

Область применения
Горизонтально фрезерные универсальные станки разработаны для эффективной обработки быстрорежущими и твердосплавными инструментами деталей из черных, цветных металлов и сплавов, пластиков. Рациональна загрузка мелкими и средними заготовками без корки с умеренными припусками. Оптимальная сфера применения:
- ремонтное,
- единичное,
- мелкосерийное производство.
Обосновано использовать в серийной металлообработке на отдельных операциях, при малом количестве работающих инструментов, когда загрузка оборудования ЧПУ нерентабельна или последнее отсутствует.
Используют для обработки горизонтальных поверхностей цилиндрическими фрезами на оправке с поддержкой. Возможно фрезерование плоскостей, пазов, уступов концевым инструментом, установленным в конус шпинделя. Торцовыми головками снимают припуск с вертикальных плоскостей деталей. Отрезными, дисковыми фрезами разделяют материал, фрезеруют пазы, канавки, в том числе спиральные на валах, установленных в центрах делительной головки. В ремонтном деле модульным инструментом нарезают зубчатые колеса. Технологические возможности расширяют, применяя круглые и глобусные столы, оптические головки, расточную оснастку.
Характеристика рабочей площадки
Рабочая поверхность имеет трехосевую плоскость перемещения. В зависимости от вида выполняемых работ и параметров конкретного станка, предусмотрено механическое отключение перемещения.
- Размер рабочего плана стола 1000х250 мм.
- Перемещение осевое – 710 мм.
- Перемещение перпендикулярное – 2 =50 мм.
- Ускорение продольного перемещения – до 2900 мм/мин.
- Ускорение поперечного перемещения – 2300 мм/мин.
- Допустимое расстояние: хобот-ось шпинделя – 142 мм.
- Норма подачи при обработке: вертикальная – до 267 мм, горизонтальная – до 800 мм.
- Применяется механическая муфта для плавного и быстрого торможения.
- Четкость обработки – класс Н.
- Параметр трения (шероховатости) V4-V5.

Фрезерный станок 6р81 используется в потоковом производстве в совокупности с другими производственными объектами, как единичный узел в мелком производстве, при индивидуальной деятельности.
Предусмотренный скоростной режим резки, обеспечивает использование твердосплавных инструментов, система быстрого охлаждения обеспечивает долгий срок эксплуатации режущих головок.
Совет профессионалов. Для смазки движущихся механизмов и узлов станка не использовать силиконовые компоненты. Применять универсальные производственные смазки или в крайнем случае масла для направляющих скольжения цепных передач.
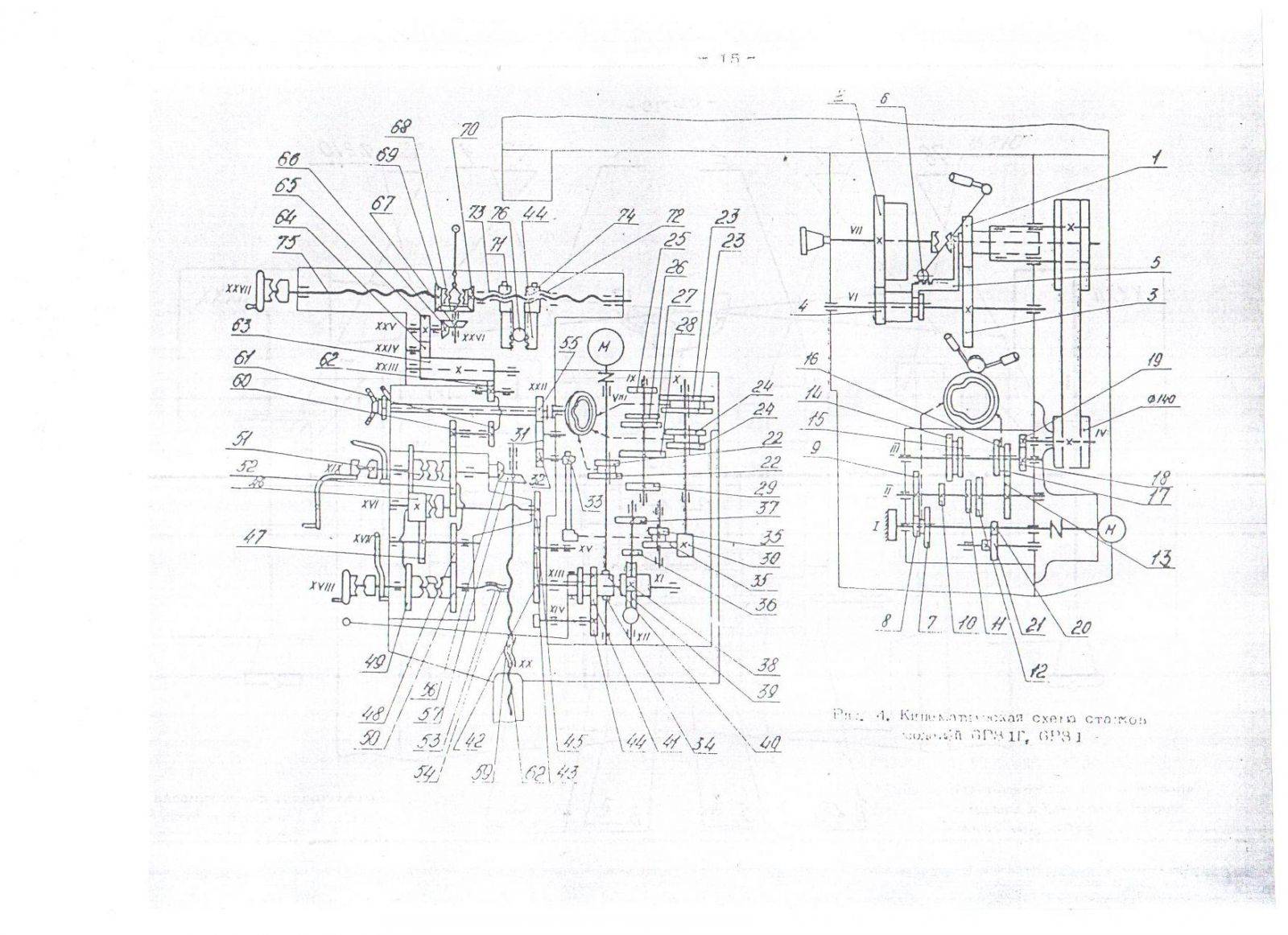
Кинематическая схема
Цепь шпинделя
Вал V сообщает вращение шпинделю напрямую через кулачковую муфту или посредством двух зубчатых пар: 16/18, 19/17. Выбор осуществляется рукояткой перебора, связанной с вилкой, сцепляющей полумуфты или колеса 19/17. Клиноременная передача связывает вал V с выходным валом коробки IV. Сочетания вариантов сопряжений двухвенцовых блоков, размещенных на валах I, III, дают 16 скоростей вращения
Цепь подач
Передача движения от двигателя подач к столу ясна из кинематической схемы. Рассмотрим разделение цепей рабочего и ускоренного перемещения. Через промежуточную передачу 39/40, червяк 42, насаженный на вал XII, шестерня 33 вращает червячное колесо 43, установленное на валу XIII на подшипниках. Колесо заклинивается обгонными муфтами 131, в результате происходит кинематическое, силовое замыкание, столу придается рабочая подача.
При ускоренных ходах движение сообщается валу XIII передачей 23/44. Собранное на подшипниках колесо 44 вращает вал только при включении фрикционной муфты 132, вызывающем срабатывание муфты 131, отключение колеса 43.
Рис.5. Схема кинематическа.
Обзор станка 6Р82: конструкция, специфика, технические характеристики
Модель станка 6Р82 с горизонтально расположенным шпинделем относится к разряду консольно-фрезерного оборудования. На выпуске подобных агрегатов специализируется Горьковский завод фрезерных станков. Они предназначены для фрезерования заготовок и деталей различной формы, изготовленных из черного, цветного металла или чугуна.
Конструкция и ее специфика
Консольно-фрезерный станок 6Р82 обладает стандартной схемой компоновки. Горизонтально расположенный шпиндель оборудования имеет жесткую фиксацию. Изменение положения детали происходит за счет смещения стола в различных плоскостях.
Обработка материалов может выполняться дисковыми, фасонными, цилиндрическими и концевыми фрезами различной конфигурации. В конструкции универсального горизонтально-фрезерного станка 6Р82 предусмотрена возможность работы как в ручном, так и в полуавтоматическом и автоматическом режимах. Благодаря этому оборудование применяется для комплектации серийного и штучного производства.
К техническим особенностям можно отнести следующие характеристики:
- широкий диапазон величин подачи стола практически во всех направлениях;
- автоматическая подача смазывающей жидкости в ответственные движущиеся части агрегата;
- быстродействующие магнитные муфты увеличивают производительность;
- возможность перемещения рабочего стола одновременно по нескольким координатам;
- в комплектацию входит электродвигатель постоянного тока, который осуществляет привод подач;
- возможности модернизации. В стандартную конструкцию станка можно установить электронный блок программного управления.
Также стоит отметить дублирование системы управления. Оно заключается в установке кнопок во фронтальной части станка и в боковой.
Для быстрой смены положения заготовки или режущего инструмента предусмотрен механизм быстрой остановки постоянным током.
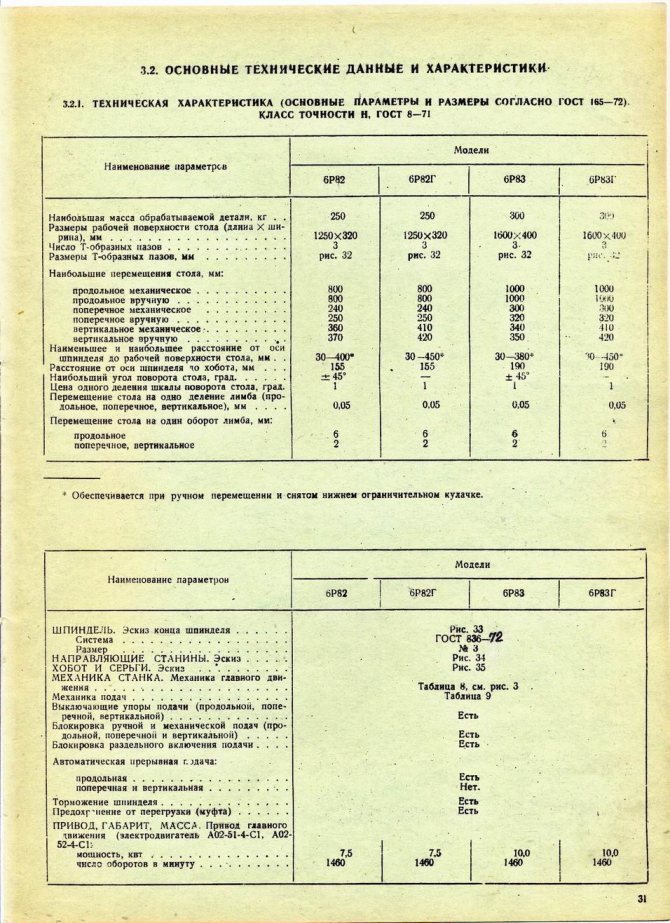
Технические характеристики станка
Согласно принятой классификации горизонтально-фрезерному станку 6Р82 присвоен класс точности «Н». Его габариты в рабочем состоянии составляют 230,5*195*167 см. При этом масса конструкции равна 2900 кг. Максимальная нагрузка на рабочий стол не должна превышать 250 кг по центру.
Размер поверхности рабочего стола составляет 125*32 см. Для фиксации заготовки в нем есть 3 Т-образные пазы. Характеристики перемещения рабочего стола, см:
- поперечное – 24/25;
- продольное – 80/80;
- вертикальное – 36/37.
Благодаря универсальности конструкции стол может разворачиваться на 45°.
Горизонтальный шпиндель станка 6Р82 имеет стандартные характеристики для такого типа оборудования:
- вариативность частоты вращения – от 31,5 до 1600 об/мин;
- число скоростей составляет 18;
- при максимальных оборотах крутящий момент равен 107 кг/м;
- конус шпинделя — 50.
К преимуществам эксплуатации можно отнести многофункциональную механику работы, улучшенные характеристики точности. Они заключаются в наличии выключающих упоров подачи для всех направлений, возможности ручной и механической блокировки, режиме прерывистой продольной и поперечной подачи. Кроме этого при работе станка возможна оперативная остановка шпинделя и предохранение муфты от перегрузок.
Для функционирования станка в его конструкции присутствует два электродвигателя – главного привода и подачи. Мощность первого составляет 7,5 кВт, второго – 2,2 кВт. Дополнительно есть насосы для подачи охлаждающей жидкости и СОЖ.
В видеоматериале показан пример работы станка:
Конструкционные особенности
Агрегат нормального класса точности с поворотным столом, которые способен перемещаться в трех направлениях. Главный шпиндель никогда не меняет положение в устройстве.
Составные части
Основой агрегата является станина. Она имеет жесткую отливку, а специальные ребра делают конструкцию более жесткой. Сверху станины расположены направляющие, по которым движется станковый хобот. К нему монтируется одна или больше серег. Отдельно монтируется емкость, куда собирается охлаждающая жидкость.
Стол агрегата выполняет быстрые передвижения по трем осям. Все рабочие движения как станка, так и механизма шпинделя выполняется от двух электродвигателей, которые способны включаться вне зависимости друг от друга.
Технические параметры шпиндельного узла:
- 18 различных скоростей;
- шпиндель вращается с частотой до 1600 об/мин;
- 45 конус.
Всего ступеней подач у оборудования – 16. Станок от перегрузок защищает шариковая пара, которая при помощи муфты тормозит шпиндель. Для торможения вертикальной и поперечной механической подачи существует блокировочный механизм. Редуктор и коробка передач смонтированы в общий узел. Отдельно имеется коробка реверса.


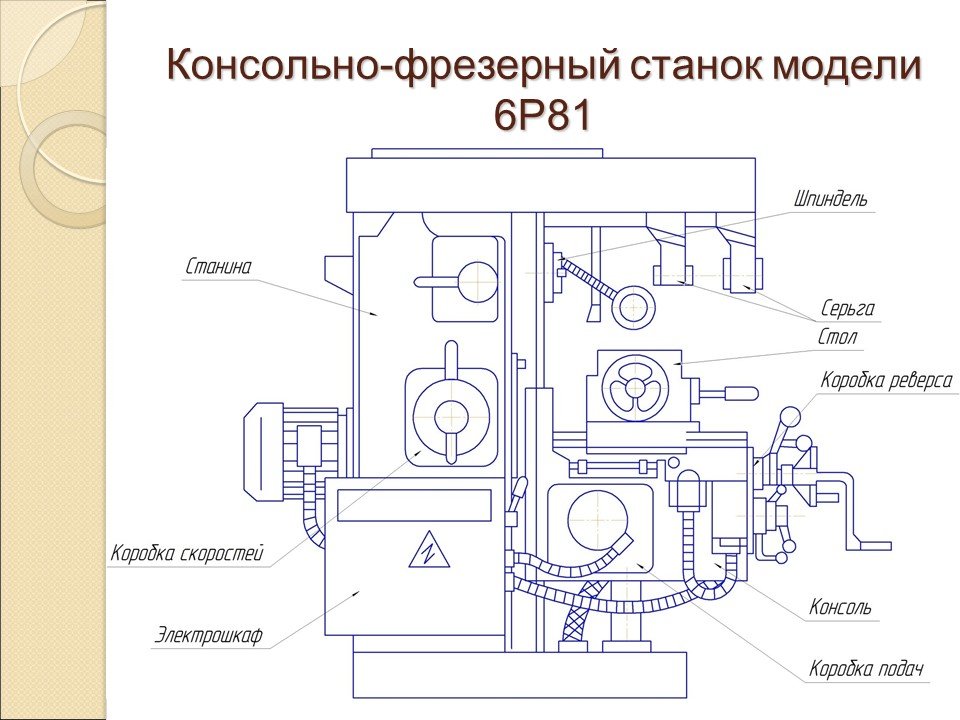



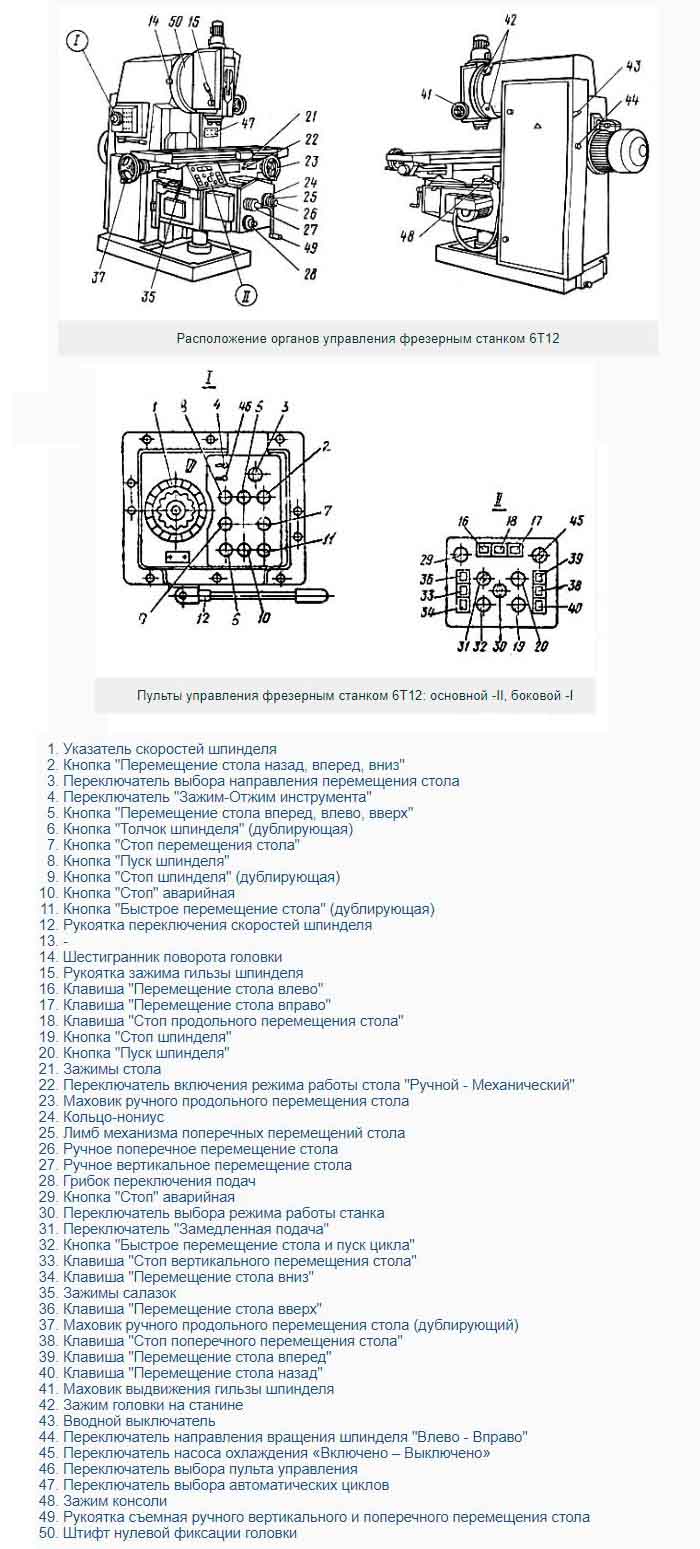
Органы управления
Все рукоятки, переключатели, кнопки расположены на удобной высоте рядом с контролируемыми механизмами. Основные органы управления: пуск шпинделя, подачи, общий стоп. Непосредственно рядом с этими органами управления расположены:
- рукоятка переключения перебора и скоростей;
- для вращения хобота передвигают специальный квадрат;
- кнопка «толчок шпинделя»;
- рукоятка для включения продольной, вертикальной и поперечной подачи;
- включатель помпы охлаждения;
- винты для фиксации салазок от поворота.
Специальная изогнутая ручка служит для подъема и спуска консоли со столом. Для включения ускоренного хода в любом направлении также имеется рычаг.
Стоимость ремонта
- В зависимости от степени поломки, общего состояния, размеров, веса, года выпуска, стоимость разная. Минимальная стоимость – 7000 руб, средняя – колеблется в районе 30 000 руб ( для большинства станков 80-х годов выпуска, за эту сумму можно полностью обновить часть комплектации.
- Отдельный тип ремонта — восстановление поверхности. Коррозионные и окислительные процессы не относятся к поломкам механизмов, но прямым образом влияют на производительность процесса, так как коррозия рано или поздно перейдёт на всю поверхность станка и нарушит целостность, а контакт материалов со столом образует оксидную плёнку, ухудшающую сцепление и качество финального продукта. Эксперты по материаловедению обычно берут от 40 до 200 долларов за работу.
- Коммутация сети — тоже особая графа в расходах на ремонт. При замене двигателя на импортный может произойти перепад всей сети, так как американские электронные устройства рассчитаны на другое напряжение. При замене одной машины в цеху, нужно удостовериться, что она корректно подключена к общей сети, выполнив замеры входного и выходного напряжения и запустив установку в тестовом режиме, после чего подключить все остальные. Работы электромонтажной бригады могут обойтись в 80-300 долларов, в зависимости от количества машин в цеху и площади предприятия.
Лучше перестраховаться и выполнить полный спектр диагностических работ, ведь будет обидно, если ржавчина или перепад в сети, приведёт в негодность только что купленное оборудование.
Фрезерный станок с ЧПУ: виды и главные особенности

Станок с числовым программным обеспечением является очень удобным и важным устройством, которое должно присутствовать в каждой мастерской. Ранее фрезерное оборудование работало только в ручном режиме, теперь же процессы обработки металла происходят в автоматическом режиме.
Если вы решили купить фрезерно-гравировальный станок с ЧПУ у , вы можете рассчитывать на консультации высококвалифицированных специалистов при выборе оптимального для вас оборудования, а также на помощь в проектировании, разработке технологической линии, оптимизации схемы логистики, монтаже и пуске оборудования
Что такое станок с числовым программным обеспечением?
На агрегатах по фрезерованию с ЧПУ происходит обработка деталей с помощью различных типов фрез. Такой станок может производить развёрточные, сверлильные, отрезные и фрезерные работы. А лазерные станки с чпу по дереву значительно облегчает процесс нанесения рисунков, узоров и надписей благодаря автоматизации процесса.
Конструкция данного агрегата практически не отличается от других фрезерных станков, не имеющих ЧПУ. Единственной особенностью является наличие датчиков, шаговых двигателей для перемещения заготовки или шпинделя и главного компьютера, управляющего всеми процессами.
Классификация станков происходит по таким параметрам, как:
- Возможность различного количества перемещений бабки станка.
- Способ подачи заготовки (ручной, автоматический);
- Количество рабочих частей;
- Расположение шпинделя;
- Также существуют различные виды станков с ЧПУ:
- Вертикально-фрезерный;
- Форматно-раскроечные станки;
- Консольно-фрезерный;
- Продольно-фрезерный;
- Универсальный;
Системы станка могут быть двух типов. Первая – замкнутая; система, при которой работа станка контролируется датчиками. Вторая – разомкнутая; Компьютер обрабатывает данные перемещения шпинделя посредством контроля шагового двигателя.
Современные агрегаты оборудованы асинхронным электродвигателем, а перемещение шпинделя с редуктором происходит с помощью шаговых силовых двигателей.
Вертикальные станки распространены больше, так как горизонтальные фрезерные агрегаты используются для крупных работ.
Узлы фрезерных агрегатов
1. Станина
a. Сварная (станина сложной специфической конструкции);
b. Литая (отличается малой ценой и высокой жёсткостью);
2. Направляющие. Линейные направляющие, отличающиеся высокой жёсткостью, являются обязательной частью станка, по которой перемещается шпиндель.
3. Шпиндель
a. Связанный по средствам ременной передачи с электродвигателем. Скорость вращения шпинделя обычно не превышает отметки в пятнадцать тысяч оборотов в минуту.
b. Самостоятельный электродвигатель со специальным патроном на конце вала. Данный вид дает огромное преимущество в виде скорости вращения превышающей сто тысяч оборотов в минуту.
4. Системы управления;
Особенности
Агрегаты, оборудованные системой ЧПУ, могут производить точение различных поверхностей, фрезеровка, сверление, развёртка отверстий и так далее. Может производиться и более сложная работа с заготовками. Многофункциональность станков данного типа достигается за счёт возможности перемещения режущего инструмента в любом направлении трёх координатных осей.
Существуют модели с пятью координатными осями. Такое число достигается за счёт перемещения заготовки вокруг заданной оси или относительно режущего инструмента.
Для работы с агрегатом, имеющим на борту ЧПУ, нужно учитывать такие показатели, как:
- Размеры и форма заготовки;
- Характер последующей обработки;
- Необходимый набор режущего инструмента;
- Количество необходимых рабочих плоскостей;
- Необходимая шероховатость готового изделия;
Настольные станки с ЧПУ фрезерного типа
Уменьшенная версия полноразмерного станка имеет огромные преимущества:
- Сверхточная обработка;
- Малая стоимость;
- Меньшее потребление электроэнергии;
- Малый объем занимаемого места;
- Наличие специальных знаний мастера не требуется;
Станки настольного типа так же могут использоваться в промышленных целях.
Виды данных агрегатов:
a. Фрезерно-токарный;
b. Фрезерно-сверлильный;
c. Фрезерно-обрабатывающий
d. Многофункциональный
Деревообрабатывающие станки нашли своё применение в мебельной промышленности. Гравировальные используют для обработки бетонных и каменных заготовок, обработки штампов и ювелирных изделий.
6Н81А Станок консольный фрезерный широкоуниверсальный. Назначение и область применения
Широкоуниверсальный консольно-фрезерный станок 6Н81А с поворотной фрезерной головкой предназначен для обработки небольших изделий из стали, чугуна, цветных металлов и пластмасс цилиндрическими, торцовыми, дисковыми, угловыми и специальными фрезами.
Принцип работы и особенности конструкции станка
Шпиндель станка 6Н81А может поворачиваться в вертикальной плоскости на 115° и занимать горизонтальное, вертикальное и наклонное положение.
При наличии делительной головки на станке 6Н81А можно обрабатывать зубчатые колеса с прямым и спиральным зубом, спиральные сверла, и подобные изделия.
Основные размеры станка соответствуют ГОСТ 165-49, нормы точности соответствуют ГОСТ 154-41, ГОСТ- 155-41.
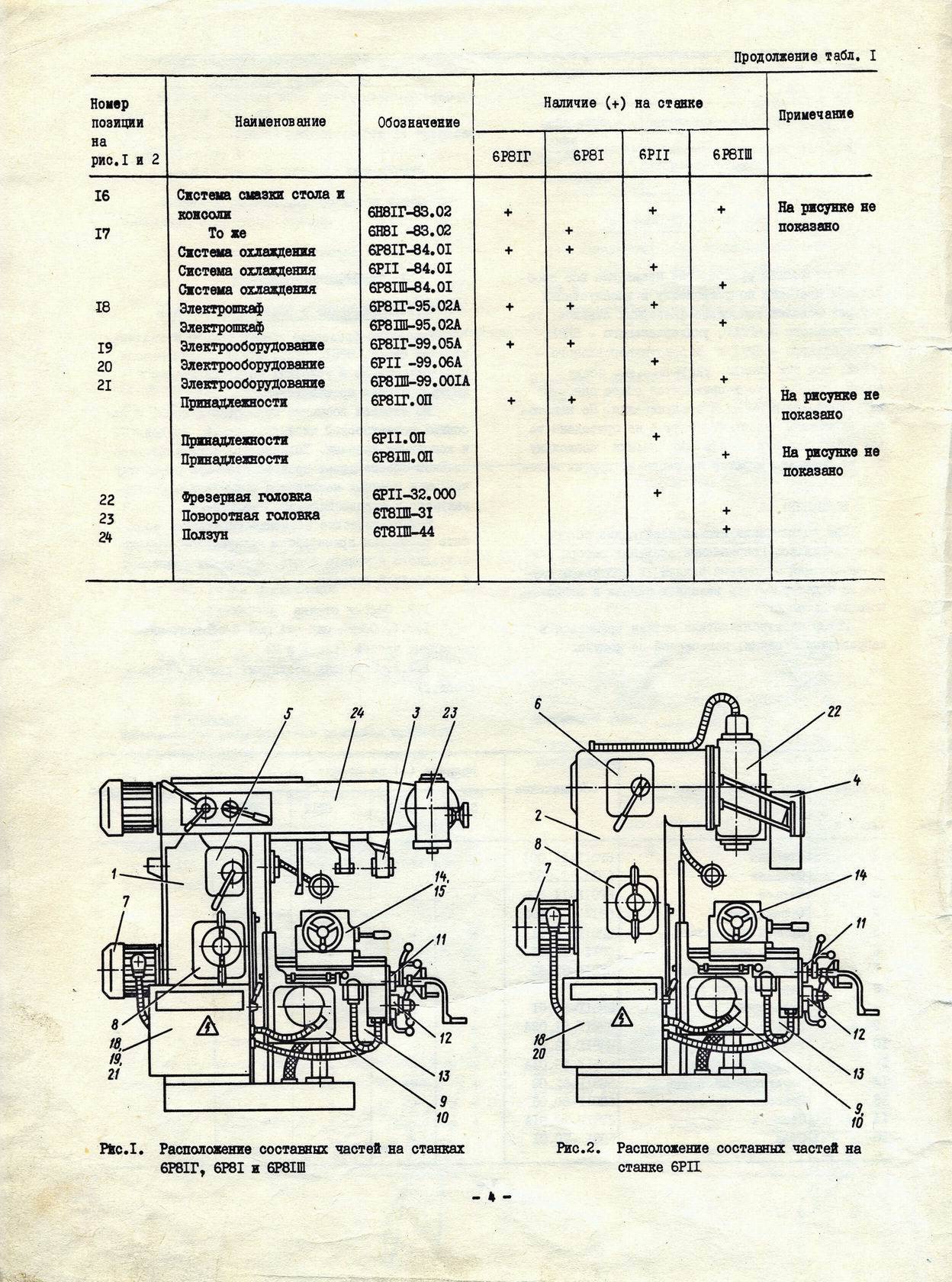
Станок 6Н81А состоит из следующих узлов:
- Станина;
- Ползун;
- Коробка подач;
- Редуктор;
- Коробка реверса;
- Механизм переключения подач;
- Консоль;
- Стол;
- Охлаждение;
- Смазка;
- Электрооборудование;
- Принадлежности.
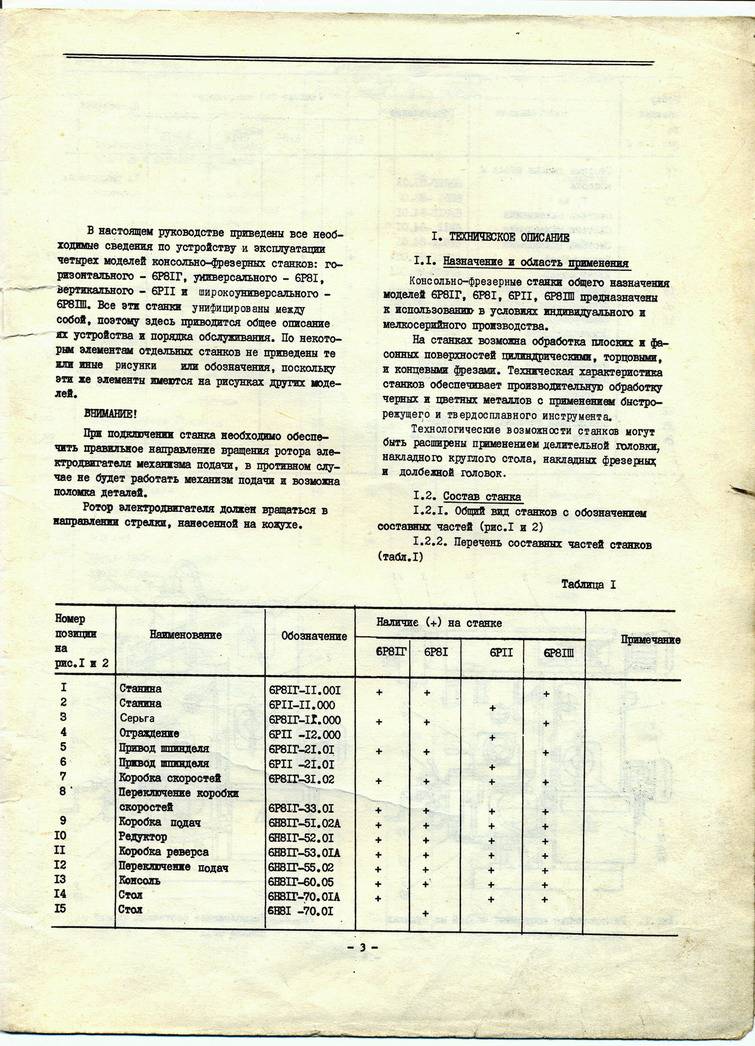
Наиболее известные серии консольно-фрезерных станков, выпускаемых ДЗФС:
- серии 6Н: вертикальные — 6Н11; горизонтальные — 6Н81, 6Н81Г, 6Н81А
- серии 6Р: вертикальные — 6Р11; горизонтальные — 6Р81; 6Р81Г; широкоуниверсальные — 6Р81Ш
- серии 6Т: вертикальные — 6Т11, 6Т12
- серии 6К: вертикальные — 6К11 ,6К12 , широкоуниверсальные —6К81Ш, 6К82Ш
- серии 6М: широкоуниверсальные с автоциклами — 6М82Ш
- серии 6Д: вертикальные — 6Д12 , горизонтальные —6Д81, 6Д82; широкоуниверсальные — 6Д81Ш, 6Д82Ш
- серии 6ДМ: вертикальные с ЧПУ 6ДМ13ФЗ, с автоциклами — 6ДМ83Ш, с ЧПУ — 6ДМ83ШФ2
Станки консольно-фрезерные. Общие сведения
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.








Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя накладную поворотную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г, 6Н81А; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
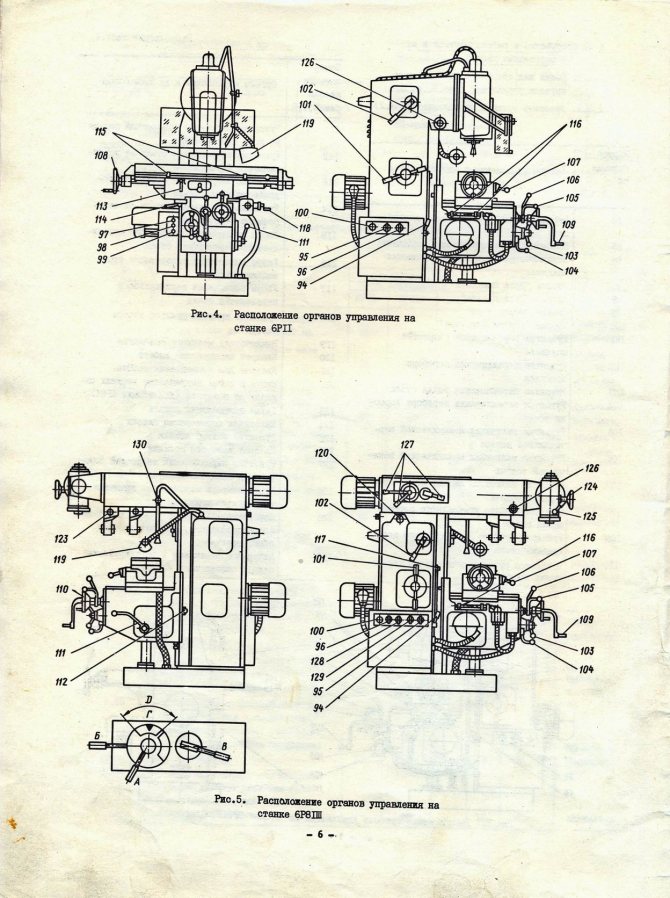
Работа электросхемы
Принципиальные электросхемы одношпиндельных станков 6Р81Г, 6P81, 6P11 (рис.17) и двухшпиндельного – 6Р8Ш (рис.18) по режиму работы аналогичны, но на станке 6Р81Ш дополнительно установлены электродвигатель привода поворотного шпинделя и аппаратура для его управления и защиты.
Ниже приводится общее описание электросхемы для всех станков.
Подключение станков к электросети производится вводным автоматическим выключателем В1.
На станке 6Р81Ш имеется переключатель В7, который устанавливается в три положения, соответствующие работе одного горизонтального шпинделя, одного поворотного шпинделя и обоих шпинделей одновременно. Выбор направления вращения шпинделей осуществляется реверсивными переключателями В4 и В6. В случае использования в работе охлаждающей жидкости электронасос М1 подготавливается выключателем В3, после чего он включается одновременно с электродвигателями шпинделей М2 и М4.
Включение электродвигателей привода шпинделей М2 и М4 в привода подачи М3 производится отдельными кнопками КнП1 и КнП2 при помощи магнитных пускателей P1, Р8 и Р2 в следующей последовательности: сначала электродвигатели М2 и М4, затем электродвигатель М3. При неработающих электродвигателях М2 и М4 электродвигатель М3 не включается.
Кнопка КнТ “Толчок шпинделя” предназначена для кратковременного включения электродвигателей М2 и М4 с целью облегчения переключения скоростей. При нажатии на кнопку КнТ – включаются магнитные пускатели P1 и Р8 (один из них или оба вместе) по цепи: КнТ(8-11) – РВ(11-10) – катушки P1 и Р8. Магнитные пускатели PI и Р8 н.о. контактами (8-9) включат реле РВ, которое отключит своим н.з. контактом (10-11) пускатели P1 и Р8.
Таким образом, длительность работы электродвигателей М2 и М4 не зависит от продолжительности нажатия кнопки КнТ.
Остановка всех двигателей происходит как при нажатии кнопки КнС “Общий стоп”, так и при срабатывании кнопочного выключателя В5.
Торможение привода шпинделя после отключения питания электродвигателей М2 и М4 осуществляется тормозными электромагнитными муфтами ЭМ1 и ЭМ2. Питание к катушкам муфт поступает от селенового выпрямителя ВП по цепи: н.з. контакты магнитных пускателей P1(24-25), Р8(25-28) и н.о. контакт реле РВ(23-24). Время нахождения тормозных муфт ЭМ1 и ЭМ2 под напряжением определяется настройкой реле времени РВ.
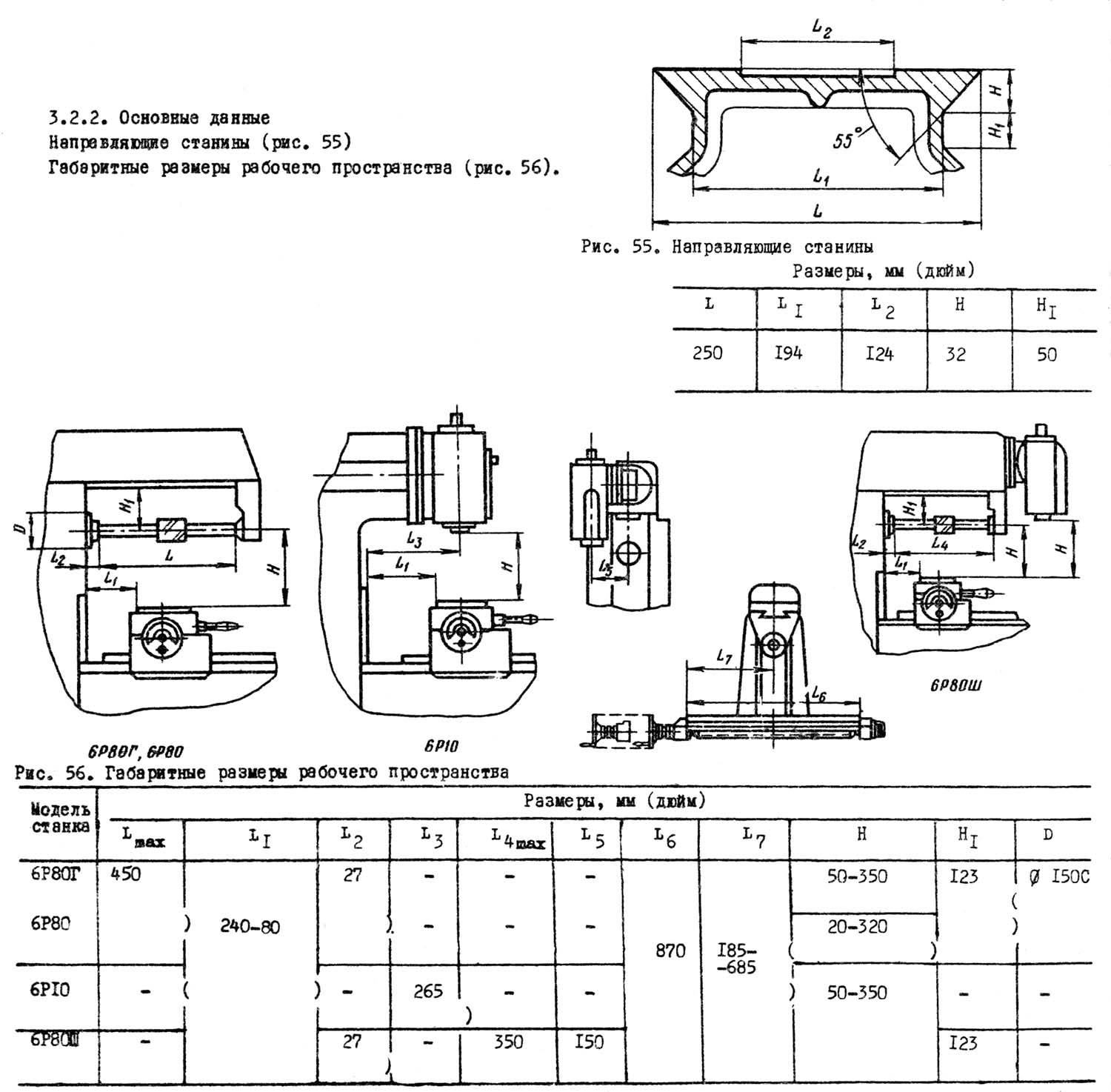
Устройство и работа станка 6Р80, 6Р80Г
Главный привод станка 6Р80, 6Р80Г
Кинематические схемы главного привода станков 6Р80Г и 6Р80 одинаковы. Вращение шпинделя осуществляется от электродвигателя через клиноременную передачу и коробку скоростей. При перемещении блоков шестерен на валу II-II и переключении шестерен перебора на шпинделе получается 12 скоростей.
Привод подач станка 6Р80, 6Р80Г
Кинематическая схема привода подач одинакова для всех станков. Вращение валов VIII, IX, X, XI, XII, XIII привода подач осуществляется от электродвигателя.
Рабочая подача осуществляется при отключенной электромагнитной муфте. Вращение от коробки подач передается через обгонную муфту на вал консоли XIV.
Кинематическая цепь ускоренных перемещений стола идет от электродвигателя через валы VIII, IX, X, XIII, электромагнитную муфту, обгонную муфту и вал консоли XIV.
Включение и реверсирование продольных, поперечных и вертикальных подач производится двухсторонними кулачковыми муфтами 25, 32, 39.
Станина станка 6Р80, 6Р80Г
Станина станков состоит из основания, стойки, электрошкафа, кожуха и хобота с подвесками (на станке 6Р10 хобот и подвески отсутствуют).
На основании установлены: стойка, кронштейн с гайкой винта подъема консоли и насос охлаждения.
Внутренняя полость основания является резервуаром для охлаждающей жидкости.
С правой стороны стойки прикреплен электрошкаф, в верхней части — коробка скоростей и механизм переключения скоростей.
На хоботе станков 6Р80Г и 6Р80 крепятся подвески, которые служат опорами для фрезерных оправок. Одна из подвесок имеет опору качения, другая — скольжения.
Коробка скоростей и шпиндель станка 6Р80, 6Р80Г
Привод шпинделя станков 6Р80Г и 6Р80 состоит из электродвигателя, клиноременной передачи, шестиступенчатой коробки скоростей, шпинделя и перебора, встроенных в сгонку станка.
В качестве передней опоры шпинделя применены двухрядные роликовые подшипники с посадкой внутреннего кольца на конус. Для восприятия осевых усилий в задней опоре установлены радиально-упорные шарикоподшипники.
Консоль и коробка подач станка 6Р80, 6Р80Г
Привод подач размещен в консоли. Спереди, в нижнюю часть консоли, встроен фланцевый электродвигатель, с левой стороны консоли крепится коробка подач с механизмом переключения подач и механизмом включения вертикального перемещения консоли, а с правой — механизм перемещения салазок.
12-ступенчатая коробка кроме цепи рабочих подач имеет цепь ускоренного хода. В коробке подач расположена предохранительная муфта 1 (рис. 15), исключающая возможность поломки шестерен при перегрузке.
На одном валу с предохранительной муфтой смонтированы электромагнитная муфта 2 и обгонная муфта 3. Включение быстрых перемещений стола, салазок и консоли осуществляется кнопкой, расположенной на передней стенке салазок.








Рукоятка и маховик ручных перемещении стола в поперечном и вертикальном направлениях расположены на консоли спереди.
Механизм переключения подач состоит из рукоятки, диска с профильными пазами и рычагов. При движении рукоятки вверх или вниз диск поворачивается и рычаги перемещают вилки с шестернями.
Включение механического перемещения консоли и салазок осуществляется при помощи рукояток, расположенных с левой и правой сторон консоли. Направление движения рукоятки мнемонически увязано с направлением движения консоли и салазок.
Задняя стенка консоли выполнена в виде направляющих профиля «ласточкин хвост».
С правой стороны сзади консоли находится рукоятка для закрепления консоли на стойке.
Верхняя часть консоли имеет прямоугольные направляющие, по которым перемещаются салазки.
Стол и салазки станка 6Р80, 6Р80Г
Салазки перемещаются в поперечном направлении на консоли и имеют направляющие для стола.
Со столом связан винт 1 (рис. 18) продольной подачи. В салазках находятся конические шестерни 2, вращающие винт, рукоятка и механизм включения продольной подачи стола.
Для работы методом попутного фрезерования предусмотрен механизм выборки зазоров между резьбой ходового винта 1 и гаек 3 и 4.
При работе методом встречного фрезерования сильно изнашивается ходовой винт. Поэтому, когда на станке длительное время выполняется одна работа, следует менять участок работы винта.
Поворотные салазки на станке 6Р80 дают возможность осуществлять поворот стола в пределах ±45° в горизонтальной плоскости.





