

Плюсы и минусы технологии
Газокислородная резка обладает целым рядом положительных качеств, делающим такую технологию экономически эффектной, а во многих случаях — и просто незаменяемой:
- Большая толщина разрезаемого материала.
- Выполнение разрезов разной сложности, в том числе многоступенчатых.
- Помимо сквозного реза, возможен рез на конкретную глубину, что дает возможность проводить фасонную обработку поверхности.
- Небольшая цена операции при достаточном качестве поверхности реза.
- Большая продуктивность.
- Высокая мобильность выполняет метод необходимым при демонтаже трудных промышленных конструкций и корпусов судов, а еще во время работы в местах куда сложно добраться.
Как и любой по настоящему существующей технологии, есть у нее и минусы:
Просит большой квалификации и длительного набора навыка оператором резака. Начинающим доступны только самые несложные операции типа прямого реза тонкого листа.
Пожароопасность и взрывоопасность. Метод просит проведения ряда мероприятий по подготовке для обеспечения безопасных рабочих условий и щепетильного выполнения условий безопасности в ходе ее выполнения.
Низкая точность разрезания, тем более при ручном резании. В основном, нужна добавочная механическая обработка заготовок для приведения размеров и формы в соответствии с чертежом.
Влияние температуры на материал может привести к деформациям — короблению, кручению и др
Это не так важно при демонтаже, но вносит дополнительный риск при раскрое листов.
Стационарного типа автоматические установки плазменной резки металла дают возможность побороть большинство минусов, но лишают процесс мобильности.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать
Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
- https://vt-metall.ru/articles/391-rezka-metalla-gazom
- https://p-z-o.ru/metalloobrabotka/gazovaya-rezka/gazovaya-rezka-metalla
- https://tutsvarka.ru/oborudovanie/gazovyj-rezak
- https://www.avantcom.ru/articles/kak-polzovatsia-gazovym-rezakom
- https://kovka-svarka.net/2016/10/rezk-metal-gazov-rezakom/
- https://gazsnabstroy.ru/prochee/kak-polzovatsya-rezakom-propan-kislorod
- https://1metallocherepica.ru/instrumenty/pravilnaja-rezka-propanom.html
Газопламенная строжка и очистка
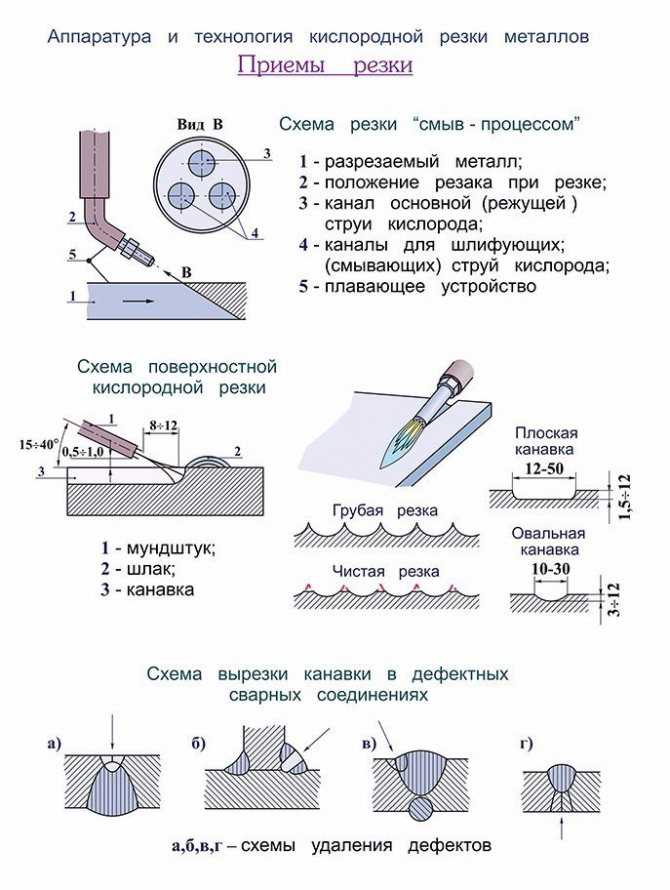
Газопламенная строжка используется для обработки соединений и удаления дефектных швов. Для этого, реагирующая (горящая) смесь нагревает металл до температуры возгорания, струя кислорода сжигает мегалл и уносит с собой сожженный (и иногда частично расплавленный) металл. При газопламенной строжке, используется то же оборудование, что и при газопламенной резке металла — только, требуется заменить сопло: если при резке струя кислорода обычно бывает ориентирована под прямым углом к поверхности разрезаемого металла, то при газопламенной строжке струя почти параллельна поверхности обрабатываемой части.
Похожим на газопламенную строжку процессом является газопламенная очистка, при помощи которой поверхности очищают от ржавчины, вторичной окалины, краски, смазок и пыли. Примерами могут служить очистка стальных и бетонных поверхностей.
Механизированная газопламенная резка
 Механизированная газопламенная резка
Механизированная газопламенная резка
Проблема высококачественного разделения металла решается применением специальных станков газопламенной резки. Их эксплуатационными преимуществами являются:
 Плазменная резка (промышленная)
Плазменная резка (промышленная)
- Увеличение допустимой скорости реза без ухудшения его качества.
- Отсутствие влияния квалификации газорезчика на стабильность процесса. Дело в том, что все параметры реза полностью контролируются автоматикой.
- Оптимизируются параметры самого реза, в частности, ширина струи, что определяет минимальные потери металла при механизированной резке.
- Контролируются параметры и применяемого кислорода. Например, при пониженной чистоте газа (менее 99%) процесс резки на современных станках не начнётся вовсе.
- Ряд конструктивных исполнений такого оборудования имеют специальные узлы подогрева стального листа (для других материалов наилучшая температура также может быть подобрана). Это сокращает подготовительно-заключительное время, позволяет увеличить производительность газопламенной резки, а также уменьшает коробление заготовки, которая подвергается разрезанию.
- Наличие устройств, которые производят своевременное удаление с поверхности частиц флюса, образующегося при резке (для ручной резки это приходится делать рабочему, периодически прекращая процесс).
Тем не менее, и процесс механизированной резки имеет свои ограничения. Дело связывается, в основном, с уровнем возникающих термических напряжений, а также с обезуглероживанием поверхности сталей.
Для ликвидации перечисленных проблем на установках механизированной газопламенной резки используют модульную конструкцию подогревающих горелок, расположение которых подбирается таких образом, чтобы температурные перепады по габаритным размерам обрабатываемого листа были бы наименьшими.
Современные установки газопламенной резки обеспечивают достижение таких эксплуатационных показателей:
- Скорость реза, мм/мин – до 500;
- Ширина реза, мм – 1.5…2,0;
- Размерная точность, мм – 1…2;
- Отклонение от прямолинейности, мм/м – до 1.5.
Конструкция
Наиболее распространенный тип устройства, применяемый при обработке стальных структур, это двухтрубный инжекторный резак. Горючая смесь разделяется на несколько потоков, что позволяет отрегулировать мощность пламени при соответствии с работами. Регулировочный механизм находится на внешней части корпуса, существуют приборы рычажного типа. Поток движется по трубке к наконечнику через головку, высвобождение происходит при высокой скорости через центральное сопло. Мундштук отвечает за главную функциональность резака, режущую часть процесса. Часть газа переводится к инжектору, который выходя под высоким давлением, создает разряжение, тем самым подключается горючая смесь. Процессом смешивания определено выравнивание скорости потока, которым производится действие. Формирование смеси осуществляется головкой наконечника, в которую попадает по нижней трубке. Факел образуется между наружном, внутренним мундштуком, следствием образования горючей смеси. Двухканальная система оснащена регулировочными вентилями, позволяющими производить настройку подачи как кислорода, так и вспомогательного газа к инжектору.  Конструкция без инжекторного типа более сложна, так как для двух потоков кислорода и отдельно для газа имеется трубки. Смесь горючего состава происходит непосредственно внутри головки, данная конструкция считается более безопасными действиями. Для выполнения действий потребуется более высокое давление подачи как кислорода, так и горючих газов. Размеры резаков закреплены стандартами ГОСТа, для производства с мелкими деталями применяются модели Р1 с общей длинной не более 50 см. Более мощные конструкции выпускаются длиннее по форме, существуют специфичные удлиненные конструкции, предназначенные для выполнения задач при трудном доступе к месту резки.
Конструкция без инжекторного типа более сложна, так как для двух потоков кислорода и отдельно для газа имеется трубки. Смесь горючего состава происходит непосредственно внутри головки, данная конструкция считается более безопасными действиями. Для выполнения действий потребуется более высокое давление подачи как кислорода, так и горючих газов. Размеры резаков закреплены стандартами ГОСТа, для производства с мелкими деталями применяются модели Р1 с общей длинной не более 50 см. Более мощные конструкции выпускаются длиннее по форме, существуют специфичные удлиненные конструкции, предназначенные для выполнения задач при трудном доступе к месту резки.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Принцип технологии плазменной резки

Рисунок 2 — Принцип плазменной резки
Технология плазменной резки металла подразумевает, как уже было сказано, использование плазмотрона. Это устройство, в корпусе которого находится дуговая камера цилиндрической формы. На выходе камеры — канал, задача которого — создание сжатой дуги. С тыльной стороны камеры — сварочный стержень.
Главный принцип плазменной резки заключается в соблюдении последовательности технологических операций. Сначала зажигается предварительная дуга между электродом и наконечником. Это нужно для появления дуги между электродом и рассекаемым материалом. Предварительная дуга выходит из сопла, соприкасается с факелом, тогда же и создается рабочий поток.
На следующем этапе формирующий канал заполняется столбом плазмы. Рабочий газ поступает в камеру инструмента, нагревается, ионизируется и увеличивается в объеме. На выходе дуга имеет температуру до 30 000 °C и скорость до 3 км/с.
https://youtube.com/watch?v=D-wA5lxjlik
https://youtube.com/watch?v=As_aeFgXRbA
Преимущества и недостатки технологии резки металла газом

Резка кислородом имеет большое количество преимуществ перед иными видами. Они делают ее эффективнее экономически. Но существует ряд ситуаций, когда она просто незаменима.










Достоинствами газокислородной резки являются:
- Возможность обрабатывать заготовки большой толщины.
- Высокая сложность выполняемых резов, например, таких как многоступенчатый.
- Удобство выполнения фасонной обработки материалов, т. е. на заданную глубину, а не только сквозного реза.
- Хорошее качество реза при невысокой себестоимости обработки.
- Высокая производительность.
- Автономность и мобильность оборудования позволяет применять ее в труднодоступных местах, в том числе при сборке/разборке корпусов судов, а также сложных производственных конструкций.
Описываемая технология резки газом, помимо достоинств, имеет и недостатки, к примеру:
- Для ее осуществления сварщику требуется достаточный опыт. Специалистам с низкой квалификацией доступны только простые виды реза, например, прямая обработка тонкого листа металла.
- Опасность возникновения пожара или взрыва. Технология требует тщательных подготовительных мероприятий и последующего соблюдения правил техники безопасности при проведении работ.
- Точность реза не слишком высокая, в особенности при ручной обработке. После его выполнения заготовку, как правило, необходимо дополнительно механически доводить до соответствия ее формы и размеров чертежу.
- Термическое воздействие на заготовку иногда приводит к разным формам деформации, таким как кручение, коробление и пр. Это особенно рискованно при раскрое материала и в меньшей степени при демонтаже конструкций.
Эти недостатки способен решить иной метод – плазменная резка с помощью автоматизированных стационарных аппаратов. Однако они не мобильны и не дают возможности выполнять операции в труднодоступных местах.
Нюансы резки по металлу
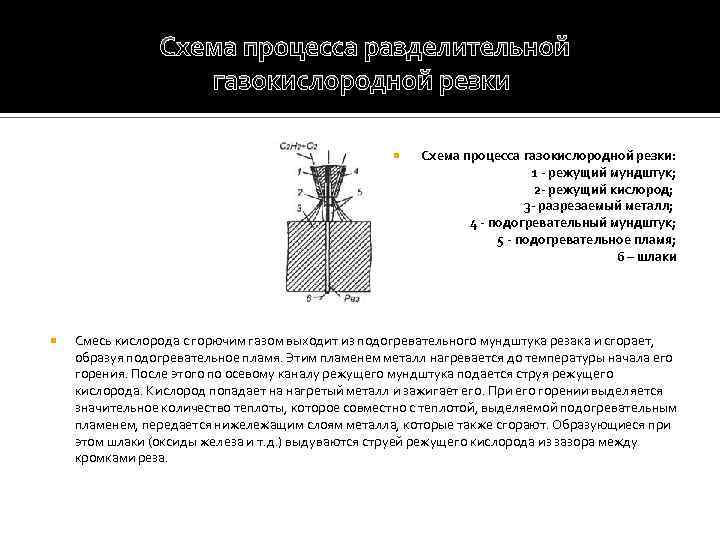
Схема процесса разделительной газокислородной резки.
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
Расходные материалы
Одним из преимуществ газовой резки металла является доступность материалов и невысокая себестоимость реализации работ. В качестве двухкомпонентной среды используется кислород и различные горючие газы, которые в той или иной степени могут влиять на эффективность и стоимость резки. Для подогрева и поддержания температуры металлической поверхности используют такие газы, как ацетилен, пропан, метан и прочие виды заменителей. Наиболее эффективным из них является ацетилен. температура его горения достигает 3100 Сº. При этом смесь имеет высокую стоимость и применяется лишь при необходимости использовать полный набор технических характеристик. Резка пропаном отличается экономичностью по причине доступной цены на газ, даже, невзирая на повышенный его расход, необходимый для достижения поставленной цели. При этом температура горения пропана насчитывает всего 2800 Сº.
Металлообработка, заказанная в нашей компании, осуществляется в самые сжатые сроки!
Почему газокислородную резку заказывают именно у нас:
- Создание изделий от 1 часа
- Отсрочка платежа постоянным клиентам
- Возможна оплата по факту отгрузки
- Качество продукции соответствует ГОСТам, ТУ и подтверждено сертификатами
Преимущества и недостатки каждого вида резки металла: какой способ предпочтителен
Чтобы выбрать наиболее подходящий способ резки металла, следует опираться на следующие критерии:
- Толщина металла.
Металлы с толщиной от 0,5 до 25мм лучше раскраивать лазерной резкой, от 20 до 60мм – плазменной резкой, далее резка производится газокислородным или гидроабразивным способом в зависимости от требований к качеству реза.
- Точность раскроя и качество получаемых заготовок.
Самыми высокоточными, быстрыми и качественными считаются лазерная и гидроабразивная виды резки металла. Хотя и другие способы при сноровке позволяют получить достойный результат.
- Стоимость.
Данный пункт также важен при выборе способа резки, т.к. в некоторых сферах производства и промышленности не нужна идеальная точность, но важен экономный расход материала и небольшие затраты на покупку и обслуживание оборудования. Так, самыми экономичными видами резки металла являются абразивная и газокислородная технологии, а более дорогостоящими способами считаются лазерные и гидроабразивные методы.
Технология выполнения
Методика проста, ее суть в том, что металл нагревается до температуры горения, а затем место нагрева поддается действию чистого кислорода, который и «разрезает» лист.
Важно знать, что если у металла температура плавления будет ниже, чем температура горения, то расплавленные остатки будет тяжело удалить, изделие будет испорчено. Перед обработкой необходимо очистить металлический лист от грязи, ржавчины и лакокрасочных материалов
Это можно сделать при помощи щетки по металлу или специальных агрегатов
Перед обработкой необходимо очистить металлический лист от грязи, ржавчины и лакокрасочных материалов. Это можно сделать при помощи щетки по металлу или специальных агрегатов.
 Особенности кислородной резки
Особенности кислородной резки
Этапы газовой резки металла:
- Нагревание металла до высоких температур.
- Окисление.
- Выдувание шлака из места реза.
 Технология газовой резки
Технология газовой резки
На первом этапе необходимо нагреть материал. Через сопла горелки подается пламя, которое получается в результате горения газовой смеси (кислорода и ацетилена). Это пламя направляется на нужный участок (он должен прогреться до 1100 ˚С). Во время нагревания выделяется кислота, которая способствует прогреванию нижних слоев материала.
По достижению высоких температурных показателей на участок обработки направляется только струя технического кислорода. Металл вступает в реакцию с кислородом и получается расплавленный оксид. Горячая струя приводит к тому, что материал в месте резки сгорает. Если на этом этапе возникнут проблемы с подачей кислорода, возможно возникновение дефектов.
Что собой представляет процесс резки металла газом

Газовая резка металлов в настоящее время – это достаточно простая технология, при которой работа идет без применения сложной аппаратуры и дополнительных источников энергии. Данный метод используют специалисты для проведения работ в сельском хозяйстве, строительстве и различных видах ремонта. Оборудование для газовой резки металла мобильно, быстро перевозится для использования на другом объекте.
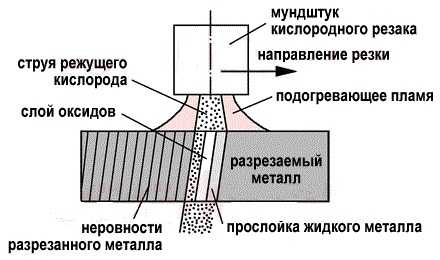
Рассмотрим основной принцип резки с помощью кислорода. Вначале происходит разогрев материала нагревателем в среднем до температуры +1 100 °С. После чего кислород начинает подаваться в зону реза, соприкасается с раскаленной поверхностью и загорается. Стабильная подача кислорода дает мощную струю горящего газа, которая с легкостью режет лист металла.
Для успешной резки газом необходимо, чтобы материал имел температуру горения меньшую, чем плавления. Иначе расплавленный металл будет тяжело убрать из зоны реза, в отличие от сгоревшего.
Следовательно, можно сделать вывод о том, что резка металла газом происходит вследствие его выгорания в зоне действия газовой струи. Основной частью оборудования для резки газом является резак. В нем происходит создание смеси воздуха с газом за счет дозирования и последующее смешивание кислорода с парами жидкого топлива или газами. После чего резак воспламеняет получаемую смесь и дополнительно обеспечивает подачу кислорода в зону реза.







Газовая резка является одним из температурных методов обработки материалов. Ее достоинством стала большая производительность и возможность обрабатывать заготовки практически любой толщины. Один сварщик за смену в состоянии произвести резку нескольких тонн материала. Работники указывают на одно из главных преимуществ – возможность работать вне зависимости от источников энергии
Это особенно важно, когда работа ведется в полевых условиях, где отсутствует какой-либо источник питания
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
В списке металлов, в работе с которыми используется газокислородная резка, есть исключения: алюминий, нержавейка, медь и латунь.
Особенности выполнения ручной резки
Одна из самых распространенных ошибок резчика, приводящая к большому количеству дефектов – это запаздывание струи кислорода. Причинами этого явления служат неравные условия горения по глубине разреза. В средних и нижних слоях заготовки часть энергии факела растрачивается на непроизводительное нагревание соседних областей. Кроме того, часть энергии расходуется на образование окислов. Как следствие, факел отстает от горелки, и фронт разреза вместо вертикального становится наклоненным назад. Если идет раскрой листа и требуется высокая точность разреза, такой порок неприемлем. Для борьбы с этим нежелательным явлением форсунки горелки наклоняют немного назад. Часть факела отражается от фронта разреза, прогрев становится равномерным и обеспечивается требуемая точность, хоть и снижается скорость.
Кроме скорости движения резака, исключительно важна плавность этого движения. Рывки приводят к образованию термических напряжений и, в конечном счете – дефектов структуры
Не менее важно сохранение заданного угла наклона форсунок к разрезаемой поверхности
Газокислородная резка не подходит для разделки металлов с низкой температурой плавления и высокой теплопроводностью. Детали из алюминия, например, просто расплавятся.
Их накладывают на подлежащий раскрою лист и плавно обводят контуры горелкой. При этом повышается точность раскроя и качество поверхности среза, снижается и коэффициент отходов.
Инструкция по резке металла
Важно правильно подключить и подготовить резак. К баллонам подсоединяют трубки с затворами на концах
Далее проверяется подача газа (если это кислородно-пропановая резка металла) — клапан закрывается, вентиль на баллоне открывается
Потом, следя за манометром, клапан медленно открывают. Давление должно быть 0,35–0,55 атмосфер. Потом нужно продуть шланг – открыть клапан. Газ начинает выходить с характерным звуком. Если манометр показывает стабильное давление, клапан закрывается
Далее проверяется подача газа (если это кислородно-пропановая резка металла) — клапан закрывается, вентиль на баллоне открывается. Потом, следя за манометром, клапан медленно открывают. Давление должно быть 0,35–0,55 атмосфер. Потом нужно продуть шланг – открыть клапан. Газ начинает выходить с характерным звуком. Если манометр показывает стабильное давление, клапан закрывается.
Следующий шаг – проверка подачи кислорода и настройка давления. Сначала открывается клапан на баллоне, потом – регулятор (давление потока 1,7-2,7 атмосфер). Чтобы продуть шланг, на резаке открывают вентили кислорода. Их два: для подачи в дюзу и образования смеси. Сначала нужно открыть первый, потом второй (на 3-5 секунд).
Первым открывают клапан подачи газа, чтобы вышел кислород, который после проверки остался в смесителе. Вентиль надо крутить до тех пор, пока будет слышно, как выходит газ. Расположенная перед резаком зажигалка должна касаться мундштука. После нажатия на рычаг искры поджигают газ.
Сразу нужно открыть вентиль кислорода. О его достаточном объеме свидетельствует изменение цвета пламени на голубой. Чтобы факел увеличился в размерах, необходимо подать больше кислорода. Давление газа и кислорода при резке металла полностью зависит от толщины заготовки.

По технологии газовой резки металла пламя подносилось к материалу кончиком, прогревая поверхность. После появления расплавленного металла начинается подача кислорода, поджигающего его. Струя увеличивается до тех пор, пока материал будет до конца прорезан. Одновременно вдоль линии реза продвигается мундштук. Искры и шлак удаляются струей.
Оптимальная скорость резки определяется по искрам – они должны улетать под углом 85-90 о . Если угол меньше, скорость нужно уменьшить. Если заготовка толстая, ее нужно расположить под углом, чтобы стекали шлаки. Останавливаться, не закончив процесс, не рекомендуется. По окончании работы сначала перекрывается кислород, потом газ.
Ленточно-пильная резка

Редкая выставка по металлообработке обходится без показа ленточно-пильного станка новой разработки. Такая популярность обусловлена невысокой стоимостью оборудования, простотой в обслуживании и приемлемой производительностью. В качестве режущего инструмента используется ленточная пила, натянутая на шкивах.
Средняя скорость резки ленточно-пильного станка (ЛПС) превышает 100 мм/мин. Современные модели оснащаются электроникой и широким спектром дополнительного оборудования, которое позволяет легко приспособить станок к технологической линии производства.
При резке на ЛПС обеспечивается точное соответствие заданным параметрам, а место распила практически не нуждается в дополнительной обработке (за исключением производства высокоточных изделий или изделий с гладкой поверхностью). Станок неприхотлив к виду обрабатываемого материала – режет абсолютно все, а ширина реза составляет всего 1,5 мм.
Если при определении скорости резания и подачи нет возможности воспользоваться рекомендациями производителя, то выяснить оптимальные значения можно по стружке: толстая с голубым отливом стружка – показатель слишком высокой скорости подачи, пылеобразная стружка – слишком низкой. При оптимальном режиме стружка слабо вьющаяся.
Одно из важнейших условий при работе на ленточно-пильных автоматах – точный выбор шага зубьев режущего полотна. Подобрать шаг полотна, который соответствует сечению распиливаемого профиля, помогут специальные таблицы. Не меньшее значение имеют скорость подачи и скорость резки.
Одно из главных преимуществ ЛПС – возможность резки под углом. Однако, как и в предыдущем случае, на ЛПС невозможно получить фигурный рез, а размеры заготовок ограничены возможностями станка.
Пропан или ацетилен: что предпочесть?
Для кислородной резки используют несколько подогревающих газов. Наиболее часто применяют пропан. Это объясняется следующими его достоинствами:
- Низкая пожароопасность и взрывоопасность по сравнению с ацетиленом.
- Характерный запах меркаптановых добавок в пропане позволяет легко идентифицировать факт и место разгерметизации и утечки.
- Существенно более низкая стоимость пропана.
Ацетилен обладает своими достоинствами, которые в определенных обстоятельствах делают его более предпочтительным выбором. В их числе вдвое больший энергетический потенциал. При резке толстых конструкций или при необходимости обеспечить высокую скорость резания это становится определяющим фактором. Однако ацетилен более сложен в обращении, для него строже нормы безопасности и он существенно дороже.
Кроме того, ацетилен издает характерный неприятный запах, и в помещениях ограниченного объема он будет мешать другим работам.
Для работы в установке газокислородной резки не подходит бытовой газ. Там пропан смешан с бутаном, замедляющим или останавливающим процесс первичного нагрева. Промышленный пропан не содержит этой вредной примеси. При снижении температуры ниже 10 °С плотность пропана растет настолько, что изменяется скорость его подачи в горелку. Это приводит к снижению производительности и к повышенному износу деталей и узлов резака.







Кроме подогревающего газа, важно уделять внимание и держать под постоянным контролем узел подачи кислорода. Давление режущего кислорода – свыше 10 атмосфер, и при его утечке можно получить сильные ожоги
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация

- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.





