерживают при данной для нас температуре в течение часа, либо охлаждают электролит естественным методом, но делают перерыв в эксплуатации на 8 . 10 часов.
Полировочная ванна работоспособна до скопления в ней 5 . 7 % Fe2O3 опосля что нужна ее полная подмена.









Электрохимическая полировка нержавеющей стали
Наличие самого современного оборудования и строгой системы контроля качества позволяет ООО «Приборы Воликс» выполнять электрохимическую полировку металлов: стали, алюминия, латуни, оловянных изделий и нержавейки, используемых для изготовления инструментов, прессформ, промышленных конструкций, деталей, оборудования и бытовых предметов.
Электрохимическая полировка золота применяется для изделий ювелирной промышленности и обеспечивает идеально гладкую поверхность драгоценных металлов, существенно снижая потери, возникающие при ручной доводке ювелирных украшений.
Наши услуги по электрохимической полировке
Услуги электрохимической полировки используются на конечной стадии производства различных прессформ для изготовления деталей и изделий заданного класса точности. При этом отсутствует необходимость дальнейшей доводки шероховатости и ручной полировки внутренней поверхности формы.
Одновременное макро и микро полирование придаёт обрабатываемой металлической поверхности гладкость и блеск, что достигается использованием различной технологии электрохимической полировки для конкретного металла, партии деталей или изделия.
Электрохимическая полировка стали и других металлов на нашем предприятии ориентирована на нужды клиентов.
Специально для этого действует концепция предоставления услуг, согласно которой заказчик может передавать нам детали в любом, самом незначительном количестве, в любое время и с конкретными пожеланиями относительно технологии и сроков выполнения заказа.
Известно, что некоторые мастера-оружейники, ювелиры, стоматологи и другие специалисты, работающие с металлом, выполняют полировку и гальванизацию в домашних условиях на кустарном оборудовании. Теперь для экономии собственных сил и средств Вы можете обратиться к нам даже с небольшим по промышленным масштабам заказом и получить качественные услуги по электрохимической полировке металлов и изделий по приемлемой цене.
На нашем производстве имеются две первоклассно оборудованные лаборатории, осуществляющие разработку и отладку технологических процессов полировки металлов, химический и металлографический анализ нами изделий и выполненных работ, а также поступивших к нам материалов и деталей заказчика. Лабораторный анализ позволяет, например, оценить необходимость электрохимической полировки перед покраской деталей или изделий.
Преимущества технологии электрохимической полировки
- идеально гладкая поверхность деталей и изделий
- отсутствие трудоёмких ручных полировальных операций
- ускорение процесса полировки в 5 раз по сравнению с механической технологией
- эффективное уменьшение шероховатости металлов
- зеркальная поверхность изделий из нержавейки
- отсутствие заусенцев и следов сварки на поверхности прессформ
- возможность обнаружения скрытых дефектов поверхности литых изделий
- защита от коррозии
Виды и преимущества латунных изделий

Изделия из латуни славятся своей долговечностью и износостойкостью при бережном уходе и правильном покрытии. Зачастую покрытием является нанесение верхнего защитного слоя непосредственно на сам металл. Выбор защитного слоя зависит напрямую от условий использования изделия. Если говорить о сооружениях или сантехнике, то материалами для покрытия в этом случае выступают цинк, алюминий, хром, никель и др. Также защитный слой может нести декоративную функцию, если речь идет об изделиях для интерьеров или предметах роскоши. Для этого латунные изделия производители могут посеребрить или позолотить способом напыления.
Область применения
Технологию электрохимического полирования активно применяют в промышленности: для обработки деталей арматуры, элементов карбюратора (клапанов для подачи топлива, выполненных из нержавейки), тонких лент, проволок и трубных механизмов. В результате полирования поверхность этих деталей приобретает устойчивость к коррозии и становится более гладкой.
В нынешнее время эта технология активно используется для снятия дефектного слоя с режущих инструментов, использующихся для проделывания отверстий. Электрохимическое полирование вольфрама стало активно внедряться в производстве электронных ламп и электровакуумной техники.

Использование технологии электрохимической полировки практикуется при металлографических исследованиях для диагностики сталей. При помощи этой технологии выявляются трещины, флокены и иные несоответствия в структуре металлов. При обнаружении нарушений производится полировка, удаляющая самые тонкие деформации.





