

Как сделать станок для профилирования бруса
Профилированный брус является одним из популярных строительных материалов. Он применяется для возведения жилых домов, бань и других сооружений. Несмотря на кажущуюся сложность можно сделать станок для профилирования бруса своими руками. Для этого следует ознакомиться с принципом работы оборудования.
Этапы изготовления профилированного бруса
Станок для изготовления профилированного бруса
В процессе производства деревянная заготовка проходит несколько стадий обработки. Оптимальным вариантом является применение уже готового бруса квадратного или прямоугольного сечения. Его поверхность подвергается фрезерованию – чистовой обработке и формированию монтажных пазов.
Станок для производства профилированного бруса состоит из опорной рамы, на которую помещается заготовка. В верхней части конструкции устанавливается блок обработки. Он имеет электродвигатель, который приводит в движение рабочий вал. На нем устанавливаются режущие ножи – от 2-х до 4-х штук. В зависимости от их конфигурации происходит чистовое выравнивание заготовки или изготовление с одной стороны углубления (паза), а с другой — шипа.
Для того чтобы сделать профилировочный станок своими руками следует определиться с конструктивными особенностями основных элементов оборудования:
- обрабатывающий блок – подвижный или стационарный. Для самодельных конструкций лучше всего сделать его неподвижным. Это упростит процесс изготовления;
- количество обрабатывающих валов. В промышленных моделях их число варьируется от одного до трех. В последнем случае появляется возможность комплексной обработки заготовки с трех сторон. Для станков, сделанных своими руками, чаще всего используется схема с одним рабочим валом.
- возможность установки режущих ножей различной конфигурации. Это исключает необходимость применения нескольких видов фрез. Для выполнения следующей операции достаточно будет установить другие ножи на вал.
В самодельных конструкциях применяется ручная система подачи заготовки. На станине расположены направляющие ролики, по которым двигается брус к блоку заготовки.
Для удаления стружки во фронтальной части режущего блока делают ограждающий экран с раструбом для подключения системы принудительной циркуляции воздуха. Это позволяет избежать попадания отходов в рабочие части станка.
Электрооборудование, свет, освещение
Многие люди предпочитают небольшие столярные работы выполнять дома своими руками или на даче. Это позволяет дать волю своей фантазии и сэкономить денежные средства из семейного бюджета. Но для работы с деревом требуются подручные приборы, к примеру, строгальный станок, который можно изготовить своими руками.
Возникновение строгального станка
Первый строгальный станок известен ещё со времен Леонардо Да Винчи. Но он не повлиял на развитие данного оборудования, так как все записи были утеряны. Ученый де ла Гир из Франции в 1719 году сконструировал строгальный станок, что представлял изначально модификацию токарного станка, а движение проводилось веревкой от лучка.
А сегодня существует много разнообразных строгальных станков, которые зависимо от выполняемых работ, разделяются на такие группы: аппараты общего назначения, специализированные и специальные станки.
К станкам общего назначения относят продольно-строгальные и поперечно-строгальные. Специальные станки предназначаются для выполнения определенных детальных операций, в основном, они используются в массовом производстве.
К специализированным станкам причисляют поперечно-строгальные аппараты с подвижной кареткой для работы с тяжелыми деталями, ямные продольно-строгальные станки для обработки тяжелых и крупных деталей и кромкострогальное оборудование для обработки кромок больших листов.
Продольно-строгальный станок предназначается для обработки крупных заготовок. Такие аппараты бывают одно- и двухстоечными. В процессе резания металла у продольно-строгального станка движения передаются заготовке, что предварительно зафиксирована на столе строгального станка. Его основными характеристиками являются ширина и длина строгания. Максимальная длина достигает при этом до 25, а ширина доходит до 5 метров.
Поперечно-строгальный станок используют для работы со средними или мелкими заготовками. Движения же передаются режущему инструменту, а не заготовке. Этот инструмент размещается на ползуне. Характеристикой такого строгального станка выступает длина хода ползуна, которая достигает 2,5 метров. Стол, где фиксируется заготовка, вы можете передвигать в горизонтальной и вертикальной плоскостях.
Назначение строгальных станков
Строгальные станки необходимы для обработки линейчатых поверхностей – вертикальных, горизонтальных и наклонных плоскостей. К линейчатым причисляют и фасонные поверхности, которые представляют из себя сочетание плоскостей, что расположены под разными углами.
С помощью металлообрабатывающих и деревообрабатывающих строгальных станков возможна обработка и фасонных поверхностей, на профиле которых имеются криволинейные участки, что образуются дугами окружности или сложными кривыми. На строгальных станках обрабатывают не только плоские поверхности, но и пазы, прямолинейные канавки, уступы и разные выемки. Возможна обработка металла по замкнутому контуру.
Обработке с использованием строгального станка подвергаются детали с малыми размерами и крупные поковки, сварные конструкции и отливы, что имеют длину до 12 метров, ширину до 6 метров и высоту до 3 метров. Вес подобных деталей может доходить до 200 тонн.

На строгальных станках обработку заготовки проводят по плоскости, толщине или в угол, благодаря этому пиломатериал приобретает идеальную ровность. На двухстороннем фуговальном станке одновременно совершается обработка пласта и кромки детали. На двустороннем рейсмусовом оборудовании осуществляется обработка параллельных плоскостей.
Металлорежущие станки строгального характера используют в специальных механических цехах для обработки всевозможных деталей в автомобильной промышленности. Также они встречаются во многих ремонтных мастерских и инструментальных цехах. Они хорошо подходят для работы с деталями из стали, разных сплавов цветного металла и даже некоторых видов пластмассы.
Строгальные станки по дереву применяются для обработки поверхности древесины после распиловки «начисто», изготовления пиломатериала и паркета. Они предназначены для обработки прямолинейных заготовок и фрезерования по плоскости. Использование разных наборов ножей позволяет работать с мягкими (ель, сосна) и твердыми (тополь, дуб, бук) породами древесины.
Особенности конструкции
В конструкции четырехсторонний деревообрабатывающий станок включает 3 основные части:
- приспособление подачи заготовки;
- секция шпинделей с режущими органами;
- система установки рабочих параметров, регулировки, управления.
Есть модели, у которых несколько режущих механизмов, установленных последовательно по одной стороне прохождения детали (множественная обработка).
Схема строгания заготовки на 4-х стороннем станке
Схема обработки на 4-х стороннем пяти шпиндельном станке
Виды данного оборудования подразделяют на 2 группы, каждая из которых представлена многообразием вариантов:
- переносной (мобильный) тип. Распространены эти четырехсторонние станки в домашних, малых ремонтных мастерских. Автоматизация, мощность, ассортимент изделий в небольших пределах, но дают возможность делать деревянные детали быстро в разных условиях;
- стационарный. Эксплуатируют в налаженном производстве для получения больших объемов бруса, вагонки, ламелей, рейки. Оснащены ЧПУ, набором различных заменяемых режущих органов. Обрабатывают различные виды сырья разных размеров. Такие фрезерные станки требуют обучения обслуживающего персонала из-за сложности управления, настройки, технического обслуживания.
Кроме 4-х стороннего оборудования промышленного производства, в частных хозяйствах применяют установки по дереву, сделанные собственноручно.
Подающее устройство
Регулировка толщины снимаемой стружки у четырехстороннего станка производится смещением по вертикали передней части стола.
Подачу древесины выполняют приводные вальцы (4 шт). Фиксацию по направлению движения — верхние, боковые прижимы. Верхние прижимы, вальцы выполняют свою роль за счет веса (собственного, дополнительного) или пружинных усилителей.
Доски подаются в 4-х сторонний станок непрерывно, без зазора между торцами последующих единиц. Разрыв требует новой заправки сырья в вальцы, что значительно продлевает время на изготовление продукции, увеличивает трудозатраты.









Повышение производительности достигается комплектацией автоматизированных линий подачи. В них совмещаются функции движения и позиционирования доски. Подача происходит со скоростью 8 — 22 м/мин. В последних серийных разработках, реализуемых в России, вальцы разгоняют подачу дерева до 100 м/мин.

Число оборотов ножевых валов 5000-6000 в минуту. В станках новейших конструкций ножевые валы делают до 9000 об/мин.
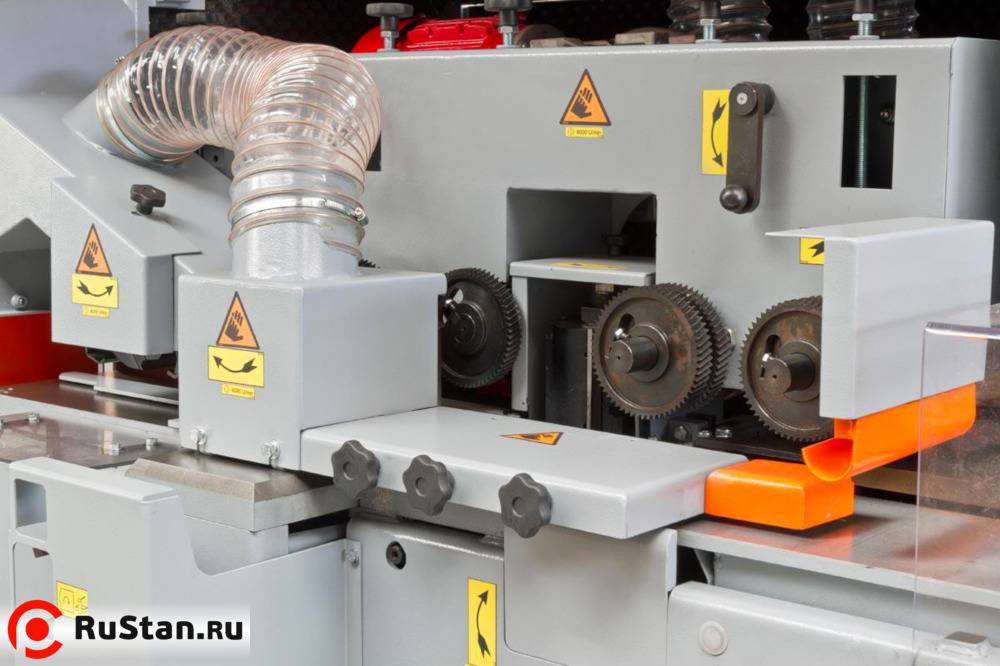
Зона обработки
Базовая установка включает 2 горизонтально располагающихся вала (верхний/нижний) и 2 шпинделя, расположенных вертикально. На шпиндель ставят головку с прямым или фасонным ножом. Вращение вала находится в пределах 5000 — 9000 об/мин.
Заданный габарит изделия задают соответственным перемещением шпинделя по горизонтали, посадкой/подъемом режущей кромки, наклоном продольной оси на угол до 25°. Толщина доски устанавливается смещением верхнего вала по вертикали.

Компоновка узла может включать установку 5-го строгального вала, чтобы получить профиль по нижней плоскости детали.
Дополнительно, устранять волну на поверхности древесины от вращающихся головок, предназначены гладильные ножи. Блок неподвижных лезвий, расположенных под углом 45° к плоскости стола, снимает 0,02 — 0,2 мм дерева каждой кромкой. Гребни волн от фуганка срезаются до определенной чистоты.
Управление
Снижение влияния человека в механическом процессе деревообработки, повышает его функции по точному замеру, расчету параметров для программного обеспечения, контролю фаз работы оборудования, срочной необходимости сделать корректировку отклонения.
Контрольными точками являются:
- расчет скорости движения сырья для соблюдения заданной точности обработки;
- выставление каждого отдельного узла в расчетных координатах;
- синхронизация работы комплекса;
- очистка, удаление появляющихся отходов.
В индивидуальном изготовлении это требует значительных затрат времени. При поточном производстве дает существенный выигрыш производительности, стандартизации качества готовой продукции из дерева.
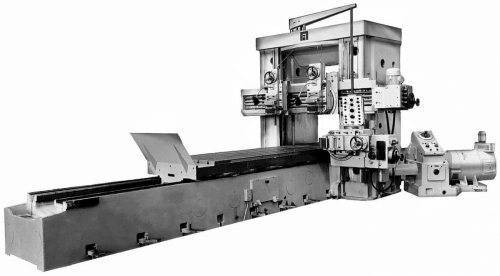
Расположение основных узлов четырехстороннего строгального станка С16-42

Расположение основных узлов строгального станка С16-42

Расположение основных узлов строгального станка С16-42
Перечень составных частей фуговального станка С16-42:
- 1. Станина С16-42.11.000
- 2. Суппорт нижний С16-42.02.000
- 3. Суппорт верхний С16-42.05.000
- 4. Суппорты вертикальные С16-42.03.000 2 шт
- 5. Механизм подачи С16-42.07.000
- 6. Привод подачи С16-42.08.000
- 7. Когтевая защита С16-42.16.000
- 8. Прижим С16-42.19.000
- 9. Прижим боковой С16-42.20.000
- 10. Стол передний С16-42.28.000
- 26. Трубопровод С16-42.67.000
- 27. Электрошкаф С16-42.69.000
- Х. Шпиндель С16-42.10.000 1 шт.
Органы управления фуговальным станком С16-42:
- 13. Рукоятка регулировки по высоте переднего стола
- 14. Квадрат поднастройки механизма подачи по высоте
- 15. Квадрат перемещения подвижной линейки
- 16. Винт зажима подвижной линейки
Суппорт нижний
17. Квадрат регулировки по высоте
18. Квадраты зажима при вертикальном перемещении
Суппорт верхний
19. Квадрат регулировки по высоте
20. Квадраты зажима при вертикальном перемещении
21. Квадрат осевого перемещения шпинделя
22. Квадрат зажима осевого перемещения шпинделя
Суппорты вертикальные
23. Квадрат горизонтального перемещения левого суппорта
24. Рукоятка зажима горизонтального перемещения левого суппорта
25. Квадрат горизонтального перемещения правого суппорта
26. Рукоятка зажима горизонтального перемещения правого суппорта
27. Квадраты осевого перемещения шпинделей
28. Квадрат зажима осевого перемещения левого шпинделя
29. Квадрат зажима осевого перемещения правого шпинделя
30. Замок включения напряжения

Пульт управления строгальным станком С16-42
- 1. Переключатель нижней фрезы S8
- 2. Переключатель верхней фрезы S9
- 3. Переключатель правой фрезы S10
- 4. Переключатель левой фрезы S11
- 5. Кнопка включения фрез S21
- 6. Кнопка отключения станка S2
- 7. Кнопка включения подачи “Вперед” S22
- 8. Кнопка отключения подачи “Вперед” S24
- 9. Кнопка включения подачи “Назад” S23
- 10. Переключатель включения станка S1
- 11. Сигнал наличия напряжения HL1
- 12. Сигнал торможения HL2
Конструктивные преимущества
- Высокоточные сбалансированные шпиндели из термически обработанной стали – еще на заводе-изготовителе проходят прецизионную обработку и контроль качества. Перед установкой обкатываются несколько часов.
- Литая станина – обработана на металлообрабатывающих станках с ЧПУ, поэтому обладает виброгасящим эффектом, устойчивостью и стойкостью к статическим и динамическим нагрузкам.
- По технологии литья изготовлены шпиндельные узлы, основной и подающий стол, редукторы. Столы также прошли термическую обработку для достижения прочности, покрыты слоем твердого хрома (0,3 мм) для защиты от износа. Поверхность стола отполирована за счет чего снижается трение заготовки и усилие на привод подачи.
- Система подачи – подающие приводные ролики протягивают и обрабатывают материал естественной влажности или массивные заготовки даже на высоких скоростях подачи. Усиленные редукторы отвечают за мощность и стабильность подачи без люфта.
Плюсы и минусы оборудования
Одно из наиболее положительных качеств четырехсторонних станков — высокая производительность. Чтобы достичь оптимальных результатов конструкция должна быть оборудована блоком программного числового управления. Тогда влияние человеческого фактора будет минимальным.
Обязательно должны быть выполнены условия по корректному составлению программы, и произведен точный замер обрабатываемой заготовки. В оптимальной комплектации оборудование рассчитано для обработки цилиндрических заготовок и прямоугольного бруса. Фугование и фрезерование листовых материалов можно выполнять с двух сторон. Особенности эксплуатации станков данного типа заключаются в следующих факторах:
- скорость движения по станине заготовки рассчитывается предварительно, чтобы обеспечить максимальную точность обработки;
- каждый блок фугования и фрезерования регулируется отдельно, их функционирование друг с другом должно быть согласованным;
- отходы своевременно удаляются из зоны обработки.
Главные недостатки деревообрабатывающих четырехсторонних станков — высокая стоимость и сложность наладки. Однако в условиях производственной линии эти показатели не существенны.
Четырехсторонние продольно-фрезерные станки дают возможность за один проход производить обработку пиломатериалов с четырех сторон. Это оборудование востребовано в массовом, крупносерийном и серийном производствах и позволяет получать продукцию точной геометрической формы. Четырехсторонние деревообрабатывающие станки дают возможность осуществлять целый ряд технологических операций, в том числе фрезерование, рейсмусование, фугование и профилирование. Эти установки востребованы при изготовлении вагонки, половой доски, бруса, блок-хауса, плинтуса, наличника и других погонажных изделий.
В основе функционирования любого четырехстороннего деревообрабатывающего станка лежит метод традиционного фрезерования. Такое оборудование обеспечивает качественную обработку и высокую точность резания деревянных поверхностей. Современные четырехсторонние деревообрабатывающие станки характеризуются наличием мощной цельнолитой станины. Обработка заготовки осуществляется посредством вращающегося режущего инструмента. Характерной специфичной особенностью таких деревообрабатывающих станков является наличие нескольких прецизионных шпинделей (четырех, пяти, шести и более). Они располагаются снизу, сверху и по бокам заготовки. То есть она обтачивается одновременно с четырех сторон за один проход. Для получения погонажных изделий со сложным профилем производится регулировка положения фрез и выполняется замена насадок. Обеспечить плавность подачи зафиксированной деревянной заготовки позволяют специальные ролики. Для выполнения оперативной наладки оборудование оснащено цифровой системой управления. Автоматика четырехсторонних станков упрощает запуск и остановку оборудования, установку положения шпинделей и настройку скорости подачи заготовок.
Одновременное выполнение нескольких операций с четырех сторон способствует сокращению времени изготовления погонажных изделий и повышению рентабельности производства. Это обстоятельство делает такое оборудование оптимальным выбором при оснащении предприятий деревообрабатывающей промышленности.
Приобрести четырехсторонний деревообрабатывающий станок можно, связавшись с офисом ООО «СДТ» по телефонам: +7 (499) 265-56-79, +7 (499) 261-22-78.
Одни из важных показателей современных деревообрабатывающих станков — производительность и качество работы, которая на нем выполняется. Оборудование, отвечающее обоим требованиям — четырехсторонний станок. Особенность конструкции таких механизмов в том, что они могут выполнять одновременно несколько операций, при этом древесина обрабатывается сразу с четырех сторон.
Самодельный четырёхсторонний станок
Имеет ряд преимуществ, включая себестоимость готовой продукции. К достоинствам самодельного четырёхстороннего деревообрабатывающего станка относятся: возможность изготовления собственной конструкции, отвечающей поставленной задаче, получение из древесного сырья необходимого изделия.
Принцип работы самодельного станка в части выполнения технологических процессов не отличается от продукции заводского исполнения. Переносные варианты конструкций разнятся по весу, габариту.

Компактность позволяет разместить оборудование частного пользователя в неподготовленном помещении или гараже. Малая потребляемая мощность без дополнительной силовой электролинии обеспечивает стабильную работу станка.










Технические характеристики четырёхсторонних станков исходят из производительности, мощности приводов, скорости подачи, сечения материала. Необходимое оборудование линейки четырёхсторонних станков, подбирается исходя из технологических функций.
Источник
Цена деревообрабатывающих станков
Приобрести продольно фрезерный четырехсторонний станок по дереву можно в специализированных строительных магазинах. Но наиболее выгодным будет купить станок непосредственно у производителя. Естественно, это относится только отечественным агрегатам, зарубежные (Итальянские, Немецкие, Китайские, Таиландские, и т. д.) приобретать напрямую выходит дороже, потому как цена на его транспортировку обойдется больше стоимости самого оборудования. В крупных мегаполисах, к примеру, СПб, Москва, Нижний Новгород или Казань, есть возможность взять оборудование в аренду у промышленных компаний либо в рассрочку непосредственно у изготовителя.
Основные моменты, на которые нужно обращать внимание, перед тем как приобретать технику, это:
- Надежность эксплуатации.
- Точность.
- Наличие сервисного обслуживания.
- Производительность.
- Цена оборудования.
Если деревообрабатывающий четырехсторонний станок планируется в качестве дополнения к уже работающей линии, то нужно учитывать и размеры техники.
Цена на четырехсторонний деревообрабатывающий станок зависит от таких факторов:
- функциональность;
- класс;
- отдаленность производителя;
- завода-производителя.
Немаловажно во время покупки учитывать технические параметры, тем более, сочетание разных вариантов обработки, скорость работы и массу оборудования. Любое электрооборудование — это машина, которая со временем может ломаться и изнашиваться. Потому при покупке желательно подбирать самый прочный и износостойкий станок
Таким образом, вам придется реже оплачивать сервисное обслуживание, а перерывов в работе будет гораздо меньше. А от этого непосредственно будет зависеть рентабельность работы
Потому при покупке желательно подбирать самый прочный и износостойкий станок. Таким образом, вам придется реже оплачивать сервисное обслуживание, а перерывов в работе будет гораздо меньше. А от этого непосредственно будет зависеть рентабельность работы
Любое электрооборудование — это машина, которая со временем может ломаться и изнашиваться. Потому при покупке желательно подбирать самый прочный и износостойкий станок. Таким образом, вам придется реже оплачивать сервисное обслуживание, а перерывов в работе будет гораздо меньше. А от этого непосредственно будет зависеть рентабельность работы.
Сегодня у предпринимателей на первом месте находится не только прибыль, но и безопасность сотрудников
Потому важно чтобы у оборудования был предусмотрен в наличии металлический защитный кожух со звукоизоляцией, концевики, электрические тормоза и т. д. Обработка изделий на оборудовании должна быть максимально качественной и точной
Обработка изделий на оборудовании должна быть максимально качественной и точной
Для этого важно чтобы на устройстве была проделана статистическая и динамическая балансировка всех фиксаций деталей: вращающихся шпинделей и инструментов
Существуют фирмы, которые лишь начали занимать свое место на отечественно рынке, потому цена на это оборудование у них меньше, а качество на должном уровне. Например, к этим компаниям относится немецкий бренд beaver. Чтобы уменьшить стоимость на свои изделия, фирма разместила производство в Китае и Тайване, но части для сборки изготавливаются в Германии. Покупать малоизвестный бренд тайваньского или китайского изготовления, это практически лотерея. Более того, отыскать запасные части на эту модель будет очень тяжело. Поэтому дешевые модели не нужно даже рассматривать.
Это интересно: Циркулярка своими руками — назначение, особенности, как сделать
Технологическая схема и изделия, получаемые на продольно-фрезерном четырехстороннем станке С16-42

Технологическая схема четырехстороннего станка
- Заготовка
- Передняя (регулируемая по высоте) часть стола
- Задняя (базирующая) часть стола
- Верхние рифленые подающие вальцы
- Боковая (регулируемая) направляющая линейка
- Боковые прижимы (к направляющей ленейке)
- Нижний ножевой вал
- Верхний двухроликовый прижим (к нижнему ножевому валу)
- Боковая фреза
- Задняя (базирующая) направляющая линейка
- Боковая фреза левая
- Прижим (для предотвращения отщепов)
- Верхний роликовый прижим
- Верхний горизонтальный ножевой вал
- Передний подпор
- Задняя левая направляющая линейка
- Задний прижим

Технологическая схема четырехстороннего станка

Дверная коробка

Доска пола
Устройство и принцип работы
Основание станка — литая чугунная станина, в отсеках которой сосредоточены: четыре автономных электродвигателя, ременной привод, устройство подачи инструмента. Машина оснащена блоком управления, элементами безопасного ведения работ.










Вставки из резины, композита в основании станины обеспечивают поглощение вибрации, снижают шумовые эффекты. Загрузочный стол для перемещения доски, бруса укомплектован прижимными скобами, валиками, струбциной, другой вспомогательной оснасткой. Число рабочих консольных шпинделей варьирует в пределах 4-8 ед. исходя из перечня работ, (толщина снимаемой стружки, профиль заготовки, срезы продольный, поперечный) требований к конечной продукции.
Важно, чтобы зазор между древесиной и столом не превышал 0,127 мм. Этот фактор приводит к дефекту обрабатываемой поверхности
Плавная, непрерывная обработка пиломатериала возможна только при точной регулировке нижних роликов стола относительно режущей кромки ножа.
Правильная настройка предусматривает, чтобы установка роликов (обоих) соответствовала уровню нижних. Стол, как главный блок станка состоит из нижних и двух верхних фрез. Последний нож размещён на штативе с функционированием от отдельных моторов.
Плотное удержание маломерных заготовок выполняется автоматическим механизмом, работающим с пиломатериалом различной длины, толщины.
Пиломатериал после распила имеет кривизну поверхности, изгибы, трещины, подлежащие исправлению. Многопрофильные машины устраняют эти недостатки обработкой дерева с четырёх сторон.
Оборудование состоит:
- Стол рабочий и продвигающий.
- Нижний, верхний, левый, правый шпиндели.
- Вальцы подачи, сброса.
- Шпиндель сложных форм обработки.
Подающий стол с прижимными приспособлениями и регулировкой станины по высоте работает с материалом предусмотренной толщины. Прижимные ролики, смонтированные перед верхним патроном, выправляют деформированную древесину, поступающую на обработку.
Для тонкого материала используется дополнительный прижимной ролик перед первым нижним шпинделем. Выпрямление твёрдых древесных заготовок предпочтительно выполнять на столе с рифлёной плоскостью.
Подающие ролики работают вкупе с пружинами или пневмоприводным цилиндром. Отрегулированные ролики выполняют функции протяжки дерева. Контакт между древесным сырьём и столом достигается, если правильно настроить вертикальные фрезы. Режущая кромка первого правого шпинделя выполняет строгание, профилирование поверхности. Сам строгальный стол (литой) держится на прочном штативе, способствующем ограничению вибрации при эксплуатации.
Не допускается задержка продвижения заготовки, ибо это притупит и выведет из строя режущие элементы. Станковые узлы обеспечивают эксплуатацию фрез под требуемым углом, что считается серьёзным преимуществом перед оборудованием с горизонтальным или вертикальным резанием. Подача, перемещение, выгрузка обрабатываемого изделия осуществляется приводными клиноременными, зубчатыми ремнями.
Операции контролируются с пульта управления, обеспечивая также соблюдение требований техники безопасности. Вариатор скорости подачи заготовки выполняет черновую и чистовую обработку.
Периодически необходимая очистка шпинделя (стружка, древесная пыль) осуществляется мощным давлением воздуха.





