Введение

Работа с металлом это сложный процесс, который требует повышенной точности, особенно это касается отверстий. Не каждое сверло может дать требуемый результат, поэтому используют зенкер по металлу. Это немецкое приспособление создано для повышения качества отверстий, проделанных в металлических конструкциях.
Есть ряд разновидностей, принципов использования, которые нужно уметь различать, чтобы получить обещанный результат. Обычно такой инструмент используется на производстве, в работе с серьезным оборудованием, но при должных знаниях такое приспособление можно использовать в быту.
Операция цекования
Процессом цекования называют специальную обработку сложных отверстий в металлоизделиях с помощью цековки. С помощью цековальных работ можно осуществить подготовку проймы перед другими операциями и процессами металлообработки и улучшить качество обрабатываемых внутренних элементов металлической детали. Цекование отверстий мастер делает на станке в режиме резания. Процесс выполняется, как правило, на небольшой скорости из-за сложности. В ходе процесса зенкования пройм осуществляется не только цековка внутреннего отверстия заготовки. Также цекованием можно выровнять торцевые элементы с внутренней стороны изделия, удалить наплывы и заусенцы с деталей, снять фаски с кромок, сформировать ступенчатые проймы и обработать углубления сложной конфигурации.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.
- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.
- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.

Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.
При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.
Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
Назначение и виды зенкеров
В результате зенковки образует коническое отверстие, совпадающее с углом наклона винта. Когда винт полностью затянут, головка будет располагаться заподлицо или немного ниже поверхности прижима крепежа к детали.
Зенкера имеют большой диапазон применений и углов. Стандартные размеры включают угла наклона рабочей части от 60 до 90°. Менее распространены инструменты, имеющие угол конической части 100°, 110° и 120°. Наличие угла позволяет успешно использовать зенкеры для удаления заусенцев или снятия фасок на углах изделий.
Известны различные исполнения зенковок, и у каждой из них есть свои отличительные особенности и преимущества.
Сам инструмент состоит из:
рабочей части в виде конуса;
переходной части, форма обеспечивает минимизацию внутренних напряжений и отвод стружки, образующейся в процессе резания;
посадочной части или хвостовика, которым зенкер присоединяется к шпинделю станка.
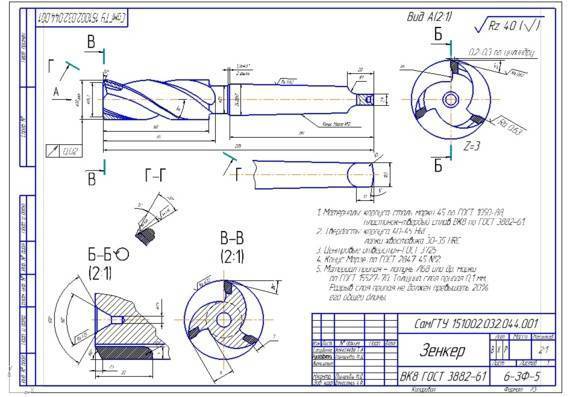
Рабочая часть зенковки может быть цельной или составной. Последний вариант реализуется в твердосплавной оснастке и применяется при зенкеровании отверстий в труднообрабатываемых деталях из высокоуглеродистых сталей, а также в условиях массового производства. Сменные вставки могут изготавливаться и из быстрорежущих сталей. Соединение вставки с корпусом производится при помощи пайки медью, для изготовления корпуса вставки могут быть использованы конструкционные среднелегированные стали типа 30ХГСА, 40 ХНМ и пр., а сами вставки производят из твёрдых сплавов ВК15 или ВК20.

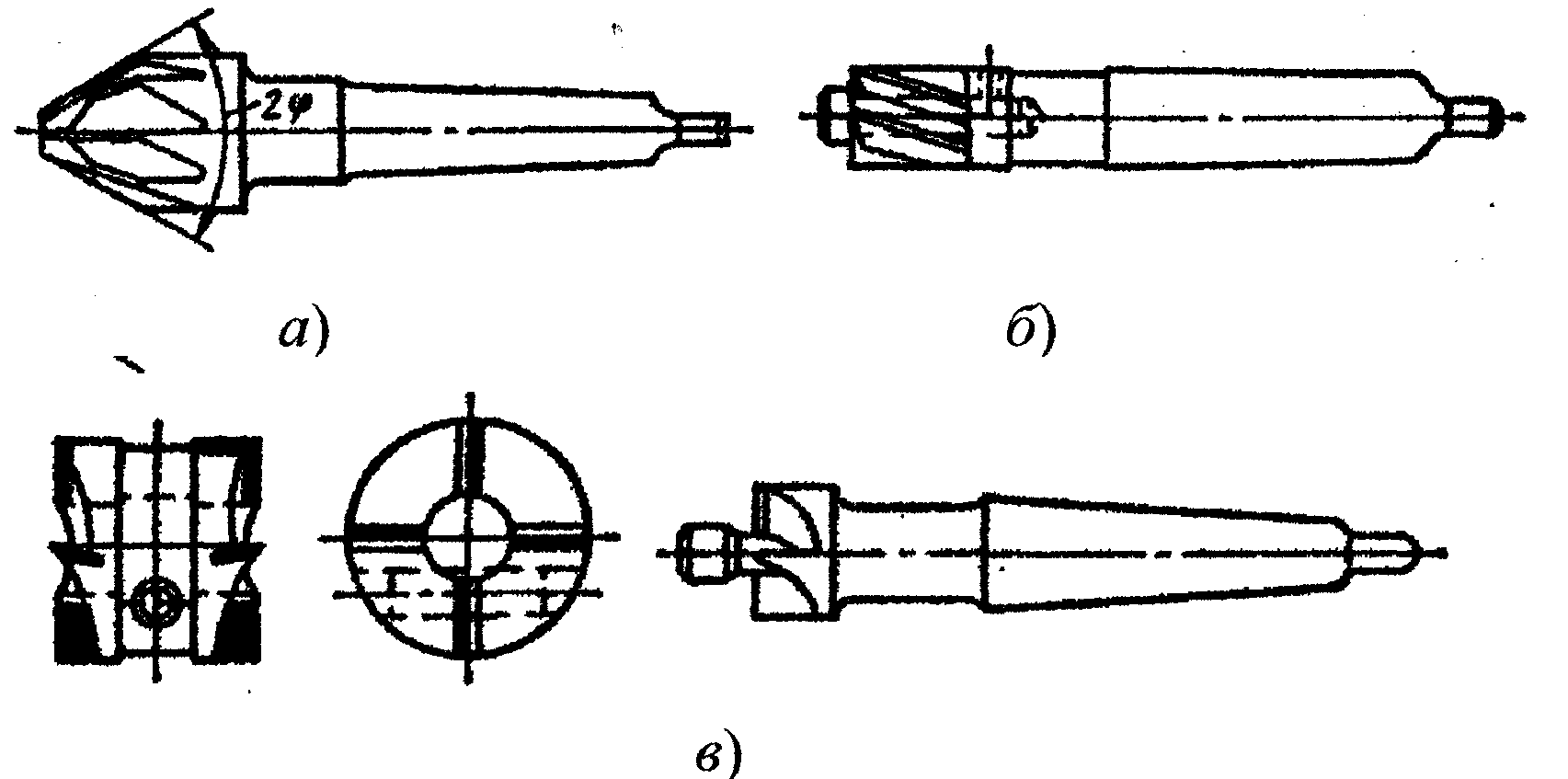
Зенкера, которые изготовлены без стружкоотводящих канавок, имеют форму конуса с желаемым внутренним углом. Они используются в единичном производстве, могут быть сплошными и полыми. В последнем случае улучшаются условия охлаждения инструмента. Часто конструкция оснастки предусматривает наличие и бокового отверстия. Оно просверливается через периферическую часть конуса и имеет зазор для обеспечения свободного резания. При длительной протекающих процессах механической обработки через полую часть зенкера может подаваться смазочно-охлаждающая жидкость.
Зенкерование отверстий иногда предусматривает обработку обратной стороны просверлённого или резьбового отверстия. Хвостовик такого инструмента вставляется в готовое отверстие, а на тыльной стороне монтируется фреза. Затем инструмент поворачивают и выполняют операцию снятия фаски или торцевания.
Значительно реже конструируют зенкера-фрезы, в которых предусматриваются поперечные отверстия, имеющие угол наклона около 45° к оси зенкования. Это отверстие в головке образует две режущие кромки. Через боковое отверстие отводится стружка, что предотвращает её застревание между инструментом и заготовкой
Это очень важно при значительном объёме удаляемого металла, поскольку заклинивание стружки приводит к поломке оснастки. Существуют комбинированные варианты данной оснастки: сверло + зенкер
Они используются для изготовления центра на конце круглого изделия, чтобы лучше удерживать деталь при её обработке на токарном станке или станке с ЧПУ
Существуют комбинированные варианты данной оснастки: сверло + зенкер. Они используются для изготовления центра на конце круглого изделия, чтобы лучше удерживать деталь при её обработке на токарном станке или станке с ЧПУ.
Разновидности
В России изготавливают следующие разновидности:
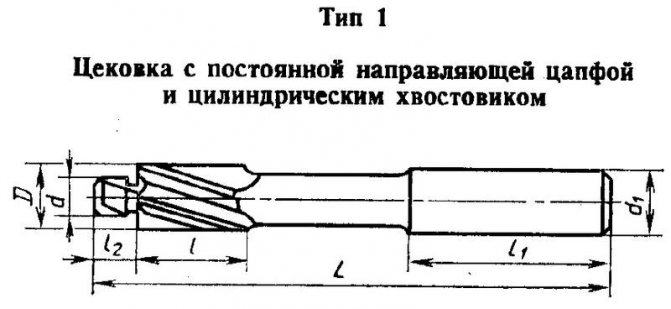
- С цилиндрическим литым или сварным хвостиком, который скрепляется вместе с цапфой-фиксатором. Подобная разновидность деталей является самой распространенной на производствах, где в течение длительного времени используются одни и те же инструменты, поэтому мастер не нуждается в точной настройке инструментов.
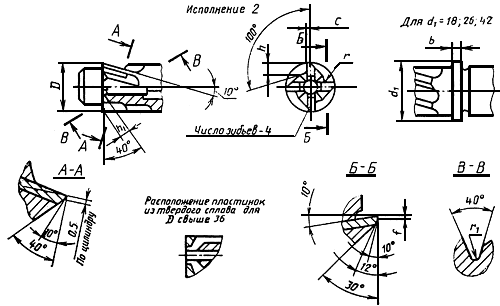
- С коническим хвостиком, который имеет подвижное сочленение с цапфой-фиксатором. При необходимости цапфу можно снять и заменить на другую, что позволяет увеличить точность обработки. Подобные цековки обычно используются, если нужна очень высокая точность обработки. Например, при работе с цветными металлами и пластичными сплавами.
- Также существуют цековки насадного типа, со сменными хвостиками и/или цапфами. Они встречаются достаточно редко, поскольку первые две разновидности деталей почти полностью покрывают все основные случаи применения. Однако все-таки нестандартные цековки все еще можно встретить — при обработке дорогих металлов и сплавов, где требуется минимальный выход стружки, при работе со сверхпрочными металлами, при работе с нестандартными инструментами.

Также различают две разновидности цековок в зависимости от типа режущих поверхностей:
- Цековки, выполненные из стали целиком. Обладают хорошей прочностью и твердостью. Хорошо режут все основные металлические сплавы за исключением сверхпрочных разновидностей стали. Не требуют какого-либо специфического ухода или осмотра, долго сохраняют свою прочность.
- Цековки со сверхпрочными напайками. Обладают сверхвысокой прочностью, поэтому хорошо режут все металлы включая сплавы повышенной прочности. Имеют ограниченный срок действия, поскольку напайки со временем теряют свою прочность. Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Виды цековок
Обозначение цековки на чертеже дается в ГОСТ 26258-87. Этот же нормативный документ определяет технологические особенности производства режущего инструмента и делит их на категории. Согласно классификации, выпускаются:
- цековки с хвостовиками цилиндрического типа и направляющими цапфами, которые являются единым целым с инструментом;
- инструменты с хвостовками конического типа и съемными цапфами;
- изделия насадного типа в виде режущих головок (надеваются на оправы с коническими хвостовиками, цапфа сменная);
- инструменты со сменными цапфами и хвостовиками, которые крепятся в штифтовых замках станков.
Это интересно: Токарная обработка металла. Особенности процесса и необходимое оборудование

Изображение №3:Разновидности цековок
Рабочие части инструментов изготавливают:
- целиком из быстрорежущей стали;
- с твердосплавными напайками.
Цековки по металлу имеют разное количество рабочих лезвий. Изделия с цилиндрическими хвостовиками оснащаются двумя-четырьмя лезвиями. Все остальные разновидности — четырьмя.
На то, как именно инструмент фиксируется в станке, влияет тип хвостовика.
- Цековки с хвостовиками цилиндрического типа устанавливаются в патроны.
- Инструменты с хвостовиками конической формы крепятся в посадочные отверстия, конусы Морзе.
- Изделия с хвостовиками для крепления в штифтовых замках используются вместе с укомплектованными этой арматурой станками.
Условное обозначение резьбы
Каждый тип резьбы, которые были описаны выше, регламентируется отдельным ГОСТом. Разберемся, что вообще шифруется.
- знак резьбы, обозначенный буквой;
- номинальный размер, выраженный дюймами или мм;
- показатель шага;
- если резьба многозаходная, то указывается показатель хода и его шаг;
- в случае с левой резьбой добавляется LH;
- поле допуска (циферно-буквенное) и класс точности (буквенный);
- длина свинчивания (при отличии от стандартной) — буквой или цифрой.
Особенности обозначения резьбы
Ввиду того, что форма резьбовой поверхности достаточно сложная, а само соединение используется нечасто, с целью упростить процесс создания проектной документации ввели условное обозначение этого сложного профиля.
К особенностям условного обозначения относится:
- применение тонкой линии, заходящей на штриховку. Тип соединения и диаметральный разрез обозначают на выносной размерной линии;
- условное обозначение резьбы бывает необходимо, если нужно отобразить профиль, в частности — угол между отдельными витками;
- если изделие высокой точности, нужно указывать допуск размеров. Делается это с помощью выносной полки или размерной линии;
- создание качественных элементов крепежа сопровождается отслеживанием шероховатости полученной поверхности.
Требования к производству
Технология для выпуска цековок приводится в соответствие с положениями ГОСТ 26258-87. Согласно требованиям, инструменты с диаметром рабочей зоны, не превышающей 8 мм, и цилиндрической формой хвостовой части, а также насадной конструкции, изготавливаются сплошными. Цековки с наружным размером от 8 мм, независимо от вида хвостовика, выполняются сварными. Рабочая головка и зажимная часть в этом случае делаются из разной марки стали.

Цековки цилиндрические для обработки опорных поверхностей под крепежные детали по ГОСТ 26258-87
К качеству наложения соединительного шва при сварке предъявляются повышенные требования. Наличие пустот, трещин, окислов, пористости и прожогов недопустимо.
На гранях исключены дефекты в виде окислов, трещин и зазубрин. Отшлифованные участки не должны содержать повреждений и надрывов, сколов и прижогов.
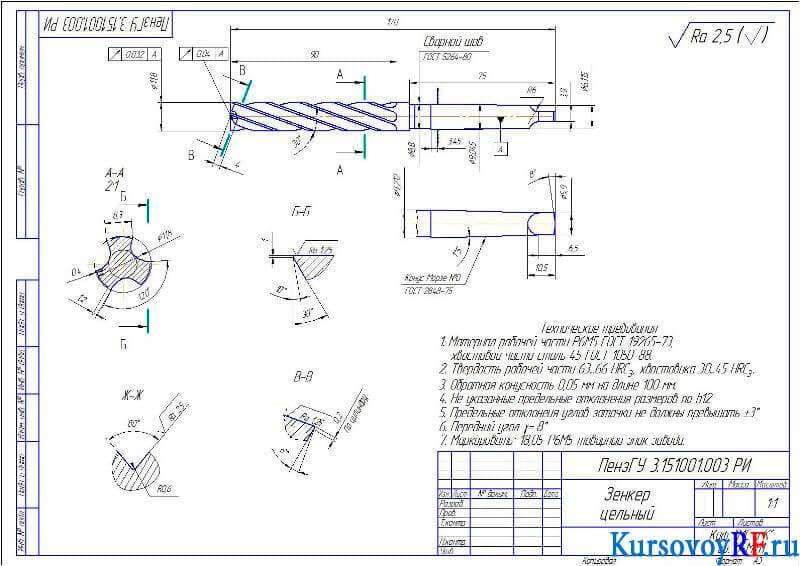
Контроль геометрии включает проверку на наличие обратной конусности у инструмента, когда происходит уменьшение диаметра в сторону хвостовой части. У цековки должен быть равномерный диаметр по всей длине режущей части у быстрорежущего инструмента. Допускаемое отклонение – менее 0,08-0,16 мм на 100 мм длины. А также должен быть одинаковый размер по высоте пластин на цековках с напайными пластинками, допуск для которых — 0,05-0,1 мм на размер пластинки.
Основные технические требования к изготовлению цековок
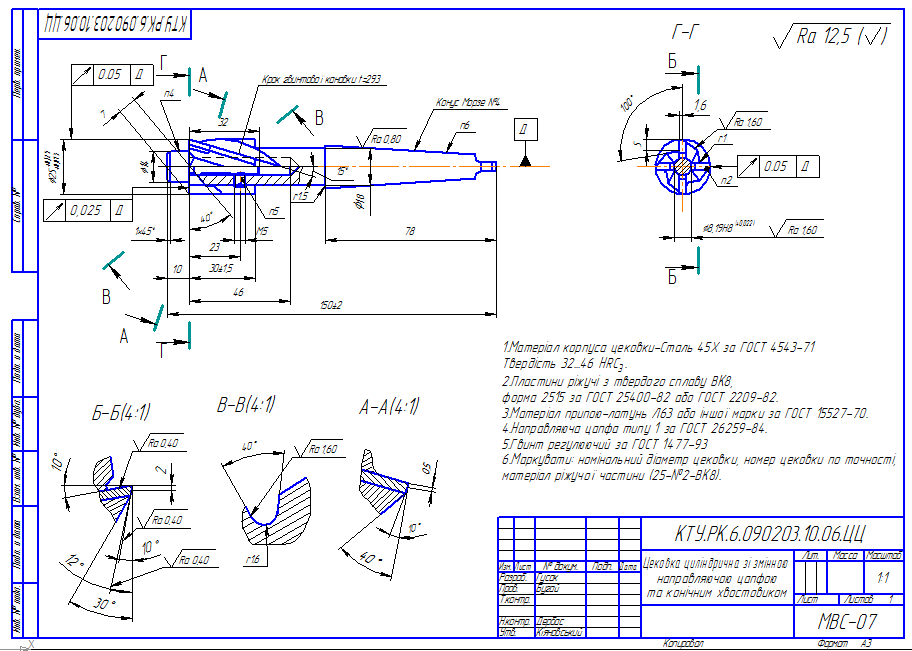
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.
- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.

Для крепления твердосплавных пластин на рабочей части в качестве припоя должны использоваться сплав МНМц 68-4-2 или латунь марок Л68 либо Л63 (ГОСТ 15527). При пайке следует формировать слоя припоя толщиной до 0,2 мм.
На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.
Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
Требования государственных стандартов к изготовлению цековок
Требования к производству цековок определяет ГОСТ 26258-87. Так, согласно этому документу, инструмент насадного типа, а также тот, диаметр рабочей части которого не больше 8 мм, а хвостовик имеет цилиндрическую форму, производится в цельном виде. Инструменты, диаметр режущей части которых составляет более 8 мм, со всеми типами хвостовиков, должны иметь сварную конструкцию. К качеству сварных швов, при помощи которых изготавливается такой инструмент, предъявляются высокие требования. В этих швах исключается наличие трещин и прожогов, они не должны содержать следов окисления, трубчатых полостей и пор.
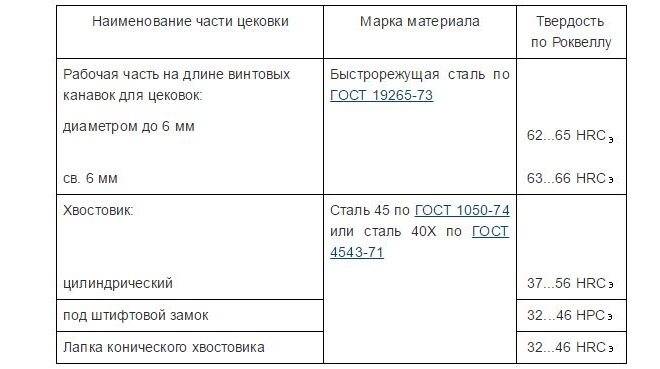
Основной стержень цековок, включая хвостовик, делают из стали марок 45, 40 Х или 45Х. Для режущей части могут быть использованы следующие материалы.
- Инструменты, которые целиком изготовлены из быстрорежущей стали, выполняются из материала, требования к которому оговариваются положениями ГОСТа 19265.
- Материалами для режущей части цековок с твердосплавными пластинами могут быть ВК6, ВК6М, Т5К10, Т15К6. Требования к характеристикам материала таких пластин оговариваются в ГОСТе 3882, а к их геометрической форме и размерам – в ГОСТе 25400.
Твердосплавные пластины на рабочей части инструмента фиксируются при помощи припоя марок МНМц 68-4-2, латуни марок Л63 или Л68. Толщина припоя должна составлять не менее двух десятых миллиметра.

Материал цековок с твердосплавными пластинами
Как и поверхность сверл, резцов и других металлорежущих инструментов, поверхность цековок должна быть лишена дефектов – следов коррозии, трещин, пустот и заусенцев. На шлифованной части не допускается наличие трещин и надрывов, а на рабочей – сколов и прижогов. Центровые отверстия цековок после закалки и отпуска не должны иметь углублений и разработанных мест.
Такой геометрический параметр цековки, как обратная конусность (уменьшение диаметра по направлению к хвостовику), должен отличаться равномерностью по всей длине рабочей поверхности (для инструмента из быстрорежущей стали), по всей высоте режущих пластин (для инструмента с твердосплавными напайками). Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.
Зенкер
 Зенкер
Зенкер
Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм.

Основные назначения зенкера:
- Калибровка уже готовых отверстий для крепежа(болты, шпильки)
- Улучшение качества отверстия перед нарезкой резьбы или использованием развертки.
Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно. Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков.
Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности:
- Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы.
- Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности H11
По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры.
Материал из которого изготовлен наконечник зенкера

В цельных зенкерах для изготовления режущих зубьев применяется сталь марки P18 или P19. Если зенкер изготовлен для обработки твердосплавных металлов, то его зубья изготовлены из сплавов металлокерамики ВК4, ВК6 или ВК8. Если предстоит обрабатываться стальные изделия- Т15К6
При работе с зенкерами следует учитывать условия работы:
При выполнении работ зенковой не забывайте об охлаждении и смазывании рабочей поверхности и зенковки. Если обрабатываете цветной металл или изделия из стали, применять смазывание и охлаждение не обязательно.
- При выборе зенкера, учитывайте материал с которым будете работать.
- Не забывайте о возможности выбора крепления зенкера в патроне станка.
- Предполагаемый объём отверстий, доступ к обрабатываемому отверстию.
Назначение инструмента
Принцип действия цековки схож с работой другого обрабатывающего инструмента – зенкера.
Цековку очень редко используют вручную ввиду низкой точности такого метода обработки. В зависимости от характера работ ее устанавливают на следующие станки:
- сверлильные;
- фрезерные;
- расточные;
- токарные.
Наибольшее распространение инструмент получил в качестве средства обработки на станках сверлильного типа.
Острые элементы цековки расположены в торцевой части. Они равномерно распределены по периметру основного вала, который вращается вокруг своей оси. Такая конструкция послужила причиной распространения инструмента для применения на сверлильных установках.
Цекование металла может преследовать следующие цели:
- получение идеально ровной опорной плоскости, расположенной под углом 90° относительно отверстия;
- устранение дефектов внутренней поверхности отверстий;
- снятие фаски на кромке;
- шлифовка наплывов и заусенцев металла;
- создание многоступенчатых отверстий.
У инструмента отсутствуют требования к материалу обрабатываемой детали. Он одинаково хорошо справляется со всем видами черных и цветных металлов, а также сплавов на их основе.
Точность работы соответствует современным стандартам, применяемым при производстве деталей точного машиностроения до 2 класса точности.
Что такое зенкование?
Зенкование – расширение входной части круглого отверстия для винтов с цилиндрическими или коническими (потайными) головками. Этот технологический процесс выполняется зенковкой соответствующей формы. Конические создают опорную поверхность с углом скоса 60, 75, 90, 120 градусов. Как подобрать коническую зенковку по размеру крепежа, можно узнать из предыдущей статьи.
Цилиндрические зенковки формируют углубление в форме цилиндра под винты с внутренним шестигранником DIN 912 или под винты с полукруглыми и шестигранными головками, которые согласно проекту должны быть утоплены в теле детали. Инструмент имеет зубья на торце и направляющую цапфу для точного центрирования режущей части относительно оси отверстия.
ПРИЛОЖЕНИЕРекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЦЕКОВОК
Тип 1 (черт.8, табл.10)
|

Черт.8
Таблица 10
мм
Число зубьев | |||||||||
2,2 | 1,1 | – | – | 0,1 | 0,7 | 0,2 | 0,3 | 0,3 | 4 |
1,2 | |||||||||
2,5 | 1,3 | ||||||||
1,4 | |||||||||
2,8 | 1,5 | 0,8 | |||||||
1,6 | |||||||||
3,3 | 1,7 | 0,2 | 1,0 | ||||||
1,8 | |||||||||
3,8 | 2,0 | 1,2 | 0,3 | ||||||
2,1 | |||||||||
4,3 | 2,2 | ||||||||
2,4 | |||||||||
5,0 | 1,7 | ||||||||
1,8 | |||||||||
2,0 | 0,85 | 1,8 | – | 2 | |||||
2,7 | – | – | 1,3 | 4 | |||||
2,9 | |||||||||
6,0 | 2,2 | 2,0 | 0,5 | 0,5 | 0,8 | ||||
2,4 | |||||||||
2,6 | |||||||||
3,2 | 1,6 | ||||||||
3,4 | |||||||||
6,5 | 3,7 | 0,2 | 4 | ||||||
3,9 | |||||||||
2,7 | 2,0 | ||||||||
7,5 | 2,9 | ||||||||
3,1 | 2,70 | 3,0 | – | 2 | |||||
8,0 | 3,2 | – | – | 2,5 | 4 | ||||
3,4 | |||||||||
3,6 | |||||||||
4,3 | 2,0 | ||||||||
4,5 | |||||||||
10,0 | 4,3 | 3,0 | 0,8 | 1,0 | |||||
4,5 | |||||||||
4,8 | |||||||||
5,3 | 2,5 | ||||||||
5,5 | |||||||||
11,0 | 5,3 | 0,3 | 3,0 | ||||||
5,5 | |||||||||
5,8 | |||||||||
6,4 | 2,5 | ||||||||
6,6 | |||||||||
12,0 | 4,3 | 4,0 | |||||||
4,5 | |||||||||
5,3 | 3,6 | ||||||||
5,5 | |||||||||
5,8 | |||||||||
13,5 | 6,4 | ||||||||
6,6 | |||||||||
7,0 | |||||||||
15,0 | 5,3 | 0,5 | 5,0 | 1,0 | 1,2 | ||||
5,5 | |||||||||
8,4 | 4,0 | ||||||||
9,0 | |||||||||
16,0 | 5,3 | 5,5 | |||||||
5,5 | |||||||||
5,8 | |||||||||
18,0 | 6,4 | 6,0 | |||||||
6,6 | |||||||||
7,0 | |||||||||
8,4 | 4,0 | ||||||||
9,0 | |||||||||
10,0 | 5,0 | ||||||||
10,5 | |||||||||
11,0 | |||||||||
20,0 | 8,4 | 6,0 | |||||||
9,0 | |||||||||
10,0 | |||||||||
10,5 | 5,5 | ||||||||
11,0 | |||||||||
12,0 | 4,0 | ||||||||
13,0 | |||||||||
(13,5) | |||||||||
14,0 |
Тип 2 (черт.9, табл.11)








|

Черт.9
Таблица 11
мм
Обозначение пластин по ГОСТ 25400-82 | ||||||||
13,5 | 2,5 | 5 | 1 | 1,0 | 0,8 | 0,3 | 1,0 | 21070 |
15,0 | 3,0 | 1,0 | 0,5 | 1,2 | ||||
16,0 | 6 | 21190 | ||||||
18,0 | 3,5 | |||||||
20,0 | 4,0 | 7 | ||||||
22,0 | 5,0 | 1,6 | 1,6 | 1,6 | ||||
24,0 | 21230 | |||||||
26,0 | 8 | 21210 | ||||||
28,0 | 21290 | |||||||
30,0 | 2,0 | |||||||
32,0 | 6,0 | 10 | 2,0 | |||||
33,0 | 21130 | |||||||
34,0 | 2,5 | 21150 | ||||||
36,0 | ||||||||
38,0 | 21350 | |||||||
40,0 | ||||||||
42,0 | 7,0 | 12 | 2 | |||||
43,0 | ||||||||
45,0 | 8,0 | 14 | 3,0 | |||||
48,0 | ||||||||
52,0 | 9,0 | 16 | 21410 | |||||
53,0 | 21350 | |||||||
55,0 | ||||||||
57,0 | 10,0 | 17 | ||||||
60,0 | 21250 | |||||||
61,0 |
Тип 3 (черт.10, табл.12)
|

Черт.10
|

Черт.10 (продолжение)
Таблица 12
мм
Обозначение пластины по ГОСТ 25400-82 | |||||
34 | 6 | 10 | 1 | 2,5 | 21150 |
36 | |||||
38 | 21350 | ||||
40 | 7 | 12 | |||
42 | 2 | ||||
43 | |||||
45 | 8 | 14 | 3,0 | ||
48 | |||||
52 | 9 | 16 | 21410 | ||
53 | 21350 | ||||
55 | |||||
57 | 10 | 17 | |||
60 | 21250 | ||||
61 |
Тип 4 (черт.11, табл.13)
|

Черт.11
|
Черт.11 (продолжение)
Таблица 13
мм
Обозначение пластины по ГОСТ 25400-82 | ||||||||||
13,5 | – | – | 2,5 | 5 | 1 | 1,0 | 0,8 | 0,3 | 1,0 | 21070 |
15,0 | 20 | 2 | 3,0 | 1,0 | 0,5 | 1,2 | ||||
16,0 | 6 | 21190 | ||||||||
18,0 | 3,5 | |||||||||
20,0 | – | – | 4,0 | 7 | ||||||
22,0 | 5,0 | 1,6 | 1,6 | 1,6 | ||||||
24,0 | 21230 | |||||||||
26,0 | 30 | 3 | 8 | 21210 | ||||||
28,0 | 2,0 | 21290 | ||||||||
30,0 | – | – | ||||||||
32,0 | 6,0 | 10 | ||||||||
33,0 | 21130 | |||||||||
34,0 | 2,5 | 21150 | ||||||||
36,0 | 2,0 | |||||||||
38,0 | 7,0 | 12 | 21350 | |||||||
40,0 | ||||||||||
42,0 | 45 | 3 | 2 | |||||||
43,0 | ||||||||||
45,0 | – | – | 8,0 | 14 | 3,0 | |||||
48,0 | ||||||||||
52,0 | 9,0 | 16 | 21410 | |||||||
53,0 | 21350 | |||||||||
55,0 | ||||||||||
57,0 | 10,0 | 17 | ||||||||
60,0 | 21250 | |||||||||
61,0 |
Электронный текст документа
и сверен по:
Цековки цилиндрические для обработки опорных
поверхностей под крепежные детали: Сб. ГОСТов. –









М.: Издательство стандартов, 1988
Зенкерование
Для получения паза или отверстия в металлической поверхности, в первую очередь нам необходимо его высверлить. Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Для этого используется специальный инструмент – зенкер. С его помощью мы можем добиться:
Подгонки класса точности до 4, а в некоторых случаях и 5 уровня
Повышения уровня сцепления покрытия, придание ей равномерной и шероховатой поверхности, что важно для последующего сцепления. Работа с геометрией
То есть, возможность придания объекту задуманной геометрической формы с симметричными краями.. Вернемся к инструменту, с помощью которого и производится весь технический процесс
Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью
И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка
Вернемся к инструменту, с помощью которого и производится весь технический процесс. Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью
И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка. Видовое разнообразие этого инструмента достаточно обширно
Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами
 Видовое разнообразие этого инструмента достаточно обширно. Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.
Видовое разнообразие этого инструмента достаточно обширно. Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.