

Технология сварки металлоконструкций
Технологичность сварных конструкций не так уж сложна. Здесь все просто: технология соединения деталей для той или иной металлоконструкции зависит от выбранного вами метода сварки. Например, вам предстоит сварка металлоконструкций полуавтоматом. Для этого вам необходим полуавтомат, защитный газ в баллонах, присадочная проволока и электроды.

Такой подход уместен вне зависимости от того, какая сварка конструкций вам необходима. Вам может быть поручена сварка двутавровых балок или коробчатых конструкций. В любом случае опирайтесь на особенности выбранного вами метода сварки. Впрочем, есть некоторые советы, которые подходят к любому типу сварки металлоконструкций. Далее мы подробно поделимся ими.
Выбор метода сварки
Теперь, когда вам известна классификация сварных конструкций, вам будет проще выбрать тип сварки. Может с уверенностью сказать, что сборка металлоконструкций может осуществляться с помощью любого оборудования. Например, сварка строительных конструкций часто производится с помощью полуавтомата. Это не удивительно, ведь сварка металлоконструкций полуавтоматом проста и удобна, она экономит время и ресурсы. Мы рекомендуем выбирать метод сварки исходя из ваших умений, условий работы и предъявленных требований по качеству.
Выбор режима сварки
Чтобы правильно сварить конструкции из металла нужно настроить свой сварочный аппарат. Проще говоря, выбрать режим сварки. Здесь рекомендация одна: постарайтесь соблюдать золотую середину. Не нужно устанавливать завышенное значение тока в надежде выполнить работу быстрее. И не нужно варить на малом токе просто из страха испортить шов.

Сварка ответственных металлоконструкций (например, балок двутаврового сечения) требует от вас максимальной концентрации и опыта. Поэтому полагайтесь на свои силы и устанавливайте настройки, рекомендуемые ГОСТами для каждого метода сварки. Что касается скорости, то постарайтесь варить примерно 20 метров шва в час. Это усредненное значение.
Выбор температурного режима
Сварка конструкций должна производится при температуре металла не менее 17 градусов по Цельсию
Это особенно важно, если планируется изготовление сварных конструкций с повышенными требованиями к качеству швов (к примеру, упомянутая выше сварка балок). Прогрейте место будущего шва до 20 градусов перед началом работ
Выбор типа сварного соединения
В большинстве случаев, для сварки металлических конструкций выбирают стыковое и угловое соединение. О каждом из них поговорим подробнее.
Стыковой шов должен равномерно провариваться по всей длине и толщине металла. Это оптимальный метод. Также можно сварить шов на одной стороне, а затем с обратной стороны проварить корень шва. Это особенно актуально, если предстоит сборка и сварка решетчатых конструкций.
С угловыми швами все сложнее. Они больше подвержены деформациям, чем стыковые, поскольку не способны выдерживать такие большие нагрузки. Если у вас есть возможность заменить угловой шов на тавровый, то лучше сделайте это. Также запрещено использовать односторонний угловой шов при соединении толстостенных конструкций. Двусторонний шов обязателен.
Сборка и сварка металлоконструкций также требует понимания, каким нагрузкам будет подвержено изделие. Если будет много статической нагрузки, то разделывайте кромки к-образно.
Общая информация
Кондуктор сварочный (сварочно-сборочный кондуктор, сборочный кондуктор, кондуктор для сборки, кондуктор для сварки и т.д.) — это специальное приспособление, предназначенное для фиксации и предварительной сборки металлоконструкций, с которыми вы будете работать. С помощью сборочного кондуктора детали надежно фиксируются на одном месте, их удобно сваривать и следить за ходом выполнения работ.
Название «сварочный кондуктор» является разговорным. В профессиональных кругах и в магазинах это приспособление называется «сварочный cтол-манипулятор». Зачастую его используют для фиксации вращения труб, а также других крупногабаритных деталей. Например, металлических балок.
Но сборочный кондуктор на самом деле можно применять с любыми деталями. Производители выпускают кондукторы всех форм и размеров, чтобы вы могли работать с деталями и конструкциями любой величины. Принцип действия кондуктора может отличаться от модели к модели. Где-то это просто стол с механическими тисками, фиксирующими деталь. А где-то это полноценный электромеханический прибор, способный перемещать детали в заданном направлении. Но, вне зависимости от модели кондуктора, он всегда будет иметь жесткий металлический каркас, на который «нанизываются» весь остальной функционал.
Зачем нужны кондукторы? Во-первых, они упрощают труд сварщика. Если он использует вращающий кондуктор для труб, то может вращать трубу в заданном направлении, не меняя при этом своего положения и выполняя сварку, по сути, стационарно. Во-вторых, такие приспособления не просто удобны, они также ускоряют сварочные работы, в перспективе увеличивая прибыль предприятия. И, в-третьих, порой без сборочного кондуктора просто не обойтись. Например, при роботизированной сварке.
Принципы и особенности
Процесс соединения конструкций подразумевает не только соединение изделий из металла, но и возможность работать с другими материалами, например, пластмассой. Сама сварка нужна для того, чтобы расплавить соединяемые части деталей, что позволит надёжно скрепить их между собой (перед сваркой для сборки используют кондуктор – инструмент который позволяет закрепить свариваемые детали между собой) и приступить к следующему этапу.

Но самая ответственная работа, происходит при сборке металлоконструкций под сварку. От неё будет зависеть надёжность и долговечность проекта. Если сварщиком упущена из виду малейшая деталь, пострадать может вся структура соединений. Поэтому, исходя из нормативов времени, которое требуется на создание конструкции в целом, большая его часть потратится непосредственно на сборку системы соединений, после того как заготовки были поданы на стапель. Но некоторые сварщики используют кое-какие приёмы, позволяющие ускорить процесс. Для этого нужно иметь соответствующий опыт и навыки работы с кондуктором.
Металлические листовые конструкции.
Металлические листовые конструкции наиболее часто применяются в промышленности, к ним относятся: резервуары, цистерны, бункеры, газгольдеры, настилы и т.д. Для листовых металлоконструкций свойственно объединение несущих, а также ограждающих функций.
Для листов зачастую применяется автоматическая, полуавтоматическая, электрошлаковая сварка.
Листовые металлоконструкции имеют большую протяженность, к которым предъявляются более строгие требования по прочности соединения и его герметичности. Ознакомиться с последовательностью выполнения швов листовых металлоконструкций можно на изображении.
Обеспечение правильной сборки
Обеспечение высококачественного завершения работ также основывается на правильном следовании определенному перечню правил по сборке металлоконструкций:
- Подбирая детали из которых будет состоять металлоконструкция, стоит придерживаться чертежей, которые были обрисованы при составлении проекта. Иначе минимальными потерями будет несоответствие внешнего вида конструкции, а в худшем случае она не сможет выполнять возложенные на нее функции.
- Исходя из плана проекта каждый элемент должен находиться на своем месте.
- Ширина зазоров имеет не последнюю роль при возведении конструкций. Если в конечном итоге они будут иметь большие габариты, чем должны были по задумке, то данный факт очень сильно отразится на прочности изделия. Но в свою очередь чересчур мелкие зазоры могут негативно отразиться на правильной работе подвижных деталей.
- Любая конструкция имеет углы, уровень которых должен быть проконтролирован при помощи специальных инструментов. Там, где это требуется углы должны быть исключительно прямые, иначе это очень сильно отразится на положении конструкции и вызовет ее перекос, или даже приведет к полному разрушению.
- Стыковые соединения должны быть обеспечены зазорами с достаточным пространством для допустимого люфта элементов.
- На протяжении возведения всей конструкции данные моменты необходимо учитывать. Особенно в случае с автоматической сваркой, ведь при ручной технологии рабочий может проконтролировать и скорректировать направление детали, что практически невозможно сделать при использовании автоматических приспособлений. Но в тоже время роботизированное вмешательство в сварку практически исключает погрешности, вызываемые человеческим фактором.
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.
Сварка металлических конструкций.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями. Тогда при смещении элементов шов не пострадает. Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна
Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна.
При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте. При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу.
Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции. Это позволит сохранить функциональные возможности изделия
Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм
Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении. Это необходимо для обеспечения сварщика безопасными условиями работы.







Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором. Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом
Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности. Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки. В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
На заметку! Если при испытании образца на статическое растяжение предел прочности изготовленного шва оказался меньшим, чем предел прочности основного металла, то изделие браковано.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства. Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания
Это позволит в дальнейшем провести их механические испытания
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
На заметку! Качество созданных соединений металлоконструкций во многом зависит не только от мастерства сварщика, но и от качества сварочного аппарата, примененного в работе. Лучше остановить свой выбор на модели известного бренда, качество которого проверено временем.
Факторы, влияющие на качество сварки
В процессе работы, на каждом заводе сварных конструкций учитывают особенности и нюансы, которые влияют на качество изделий и их долговечность.
Температура
Среди обстоятельств, влияющих на технологический процесс сварки и качество сварочного шва, не последнее место занимает температура окружающей среды. Так, сварочные работы нельзя проводить если температура металлической заготовки ниже –18°С. Для подготовки элементов, подлежащих соединению посредством сварки, их необходимо прогреть.
Однако греть полностью все детали – нерационально, поэтому нагревают только места стыков на толщину заготовки, или на 76 мм во всех направлениях.
При необходимости соединить две детали из разных марок стали, прогрев производят по температуре той, что имеет большую прочность. Оптимальным нагревом для различных видов стали считается 21°С.
Режим сварки
Еще одно немаловажное обстоятельство, от которого зависит качество сварки узлов металлоконструкций и, как результат, прочность конструкции. Если речь идет о токе, то из-за его повышение в процессе работы распределение металла на стыке становится неравномерным. Также в результате использования слишком сильного тока в месте сварки могут образовываться прожоги
Если же ток небольшой, то качество шва также может пострадать. Иногда возможно образование недовара, который впоследствии приводит к снижению прочности металлической конструкции и образованию трещин внутри самого металла
Также в результате использования слишком сильного тока в месте сварки могут образовываться прожоги. Если же ток небольшой, то качество шва также может пострадать. Иногда возможно образование недовара, который впоследствии приводит к снижению прочности металлической конструкции и образованию трещин внутри самого металла.
Скорость процесса
Этот критерий также влияет на конечный результат. Так, повышенная скорость практически в 100% случаев гарантирует образование не проваров в стыках. При маленькой же скорости высока вероятность появления прожогов, металл, заполняющий стыки может образовывать сильные выпуклости и растекания.
Металлические сварные фермы
Стальные сварные фермы представляют собой плоскую решетчатую систему из металлических элементов, позволяющую перекрывать большие пролеты зданий и сооружений.
Ферма— это элемент конструкции здания, служащий для опирания кровельной системы (прогонов, настила, кровельного пирога) и передачи нагрузки от неё на колонны или стены.
Металлические фермы часто используются при строительстве промышленных зданий, поскольку зачастую технологический процесс не позволяет установить промежуточные стойки.
Также наиболее широко стальные фермы применяются в строительстве социальных и административных зданий. Таких как: торговые центры, кинотеатры, стадионы, бассейны и многие другие.
Именно для таких зданий характерно наличие большого свободного внутреннего пространства. Металлическая сварная ферма состоит из:
- Узлов верхнего пояса.
- Раскосов.
- Стоек.
Раскосы, в свою очередь, подразделяются на опорные и рядовые. Опорные раскосы располагаются в месте опирания фермы. Они несут большие нагрузки, поэтому зачастую их сечение больше, чем у рядовых раскосов (или же выше марка стали).
Фермы могут быть однородными, а также комбинированным. Поскольку в своём составе могут сочетать элементы, выполненные из разных марок сталей.
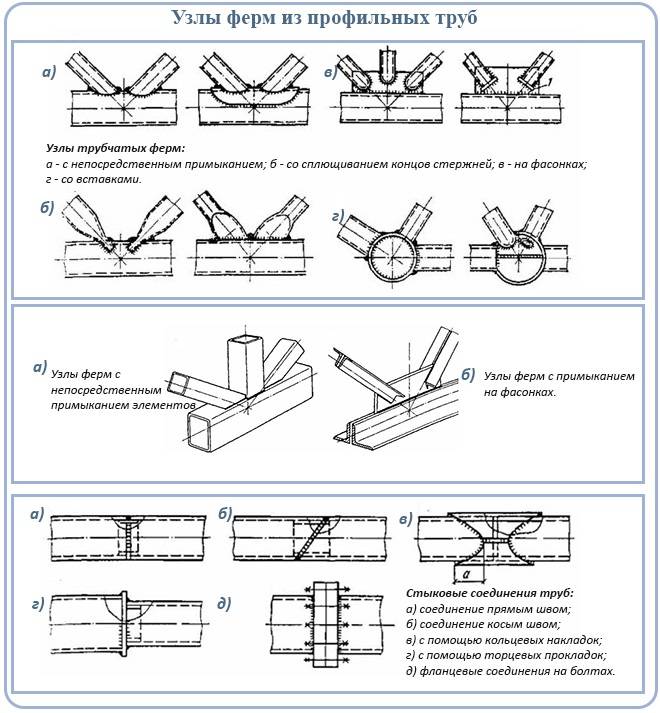
Именно комбинированные металлоконструкции являются эффективным решением их применение наиболее рационально в случаях когда, нагрузки на элементы которых значительно отличаются. Раскосы, а также стойками фермы соединяются с нижним, а также с верхним поясом напрямую, либо с помощью фасонок. Их элементы могут быть выполнены из:
- Квадратной трубы.
- Прямоугольной трубы.
- Круглой трубы.
- Уголка.
- Различных профилей.
Именно стальные фермы являются наиболее частым решением. Фермы разрабатывают для конкретного объекта строительства или же выполняют подбор по серии, выполнив соответствующие расчеты.
Чертежи ферм разрабатываются в разделе КМ и КМД, там же прописываются основные инструкции по производству, а также установке сооружений.
Требования к сварке
Существует классификация сварных конструкций и в зависимости от этого к ним предъявляются разные требования. Общим определением из всего многообразия является то, что это конструкции, выполненные методом сварки. Однако более удобным является разделение на различные виды:
- согласно их целевому назначению – авиационные, судовые, вагонные, строительные и прочее;
- по толщине соединяемых элементов – толстостенные и тонкостенные;
- по способу, которым получают заготовки: листовые, профильные, штампованные, литые;
- по материалам: стальные, титановые, алюминиваемые и из других металлов.
Каждый из указанных вариантов имеет свои особенности при соединении элементов методом сварки. Эти рекомендации указываются обычно на чертежах и в технологической карте. Сварные металлические конструкции после окончания их соединения должны обладать прочностью и надежностью. Такие требования налагают большую ответственность на сварщика в области соблюдения им определенных требований при осуществлении этого непростого процесса.
Особо большие требования предъявляются, когда происходит сварка ответственных металлоконструкций. От качества их выполнения будет зависеть, насколько большой является возможность разрушения всего объекта, что является недопустимым. Выполнять такие работы имеют право только сварщики, обладающие высокой квалификацией. Результат сварки таких конструкций в обязательном порядке должен быть подвергнут контролю.
Характеристики, которыми должны обладать металлоконструкции сварные, применяемые в строительстве, изложены в ГОСТе 27772. Также к руководящей документации можно отнести нормативный документ СНИП II 23-81. Требования, изложенные в этих документах, относятся в первую очередь к деятельности профессиональных сварщиков, но при решении произвести такие работы самостоятельно будет не лишним ознакомиться с ними.










При ручной сварке следует руководствоваться требованиями ГОСТа 5264-80, а если она осуществляется в защитном газе, то ГОСТа 14771-76
Большое внимание в имеющейся нормативной документации уделяется подготовке перед началом сваривания кромок соединяемых деталей, что является гарантией создания качественного соединения

Сварные конструкции должны иметь наименьшие из возможных значений усадочные напряжения, а также минимальные деформации. Это может обеспечить сварка конструкций при сохранении стабильности выбранного режима. Разброс значений тока и напряжения не должен превышать 5%. Для обеспечения этих требований выполняются чертежи сварных конструкций, и в специальной карте описывается технологический процесс сварки металлоконструкций.
Известные сварные конструкции
Надежность и эффектность конструкций из металла способствует тому, что они часто используются в строительстве. К преимуществам относится возможность их способность выдерживать сильнейшие нагрузки, осуществление монтажа при любых погодных условиях, удобная транспортировка отдельных элементов и легкий демонтаж.
Знаменитые сварные конструкции вызывают восхищение долгие годы. Среди известных металлических конструкций первое место по праву занимает знаменитая Эйфелева башня в Париже.

Она до сих пор привлекает своей необычностью огромные толпы туристов. Визитной карточной и символов Австралии является Сиднейский оперный театр. Это здание стоит на глубоко вбитых в землю сваях. Необычную форму крыши позволили создать такие свойства металлопроката, как гибкость и прочность.
«Небесное дерево» в Токио представляет собой телебашню, в основе которой находятся металлоконструкции, соединенные между собой.
Высота стен составляет шестьдесят восемь метров. Здание из металлоконструкций способно выдержать подземные толчки высокой интенсивности. Внешняя оболочка является комбинацией стальных труб.
В Дубае расположено самое высокое здание в мире под названием «Бурдж-Халифа». Каркас здания состоит из металлических конструкций.
Что представляют собой сварочные стыки, их разновидности
Особенности устройства сварочных креплений оказывают влияние на физико-механическое характеристики конструкции и расход материала электрода. При выполнении выпуклых швов практически во всех случаях необходима их дополнительная обработка в виде снятия неровности, которая производится механическим методом. Исходя из формы поверхности, различают сварочные швы и их дефекты.
Действующими стандартными определяется несколько видов стыков, для распознавания которых используются буквенные обозначения швов сварных соединений.
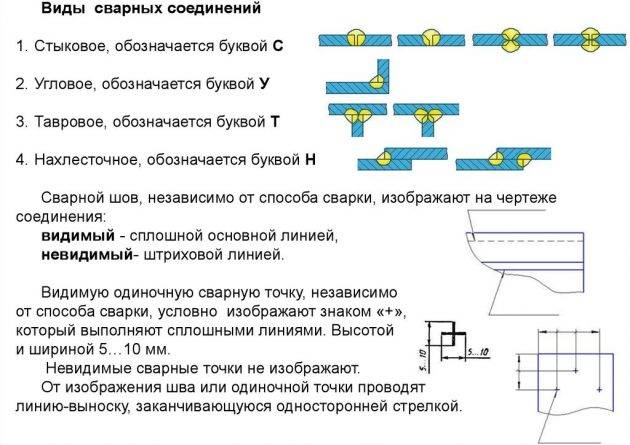
Обозначние сварных соединений
Стыковой вид
Для маркировки швов применяется буква «С». С помощью такого метода производится сварка деталей, расположенных в одной плоскости, стыкованием смежных торцов. Эти типы относятся к наиболее прочным и долговечным, они нашли широкое применение при изготовлении конструкций из металла, относящихся к категории ответственных. Для выполнения крепления необходимо провести тщательную подготовку поверхности.

Виды стыковых соединений
Торцевое крепление
И они обозначаются буквой «С». Формирование этих соединений производится по торцам заготовок. Торцевой стык часто применяется для сварки изделий из тонкого металла. При помощи такого крепления обеспечивается надежная фиксация деталей.

Нахлесточный вид
Стыки маркируются литерой «Н». При проведении сварочных работ с использованием таких приемов к качеству работы предъявляются менее строгие требования. Но прочностные характеристики и нагрузочная способность стыков гораздо хуже, чем у двух предыдущих вариантов. Для проведения крепления детали располагаются параллельно, со смещением относительно друг друга и частичным перекрытием.
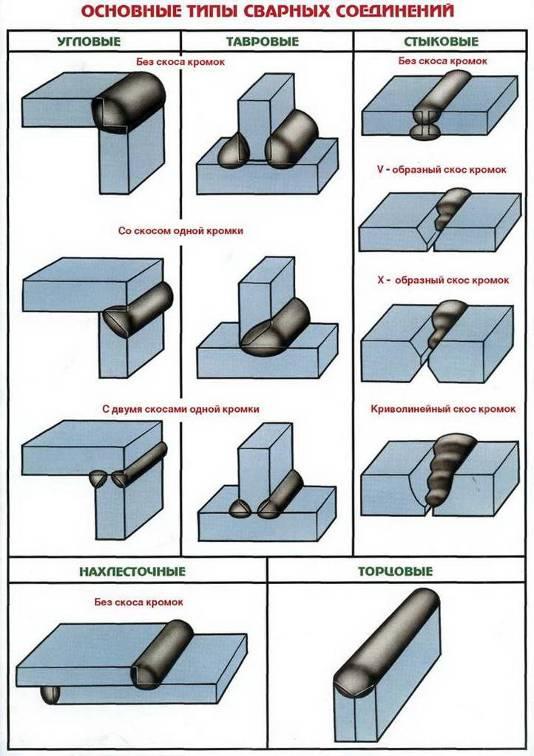
Тавровое крепление
Для обозначения швов сварных соединений используется буква «Т». Стыковка при помощи таврового метода относится к категории наиболее долговечных и жестких, но она плохо переносит нагрузку на изгиб. Для проведения работ одна из деталей располагается в горизонтальной плоскости, а вторая – вертикально, и сваривается торцом.

Типы тавровых соединений
Угловой вид
Стыки обозначаются литерой «У». Эти виды применяются реже остальных. Они надежны и долговечны. В зависимости от необходимости, детали располагаются относительно друг друга под разными углами.
Сварочные соединения всех типов могут выполняться односторонними, когда сварка производится только с одной стороны заготовки (обозначающимися «SS»), и двусторонними, маркирующимися «BS». В последнем случае детали свариваются с двух сторон.

Обработка кромок
При проведении сварочных работ необходимо выполнить раздел кромок. Правильная их подгонка позволяет добиться:
- минимального расхода материалов;
- оптимального времени для сварки, выполняемой за один проход;
- прочности стыка, не уступающего по своим характеристикам основному металлу.
Применяется множество вариантов, различающихся углами, величиной зазора и т. д. Форма разделки выбирается в зависимости от способа сварки и толщины металлической заготовки. Чтобы качественно провести крепление, следует между кромками оставить зазор размером 4 мм.

Разделка кромок может быть выполнена:
Под прямым углом.
Такой вариант используется при проведении односторонней сварки металла толщиной не более 3 мм, двустороннего крепления металла, имеющего толщину не более 8 мм, и для стыковки стали толщиной 4…8 мм.
- В V-образной форме (односторонний скос). Толщина металла может быть 4…26 мм.
- В X-образной форме (двусторонний скос). Эта разделка применяется при креплении деталей толщиной 12…40 мм.
- Под углом 45 градусов. Такой вариант используется для металлов толщиной от 2 см.

Виды кромок
Сварка конструкций — особенности
Само понятие сварки применимо не только к изделиям из металлических сплавов, но также и к изделиям из полимеров, то есть, например из пластмассы. Ведь данное понятие подразумевает термический процесс обработки, при котором две и более деталей объединяются в единую состовляющую.
Сами работы подразделяются на два шага — сборка и соединение. Первый имеет самую большую трудоемкость работы.
Ведь чтобы качество возведенной металлоконструкции было прочным, нужно чтобы все заявленные требования к заготовкам и материал из которого они были выполнены наблюдались до конца работы.

Выполнение сварочных работ
С объективной точки зрения на сборку будущей металлоконструкции и тратится более половины всего периода работ.
Технологические карточки
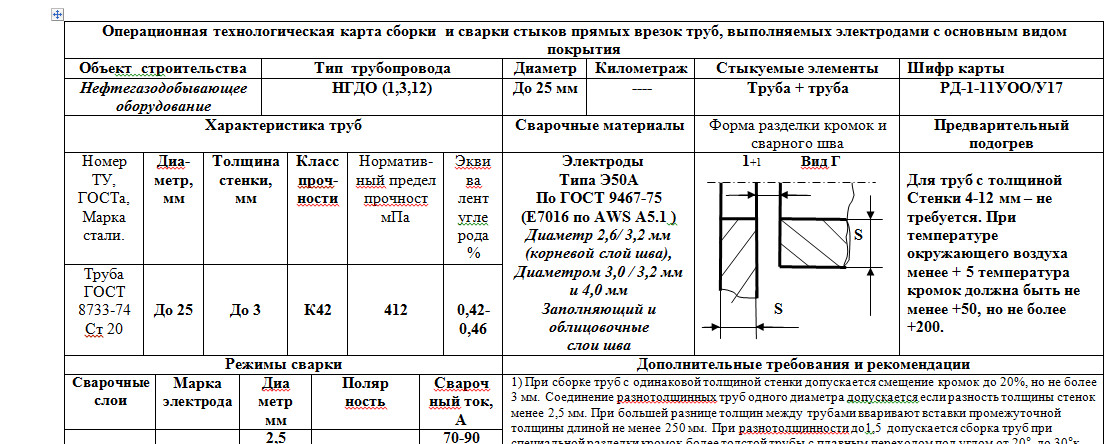
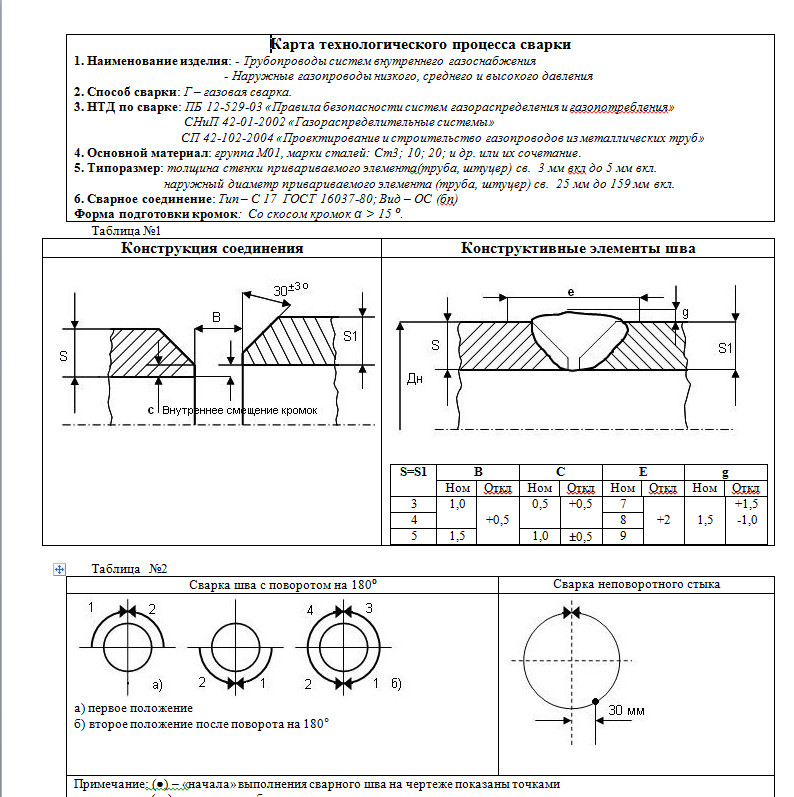
Технологическая карта сварки включает в себя ряд пунктов и граф, указывающих на следующие характеристики процесса сварки металлоконструкций:
- наименование изделия;
- единицы измерения объёма проведённых работ;
- цифровой код осуществляемой операции;
- обозначение нормативов, на основании которых она реализуется;
- уровень автоматизации, код степени квалификации оператора и многие другие параметры.
С содержанием типовой технологической карты можно ознакомиться в Таблице

Основное назначение этого учёного документа – зафиксировать всю информацию о проведённой операции по возведению металлоконструкций и хранить её коды в компьютерной базе как типовой образец.
На основании этих карт на предприятиях и в организациях подготавливаются и постоянно пополняются информационные массивы, позволяющие оперативно ссылаться на уже реализованный ранее технологический процесс.
Вся указанная в карточках информация вводится в базу только в кодированном виде.
При разработке новой технологии сварки металлоконструкции она учитывается после того, как проводится экспертная оценка эффективности предстоящих операций (исходя из особенностей отдельных сборных изделий).
Количественная оценка технологичности этих операций производится с учётом следующих факторов:
- последовательность их выполнения;
- разбивка металлоконструкции на независимые технологические узлы;
- виды используемой оснастки и специальных приспособлений;
- токовые , предполагаемые напряжения в конструкции и степень деформации отдельных составляющих.
По завершении проверки эффективности новой технологической цепочки сварки данные и коды отправляются на хранение в компьютерную базу предприятия.
Технологическая карта
Этот документ служит главным помощником сварщика. Сборка металлоконструкций и их сварка относятся к сложным процессам, которые необходимо выполнять в определенной последовательности. Технология сварки металлоконструкций и ее этапы подробно расписаны в особом документе, называемом технологической картой.









Этот документ входит в число общей конструкторской документации. Разработка технологической карты входит в обязанность инженера-технолога, который хорошо понимает, что такое технологичность сварных конструкций. Разработчик технологической карты производит необходимые расчеты, на основании которых выбираются оптимальные параметры для соединения конкретных металлических изделий.
Технологическая карта может охватывать различные виды сварных конструкций, в том числе достаточно сложные. К ним, например, относится сварка толстостенных конструкций. Такая карта незаменима при прокладке трубопроводов, монтаже громоздких сооружений.
При сварке металла большой толщины с увеличением этого размера, например, более 15-20 миллиметров, в соединениях возрастают объемные сварочные напряжения. Это приводит к опасности возникновения в деталях трещин. Чтобы избежать этого рекомендуется вести сварку определенными способами, например, двойным слоем или блоками. Эти рекомендации указывают в технологической карте.

Технологическая карта на изготовление сварных металлоконструкций включает в себя также правила контроля получившихся сварных соединений. Технологические карты разделяются на типовые и стандартные. Выполняться они должны обязательно в соответствии с существующими нормативными документами.
В карте на монтаж металлических изделий указываются схемы монтажа и последовательность действий при этом. Требованием технологичности является возможное расположение швов при сварке – нижнее горизонтальное. Хорошим вариантом является прокладка шва «в лодочку».
Сварка металлоконструкций полуавтоматом является наиболее предпочтительной. Полностью автоматическую сварку применять нецелесообразно. При серийном производстве может быть использована точечная сварка. Если предполагается налагать швы, расположенные на близком расстоянии, то нельзя это делать сразу. Необходимо подождать, пока остынет первый шов, а затем начинать варить второй. Это убережет металл от пластических деформаций.
Технологическую карту надо составлять с учетом имеющегося оборудования. Единого образца технологической карты не существует. Разрабатывать ее можно самостоятельно. Однако, этот документ должен создаваться с учетом требований существующих нормативных документов в этой области. Технологическая карта в обязательном порядке подлежит утверждению уполномоченными лицами. В ней помимо технических данных могу указываться трудозатраты.
В типовой технологической карте могут содержаться сведения, каким способом может быть осуществлена надежная фиксация элементов конструкции, сведения о возможной необходимости подогрева деталей перед сваркой, данные сварочных параметров, которые надо устанавливать на применяемом оборудовании. При наличии особенностей выполнения техпроцесса они подробно расписываются.

Требования к качеству должны подтверждаться реальными цифрами возможных отклонений. В отдельном разделе или пункте может быть расписано, какие действия он должен совершать при обнаружении недопустимых дефектов.
В технологической карте в особом разделе оговариваются меры безопасности. Сварщик перед работой должен ознакомиться с содержанием технологической карты и следовать ее рекомендациям.





