

Типы напильников
По своему предназначению напильники разделяют на несколько больших групп:
- общего назначения;
- специального назначения;
- машинные;
- рашпили;
- надфили.
Напильники общего назначения используются для общеслесарных работ. Насечку для инструментов этой группы выполняют способом насекания, оснащая их двойной (перекрестной) насечкой. Они могут быть различной длины (от 100 до 450 мм), иметь различную форму бруска и практически все номера насечки.
Слесарные напильники для специальных работ используются в основном в промышленных условиях, так как их предназначение — устранять большие припуски при подгонке пазов и разной кривизны поверхностей, их можно использовать для обработки цветных металлов. В зависимости от выполняемых работ они могут быть плоскими, брусовками, пазовыми, двухконцевыми и других форм.
Наиболее многочисленная группа надфилей — их насчитывается целых 11 типов: плоские, круглые, полукруглые, квадратные, трехгранные, овальные, ножовочные и т.д. Отличить надфили можно по небольшой длине бруска (40, 60 или 80 мм) и насечке высшего, 5 класса.
Оснащаются надфили большей частью двойной насечкой, хотя ребра плоских надфилей могут иметь и одинарную. Применяют преимущественно для обработки мелких деталей или узких мест, куда обычными слесарными инструментами не добраться.
Рашпили подразделяются на три типа: сапожные, копытные и общего назначения. Их отличительная черта — большая длина (от 250 до 350 мм) и большие зубья насечки — она у рашпилей не бывает меньше №1. Обычно рашпили бывают круглые или полукруглые, а также плоские с тупыми или острыми носами.
Сделать что-то своими руками очень интересно. Это мнение разделят многие люди. Приятно посмотреть на продукт своего творчества
И неважно, новое это изделие или, бывшее неисправным, старое
Но 50% успеха зависит от хорошего инструмента
Умение правильно выбрать и применить тот или иной инструмент очень важно. Только тогда он полностью «раскроет» свои возможности и будет максимально полезен
Напильник – это универсальный слесарный инструмент
Позволяет решить целый спектр задач
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.
Какую насечку выбрать
ГОСТ 1465–59 регламентирует шесть номеров насечек:
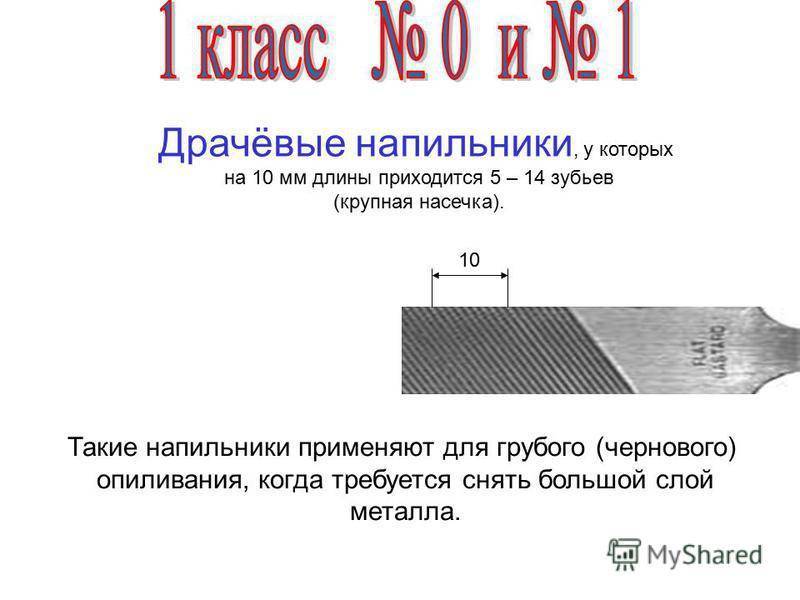
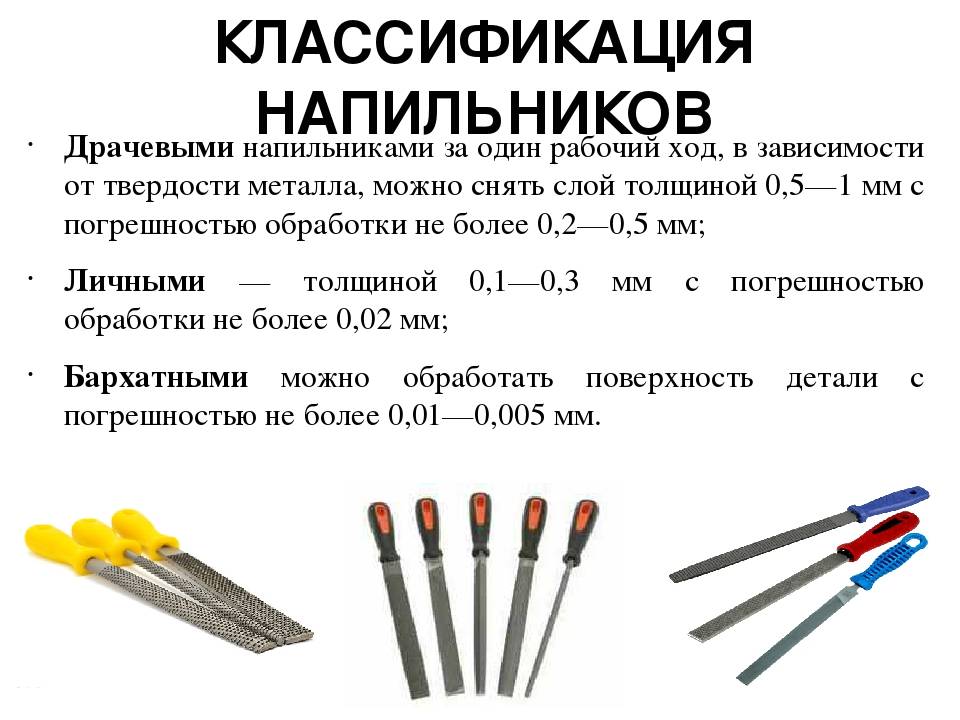
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.
Насечки напильников
В зависимости от количества зубьев насечки, приходящихся на единицу длины (1 см), считая по оси, напильники подразделяются на 6 основных видов или классов причем бархатные насечки делятся в свою очередь на классы или номера в зависимости от частоты насечки.
Остированы насечки драчевая — I класс, личная—II класс и бархатные III, IV, V и VI классы.
Количество насечек на 1 см.

В числителе указано количество рашпильных насечек на 1 см, а в знаменателе рашпильных насечек на 1п.см ширины. Колличествонасечек указанодля нижнего зуба, для верхнего зуба количество насечек для первых четырех классов на 1-2 больше , чем на нижнем, а для остальных классов на 3-5 больше.
Количество насечек на единицу длины в зависимости от длины напильника и назначение напильника в зависимости от насечки показаны в таблице.
Отдельную группу напильников занимают так называемые рашпили (рис. 7), у которых в отличие от напильников, имеющих один зуб по ширине (линейные зубья), имеется по ширине несколько зубьев (точечные зубья). В отличие от напильников, в основном применяемых для опиловки металлов, рашпили предназначены для опиловки более мягких материалов (дерева, кости, рога и т. п.).

Рашпили изготовляются в основном 3 профилей:
- а) плоские тупоносые (ОСТ 2006),
- б) плоские остроносые (ОСТ 2007), полукруглые (ОСТ 2008), круглые (ОСТ 2009), плоские — конные рашпили (ОСТ 2011) и сапожные рашпили полукруглые (ОСТ 2010).
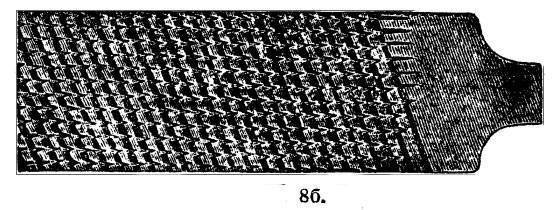
Помимо насеченных в целях получения более правильного угла резания изготовляют напильники с фрезерованным зубом (рис. 8а, 8б, 8в,). Они обладают высокой производительностью в особенности эффективны при обработке цветных металлов.


Виды напильников и их назначение
По этому признаку выделяют:
- 1-й класс. Это «драчёвые», используются при слесарных работах — для грубой и точной обработки металла. Номера насечек №0 и №1.
- 2-й – «личневые», их назначение — чистовая отделка, насечки №2 и №3.
- 3-й, 4-й, 5-й и 6-й классы с насечкой №4 и №5. У них название «бархатные», ими выполняют ювелирную отделку изделия.
- Спецназначения — способные формировать сложную геометрию;
- Надфили – для работ на малых площадях;
- Рашпили – ориентированные на работы с деревом и пластмассами;
- Машинные и ленточные скомпонованные с двигателями.

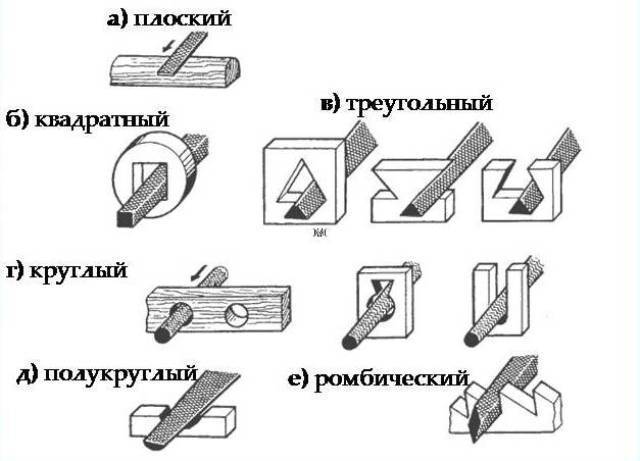
Виды напильника по форме
Формы рабочей части слесарные напильники классифицируются как типы:
- А – плоский, похожие на сплющенный прямоугольник;
- Б – плоские с узким носом;
- В – четырёхгранный (квадратный);
- Д – круглые сечения;
- Е- полукруглые (второе имя «овальные напильники»);
- Ж — ромбические;
- З – трёхгранный (другое название треугольный (имеют ещё название «ножовочные напильники») с сечением равностороннего или тупоугольного треугольника.

Тип «напильник речной» в классификации отсутствует.
Рабочая часть напильника варьируется по длине от 100 мм до 400 мм.
Виды и размер насечек
Международная практика применяет «качественную классификацию», учитывающую, сколько зубцов умещается на одном сантиметре длины рабочего полотна. Они формируются на болванке-заготовке.








Разные типы напильников имеют отличающиеся насечки. По их различию маркировка выполняется номерами по классам от 0 до 5.
Драчёвые №0 и №1 за одно рабочее движение сдирают слой металла толщиной 0,1 – 0,2 мм. Их не рекомендуется использовать при работе с твёрдыми материалами.

№2 и №3, называемые «Личными», одним проходом удаляют стружку 0,02 – 0,03 мм. Они участвуют в тонких работах и отделке деталей из мягких сталей.
Напильник с мелкой насечкой («Бархатный») №4 и №5 снимают материал на толщину 0,025 мм – 0,01 мм. Применяются для финишной полировки поверхности.
Чаще на изделие наносится двойная перекрёстная насечка. Дополнительная мелкая наносится поверх глубокой основной. Их направления составляют угол 70 градусов с продольной осью. Двойной ряд не только лучше и быстрее обдирает слой металла, но и измельчает стружку.

Точечная насечка называется «рашпильной». Она формируется фрезерно-дуговым способом. Отношение высоты зуба к её шагу должно быть не меньше 0,5.
Насечка у плоского напильника находится на грани и на ребре.
Материал напильника
Напильники изготавливают из углеродистой инструментальной стали. Используются марки: У10, У12, У13, ШХ15, содержащие от 1 до 1,5 % углерода. Этот металл обладает повышенной твёрдостью. Сталь ШХ15, кроме того, содержит добавку марганца в количестве примерно 0,2-0,4 %, хрома — не более 1,5 %. Это обеспечивает конечному продукту необходимую износостойкость.

Высокие механические качества напильнику обусловлены не только выбором марки стали, но и соответствующим режимом термообработки. Изготовленный инструмент проходит термообработку при определённой температуре по временному графику. Рабочая поверхность проходит закалку без отпуска.
Какой драчевый напильник — круглый или плоский — пригодится дома?
Очень популярным вопросом можно назвать то, какой, плоский или круглый инструмент пригодится в бытовых условиях. Среди большого разнообразия тяжело подобрать самый лучший вариант выполнения. Собственно поэтому советы по выбору отличаются следующими характерностями:
- При проведении серьезного ремонта дома следует предпочтение лучше отдавать хорошему набору инструментов. Связывают это с тем, что низкокачественная продукция не сможет прослужить в течение долгого периода.
- Если первоначальная задача состоит в изготовлении конструктора для ребенка либо иных маленьких изделий, то можно выбрать дешевые напильники или рашпиль.
В общем необходимо заявить, что базовым вариантом считается плоский напильник. Он подойдет для проведения фактически всех видов работ.
В отдельную категорию инструментов необходимо отнести рашпиль. В большинстве случаев он напоминает драчевый напильники, впрочем отличается собственными некоторыми характерностями. Примером можно назвать такие моменты:
- Плоский вариант выполнения драчевого напильника практически всегда используется для работы с вогнутыми поверхностями.
- Современные плоские рашпили оборудуются удобными рукоятками, благодаря им значительно упрощается задача по отделке поверхности.
- Встречаются и круглые рашпили. Они снабжены двухкомпонентными рукоятками. За счёт круглого сечения имеется возможность провести обработку самых разных отверстий, которые имеют неравномерную поверхность.
Напоследок напомним, что напильники считаются очень важным инструментом, который можно встретить в наборе фактически всех слесарей. В продаже встречается много самых разных наборов, по этому больших проблем с выбором не появляется. Более всего в наши дни востребован продукт заграничных изготовителей, так как заявленные характеристики почти всегда соответствуют настоящим. При приобретении рекомендуется провести зрительный осмотр, так как даже небольшие изъяны должны отсутствовать.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.
Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».
Напильник является ручным инструментом. Чтобы начать им работать, необходимо выполнить следующие операции:
- Проверить исправность инструмента. Ручка должна сидеть плотно, без люфта.
- Ознакомиться с правилами техники безопасности и строго выполнять их.
- Прочно закрепить заготовку в соответствующих приспособлениях, например, в тисках или прижать к верстаку струбциной. Желательно, чтобы поверхность, которую предстоит обрабатывать, была расположена горизонтально. Деталь должна выступать над поверхностью губок тисков примерно на 5 – 8мм.
- Если работник правша, то он берёт напильник за рукоятку в свою правую руку, кладёт инструмент рабочей частью на намеченную к обработке зону детали, левой рукой аккуратно прижимает его к детали и начинает горизонтальные поступательно-возвратные движения вперёд-назад. При ходе вперёд на рукоятку и носок нужно нажимать. Направление движения составляет угол примерно 45 градусов к фронту заготовки. За каждое движение вперёд напильник снимает с неё некоторое количество материала. Щёткой (кордовой) из жёсткой проволоки необходимо с зубчатого поля удалять стружку. Чтобы предотвратить забивание насечки опилками цветного металла, специалисты советуют до начала работы натереть инструмент мелом.
- Если плоскость детали обрабатывается плоским напильником, то после каждого рабочего прохода следует перемещать инструмент в сторону перпендикулярно рабочему ходу. Таким образом будет покрыта вся площадь обработки.
- Необходимо следить за тем, чтобы инструмент двигался без перекосов, иначе на детали появятся царапины и борозды.
- Если задача заключается в обработке узкой полоски между двумя стенками, то надо следить за тем, чтобы не повредить запретную зону.
- При развёртке круглого или фигурного отверстия надо также следить за изменение его формы в результате работы круглого или квадратного напильника.
Опытные мастера часто модернизируют инструмент, подгоняя его под свой вкус и конкретные задачи. Изменяют длину, заостряют конец, делают более удобную ручку.
Напильником пользуются для облагораживания детали, которая обтачивалась на токарном станке. Ручным инструментом убирают бороздки от резца, формируют канавки, снимают фаски.
Виды насечек
Существует вариант классификации по видам нанесенной насечки. Об одинарном и двойном исполнении уже было немного сказано.
Между тем существует два вида двойной насечки. Первую называют перекрестной. Это, по сути, комбинация одинарной и второй, мелкой (вспомогательной), она выполняется под углом к базовой. В точках пересечения канавок происходит слом образовавшейся стружки. Этот вид чаще всего применяют при производстве слесарных напильников.
Второй вариант двойной насечки носит название Oberg. Вспомогательные канавки проходят реже. По сути, этот вариант, можно назвать промежуточным между одинарной и двойной насечками по качеству обработки детали.
Нумерация насечек
Применение определяют, учитывая видом, размером и конфигурацией нанесенных зубьев. Для получения рабочей поверхности применяют различные технологии:
- накат;
- фрезерование;
- нарезка и многие другие.
Многие производители, в целях повышения производительности труда, применяют специализированное оборудование, позволяющее не только ускорить выпуск этой продукции и расширить количество ее видов, но и поддерживать ее качество на надлежащем уровне.
От размера и вида нанесенной насечки на единицу длины, обычно это 1 см, напрямую зависит размер зуба. То есть, чем на один сантиметр длины нанесено меньшее количество канавок, тем больше размер режущего зуба. На практике применяют напильники с насечками от 0 до 5.

Насечка №2
К самому крупному виду относят зубья с №0 и №1. Их применяют тогда, когда необходимо за один проход снять слой металл от 0,05 до 0,1 мм. Такой инструмент обладает следующим недостатком – малая точность, она колеблется в пределах от 0,1 до 0,2 мм.
Напильники с размером зуба №2 и №3 применяют в тех случаях, когда требуется удалить слой металла от 0,02 до 0,06 мм. Точность работы такого инструмента составляет от 0,02 до 0,05 мм.
Для финишной обработки поверхности применяют изделие, который позволяет снимать слой металла от 0,01 до 0,005 мм. Инструмент такого вида иногда называют бархатным.
Геометрические параметры насечки
В соответствии с требованиями ГОСТ 1465-80, изложенными в п. 2.1. на поверхности инструмента насечка наносится под углом 65 градусов относительно оси.
https://youtube.com/watch?v=x07zF-k4CrU
Кроме этого оговорено и то, по какой технологии должна она быть выполнена. Например, круглые напильники могут быть выполнены либо с помощью насечки или нарезки. Все остальные виды должны быть выполнены с помощью насечки.
Основные навыки работы с напильником

Секрет долгой службы драчевого оборудования заключается в следующем:
- Аккуратное пользование. Это включает не только правильную работу слесарной оснасткой, но и условия хранения. Драчевый инструмент нельзя держать вместе с другими узлами и деталями. Лучше приспособить для этого специальный стенд, где каждая единица занимает свое определенное место.
- Исключить попадание влаги (ведет к коррозии), масел и жиров (отрицательно сказываются на остроте насечки).
- Избежать «забивания» зубьев мягким материалом, который потом трудно вычистить, поможет натирание мелом.
- Не допускается применять драчевый крупнозубный инструмент для снятия окалины, это неизбежно приведет к выкрашиванию отдельных элементов насечки.
- Рекомендуется всегда начинать работу с новым напильником на более пластичных материалах: алюминии, бронзе, латуни, – а уже потом переходить к стали.
- Завершив черновое опиливание детали, напильник тщательно очищают с помощью щетки, промывают бензином, высушивают и помещают на хранение.
Чем точил шпиль Растропович?
Мы начали статью с детских воспоминаний. Закончить тоже хочется историей из жизни. Девочка занималась в музыкальной школе, их оркестр собирался на международный конкурс в Португалию. По этому случаю ребенку купили новый инструмент. Начала будущая звезда репетировать, а ничего не выходит. Едет виолончель, скользит по полу. Шпиль у нее тупой оказался.










На счастье, в доме нашелся старый ржавый плоский драчевый напильник без ручки, с острым хвостовиком. Родительница принялась за дело, только стружки полетели. Гуманитарная женщина за полчаса справилась. У этой виолончели оказался самый острый шпиль из всей группы. И ребенок стал лауреатом… Интересно, а как решал данную проблему Растропович? Такой инструмент нужен всегда. Не знаешь заранее, какое тебя ждет испытание.
Отличие напильника от рашпиля и надфиля
Среди многочисленных вариантов существуют два своеобразных типа. Внешне они повторяют номенклатуру напильников. Но есть и принципиальные отличия.
Рашпиль
У него большая длина и крупная точечная насечка. Им, в основном, обрабатывают большие изделия из дерева, пластика и жёсткой резины. Существуют общего назначения и специализированные – для обувщиков и обдирки копыт лошадей перед их подковкой. Сфера применения определяется геометрическими очертаниями. Для их изготовления не требуется сталь дорогих марок.

Надфиль
У этого инструмента небольшие размеры, рабочая длина 80, 120, 160 мм. Его характеристики прописаны в ГОСТ 1513-77. Он служит для выполнения гравировки и в ювелирном деле. Инструмент удобен в тех местах, где затруднён доступ.
ГОСТ 1513-77 Надфили. Технические условия
1 файл 275.88 KB Всего по внешнему виду различают 11 подгрупп. Изготавливают надфили из различных марок углеродистой стали, в том числе с рабочей частью, покрытой алмазной крошкой.
Существует разновидность, называемая «рифель». Этот инструмент имеет изогнутую форму рабочей части. Его изготавливают из магнитосодержащих сплавов. Благодаря этому свойству, при опиловке ювелирных изделий железные опилки примагничиваются к стали и отделяются от драгоценных металлов.

Напильник – один из старейших рабочих инструментов человека. Его универсальность в умелых руках позволяет мастеру выполнить почти любую работу. И в домашней мастерской, и на производстве, необходимо иметь набор как можно большего количества различных типоразмеров.
Как восстановить старый напильник — борьба с коррозией
Если удалось разыскать старый напильник времен СССР, то наверняка на поверхности инструмента присутствуют следы коррозии. Эксплуатация такого инструмента будет не эффективна, так как за счет коррозионных образований уменьшается величина зубьев.
Этот инструмент не нужно утилизировать, если его рабочие части (насечки) не имеют следов полного износа. Чтобы удалить следы коррозии на напильнике, необходимо сделать следующие действия:
- Налить в емкость воду (рекомендуется использовать теплую воду)
- Насыпать в воду лимонную кислоту, причем ее количество должно быть достаточным не менее 50 грамм, чтобы оказать положительное воздействие
- Тщательно перемешать
- Опустить в полученный раствор напильник, который подлежит восстановлению
- Подождать не менее 24 часов, после чего извлечь уже очищенный от коррозии инструмент
Как видно, любой хороший инструмент можно восстановить, и продолжить его эксплуатацию. Подробное описание по восстановлению напильника описано в видео материале.
https://youtube.com/watch?v=4McchMmNzAE
Как очистить надфиль?
Насечка любых напильников со временем может забиваться остатками отработанного металла и другими мелкими частицами. Проще всего выбросить старый инструмент и купить новый, но его можно очистить. Несложная технология поможет в очистке надфилей по дереву и металлу. Загрязненный напильник необходимо очистить от загрязнений с помощью мыльной жидкости или средства для мытья посуды, промыть инструмент под струей проточной воды. После этого можно восстанавливать поверхность одним из перечисленных способов:
- Поместить напильник в ацетон так, чтобы жидкость покрывала инструмент полностью.
- Прокипятить в растворе с содой в течение 15-20 мин., затем остудить и промыть.
- Приготовить 20% раствор серной кислоты и погрузить в него напильник до восстановления, действовать очень аккуратно, ведь кислота опасна.
- После восстановления инструмент обязательно следует подержать в нагретом до 100°С машинном масле в течение 20-30 мин., остудить и вытереть насухо мягкой ветошью.
Особенности и сфера применения рашпиля
В столярном деле часто используется отдельный вид напильника, называемый рашпилем по дереву. На первый взгляд эти два инструмента похожи, но между ними имеются серьезные отличия. Дело в том, что насечка рашпиля выполнена в виде отдельных заусенцев разной формы. Благодаря подобной конфигурации инструмент не забивается и может быстро обработать большую поверхность.

Например, нужно удалить несколько миллиметров с торцевой поверхности небольшой дощечки. Пила с высокой долей вероятности испортит заготовку, использовать рубанок невозможно из-за небольшой длины доски, простым напильником работать долго, к тому же он будет постоянно забиваться опилками.
Виды напильников и их назначение
Виды напильников по классам и форме определяют основную сферу применения.
К 1 классу относятся инструменты с насечкой с нумерацией от 0 до 1.
Это драчевый напильник его основная задача черновая обработка поверхностей.
Ко второму классу относятся инструмент с абразивом под № 2 и 3.
Это уже менее грубый напильник, называют его личной, и использует преимущественно для чистовой обработки, т.к. он оставляет более гладкую поверхность.
Инструменты 3,4,5 и 6 класса обладают насечкой 4 и 5 номеров.
Они больше известны как «бархатные» или ювелирные напильники, применяются для финишной обработки.
Виды напильника по форме
Классификация по форме подразделяет сферу применения более детально.
1. Плоские тупоносые напильники относятся к универсальному инструменту, т.к. предназначены они для работ по металлу и дереву.

Они легко справляются с обработкой плоских и выпуклых поверхностей. На одну из боковых граней у них нанесена одинарная насечка.
Читать также: Условное обозначение гальванического элемента
2. Плоские остроносые используют для обработки наружных или внутренних плоских поверхностей, также их применяют для пропиливания шлицев и канавок.

3. Квадратные изделия имеют острый нос, служат они для распиливания отверстий квадратного и прямоугольного сечения и зауженных поверхностей.
4. Трехгранная форма выпускается в двух вариантах – для послойного срезания материалов, обработки внутренних углов разной формы, трехгранных отверстий для опиливания мелких пазов и клиновидных канавок.

Также этот вид применяют для заточки пил по дереву, поэтому их еще называют ножовочными.
5. Круглая форма – этот вид, как и треугольный, имеет два различных подтипа.

Для обработки круглых пазов, отверстий, послойного отпиливания и для затачивания пил по дереву, цепей для пил.
6. Полукруглый тип относит инструмент к универсальным, так как сочетает преимущества плоских и круглых напильников.











Идеально выполняет обработку сферических и плоских поверхностей, имеет заостренный носик.
7. Ромбическая форма позволяет эффективно обрабатывать материалы со сложной конфигурацией поверхности, в том числе для работы с шестернями, звездами, колесами, дисками.

Напильники, предназначенные для специализированных операций, называются инструментом специального назначения, к ним относятся алмазные покрытия и другие режущие поврехности более высокой твердости, предназначенные для цветных сплавов, металла, для плитки из кафеля или керамики и прочих материалов.
Виды и размер насечек
Характер насечки определяет основные виды напильника.
Профиль и размер зубьев напильника зависят от станка, используемого для нанесения режущей поверхности.
Как правило, для производства используются:
— пилонасекательные станки с зубилом; — фрезерные станки; — шлифовальные станки со специальными кругами; — зубонарезные и протяжные станки.
Вне зависимости от способа производства, все зубцы имеют заданные параметры угла расположения, заострения и резания.

Чем больше насечек на 1 см рабочей площади, тем меньше зубья насечки.
Отношение высоты к шагу основной насечки должно быть не меньше 0,5.
Материал напильника
Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа.
К таким относятся наиболее распространенные марки:
— У 10,12, 13; — У 10, 12, 13 А; — ШХ15 УА; — 13Х и их зарубежные аналоги.
Классификация инструментов по форме
Перед непосредственным проведением работы необходимо правильно провести выбор самого оптимального инструмента. На данное время встречаются следующие разновидности формы:
- Плоские встречаются намного чаще остальных. Их главное предназначение состоит в опиливании наружных и внутренних плоскостей всевозможных изделий. Рабочая часть в данном случае предоставлена плоским металлическим листом, который с двоих сторон имеет насечки. При этом в большинстве случаев на торцевых поверхностях также наносятся насечки.
- Полукруглые формы также часто используются для работы с самыми разными изделиями, а еще получения изогнутых плоскостей. Есть при этом тыльная сторона, которая сделана в плоской форме. Полукруглая форма используется для выпиливания углов с острыми концами, критерий которых составляет 60 градусов.
- В наборы часто включается изделие с круглой формой. Они применимы на случай, когда полукруглый драчевый напильник не может использоваться по тем или другим причинам.
- Есть в продаже драчевые напильники с прямоугольной формой. Такой вариант выполнения самый удобный в использовании в случае работы с узкими плоскостями, которые нельзя обработать при использовании обычного варианта выполнения.
- Треугольные применяются для получения углов с острыми концами. При этом обрабатывается внутренняя и наружная поверхность.
- Ромбическая форма применяется для опиливания зубьев, которые считаются поверхностью для работы звездочек и шестерен. Используются они очень нечасто, так как шестерни и звездочки служат частью очень непростых механизмов.
Аналогичная классификация должна предусматриваться при подборе подходящего драчевого напильника. Вышеприведенная информация указывает на то, что от формы в большинстве случаев зависит область использования.





