

Плюсы и минусы использования
Положительные стороны стержней:
- доступность для всех пользователей;
- быстрый поджиг и стабильное горение дуги;
- горячий металл почти не разбрызгивается;
- образование легко удаляемого слоя шлака;
- прочность шва;
- отсутствие чувствительности к гальванической защите и следам ржавчины на кромках свариваемого металла;
- пониженная токсичность.
Отрицательные черты:
- варит только металлы толщиной до 5 мм;
- требуется применение флюсов;
- невозможность сварки трубопроводов высокого давления.
Цены перекрывают все имеющиеся недочеты. Приобрести материалы разного диаметра в специализированных магазинах можно, заплатив за 1 кг 70-152 руб.
Пачка электродов весом 5 кг.
Электроды Стандарт
Выбор электродов
При выборе следует обратить внимание на параметры материала:
— состав покрытия;
— расход электродов на один килограмм наплавленного металла;
— коэффициент наплавки.
Когда подбираются электроды, следует учитывать глубину провара и толщину сварочного шва. На эти факторы значительно влияют: сила сварочного тока, полярность и сечение электрода.
Виды сварочных электродов
С целью придания жесткости соединениям изделий металлопроката не всегда подходит болтовое соединение или связывание. Электросварка часто является единственным методом, позволяющим улучшить параметры стойкости конструкции. Из всех типов электросварки самая распространенная сварка электродами. Каждому типу свариваемых сплавов предназначены определенные электроды.
Сварочные электроды марки стандарт пользуются большой популярностью. Они легко зажигаются и не требуют особой подготовки, то есть прокалки. Благодаря этим особенностям, они легко поддаются начинающим сварщикам. Сварочные электроды УОНИ — более серьезные, от других марок их отличает плотность шва. Они требуют использование качественного сварочного аппарата, а также профессиональных навыков у сварщика. При работе с данным типом электродов надо на протяжении сварки выдерживать короткую дугу.
Преимущества и особенности электродов стандарт
Сварочные электроды стандарт успешно конкурируют с более дорогой продукцией производителей сварочного и паяльного оборудования практически не уступая в качестве. Электроды стандарт — это настоящая находка для новичков, так как они могут с легкостью освоить сварочные азы, используя данный материал.
Электроды стандарт изготовлены по улучшенной рецептуре, обеспечивающей отличные сварочно-технологические свойства в процессе сварки малогабаритных (бытовых) трансформаторов. Они обеспечивают легкое зажигание дуги. После формирования шва наблюдается чешуйчатое соединение и шлаковая корка удаляется самопроизвольно.
Используются электроды стандарт для прихваток, корневых и коротких швов в сети низкого напряжения. Также они широко применяются при работе с металлом, имеющим небольшую коррозию на поверхности и при сварке стали с гальваническим покрытием.
Характеристики электродов стандарт
Химический состав рутилового покрытия, а также геометрические размеры электродов марки стандарт регламентируются принятыми техническими условиями ТУ У 05416923.001-95, принятыми стандартами ISO 2560, DIN 1913, а также гостами ГОСТами 9466-75 и 9467-75. Электроды производятся с диаметрами 2,5 мм, 3,03 мм, и другие.
Электроды серии стандарт производятся в герметичной тройной упаковке, за счет чего, при соблюдении условий хранения продукции, не требуется прокалка перед работой. В случае превышения влажности покрытия от 0,9%, электроды надо прокалить при температуре 120°C не менее 40 минут.
Предназначение электродов стандарт
Сварочные электроды популярной торговой марки стандарт предназначены для выполнения ручной дуговой сварки в конструкциях и деталях из углеродистых марок стали. В процессе их изготовления используются исходные материалы высокого качества, которые отличаются пониженной концентрацией вредных выделений в составе сварочного аэрозоля. Могут применяться при сварке газо- и водопроводов малого давления.
Электроды марки стандарт обеспечивают качественное сваривание угловых и стыковых соединений. С их помощью осуществляется сварка деталей небольшой толщины «внахлест» при ремонтах водопроводов и прочих металлических конструкций. Электроды стандарт не требуют зачистки и особой подготовки кромок, а получаемый в результате сварки конечный шов не теряет качества даже при наличии на поверхности металла остатков гальванических покрытий, свариваемых деталей ржавчины и других видов загрязнений.
Электроды стандарт способны обеспечивать качественный, прочный шов при сварке различных конструкций в любых положениях в пространстве. Применяется процесс сварки с постоянным током прямой и обратной полярности и с переменным током при условии минимального напряжения холостого хода в источнике тока. Режим сварки зависит от положения сварочного шва и диаметра используемого электрода. Для сварки и наплавки чугуна Электроды по нержавейке avesta Электроды Уони 13 45 Электроды лэз-11
Расход, нормы расхода
Выполнение работ требует подсчета расхода количества электродов. Особенно это актуально для исполнителей, собирающихся проводить небольшие по объему сварочные работы. Грамотный подход к подсчетам обеспечивает непрерывность процесса и исключает лишние траты. Существует несколько способов расчета, для реализации которых может потребоваться различные параметры.

Электроды АНО-21 ТМ Тигарбо. Фото КОМЗ-Экспорт
Кроме этого, не следует забывать о норме расхода – статичный показатель, являющийся частью справочной информации, представленной в документах, в частности ВСН 452-84. Другая актуальная информация здесь.
Использование

Сварочные электроды АНО-21 подходят для видов стали : начиная с «Ст3кп» заканчивая «Ст20к». Применяются как в работе с конструкционной, так и углеродистой сталью. Толщина металла с которой могут работать не более 5 миллиметров.
Эти стержни справятся как с выполнением простых домашних или тренировочных манипуляций, так и с производственными нуждами. В итоге работы получаемые швы будут отвечать всем качественным требованиям, несмотря на пространственное положение во время сварочного процесса.
Устойчивая дуга и легкий поджог обеспечивают качество швов. Еще одним плюсом является простота удаления отходов после сварки.









Весомое преимущество для новичков- простой поджиг, благодаря которому время возни с электродами в процессе зажигания дуги сокращается. Просто постучите концом электрода по металлической поверхности.
Сварочные стержни этой марки можно использовать при работе с металлами, покрытыми плотными оксидными пленками (алюминий). Это несомненно облегчает работу.
При несоблюдении условий хранения необходимо прокалить стержни в течение часа, при оптимальной температуре — 120 градусов. Хранение электродов должно производиться в теплом сухом помещении в зачехленном виде.
Преимущества сварочных электродов АНО-4
Одним из основных отличий электродов АНО-4 от сварочных электродов других типов является их способность создавать сварные швы высокого качества. Сварочные работы электродами АНО-4 выполняют во всех пространственных положениях, за исключением способа «сверху-вниз». При сварке по окалине или ржавчине электродами АНО-4 практически не происходит образования пор в сварных швах. Электроды не чувствительны к изменению длины сварочной дуги и позволяют выполнять сварочные работы по загрунтованным поверхностям металла. В процессе работы происходит легкое зажигание сварочной дуги и стабильное ее горение, как при подаче питания от источника постоянного, так и переменного тока. При образовании сварного шва разбрызгивание металла минимально, шлаковая корка легко отделяется от участков сварки, и шов формируется с высоким качеством и плавным переходом к прилегающим зонам основного металла. Низкая склонность к образованию пористых участков в процессе зажигания дуги между электродом АНО-4 и свариваемым металлом также исключает появление пор в кратерах, т. е. появления так называемой «стартовой пористости».
Технические требования к механическим свойствам металла шва и сварных соединений, к качеству электродов и общие технические условия определены в стандартах ГОСТ 5.1215, ГОСТ 9466 и ТУ 14-178-427. Сварочные электроды АНО-4 изготавливают с номинальными диаметрами стержней, равными 3.0, 3.25, 4.0, 5.0 миллиметров и длинами 350 мм (для электродов диаметром 3.0) и 450 мм.. На сегодняшний день предложений купить электроды достаточно много. Высоким качеством выделяются метизы Лосиноостровского электродного завода (ЛЭЗ), ММК-МЕТИЗ, ESAB. C более низкой ценой электродная продукция китайского производства.
Товары каталога:
| Мебельные оси |
| Электроды сварочные |
| Шайбы |
| Оптовые цены на гвозди |
| Купить сварочные электроды |
| Твитнуть |
comments powered by Disqus
Другие особенности

обширный химический состав
Для расплавки изделий толщиной 3 мм нужно увеличить сварной ток. Так как необходимо избежать тепловой деформации и регулярного залипания тока из-за его низких показателей, нужно соблюдать определенные режимы сварки. В зависимости от диаметра стержня предусмотрены следующие показатели тока:
- При 2 мм диапазон тока 50−90 ампер;
- 3 мм предусматривают ток от 60 до 110 ампер;
- При стержнях диаметром в 3,5 мм ток находится в пределах от 90 до 140 ампер.
Что касается маркировки изделия, то она оказывается достаточно простой. Расшифровка данной маркировки следующая: А — академия, Н — наук, О — обмазка, а 21 — номер изготавливаемой модели расходного материала. Производят электроды такие фирмы, как «Патон», «Плазматек», «Гранит», «Истек», «Френзе» и «MaxWeld».
Аналогами таких изделий являются АНО-4, ОЗС-6 и ОЗС-12, а также МР-3 и стандарт Р. Ц. Если электроды оказались увлажненными сверх меры, то их необходимо прокалить в течение 40 минут при температуре 120 градусов. Об остальных особенностях работы с данным расходным материалом можно узнать на официальном сайте изготовителя и соответствующих ресурсах, специализирующихся на сварочных работах и процессах, с ними связанных.

Оптимально их применять в тех случаях, когда требуется сварка небольших и средних трубопроводов и простых изделий, где толщина не превышает 4 мм. Выбирайте электроды правильно, и у вас не возникнет проблем со сваркой. Удачной работы на промышленных предприятиях и в домашнем хозяйстве!
https://youtube.com/watch?v=aEXiWdW248c
Источник
Размеры и упаковка
После выпуска готовая продукция укладывается во влагозащитную пленку и коробку из картона. В продажу поступают упаковки в 1 или 5 кг.
| Диаметр стержня (мм) | Длина (см) | Вес 1 шт. (г) | Кол-во в 1 кг |
| 1,6 | 25 | — | — |
| 2,0 | 25 | — | — |
| 2,5 | 30 | 17,0 | 58-59 |
| 3,0 | 30 или 35 | 26,5 | 38 |
| 4,0 | 45 | 53,0 | 18-19 |
| 5,0 | 45 | 84,5 | 12 |
| 6,0 | 45 | 135,0 | 7 |
Рекомендуем к прочтению Правила подбора электродов для сварки чугуна
Небольшие упаковки удобны для домашнего использования.
Норма расхода
При соединении деталей в небольших объемах грамотный подсчет необходимого количества электродов и диаметра стержня обеспечит непрерывную деятельность мастера и исключит неоправданные денежные затраты.
Для этого требуются параметры, которые вставляются в таблицы, разработанные учеными ВНИИ Монтажспецстроя и других организаций. Подробные сведения о видах сварки изложены в документе ВСН 452-84.
На практике расход составляет 1,65 кг за каждый час работы.
Характеристики и применение
УОНИ-13/55
Стержни с основным покрытием рекомендованы при работе с низколегированной и углеродистой сталью, предназначены для сварочных аппаратов постоянного тока и инверторов. Преимущества электродов этой марки заключается в получении пластичных швов, которые с легкостью переносят ударные нагрузки и низкие температуры.
Есть у этих электродов и недостатки. Необходимое минимальное напряжение для разжигания стержня на холостом ходу должно составлять 65-70 В. Если на кромке свариваемых конструкций и деталей присутствует ржавчина, масляные и другие загрязнения, швы получаются пористыми и некачественными.
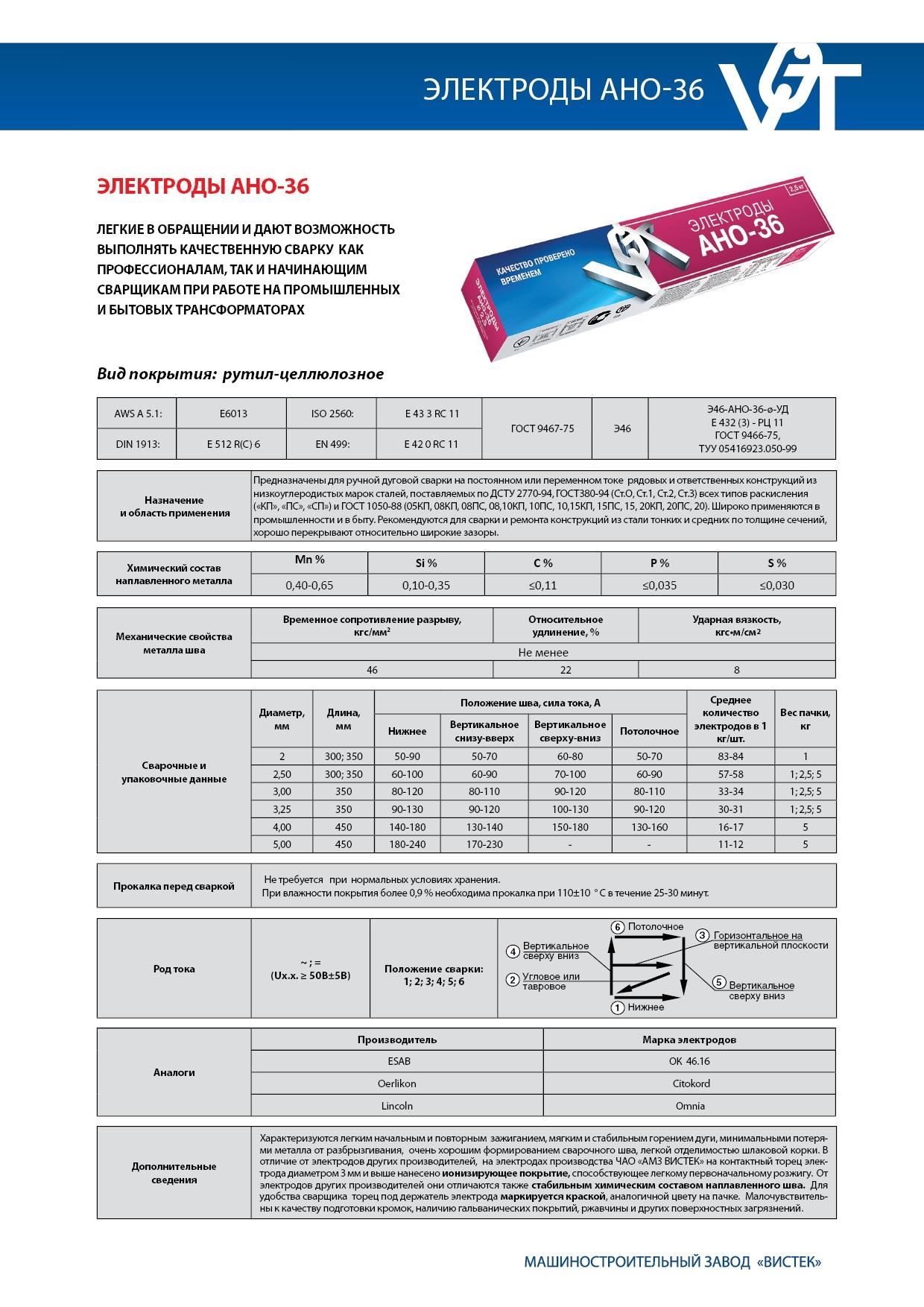
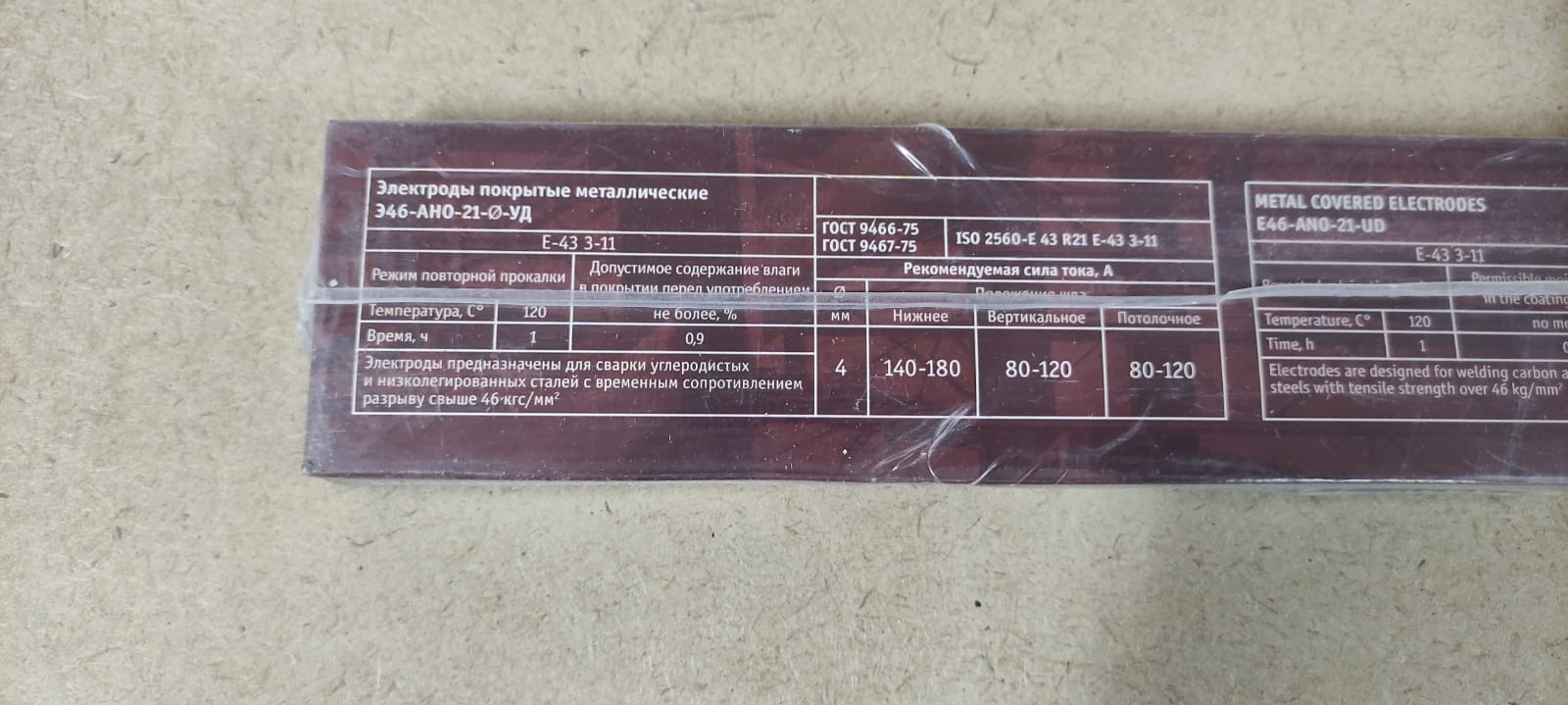
АНО-21
Покрытые рутиловой обмазкой электроды применяют для сваривания углеродистой стали небольшой толщины. Легко разжигаются и при первом, и при повторном использовании. Образуют мелкочешуйчатый шов из небольших волн. Работают с переменным и постоянным током любой полярности. Перед применением нуждаются в прогреве. Стержни прокаливают примерно 40 минут при температуре 120 градусов. Их использование допустимо для сварки труб водо- и газоснабжения.
МР-3
Разжигаются при работе даже с аппаратами, имеющими не очень высокую ВАХ (вольт-амперную характеристику). Обеспечивают хорошую защиту и позволяют контролировать положение сварной ванны. Могут возникать некоторые трудности с разжиганием. Если это происходит, электрод прокаливают при температуре в 150-180 градусов в течение 40 минут. Применяются для любых типов швов, за исключением вертикальных сверху-вниз. Быстро и легко разжигаются. За это качество их еще называют «бенгальскими огнями». Профессиональные сварщики не используют их в тех случаях, когда необходимы мелкие движения для хорошего прогрева. Мягкая сварка и полное отсутствие необходимости зачищать соединяемые поверхности сделало их идеальным выбором для новичков, осваивающих азы сварки. ОК 63.34
Применяют при сварке вертикальных швов, осуществления нахлестных и стыковых соединений, многопроходной сварке. Минимальный показатель напряжения холостого хода для работы со стержнями этой марки должен равняться 60 В. Образование шлака при сварке минимально и легко отбивается. Требования к электродам для инверторной сварки
Лучшими для работы с инверторными сварочными аппаратами являются металлические стержни плавильного типа, которые обладают следующими характеристиками:
1. Обеспечивают легкость проводимых сварочных работ
Если электрод подобран неправильно, то есть не соответствует составу металла, процесс сварки значительно затрудняется.
2. Показывают качественный результат шва
Важный фактор при выполнении герметичных и наружных работ. Качественные электроды должны позволять получать как вогнутые, так и плоские швы.
3. Образуют отделяемый шлак
Качество применяемого электрода легко проверить по шлаку. Плохие швы отлетают вместе с отбиваемым шлаком. Если такое происходит, причина заключается именно в электродах, а не в умениях сварщика.
4. Отвечают санитарным нормам
Используемые электроды должны быть выполнены в полном соответствии с существующими государственными нормами и стандартами.
5. Позволяют проводить сварку по коррозийным металлам
Допустимость проведения подобных работ является исключением, а не повсеместной практикой. Если такая необходимость возникает, марки УОНИ, АНО и МР-3 обеспечат качество работы и в этом случае.










Строим дом своими руками
Сварочные электроды АНО-21 имеют рутил-целлюлозное покрытие. Их коэффициент наплавки составляет 8,0 г/А·ч. Изделия диаметром 3 мм имеют производительность наплавки в 1,4 кг/ч. Что касается расхода электродов на килограмм наплавленного металла, то это – 1,7 кг. Сварочные электроды АНО-21 отличаются от других тем, что имеют малую проплавляющую способность и низкий коэффициент разбрызгивания. С их помощью можно проводить работу по окисленной поверхности.
Перед началом работ электроды АНО-21 нужно прокаливать в течение часа при температуре + 120°С. Созданные с их помощью швы имеют временное сопротивление sв, МПа — 485. наплавленный металл в своем химическом составе имеет 0,09% С; 0,60 — М; 0,21 — Si; 0,025 — S и 0,03 -P. Электроды АНО-21 могут иметь длину в 300 и 350 мм, диаметр -2, 3 и 2,5мм. Самых тонких в килограмме может быть 124 штуки, самых толстых — 46.
Сварочные электроды УОНИ-13/55 предназначены для работы с особо ответственными конструкциями, изготовленными из углеродистых и низколегированных сталей. Эти расходные материалы выбирают в тех случаях, когда к металлу шва предъявляют более строгие требования относительно пластичности и ударной вязкости. Сварка ведется постоянным током обратной полярности во всех пространственных положениях.
Электроды УОНИ-13/55 имеют основное покрытие, их коэффициент наплавки равен 9,5 г/А· ч. Производительность изделий диаметром 4 мм — 1,4 кг/ч. На один килограмм наплавленного металла расходуется 1,7 кг электродов. Производители предлагают эти электроды диаметром не только 4, но и 3, 5 мм. Их длина — 350 и 450 мм. Временное сопротивление металла шва составляет 540 Мпа, предел текучести — 40 Мпа, ударная вязкость — 240 Дж/см.
Химический состав наплавленного электродами УОНИ-13/55 шва выглядит следующим образом: C — 0,09 %, Mn — 1,10%, Si — 0,4%, S — 0,024 %, P — 0,027%. Металл шва здесь будет обладать высокой стойкостью к образованию кристаллизационных трещин. Еще одна его характерная черта — низкое содержание водорода. Сварку электродами УОНИ-13/55 ведут по очищенным кромкам на короткой дуге. Прокаливать их нужно в течение часа при температуре + 350°С.
Электроды УОНИ-13/55 и АНО-21 используют при проведении ручной электродуговой сварки. Каждый вид этих тонких металлических стержней имеет слой специального покрытия, которое несет на себе функцию защиты и обеспечивает более высокий уровень проведения работ.
Электроды MP-3
По своим достоинствам электроды МРЗ, АРС похожи на электроды марки АНО-4, но все же имеются некоторые отличия, делающие их еще более популярными. Рабочий процесс сварки с этим видом электродов протекает гораздо легче, чем при использовании других моделей. Электроды Арсенал MP-3 могут применяться в промышленном производстве и для бытового использования.

Одной из основных особенностей является отсутствие в необходимости удалять остатки шлака с поверхности шва, поскольку он отделяется самостоятельно. Останется только убрать его с места работы.
Еще одним неоспоримым достоинством является возможность использовать МР-3 Арсенал электроды для наплавки металла при зазорах достаточно большого размера. Их применение допускает сварку не только на короткой дуге, что все-таки является затруднительным, особенно для новичков в этом деле, но и на длинной.
Рутиловое покрытие, в которое входит двуокись титана, обеспечивает прочность и стойкость к образованию таких дефектов, как поры и трещины, а также понижает склонность к образованию коррозии. Обмазка обладает слегка зеленоватым цветом.
Электроды Арсенал 3мм позволяют работать с длинной дугой, что является важным при некачественной поверхности и нахождения на ней окислов. Электроды Арсенал 3 мм позволяют заполнять щели и зазоры любых размеров. Шов в результате получается качественным и ровным. Средний расход электродов за один час сварочных работ – 1,7 килограмма, то есть для того, чтобы совершить наплавку одного килограмма металла, потребуется 1,7 килограмма сварочных электродов MP-3.
Размер диаметров составляет следующий ряд: 2,5; 3,0; 3,2; 4,0; 5,0 миллиметров. Такой большой выбор упрощает условия сварки. В зависимости от диаметра электрода выставляют значение тока. Если предстоит работа с конструкциями, имеющими стенки средней и большой толщины, то режим устанавливают максимальный, а электрод перемещают по ходу сварки с небольшим наклоном. Можно выполнять сварку методом коротких прихваток.
Если свариваются толстостенные детали, то накладывается усиленный шов, а размер тока увеличивают. Электроды диаметром 5,0 миллиметра применяют для работы в нижнем и вертикальном положениях. Простота использования позволяет выполнять различные виды сварочных работ.
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Электроды АНО-4, электроды АНО-21 д.3.0 — 5.0 мм
| Каталог / сварочные электроды АНО-4, АНО-21 д.3.0 — 5.0 мм |
Сварочные электроды АНО, АНО-4, АНО-21 д.2.0 — 3.0 мм предназначены для сварки угловых, стыковых, нахлесточных соединений и конструкций из углеродистых марок сталей по ГОСТ 380 и ГОСТ 1050 толщиной 1-5 мм, а также для сварки корневого шва металла большой толщины. Вид покрытия — рутиловый. Сварка ответственных конструкций из углеродистых сталей во всех пространственных положениях шва переменным и постоянным током полярности (напряжение холстого хода не менее 60В).
Характеристика электродов АНО-4, АНО-21: коэффициент наплавки — 8,5 г/А· ч., производительность наплавки (для диаметра 4,0 мм) — 1,6 кг/ч., расход электродов АНО-4, АНО-21 на 1 кг наплавленного металла — 1,7 кг. Электроды АНО-4, АНО-21. Назначение и длина электродов.
| Марка электродов | Электроды АНО-21 | ГОСТ 9466-75 ТУ 14-4-1449-87 | |
| Назначение | Для сварки конструкций из углеродистых марок сталей по ГОСТ 380 и ГОСТ 1050 | ||
| Диаметр, мм | 2,0 2,5 3,0 4,0 | Длина, мм | 250 250;(300) 350;(300) 450 |
Цена на электроды АНО. Механические свойства электродов.
| Механические свойства, не менее | ||||
| металл шва | сварное соединение | |||
| предел прочности, Мп (кгс/мм2) | относительное удлинение, % | ударная вязкость, Дж/см2 (кгс/см2) | предел прочности, Мп (кгс/мм2) | Угол загиба, град. |
| 450(46) | 18 | 78(8) | 450(46) | 150 |
Химический состав электродов (%):
| Массовые доли элементов, % в наплавленном металле | ||||||
| углерод, не более | кремний | марганец | никель | молибден | сера, не более | фосфор, не более |
| 0,10 | не более 0,3 | 0,5-0,8 | 0,04 | 0,045 |
Рекомендуемый ток, положение шва в пространстве:
| Рекомендуемый ток | Положение шва в пространстве |
| ток постоянный и переменный |
Особые свойства электродов АНО-4, АНО-21: рекомендуется средняя и короткая длинна дуги. Прокалка перед сваркой: 180-200 °С; 1 ч.
Материал для стержней электродов АНО-4, АНО 21 — низкоуглеродистая сварочная проволока марок Св-08, Св-08А, предназначенная для изготовления электродов, по ГОСТ 2246-70 или по техническим условиям, устанавливающим химический состав металла проволоки и предусматривающим остальные требования по ГОСТ 2246-70.
Условное обозначение электрода АНО: Э46-АНО-21-3,0-УД ГОСТ 9467-60 где:
- Э — тип электрода (Э — электрод для дуговой сварки);
- 46 — минимальный гарантируемый предел прочности металла шва в кгс/мм2;
- АНО-21 — марка электрода;
- 3,0 — диаметр электродного стержня в мм;
- У — назначение электрода для сварки углеродистых и низкоуглеродистых сталей;
- Д — электрод с толстым покрытием;
- ГОСТ 9467-60 — номер ГОСТа, по которому стандартизован электрод.
Осуществляем продажу электродов и производим отгрузку любым видом транспорта от 100 кг все регионы России.
Как купить сварочные электроды АНО-4, АНО-21 д.3.0 — 5.0 мм по низким ценам:
- заполните простую форму «Оформить заказ» вверху страницы;
- позвоните по телефону +7;
- отправьте заявку на электронную почту;
Доставка по РФ: Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Оренбург, Пенза, Пермь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.
Представленная на данном сайте информация содержит каталог справочной информации о более 3000 наименованиях металлоизделий, носит информационный, ознакомительный характер, может быть применена в разных областях деятельности предприятий.
| Проволока стальная Электроды сварочные Канат стальной Крепежные изделия | Сетка металлическая Болты шестигранные Гайка ГОСТ, DIN Заклепки стальные | Шплинты разводные Шайбы ГОСТ, DIN Шпильки резьбовые Прокат калиброванный | Стропы, такелаж Гвозди строительные Трос стальной Винты ГОСТ, DIN |
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.

Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.







Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.
Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.





