Основные марки
Сварочный аппарат никак не может обойтись без электродов, но строительный мир настолько многообразен и разнообразен, что, порой, домашний умелец просто теряется в том, что же ему все-таки следует выбрать из всего перечня, который ему предлагается
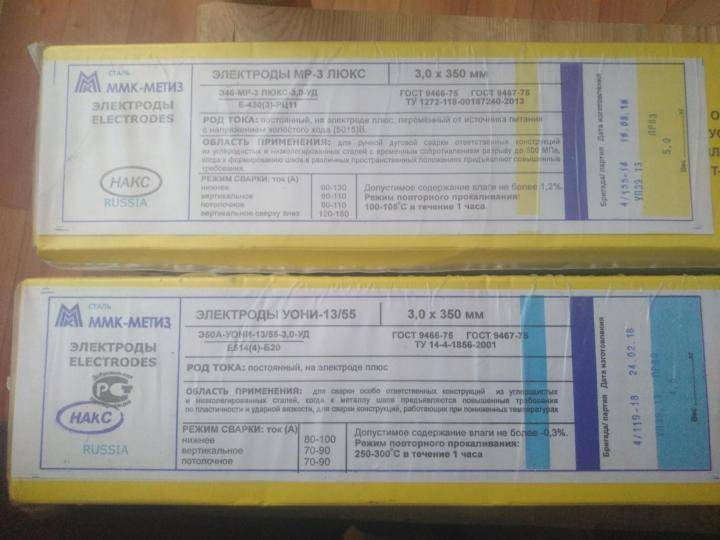
Но хотелось бы обратить внимание на несколько марок, которые считаются лучшими среди всех. Прежде всего, это электроды марки УОНИ, которые уже давно доказали свое качество и о характеристиках которого будет рассказано чуть позже. Второй тип электрода – МР3
Эта марка на сегодняшний день является очень распространенной. Ее чаще всего используют для того, чтобыосуществлять сварочные работы не самых ответственных конструкций, которые выполнены их углеродных сталей, а также они могут быть и низколегированные. Основное преимущества данного электрода заключается в том, что электрическая дуга непрерывно горит, а, таким образом, идет равномерный провар соединяемого металла, а следовательно, и такая прочность всей работы. Для работы с такой маркой можно использовать как переменный, так и постоянный ток
Второй тип электрода – МР3. Эта марка на сегодняшний день является очень распространенной. Ее чаще всего используют для того, чтобыосуществлять сварочные работы не самых ответственных конструкций, которые выполнены их углеродных сталей, а также они могут быть и низколегированные. Основное преимущества данного электрода заключается в том, что электрическая дуга непрерывно горит, а, таким образом, идет равномерный провар соединяемого металла, а следовательно, и такая прочность всей работы. Для работы с такой маркой можно использовать как переменный, так и постоянный ток.
Еще одна распространенная марка электродов – это ОК 46. Они непросто хороши для процесса сварки, но еще и обладают таким покрытием, как рутиловое. Поэтому исварочный шов получается прочным и надежным, ведь он даже позволяет делать повторный розжиг самой электрической дуги. Но вот не каждую сварочную операцию можно выполнять с этим катодом, так как это лучше подходит для, например, прихватки металла или же для создания корневого шва.
Популярные разновидности
Выпускают расходники рассматриваемого типа в большом диапазоне диаметров (от 2 до 5 миллиметров). Самыми востребованными в модельном ряду являются электроды УОНИ 13 55 3мм и 4мм. При этом выделяют четыре разновидности изделия, которые имеют профильное назначение и свою специфику применения.
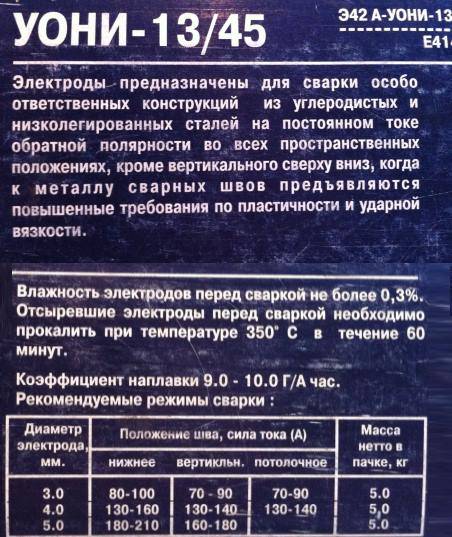
- 13/45 – разработаны для создания высокоответственных металлоконструкций из заготовок низко/среднеуглеродистой стали. Также их используют для ремонта литых и кованых изделий и устранения дефектов. В сердечнике этих электродов имеется молибден и никель, которые обеспечивают шву необходимую ударную вязкость и пластичность.
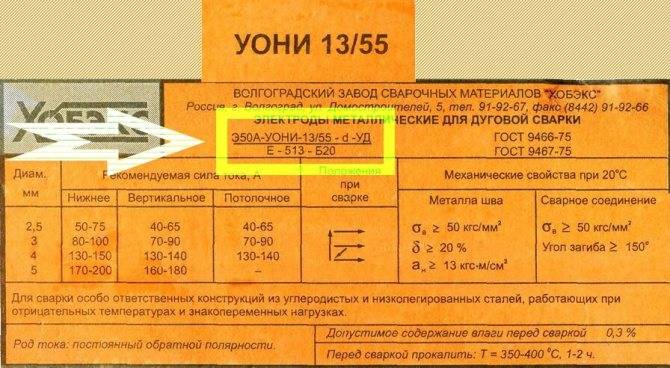
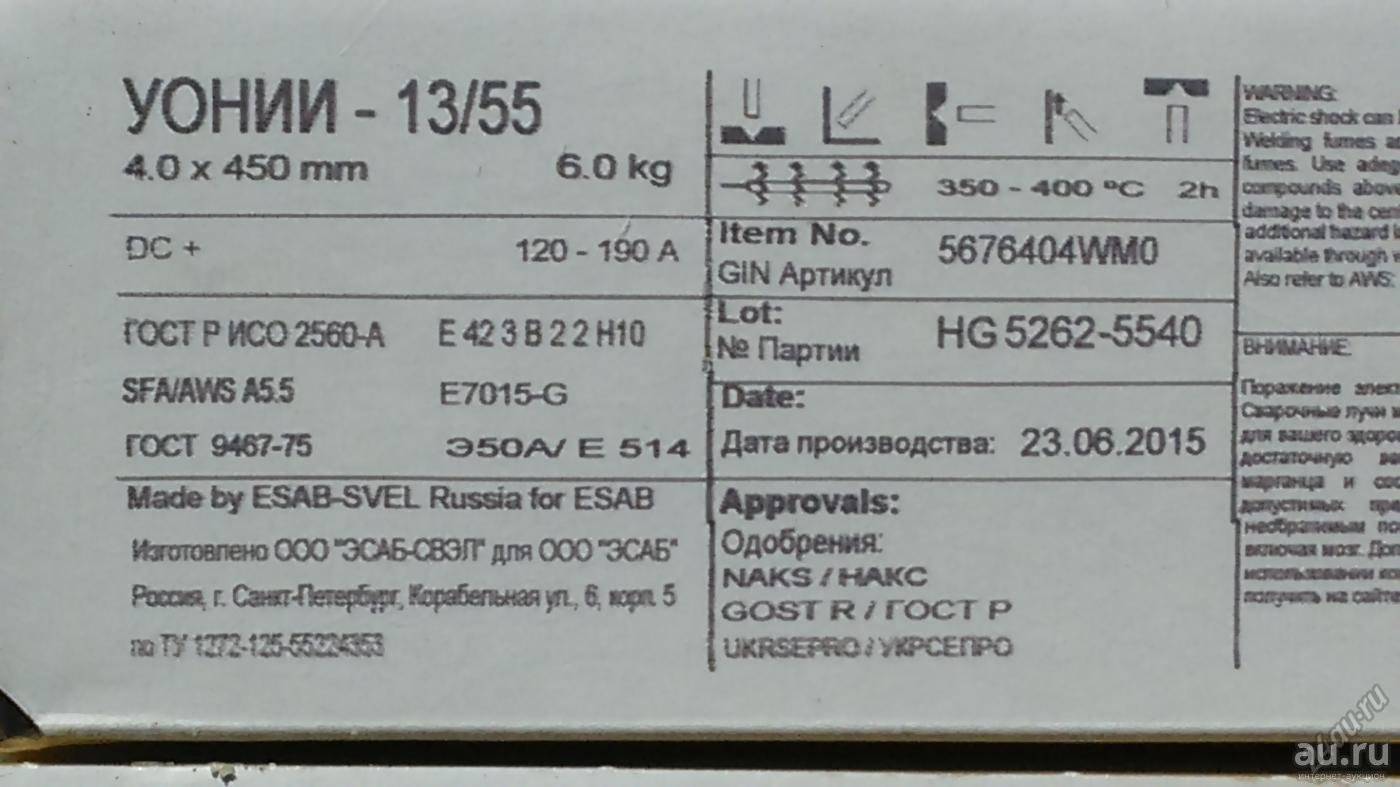
- 13/55 – ориентированы на сварку конструктивных элементов из низко/высокоуглеродистых сталей. Обмазка подобных моделей содержит фосфор, серу, кремний и марганец, что гарантирует отменное качество сварного соединения. Применяются в производственных цехах. Изделия требовательны к состоянию деталей (грязи, ржавчине и влаге на их поверхности).
- 13/65 – применяются в тех же случаях, что и аналоги 13/55. Используют данные электроды для получения шва повышенного качества, но цена таких УОНИ за кг заметно выше. Поэтому применяют подобные расходники только при создании особо ответственных металлоконструкций и изделий.
- 13/85 – самые дорогие сварочные электроды из модельного ряда УОНИ. Они активно применяются в процессе формирования конструкций из деталей, созданных из легированных сталей.
Сертификация качества
Сертификаты на электроды требуются в случае ответственных работ. Если потребитель варит себе гараж, то крайне маловероятно, что с ним что-нибудь случится, слишком уж ничтожны нагрузки на швы. Если и случится, то последствия будут незначительными, по крайней мере, по сравнению с другими возможными областями использования. Если сварочный материал используется для работ в промышленности, в судостроении, по газо- или нефтепроводам, в атомной энергетике, то последствия плохой сварки могут принять и катастрофические масштабы.
Сертификат – это документ, который подтверждает качество электродов и ответственность выдающей стороны за все, что может случиться. Например, в случае морской катастрофы суд может установить, что она произошла из-за плохой сварки, связанной с низким качеством электродов. При этом, на электроды был выдан сертификат Ллойда (Lloyd’s Register of Shipping). В этом случае, Ллойд и будет платить владельцам судна, груза или родственникам пассажиров.
Другое дело, что зная об этом, Регистр Ллойда так просто не выдаст свой сертификат, а потребует подтверждения качества продукции от авторитетнейших экспертов. Сертификат может иметь ограниченный срок действия и требовать подтверждения
Поэтому ответственный потребитель, независимо от того, о российском или международном сертификате идет речь, должен обращать внимание на сроки его действия
Все предприятия, выпускающие электроды типа Э50А, выдают на них сертификаты, так как область применения материала захватывает ответственные металлоконструкции и, в основном, для этих целей данные электроды и используются.
Виды сварочных материалов
Электроды, использующиеся в работах с дуговой ручной сваркой, делятся на:
Неплавящиеся.
Производятся из разных видов материалов, отличающихся тугоплавкостью: вольфрам, графит, уголь. Предназначены для розжига и сохранения сварочной дуги. Места соединения заготовок заполняются присадками, созданными при помощи ручного поднесения расходника, который плавится.
Плавящиеся.
Этот вид электрода расплавляется в процессе сварочных действий на поверхности конструкции. Производится из стали, чугуна, меди или другого металла. Конкретный вид сырья зависит от материала. Стержень выполняет функцию присадки, а также играет роль катода или анода. Бывают электроды покрытыми и непокрытыми.
В знаменателе – кодированное обозначение (код):
буква Е – международное обозначение плавящегося покрытого электрода
ГРУППА ИНДЕКСОВ, УКАЗЫВАЮЩИХ ХАРАКТЕРИСТИКИ МЕТАЛЛА ШВА ИЛИ НАПЛАВЛЯЕМОГО МЕТАЛЛА
6.1. Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2)
6.2. В условном обозначении электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) первый индекс двузначного числа соответствует среднему содержанию углерода в шве в сотых долях процента; последующие индексы из букв и цифр показывают содержание элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру°С, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (35 кгс?м/см2).
Пример: E-12X2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20°С имеет ударную вязкость 34 Дж/см2 (3,5 кгс?м/см2).
6.3. В условном обозначении электродов для сварки теплоустойчивых сталей содержатся два индекса:
- первый указывает минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (3,5 кгс?м/см2);
- второй индекс – максимальную температуру, при которой регламентированы показатели длительной прочности металла шва.
6.4. Электроды для сварки высоколегированных сталей кодируются группой индексов, состоящих из трех или четырех цифр:
- первый индекс характеризует стойкость металла шва к межкристаллитной коррозии;
- второй указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва (жаропрочность);
- третий индекс указывает максимальную рабочую температуру сварных соединений, до которой допускается применение электродов при сварке жаростойких сталей;
- четвертый индекс указывает содержание ферритной фазы в металле шва.
6.5. Условное обозначение электродов для наплавки поверхностных слоев состоит из двух частей:
первый индекс указывает среднюю твердость наплавленного металла и выражается дробью:
- в числителе – твердость по Виккерсу;
- в знаменателе – по Роквеллу.
второй индекс указывает, что твердость наплавленного металла обеспечивается:
- без термической обработки после наплавки -1;
- после термической обработки – 2.
Индекс | Твердость | Индекс | Твердость | ||
по Виккерсу | по Роквеллу | по Виккерсу | по Роквеллу | ||
200/17 | 175 – 224 | до 23 | 700 / 58 | 675 – 724 | 59 |
250 / 25 | 225 – 274 | 24 – 30 | 750 / 60 | 725 – 774 | 60 – 61 |
300 / 32 | 275 – 324 | 30,5 – 37,0 | 800 / 61 | 775 – 824 | 62 |
350 / 37 | 325 – 374 | 32,5 – 40,0 | 850 / 62 | 825 – 874 | 63-64 |
400 / 41 | 375 – 424 | 40,5 – 44.5 | 900 / 64 | 875 – 924 | 65 |
450 / 45 | 425 – 474 | 45,5 – 48,5 | 950 / 65 | 925 – 974 | 66 |
500 / 48 | 475 – 524 | 49,0 | 1000 / 66 | 975 – 1024 | 66,5 – 68,0 |
550 / 50 | 525 – 574 | 50 – 52,5 | 1050/68 | 1025 – 1074 | 69 |
600 / 53 | 575 – 624 | 53 – 55,5 | 1100/69 | 1075 -1124 | 70 |
650 / 56 | 625 – 674 | 56 – 58,5 | 1150/70 | 1125 -1174 | 71 -72 |
Пример: Е – 300/32-1 – Твердость наплавленного слоя без термообработки.
ОБОЗНАЧЕНИЕ ВИДА ПОКРЫТИЯ
А, Б, Ц, Р – см. Электродные покрытия; смешанного типа: АР – кисло-рутиловое; РБ – рутилово-основное и т.п.; П – прочие. При наличии в покрытии железного порошка более 20% добавляется буква Ж. Например: АЖ.






ОБОЗНАЧЕНИЕ ДОПУСТИМЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ
1 – для всех положений, 2 – для всех положений, кроме вертикального “сверху-вниз”, 3 – для нижнего, горизонтального на вертикальной плоскости и вертикального “снизу-вверх”, 4 – для нижнего и нижнего “в лодочку”.
ОБОЗНАЧЕНИЕ ХАРАКТЕРИСТИК СВАРОЧНОГО ТОКА И НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ
Полярность постоянного тока | Uxx источника переменного тока, В | Индекс | |
Номинальный | Пред. отклонение | ||
Обратная | – | – | |
Любая | – | – | 1 |
Прямая | 50 | ± 5 | 2 |
Обратная | 3 | ||
Любая | 70 | ± 10 | 4 |
Прямая | 5 | ||
Обратная | 6 | ||
Любая | 90 | ± 5 | 7 |
Прямая | 8 | ||
Обратная | 9 |
СТАНДАРТ НА СТРУКТУРУ УСЛОВНОГО ОБОЗНАЧЕНИЯ
ГОСТ 9466-75 “Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация и общие технические условия”.
СТАНДАРТ НА ТИПЫ ЭЛЕКТРОДОВ
ГОСТ 9467-75 “Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей”.
ГОСТ 10051-75 “Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами”.
Подготовка электрода УОНИ к работе
Если предполагаете, что такой спецэлектрод, как УОНИ, не требует подготовки перед использованием, то вы глубоко ошибаетесь. Не всегда пачка расходников тратится за один раз, и может случится так, что часть электродов ждет своей очереди в уже негерметичной упаковке.
Тогда в таком случае перед свариванием металла стоит провести прокалку электродов, поскольку обмазка УОНИ имеет свойство вбирать в себя влагу. Можно использовать температуру до 300 – 400 градусов по Цельсию: изделия не содержат органические вещества и поэтому хорошо переносят длительное нагревание. После прокаливания нужно поместить электроды в специальный пенал.
Обратите внимание: электрод подлежит термической обработке не более 3-х раз, ее общее время не должно превышать 4 часа
Пространственные положения сварочного шва
При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Пространственные положения сварочного шва.
Рейтинг электродов переменного тока
Типы электродов для сварки переменным и постоянным током. Вид тока обозначается во всех маркировках расходников – это всегда последняя цифра. Главное – запомнить, что если в маркировке на последнем месте стоит 0, то электрод не годится для сварки переменным током.
ОЗС – 12 с рутиловым покрытием. Самый распространенный вид электродов для сварки переменным током, с которым работают практически на всех аппаратах российского производства. Отлично варит детали из углеродистых сталей, приемлемы для соединений ответственных конструкций. Значительные преимущества данных электродов – возможность работать в любом положении в пространстве, отсутствие пор в шве, стойкая дуга, вполне приемлемая доза токсических газов, выделяемых во время процесса сварки.
МР – 3 созданы для сварки низкоуглеродистых сталей. Преимущества похожи: отличная стойкая дуга, приемлемое разбрызгивание металла. Корка шлака очень легко отделяется. С этими расходниками можно варить даже ржавые, влажные и плохо очищенные заготовки.
АНО – 4 также используются для углеродистых сталей. Отличная дуга, которая быстро и легко поджигается. Можно варить влажные и ржавые заготовки. Нет пор и трещин при образовании шва. Легкое отделение корки шлака. Практически не наблюдается разбрызгивания металла.
МР – 3С отличаются своей высокой универсальностью: годятся и для низколегированных, и для углеродистых сталей. Дуга поджигается легко и мгновенно, шов защищен от шлака и окислов за счет рутилового покрытия. Швы выходят ровными и прочными, они выдерживают значительные нагрузки. Работать с ними можно в любом положении в пространстве.
АНО – 6 используются для соединений деталей из низкоуглеродистых сталей. Не боятся ржавчину, окалину и грязь. Дуга стойкая и легко поджиигаемая, шов формируется правильно.
ОЗС – 4 для углеродистых сталей, варить можно в любых пространственных положениях. Дуга поджигается легко. Можно варить на повышенных режимах металлические заготовки с кромками средней и большой толщины
Внимание! Не любит грязи на свариваемых поверхностях – перестают работать.
АНО – 21 также предназначены для сталей с углеродными добавками и низколегированных сплавов. С ними очень просто обращаться, работать можно в каких угодно положениях, используются также совместно с инвертором и трансформатором полуавтоматического типа
Металл во время работы почти не разбрызгивается, легко отделяется шлак в виде корки. Дуга с отличными качествами – стабильная и мягкая.
ОЗС – 6 предназначаются для углеродистых сталей. Отличаются высокой проходной скоростью, что дает высокую производительность труда со сварочным швом прекрасного качества. Способен сваривать окисленные поверхности.
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
- Тип сварки: ручная дуговая.
- Род тока: постоянный.
- Полярность: обратная (электрод-положительная).
- Положение шва в пространстве — любое, кроме вертикального сверху вниз.
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
- состоящие из толстостенных заготовок;
- длительно испытывающие большие нагрузки, в т.ч. знакопеременные, давление;
- работающие в условиях низких температур.
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
Технические характеристики сварочных электродов «УОНИ-13/55»
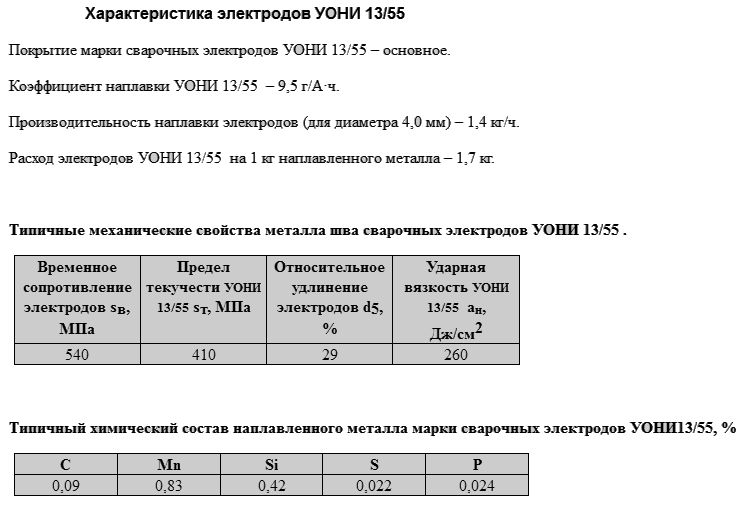
Рассмотрим основные технические характеристики сварочных электродов «УОНИ-13/55»:
- общая характеристика электродов;
- механические свойства металла сварочного шва;
- химический состав металла сварочного шва;
- пространственные положения сварочного шва;
- величина сварочного тока;
- среднее количество электродов в 1 кг.
Общая характеристика электродов “УОНИ 13/5”
Общая характеристика электродов включает в себя следующие параметры:
- покрытие сварочных электродов: основное;
- коэффициент наплавки, г/А•ч: 9,5;
- производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
- расход электродов на 1 кг наплавленного металла, кг: 1,7.

Механические свойства металла сварочного шва
Сварочный шов, созданный электродами «УОНИ-13/55», имеет следующие механические характеристики:
- предел текучести, МПа – 420;
- предел прочности, МПа – 540;
- относительное удлинение, % – 22;
- ударная вязкость (KCV), Дж/кв. см:
- при Т = +20°С – 130;
- при Т = -40°С – 80;
- при Т = -60°С – 50.
Химический состав металла сварочного шва
В химическом составе сварных швов имеются следующие элементы:
- углерод (С): ≥ 0,07%;
- кремний (Si): ≥ 0,5%;
- марганец (Mn): ≥ 1,35%;
- фосфор (P): ≥ 0,025;
- сера (S): ≥ 0,025.

Величина сварочного тока электродов «УОНИ-13/55»
При сварке, в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | – |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
| Диаметр сварочных электродов, мм | Среднее количество электродов в 1 кг, шт. |
| 2,0 | 98 |
| 2,5 | 55 |
| 3,0 | 40 |
| 4,0 | 15 |
Технологические особенности сварки электродами «УОНИ-13/55»
Сварку стыков рельсов и арматуры рекомендуется производить ванным способом в нижнем положении шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Производители УОНИ
Большинство крупных изготовителей выпускают электроды данной марки.
Наиболее широко на рынке представлена продукция следующих компаний:
- ООО «НПО Спецэлектрод» (г. Волгодонск).
- «Хобэкс».
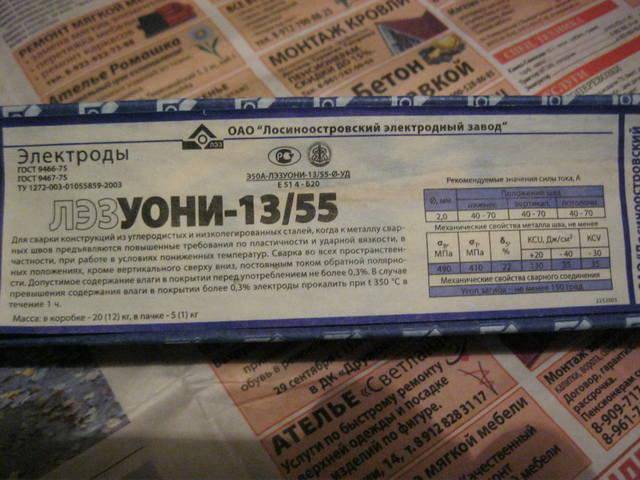
- ОАО «Лосиновский электродный завод».
- Monolith.
- «Мост» (Польша).
- ПАО «Плазматек» (СНГ).
- Linkoln Electric (США).
Все изготовители работают в данной сфере десятки лет, обладают большим опытом. Заводы оснащены современным оборудованием, позволяющим на высоком уровне осуществлять контроль качества. Благодаря этому процент брака является минимальным.








Помимо производственных мощностей компании располагают научно-исследовательскими лабораториями, где ведется разработка новых типов сварочной проволоки и покрытия.
Некоторые фирмы, например «НПО Спецэлектрод», могут изготавливать расходники под заказ с характеристиками, заявленными покупателем.
С какой целью производят прокалку электродов
Прокаливание – принципиально иной технологический момент подготовки стержней к работе. Оно выполняется при температурах, которые значительно превышают те, что нужны для просушивания. Такая термообработка:
- задает нужные технические характеристики обмазке;
- сводит уровень влажности в покрытии практически к нулю (0,2–0,5% против 8–12% при сушке);
- предотвращает залипание электрода;
- обеспечивает хороший первый и повторный поджиги и стабильное горение дуги;
- позволяет существенно снизить расход электрода (на 10–15%);
- задает ровное, качественное формирование шва.
Первичную прокалку электроды проходят в заводских условиях на заключительном этапе производства. И если они используются практически сразу после изготовления, нет необходимости в повторном прокаливании. Но подобные ситуации бывают редко, готовая продукция может месяцами храниться на складах производителя или потребителя.
При повышенной влажности окружающего воздуха (85–90%) обмазка склонна к обратному поглощению влаги, и всего за две недели она ее набирает. Пример:
- прокаленные при t 400˚С электроды типа Э50А набирают 1,5% влаги;
- изделия того же типа, прокаленные при t 200˚С, впитывают уже до 2,2%.
И это – только за 14 дней, а они могут храниться и гораздо дольше. Если покрытие отсырело, ему необходимы сушка и повторная прокалка.
Срок годности электродов
Специалисты, которые часто выполняют сварочные работы, запасаются большим количеством электродов. Потому как выгоднее покупать сварочные материалы по оптовым ценам, а не по розничной стоимости. Чтобы готовое изделие было изготовлено на высоком уровне, расходники должны быть качественными.
Зависит от условий хранения
Для обеспечения качества электродов необходимо хранить их в оптимальных условиях:
- помещение обязательно должно быть сухим, отапливаться зимой, иметь гидроизоляцию;
- температура не должна опускаться ниже 14 градусов;
- постоянная влажность не должна превышать 50%. Для контроля данного показателя необходимо использовать кондиционеры.
Дата изготовления электродов ОК 46.00 указана на упаковке
Марки электрических проводников

Тип Э50А включает в себя большое разнообразие марок и моделей. Наиболее популярные из них: ОЗС-18, а также ОЗС-25, ТМУ-21У и ТМУ-50, ЦУ-5 и ЦУ-5М, МТГ-01К, а также МТГ-02, ДСК-50У, АНО-ТМ, Э-138/50Н.
Покрытие почти у всех вариантов основное и как следствие, они имеют схожий элементный состав. Выбирайте ту, которая устроит вас в стоимости и будет в наличии в магазине.
Как можно было заметить, названия у этих электродов очень разнообразные, хотя они почти ничем не отличаются. Это значит, что у разных производителей разные принципы классификации марок.
Однако, не важно какой проводник вы выберете, результат вы получите почти такой же. Так как химический состав у марок этого типа электродов почти идентичный
Прокалка перед использованием
Обмазка электродов имеет пористую структуру. В сыром помещении она абсорбирует влагу, и расходник становится непригодным к использованию. Его покрытие крошится и хуже горит, расплавленный металл не получает необходимой защиты от окисления.
Это прогрев в специальной печи с контролем температуры и длительности. Расходники укладывают в формы, обеспечивающие всестороннее и равномерное поступление тепла.
Параметры процедуры производитель указывает на упаковке и в описании продукции на официальном сайте.
Для электродов УОНИ они составляют:
- температура: +250…+300˚С;
- время: 4 часа;
- кратность: не более 3 раз.
Прогретые электроды кладут в специальный герметичный пенал с теплоизолированными стенками. Его можно сделать своими руками из пластиковой трубы среднего диаметра.
Обмазка УОНИ не содержит органических компонентов, поэтому допускается увеличение температуры при прокалке до 400˚С.
Вне пенала электрод остается сухим в течение 8 часов. Если он за это время не будет израсходован, процедуру следует повторить, но не более 3 раз. В противном случае покрытие растрескается и отпадет.
Рекомендуем к прочтению Характеристики и эксплуатация неплавящихся электродов

Хранение
Чтобы получить хорошее качество шва недостаточно знать, как выбрать электроды и как варить ими металл. Необходимо также правильно хранить стержни.
В идеале электроды должны храниться в отдельно оборудованном помещении, специально предназначенном для длительного содержания. В таком помещении должен быть сухой воздух и отопление. Температура воздуха не должна колебаться, оптимальное значение — +15 градусов. Чтобы добиться таких условий, необходимо использовать систему кондиционирования.
Если помещение находится под землей, то необходимо сделать качественную гидроизоляцию. Чтобы лишняя влага не проникала на склад. Но мы все понимаем, что добиться таких условий в гараже или в квартире практически невозможно. Так как добиться хорошего хранения без больших затрат?
Прежде всего, постарайтесь хранить электроды в постоянно отапливаемом помещении. Если вы на зиму закрываете гараж и не бываете в нем до весны, то лучше забрать электроды домой и хранить их в темном сухом месте. Пусть это будут антресоли и верхняя полка шкафа. Если у вас отапливаемый гараж, то позаботьтесь, чтобы электроды хранились в специальном футляре. Вы можете сделать его своими руками из куска пластиковой трубы небольшого диаметра. Ни в коем случае не храните электроды на открытой земле или траве. Даже если у лежат в коробке. И вообще не воспринимайте коробку как место для хранения, они недолговечна и ненадежна. Упаковка предназначена только для транспортировки.
Если вы все-таки нарушили правила хранения и электроды напитались влагой, то прокалите их в электропечи в течении часа. Если электроды крошатся, то с этим ничего не сделаешь. Перечитайте правила хранения и не допускайте ошибок.
Особенности работ с электродами марки УОНИ 13 55
Универсальность пространственного положения наложения сварного шва для этого вида электрода достигается применением специального вида покрытия и специального состава металлического сердечника. Так, формируя слой металла, наплавляемого на поверхность соединения марка УОНИ 13 55 должна иметь максимальное содержание следующих компонентов в металле шва:

- углерод – не более чем 0,1%;
- марганец – допустимое количество не более 0,9%;
- кремниевых составляющих до 0,37%;
- максимально допустимое количество серы 0,3%;
- фосфор, не более 0,027%.
В процессе сварки сварочная ванна формируется в небольшом облаке защитного газа, это приводит к тому, что шов, формируется с очень большой пластичностью. Относительно легко поддается формированию, но при этом при остывании он обладает свойством высокой ударной вязкостью. Глубокое, однородное соединение, не содержащее раковин и трещин, имеет более длинный по времени процесс старения и образования механических и коррозионных повреждений.
Работа с электродами марки УОНИ 13 55 требует соблюдения некоторых специфических особенностей, при которых существенно повышается качество сварного соединения и удобство работы – начальный розжиг дуги проводится легко, последующие розжиги не требуют дополнительных усилий и проводятся при стабильной мощной сварочной дуге. Однако, такое удобство работы с данным видом сварочных электродов достигается прежде всего подготовкой электродов методом прокаливания. В течение 60 минут, электроды прокаливаются при температуре около 320 градусов. Такая подготовка к использованию позволяет получить инструмент готовый к работе, при этом температура непосредственно во время работы особой роли не играет, сварочная ванна формируется правильно, а металл практически не образует разбрызгивания. Прокаленные электроды в результате не образуют разнородного по составу слоя шлака, он отделяется легко, большими фрагментами.
Сфера применения
Универсальность использования и отличные качества результатов соединения позволяют применять сварочные электроды УОНИ 13 55 в местах ответственных работ, требующих надежности соединения и одновременно легкости их применения:

- сварка арматурного каркаса железобетонных изделий;
- ремонтные работы трубопроводов;
- герметизация порывов резервуаров;
- устранение трещин без сквозного дефекта металла;
- монтажные работы ответственных несущих конструкций
- наплавление слоя металла.
Расчет применения сварочных электродов этой марки, характеристики соединений которых позволяют брать в расчеты величину сопротивления на разрыв более 490 Н/мм2 делает их незаменимыми для напряженных конструктивных элементов. А ударная вязкость образуемого шва при расчетах определяется как 127,4 Дж/см2.

Во многом эффективность работы определяется соответствием сварочного тока диаметру электрода и тому, в какой плоскости будет располагаться свариваемый шов. Величина тока влияет и на другие показатели, например, на скорость наплавки металла и расходу электродов на эту операцию. Так для наплавки 1 кг соединительного шва при нормальной температуре воздуха понадобиться 1,65 кг электродов этой марки, при этом выход наплавленного металла составит около 93% от массы стержней.
Самым малым диаметром, выпускаемым промышленностью электродов УОНИ 13 55, является диаметр стержня 2 мм, далее размеры имеют следующие показатели – 2,5 мм, 3 мм,4 мм, 5 мм и 6 мм. Длина варьируется от 300 мм до 450 мм, шаг размерности составляет 50 мм.

Практическое применение электродов УОНИ 13 55 зависит от диаметра и положения сварочного шва. Для диаметров 2 — 2,5 – 3 и 4 мм применяется все три положения, а вот для 5 и 6 мм это в основном только нижнее и вертикальное положение швов.
Величина сварочного тока для работы в нижнем положении несколько выше чем для остальных видов. Так, для вертикальных и потолочных видов сварочных работ электродов данной марки применим сварочный ток от 130 до 160 ампер, а вот для нижнего положения он определяется от 160 до 190 ампер у электродов диаметром 4 мм.
Общее понятие электродов типа Э50А
Изделия марки Э50А предназначены для соединения плоских и профилированных деталей из конструкционных сталей и материалов с небольшим процентным содержанием легирующих элементов. Швы соответствуют повышенным требованиям по ударной вязкости и пластичности, инструмент допускает ведение сварочных работ в любом положении при подаче постоянного тока с обратной полярностью коммутации (отрицательный полюс оборудования подключен к заготовке). Не допускается сварка на вертикальных плоскостях в направлении сверху вниз.
В соответствии со стандартом требуется предварительная механическая очистка сопрягаемых кромок от налета грязи и ржавчины, следы масла необходимо смыть органическими летучими растворителями.
Сварка производится короткой дугой, для повышения качества шва рекомендуется прокалка электродов в электрической печи с термометром и регулятором нагрева на протяжении 60 минут при температуре +325°…+375°С.
Преимущества использования электродов:
- простота возбуждения и стабильное горение дугового разряда;
- сниженный уровень разбрызгивания металла (при соблюдении технологии);
- повышенная устойчивость наплавленного металла к образованию кристаллизационных трещин;
- пригодность для сварки деталей, работающих при знакопеременных циклических нагрузках;
- сниженное содержание примесей в материале шва.
Технические характеристики
Внешняя поверхность металлического стержня имеет монолитное покрытие основного типа из карбонатов и соединений на основе фтора. При горении электрической дуги внешний слой плавится и защищает расплав от проникновения газов и неметаллических соединений.
Рекомендуем к прочтению Описание электродов Э42 для сварки
 Электроды Э50А имеют монолитное покрытие из карбонатов.
Электроды Э50А имеют монолитное покрытие из карбонатов.
Другие покрытия для электродов Э50А не используются.
Основные параметры:
- коэффициент наплавки – 9,5 г/А*ч;
- средний расход материала для получения 1 кг наплавленной стали – 1,5 кг;
- сопротивление разрыву полученного шва – 530 МПа;
- ударная вязкость при +20°С и -50°С – 140 и 34 Дж/см² соответственно.
Полученный слой наплавленного металла имеет следующий химический состав:
- углерод – не более 0,1%
- марганец – от 0,9 до 1,4%;
- кремний – от 0,25 до 0,5%;
- сера – не выше 0,03%;
- фосфор – не более 0,03%.
Производители выпускают электроды круглого сечения диаметром от 2 до 6 миллиметров, сила тока при сварке зависит от положения шва и сечения инструмента. Например, для габарита 2 мм и горизонтальной линии стыка необходимо подать 40-80 А, при потолочном расположении верхний предел снижается до 70 А (для уменьшения риска вытекания расплава из зазора между деталями). Электроды поставляются заказчикам упакованные в пачки весом от 1 до 5 кг с оболочкой из плотной бумаги, предотвращающей негативное воздействие атмосферного воздуха.
ЗАО «КОМЗ-Экспорт»
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДА УОНИ-13/55
Справочная информация по сварочным электродам УОНИ-13/55 и их модификациям. Электроды УОНИ-13/55 и электроды УОНИ 13/55СМ предназначены: сварка углеродистых и низколегированных сталей. Основное назначение сварочных электродов. Электроды марки УОНИ-13/55 и электроды марки УОНИ-13/55СМ предназначены для ручной дуговой сварки особо ответственных металлоконструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
| ГОСТ 9466-75 | AWS А5.1 : E7015 |
| ГОСТ 9467-75 | DIN E5140B10 |
| ТУ У 05416923.015-96 | ISO 2560 : E514B26 |
| ТУ 1272-036-48265127-2009 | EH 499 : E383B22H10 |
Характеристики плавления сварочных электродов при сварке Коэффициент наплавки, г/А ч — 9,0 (ГОСТом 9466-75 не регламентируется) Расход электродов (для ø3,0мм) на 1 кг наплавленного металла, кг — 1,7
Механические свойства металла шва сварочных электродов при сварке, не менее
| Относительное удлинение, % | 20 |
| Временное сопротивление разрыву, МПа | 490 |
| Ударная вязкость, Дж/см2 (кгс/см2) | 127,4 (13) |
Содержание влаги в покрытии электродов, перед использованием – не более 0,3 %.
В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электродов при температуре 320÷350ºС.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15оС.
Химический состав наплавленного металла сварочных электродов при сварке, %
| Углерод | не более 0,110 |
| Сера | не более 0,030 |
| Фосфор | не более 0,030 |
| Марганец | 0,60÷1,20 |
| Кремний | 0,20÷0,50 |
Рекомендуемые значения тока сварочных электродов при сварке (А)
| Диаметр, мм | Положение шва | ||
| нижнее | вертикальное | потолочное | |
| 3,0 | 80÷100 | 70÷90 | 70÷90 |
| 4,0 | 130÷160 | 130÷140 | 130÷140 |
| 5,0 | 180÷210 | 160÷180 |
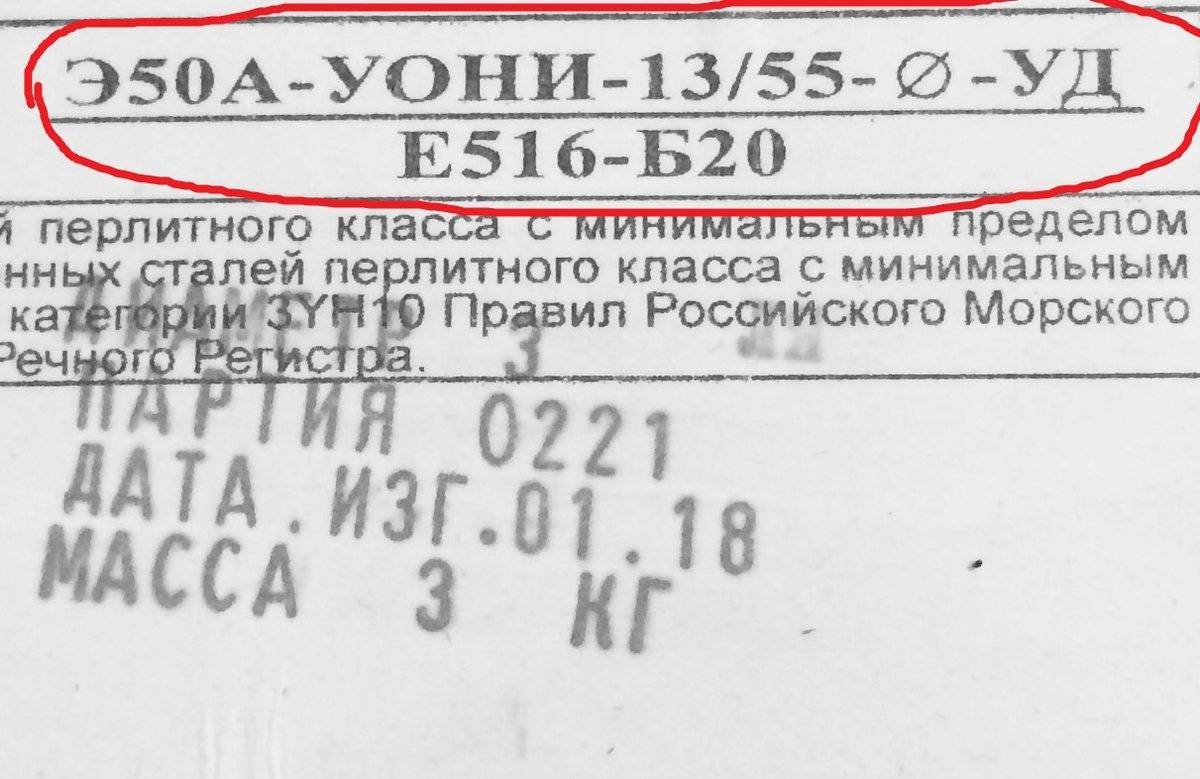
Расшифровка обозначения
Э50А – УОНИ-13/55 – Ø3 – УД / Е514 – Б20 ГОСТ 9466-75; ГОСТ 9467-75
Где, Э50А – тип сварочного электрода (для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50кгс/мм2, когда к металлу сварных швов предъевляют повышенные требования по пластичности и ударной вязкости (по ГОСТ 9467-75).
УОНИ 13/55 – марка сварочных электродов.
Ø3 – диаметр сварочного электрода, мм.
У – сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60кгс/мм2 (условное обозначение назначения сварочного электрода по ГОСТ 9466-75).
Д – с толстым покрытием (условное обозначение по ГОСТ 9466-75), при 1,45
Е514 – группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75 (51 – minвременное сопротивление разрыву σв = 510Н/мм2 (52кгс/мм2); 4 – min относительное удлинение, σв = 20% и min температура Тк=-40ºС, при которой ударная вязкость метала шва и наплавленного металла (при испытании образцов типа IX по ГОСТ 6996-66) составляет не менее 3,5 кгс*м/см2).
Б – основное покрытие (условное обозначение по ГОСТ 9466-75).
2 – сварка во всех пространственных положениях, кроме вертикального сверху вниз (условное обозначение по ГОСТ 9466-75).
0 – сварка постоянным током обратной полярности (условное обозначение по ГОСТ 9466-75).