Режущий инструмент применяемый в токарной обработке
Работа на токарном станке и изготовление деталей различного профиля применяется различного назначения режущий инструмент, самый распространенный это:
- Резцы различного профиля и назначения;
- Зенкеры;
- Сверла;
- Развертки;
- Метчики;
- Плашки;
- Фасонный инструмент и пр.
Самым распространенным из всего перечисленного является токарные резцы, ведь их применяют для обработки плоскостей, фасонных и цилиндрических поверхностей, нарезания метрической резьбы и специальной резьбы. Все элементы резца отражены на рисунке.

Стандартный резец состоит из головки, это как правило его рабочая часть, а так же из стержня, он необходим для закрепления резца в резцедержателе.
По передней поверхности резца сходит стружка, задняя (главная и вспомогательная) поверхности, называют поверхности обращенные к обрабатываемой детали. Основную работу по резанию, выполняет главная режущая кромка, она образуется пересечением передней и главной задней поверхности резца.
Вспомогательная режущая кромка, образуется пересечением передней и вспомогательной задней поверхностей.
Вершина резца, это место где пересекаются главная и вспомогательная режущая кромка.
Для определения углов резца, существуют понятия, первое это плоскость резца и второе это основная плоскость.
Плоскостью резания называют плоскость, касательную с поверхностью резания и проходящую через главную режущую кромку резца, это показано на рисунке ниже.

Углы резца разделены на главный и вспомогательный, как показано на рисунке ниже. Главные углы резца измеряют в главной секущей плоскости, а точнее в плоскости, которая перпендикулярна проекции главной режущей кромки на основную плоскость.

Главный задний угол, это угол между главной задней поверхностью резца и плоскостью резания.
Угол заострения, это угол между передней и главной задней поверхностью резца.
Главный передний угол, это угол, между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания и проходящей через главную режущую кромку резца.
Угол резания, это угол между передней поверхностью резца и плоскостью резания.
Главный угол в плане Ф, это угол между проекцией главной режущей кромки на основную плоскость и направлением подачи (рис 1.6).
Вспомогательным углом в плане Ф1, называется угол между проекцией вспомогательной режущей кромки на основную плоскость и направление подачи (рис 1.6).
Угол при вершине в плане Е, называется угол между проекциями главной и вспомогательной режущей кромок на основную плоскость.
Вспомогательный задний угол а1, называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости.
Угол наклона главной режущей кромки l называется угол между главной режущей кромкой и плоскостью, проходящей через вершину резца параллельно основной плоскости.
Внедрение ЧПУ
Существенным прорывом в области станкостроения стало использование системы Числового Программного Управления. Изделия с появление системы ЧПУ стало можно получить с меньшими затратами, чистота обработки, как и точность находятся на самом высоком уровне. Наличие системы ЧПУ определяет следующее:
- повышение показателя производительности при условии, когда резцы используются с твердосплавной режущей кромкой;
- обработка возможна как черных и цветных, так и инструментальных сплавов при соответствующей оснастке;
- вмешательство мастера в процесс минимальное. резание происходит в автоматическом режиме;
- система ЧПУ позволяет указать все режимы резания. программа для ЧПУ составляется с указанием скорости, при которой проводится резание, а также подачи;
- зачастую вся зона, в которой происходит резание, закрыта защитным кожухом, так как система ЧПУ не позволит начать работу без защиты окружающих;
- высокая точность работы ЧПУ, которая получается резанием с правильным указанием скорости, позволяет получать детали с меньшим показателем брака для ответственных элементов различных конструкций.
Система ЧПУ широко используется при производстве токарных станков в Китае и США. Возможность внедрения ЧПУ определяется точность позиционирования элементов конструкции станка.
Современные токарные станки по металлу
Токарные станки используют самые различные. Наиболее широко распространены токарно-винторезные станки.
Область использования токарных станков довольно широка, и они могут применяться как в серийном производстве, так и в единичном.
Основные узлы токарных станков:
- передняя бабка. В ней установлена коробка скоростей, шпиндель и привод подач;
- задняя бабка. Расположена пиноль, поперечные салазки;
- станина. На ней размещается суппорт, приспособления, режущий инструмент.
Для более продуктивной и точной обработки поверхностей применяют станки с числовым программным управлением (ЧПУ). Принципиального различия в их конструкции по отношению к обычным токарным нет. Здесь максимально сокращается вмешательство человека в процесс обработки.
Процесс резания происходит по написанной заранее программе.
Оператор этого станка лишь наблюдает за правильностью работы и производит контрольные замеры.
Виды токарных станков
В промышленности применяют токарные станки различного назначения и конструкции, можно выделить оборудование для выполнения стандартных и узкоспециализированных операций. К основным типам оборудования относят следующие типы станков:
Универсальные станки и высокотехнологические обрабатывающие центры позволяют выполнять широкий спектр работ. Обработка изделия в токарном станке такого типа позволяет изготовить детали различной сложной формы. В большинстве случаев данное оборудование управляется при помощи систем ЧПУ (числовое программное управление), позволяющих исключить влияние человеческого фактора (квалификации исполнителя) на качество выполнения работ.







К специальным видам токарного оборудования относят следующие типы станков:
Токарно-винторезные станки являются одним из основных типов оборудования. При их помощи возможно точение различных поверхностей, нарезка резьбы с различными параметрами.
Токарно-карусельное оборудование позволяет работать с заготовками, имеющими значительный диаметр. Технология токарной обработки металлов в основном и основана на применении станочного оборудования двух этих типов, значительную часть эксплуатируемого станочного парка занимает именно такое оснащение.
Токарно-револьверное оборудование имеет более сложное устройство, позволяющее выполнять широкий спектр операций (сверление, фрезеровка, нарезание резьбы и многое другое). Сложная конструкция повлияла на стоимость станков такого типа, поэтому они эксплуатируются исключительно в промышленных условиях. Револьверный станок имеет особую конструкцию узла крепления режущего инструмента, который оснащается приводным блоком. В большинстве случаев токарно-револьверные станки оснащены системами ЧПУ, позволяющими увеличить производительность и повысить качество обработки поверхностей.
Основное отличие лоботокарных станков — горизонтальная ось вращения, благодаря чему появляется возможность изготовления большеразмерных дисков, маховиков. Фланцев и других подобных деталей.
Одним из самых высокотехнологичных видов токарного оборудования считается многошпиндельный обрабатывающий центр. С его помощью оказываются практически все услуги по токарной обработке металла на заказ. Многофункциональный центр позволяет осуществлять изготовление деталей самой сложной конфигурации, при этом одновременная работа нескольких режущих инструментов существенно сокращает время точения изделия, что приводит к снижению себестоимости продукции.
Основные преимущества технологии
Токарная обработка считается универсальной технологией, она может применяться для изготовления различных изделий из любых металлов и сплавов. Использование резцов специального назначения позволяет работать даже с особо твердыми материалами.
К основным преимуществам технологии относят:
- Высокую производительность оборудования, позволяющую организовать серийное производство деталей различного назначения.
- Точность обработки, высокая чистота получаемых поверхностей.
- Безотходность производства, получаемая в результате точения стружка, отправляется на переплавку и может использоваться повторно.
- Широкий спектр выполняемых операций, позволяющий получать изделия со сложной конфигурацией за один рабочий цикл.
- Возможность изготовления крупногабаритных деталей (при применении специальных типов оборудования).
Стоимость услуг по токарной обработки зависит в основном от параметров изготавливаемых деталей. Производство в серийных масштабах позволяет несколько снизить цену изделий, при этом хорошие экономические показатели дает эксплуатация автоматизированных многофункциональных центров, работающих по заданной программе. Себестоимость серийного производства изделий в данном случае будет существенно ниже.
В этом случае будет обеспечена высокая скорость выполнения заказа и качество продукции, чего нельзя будет достичь, выполняя работы на устаревшем токарно-винторезном станке.
https://youtube.com/watch?v=udacYHaG5uM
Внедрение ЧПУ
Существенным прорывом в области станкостроения стало использование системы Числового Программного Управления. Изделия с появление системы ЧПУ стало можно получить с меньшими затратами, чистота обработки, как и точность находятся на самом высоком уровне.
Наличие системы ЧПУ определяет следующее:
- повышение показателя производительности при условии, когда резцы используются с твердосплавной режущей кромкой;
- обработка возможна как черных и цветных, так и инструментальных сплавов при соответствующей оснастке;
- вмешательство мастера в процесс минимальное. резание происходит в автоматическом режиме;
- система ЧПУ позволяет указать все режимы резания. программа для ЧПУ составляется с указанием скорости, при которой проводится резание, а также подачи;
- зачастую вся зона, в которой происходит резание, закрыта защитным кожухом, так как система ЧПУ не позволит начать работу без защиты окружающих;
- высокая точность работы ЧПУ, которая получается резанием с правильным указанием скорости, позволяет получать детали с меньшим показателем брака для ответственных элементов различных конструкций.
Система ЧПУ широко используется при производстве токарных станков в Китае и США. Возможность внедрения ЧПУ определяется точность позиционирования элементов конструкции станка.
Как стать профессионалом
Токарному делу можно обучаться всю жизнь, так как помимо теоретической части специалист должен разбираться в современной технике.
Прогресс не стоит на месте, а значит, всегда будет присутствовать объект изучения. К тому же среди обрабатываемых материалов появляются новые образцы из композитных и полимерных соединений.
Для овладения профессией существуют учебные заведения и курсы, где высококлассные специалисты передают свой опыт молодым ученикам.
Информацию также можно почерпнуть из сети, где в открытом доступе находится разнообразная литература по токарному делу.
Работа подразумевает хорошую физическую подготовку, так как очень часто токари страдают от ряда заболеваний. Можно сказать, отменное здоровье, курсы повышения квалификации и умение настраивать оборудование поможет добиться желаемых высот в карьере.
Виды токарных станков
Самый часто встречаемый – это винторезный. Он привлекает как частных лиц, так и профессионалов своей простой конструкцией, относительной дешевизной, но при этом точностью резки и удобством работы. При покупке следует смотреть на скорость вращения и подачи – именно эти показатели определяют его производительность.
Более технологически сложные и максимально комфортные – это оборудование с ЧПУ (числовое программное управление). Из названия уже понятно, что токарь работает скорее не у станка, а у персонального компьютера. Их достоинства в сравнении с неустаревающей классикой:
- вибрации меньше разбалансируют настройки и выбивают из рабочей готовности компоненты;
- чтобы все узлы не нагревались и охлаждались, постоянно и быстро чередуя температуры, есть функция заблаговременного подогрева;
- еще выше скорость вращения;
- возможность подключения к ЧПУ компьютерных программ для трехмерного моделирования, поэтому можно изготовить с высокой точностью даже самые трудные в ручном режиме детали;
- координаты движения не только горизонтальные, но и вертикальные.
Режущий инструмент токарного станка
Эффективность, которой отличается работа на токарном станке, определяется рядом параметров: глубиной и скоростью резания, величиной продольной подачи. Чтобы обработка детали была высококачественной, необходимо организовать следующие условия:
- высокую скорость вращения заготовки, фиксируемой в патроне или планшайбе;
- устойчивость инструмента и достаточную степень его воздействия на деталь;
- максимально возможный слой металла, убираемый за проход инструмента;
- высокую устойчивость всех узлов станка и поддержание их в рабочем состоянии.
Скорость резки выбирается на основе характеристик материала, из которого сделана заготовка, типа и качества применяемого резца. В соответствии с выбранной скоростью резки выбирается частота вращения шпинделя станка, оснащенного токарным патроном или планшайбой.
При помощи различных типов резцов можно выполнять черновые или чистовые виды токарных работ, а на выбор инструмента основное влияние оказывает характер обработки. Изменяя геометрические параметры режущей части инструмента, можно регулировать величину снимаемого слоя металла. Выделяют правые резцы, которые в процессе обработки детали передвигаются от задней бабки к передней, и левые, движущиеся, соответственно, в обратном направлении.
Основные типы токарных резцов
По форме и расположению лезвия резцы классифицируются следующим образом:
- инструменты с оттянутой рабочей частью, ширина которой меньше ширины их крепежной части;
- прямые;
- отогнутые.
Различаются резцы и по цели применения:
- подрезные (обработка поверхностей, перпендикулярных оси вращения);
- проходные (точение плоских торцовых поверхностей);
- канавочные (формирование канавок);
- фасонные (получение детали с определенным профилем);
- расточные (расточка отверстий в заготовке);
- резьбовые (нарезание резьбы любых видов);
- отрезные (отрезание детали заданной длины).
Качество, точность и производительность обработки, выполняемой на токарном станке, зависят не только от правильного выбора инструмента, но и от его геометрических параметров
Именно поэтому на уроках в специальных учебных заведениях, где обучаются будущие специалисты токарного дела, очень большое внимание уделяется именно вопросам геометрии режущего инструмента
Основными геометрическими параметрами любого резца являются углы между его режущими кромками и направлением, в котором осуществляется подача. Такие углы режущего инструмента называют углами в плане. Среди них различают:









- главный угол – φ, измеряемый между главной режущей кромкой инструмента и направлением подачи;
- вспомогательный – φ1, расположенный, соответственно, между вспомогательной кромкой и направлением подачи;
- угол при вершине резца – ε.
Угол при вершине зависит только от того, как заточен инструмент, а вспомогательные углы можно регулировать еще и его установкой. При увеличении главного угла уменьшается угол при вершине, при этом уменьшается и часть режущей кромки, участвующей в обработке, соответственно, стойкость инструмента тоже становится меньше. Чем меньше значение этого угла, тем большая часть режущей кромки участвует как в обработке, так и в отводе тепла от зоны резания. Такие резцы являются более стойкими.
Виды используемых инструментов
Работник не сможет сделать предполагаемое действие, если не рассчитает скорость передвижения сверла, глубину его погружения
Поэтому следует обращать внимание на следующие факторы:
- заготовка должна вращаться быстро, чтобы не было задержек;
- крепление развертки проверяют перед началом деятельности, чтобы не было малейших колебаний;
- за один проход в одну сторону нужно снимать максимально возможное количество верхнего металла;
- каждая деталь и составляющая станка должна находиться в рабочей готовности, в том числе полозья и рукояти.
Резцы различаются в зависимости от степени обработки – черновая или итоговая. Первые дают более грубый вариант с шероховатостями и неровностями, вторые – идеально гладкую поверхность. Геометрия инструмента влияет на то, какой слой снимается за один прогон, а наклон режущей головки отвечает за то, в какую сторону движется суппорт.
Лезвие может быть уже чем широкая крепежная часть или равная ей, а также отогнутой в сторону. Еще одна классификация затрагивает функционал, предназначение:
- подрезные – с их помощью можно обрабатывать торцевую часть, то есть ту, которая расположена под прямым углом к оси движения;
- проходные – также предназначены для торца;
- канавочные – от названия видно, что ими вырезают канавки;
- фасонные – для изготовления профилирующих труб;
- расточные – для сверления отверстий, сквозных или небольших;
- резьбовые – предназначены для создания винтовых осей и нарезки гаечного типа;
- отрезные – усечение одной стороны.
Правило для всех токарей – после окончания смены необходимо убрать рабочее место, проверить все инструменты и распределить их по местам. Это позволит ничего не потерять и всегда иметь под рукой нужное.
Выбор режима на практике
Черчение
Большинство деталей машин изготовляется путем обработки резанием. Заготовками таких деталей служат прокат, отливки, поковки, штамповки и др.
Процесс обработки деталей резанием основан на образовании новых поверхностей путем деформирования и последующего отделения поверхностных слоев материала с образованием стружки. Та часть металла, которая снимается при обработке, называется припуском. Или, говоря иначе, припуск — это избыточный (сверх чертежного размера) слой заготовки, оставляемый для снятия режущим инструментом при операциях обработки резанием.
После снятия припуска на металлорежущих станках обрабатываемая деталь приобретает форму и размеры, соответствующие рабочему чертежу детали. Для уменьшения трудоемкости и себестоимости изготовления детали, а также ради экономии металла, размер припуска должен быть минимальным, но в то же время достаточным для получения хорошего качества детали и с необходимой шероховатостью поверхности.
В современном машиностроении имеется тенденция снижать объем обработки металлов резанием за счет повышения точности исходных заготовок.
Основные методы обработки металлов резанием. В зависимости от характера выполняемых работ и вида режущего инструмента различают следующие методы обработки металлов резанием: точение, фрезерование, сверление, зенкерование, долбление, протягивание, развертывание и др. (рис. 12).
Точение — операция обработки тел вращения, винтовых и спиральных поверхностей резанием при помощи резцов на станках токарной группы. При точении (рис. 12.1) заготовке сообщается вращательное движение (главное движение), а режущему инструменту (резцу) — медленное поступательное перемещение в продольном или поперечном направлении (движение подачи).
Фрезерование — высокопроизводительный и распространенный процесс обработки материалов резанием, выполняемое на фрезерных станках. Главное (вращательное) движение получает фреза, а движение подачи в продольном направлении — заготовка (рис. 12.2).
Сверление — операция обработки материала резанием для получения отверстия. Режущим инструментом служит сверло, совершающее вращательное движение (главное движение) резания и осевое перемещение подачи. Сверление производится на сверлильных станках (рис. 12.3).
Строгание — способ обработки резанием плоскостей или линейчатых поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает изогнутый строгальный резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Строгание производится на строгательных станках (рис. 12.4).
Долбление — способ обработки резцом плоскостей или фасонных поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Долбление производят на долбежных станках (рис. 12.5).
Шлифование — процесс чистовой и отделочной обработки деталей машин и инструментов посредством снятия с их поверхности тонкого слоя металла шлифовальными кругами, на поверхности которого расположены абразивные зерна.
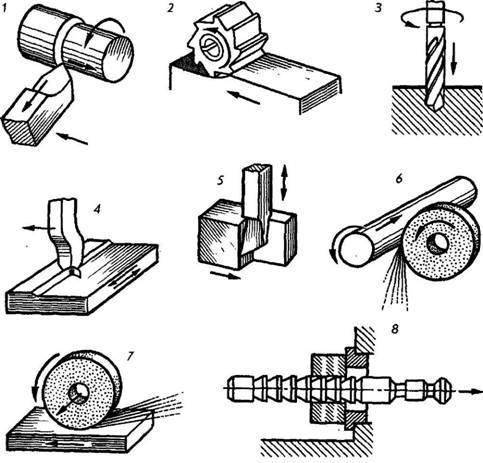
Рис. 12
Главное движение вращательное, которое осуществляется шлифовальным кругом. При круглом шлифовании (рис. 12.6) вращается одновременно и заготовка. При плоском шлифовании продольная подача осуществляется обычно заготовкой, а поперечная подача — шлифовальным кругом или заготовкой (рис. 12.7).
Протягивание — процесс, производительность при котором в несколько раз больше, чем при строгании и даже фрезеровании. Главное движение прямолинейное и реже вращательное (рис. 12.8).
Как предупредить возникновение брака при токарной обработке металла и устранить последствия ошибок
При токарной обработке металла могут возникать следующие виды брака.
- Шероховатость полученной поверхности не отвечает требованиям, указанным в чертеже.
- Обточенная поверхность приобрела овальную форму.
- Обработанная поверхность получилась конической.
- В результате токарной обработки была изготовлена деталь с неправильными габаритами.
- Часть поверхности не была обработана.
- Рассмотрим вышеперечисленные виды брака в деталях.
Шероховатость полученной поверхности не отвечает требованиям, указанным в чертеже
Это происходит по следующим причинам.
- Задана слишком большая подача.
- Из-за износа подшипников шпинделя или неправильного крепления заготовки она сильно дрожит.
- Между отдельными частями суппорта увеличился зазор.
- Резец закреплен недостаточно надежно.
- Инструмент имеет малый радиус закругления.
- Резец плохо заточен.
- Материал детали слишком вязкий.
- Резец имеет неправильные геометрические параметры
Вышеперечисленные виды брака чаще всего устраняют путем снятия тонких слоев металла.
Обточенная поверхность приобрела овальную форму
Заготовка может приобрести овальную форму из-за биения шпинделя по трем причинам.
- Неравномерная выработка подшипников.
- Неравномерный износ шеек шпинделя.
- Попадание мелкой стружки или грязи в коническое отверстие шпинделя.
Эти проблемы решаются при:
- регулярных поверках станков;
- своевременных ремонтах оборудования;
- очистке передних центров и конических отверстий.
Обработанная поверхность получилась конической
Чаще всего это происходит при смещении заднего центра относительно переднего. Причиной данной проблемы чаще всего становится попадание мелкой стружки или грязи в заднее отверстие пиноли. Для устранения этой причины брака нужно:
- правильно установить задний центр;
- очистить центр и коническое отверстие пиноли;
- переместить корпус задней бабки на ее плите (при необходимости).
В результате токарной обработки была изготовлена деталь с неправильными габаритами
Габариты полученной детали чаще всего не соответствуют заданным из-за:
- неточной установки глубины резания;
- неправильного измерения при снятии пробной стружки.
Если диаметр детали получился меньше требуемого, то брак не исправить. В кардинально противоположном случае снимают слои металла нужной толщины.
Часть поверхности не была обработана
Этот вид брака обычно возникает по следующим причинам.
- Неправильные начальные размеры заготовок.
- Недостаточный припуск на обработку.
- Плохая правка заготовки.
- Неправильная ее установка.
- Плохая выверка.
- Неточное расположение центровых отверстий.
- Смещение задних центров.
Обычно такой брак исправить не удается. Чтобы его избежать:
- следите за расположением отверстий;
- всегда проверяйте правильность установки задних центров;
- удостоверяйтесь в том, что заготовка надежно установлена;
- устанавливайте нужные величины припусков;
- измеряйте заготовки перед обработкой;
- тщательно их правьте пред закреплением в станках.
Общие сведенья о токарной обработке металла
Процедура обработки металла производится на специальных токарных станках при помощи различных режущих инструментов. Заготовка устанавливается в шпиндель устройства, работа которого начинается после включения электродвигателя.









Обрабатываемая деталь начинает вращаться с большой скоростью и резцом, сверлом или другим режущим инструментом с нее по всей поверхности снимается небольшой слой металла.
С помощью постоянного перемещения инструмента происходит непрерывность резки детали до необходимых размеров и форм. Более подробный процесс токарной обработки детали можно посмотреть по видео ролику.
Станки позволяют производить эффективную обработку различных заготовок, получив в результате коническую, резьбовую, цилиндрическую, фасонную или другую поверхность. С помощью токарных работ могут быть выполнены:
- кольца;
- валы;
- шкивы;
- муфты;
- зубчатые кольца;
- втулки;
- гайки.
Кроме этого, на токарном станке можно:
- Вытачивать канавки.
- Отрезать различные части изделий.
- Делать обработку разных отверстий при помощи зенкерования, развертывания, сверления, растачивания.
- Нарезать резьбу.
В процессе выполнения работ следует обязательно пользоваться различным измерительным инструментом, которым определяются размеры, формы и варианты расположения заготовок. При единичном и мелкосерийном производстве для этого применяются нутромеры, штангенциркули, микрометры. На больших предприятиях пользуются предельными калибрами.
Преимущества токарной обработки металлов
Такой процесс считается универсальной технологией и применяется для изготовления различных изделий из сплавов и металлов. На станке, оснащенном резцами специально назначения, можно обрабатывать даже особо твердые материалы.
Основные достоинства технологии:
- Высокая чистота поверхности получаемых изделий.
- Точность обработки.
- Возможность получения за один рабочий цикл изделия со сложной конфигурацией.
- Полученная после обработки детали стружка переплавляется и может использоваться повторно.
- При применении специального оборудования есть возможность производства крупногабаритных деталей.
Кроме этого, с помощью токарного оборудования можно организовать серийное производство изделий различного назначения.
Выбор режима на практике
Расчет режимов резания при токарной обработке производится специалистами отдела главного технолога предприятия или технологического бюро цеха. Полученные результаты заносят в операционную карту, в которой приводится последовательность этапов, перечень инструмента и режимы изготовления требуемой детали на конкретном токарном станке. Заводские и цеховые технологи рассчитывают параметры технологического процесса и выбирают соответствующие инструмент и оснастку, используя конструкторские чертежи, эмпирические формулы и табличные показатели из технологических справочников. Но на практике реальные условия точения могут отличаться от нормативных по следующим причинам:
- снижение точности оборудования в результате износа;
- отклонения в геометрических размерах и физических характеристиках заготовки.
- несоответствие характеристик материала расчетным.

Элементы резания при токарной обработке
Поэтому для уточнения расчетных технологических режимов применяют метод пробных проходов: точение небольших участков поверхности с подбором режимов и последующим замером геометрии и качества поверхности. Главные недостатки такой отладки технологического процесса — это возрастание трудозатрат и сверхнормативное использование производственных ресурсов. Поэтому его используют только в особых случаях:
- единичное изготовление без операционной карты;
- определение точности работы токарного оборудования перед запуском партии;
- работа с неполноценными заготовками (брак и неточность размеров);
- обточка литейных и кованых заготовок, не прошедших предварительную обдирку;
- запуск в производство изделий из новых материалов.
При первом запуске в производство нового изделия, обрабатываемого на автоматизированном оборудовании, также производят пробное точение и подбирают вручную режимы резания. Токарный станок с ЧПУ выполняет все операции по программе, поэтому оператор не всегда может корректировать параметры его работы.
https://youtube.com/watch?v=Rkrd3WZ9X5Y
Кроме углеродистых сталей на токарном оборудовании обрабатывают такие металлы как легированная сталь, чугун, титан, сплавы алюминия, бронза и другие сплавы меди. Помимо этого, такую обработку используют для точения материалов с низкой температурой плавления и воспламенения, таких как пластики и дерево. При работе с пластмассами токарные станки чаще всего применяют при обработке деталей из фоторопласта, полистирола, полиуретана, оргстекла, текстолита, а также эпоксидных и карбомидовых композитов. Все перечисленные группы материалов имеют свои особенности расчета и практического применения режимов точения. Это хорошо видно на примере токарной обработки нержавейки — самого распространенного после углеродистой стали конструкционного материала.
Нержавеющая сталь характеризуется низкой теплопроводностью, вязкостью, коррозионной стойкостью, сохранением прочности и твердости при высоких температурах, а также неравномерным упрочнением. Кроме того, в состав некоторых сортов нержавеющей стали входят легирующие добавки повышенной твердости с абразивными характеристиками. Поэтому при работе с ней на практике применяют специальные режимы точения и методы охлаждения и смазки детали.