

Применение
Достоинства сварки ТИГ металлов находят ей применение в отраслях:
- машино- и приборостроение;
- пищевое производство;
- нефтяная промышленность;
- химическая промышленность;
- буровые вышки;
- строительство металлоконструкций для высотных зданий;
- каркасные конструкции из стали;
- трубопроводы;
- авиация;
- космонавтика;
- самолетостроение;
- кораблестроение.
Сварка аргоном ТИГ применяется и для менее глобальных решений. Ее нередко используют в бытовых условиях. Примером являются монтаж в автомобиль кондиционера, заделывание трещин в радиаторе машины. Во всех домах найдется кухонная посуда и металлические сушители для полотенец, изготовленные этим способом.
Такое широкое распространение сварка аргоном TIG получила благодаря тому, что при ее помощи можно сваривать, как углеродистую сталь, так и цветные металлы, сохраняя отличное качество шва.
Используемое оборудование
Значение термина
По-немецки это наименование звучит «WIG», что расшифровывается как сварка в газе с вольфрамом, и подтверждает предназначение этой технологии.
Намного реже этот класс сварочных аппаратов обозначают аббревиатурой GTA, из расшифровки которой следует, что на таком сварочном аппарате возможен выбор между ручным и автоматическим вариантами подачи присадочной проволоки.
При любом из указанных наименований TIG технологию следует отнести к разновидности аргонно-дуговой сварки, в отечественной практике чаще всего обозначаемой просто АДС.
Это интересно: Ацетиленовый генератор — устройство, работа, требования, изготовление своими руками
Как подобрать аппарат для работ по дому
Если требуется подобрать электросварочный аппарат, то полезно станет иметь хорошее представление о видах и объемах работ которые предстоит выполнить. Если требуется прикрепить пару деталей- то дорогой аргонодуговой прибор не оправдается. Легче будет обратиться к мастеру. Если же предполагается открытие маленького авторемонтного или специального сварочного бизнеса – то производительный универсальный аппарат вполне может себя оправдать.
Другой этап — это изучение отзывов профессионалов с опытом и их навыка эксплуатации того или другого устройства.

Аппарат Вега, подходящий для работ по дому
Наиболее значимыми параметрами при подборе считаются:
- Рабочий ток.
- Рабочие режимы.
- Простота использования и эргономика.
- Система охлаждения.
- Вид разъема горелки.
- Соотношение цена/практичность и качество/стоимость.
- Комплектация.
Любое оборудование дополнительного характера поднимает цену комплекта, но обходится в его составе доступнее, чем при индивидуальной покупке. Остается решить, на самом деле ли оно вам нужно.
Простота применения
Аргонодуговой метод просит конкретной квалификации и навыка работника. Для начинающих сварщиков пойдут на пользу ясность в обозначениях органов управления и удобство работы с ними. Чем меньше он отвлекается от собственно процесса работы, тем быстрее его освоит. Отлично помогает в этом возможность применения педали управления силой тока, освобождающая руки и предоставляющая возможность быстро и точно управлять процессом, тем более в начале и в конце шва. Для работы с легкими металлами на переменном напряжении — это обязательная принадлежность.
https://youtube.com/watch?v=Q1Hp4duHhUc
Рукоять должна хорошо ложиться в руку, а шланг — не затруднять движений. Это пригодится при проварке внутренних швов в местах куда сложно добраться.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
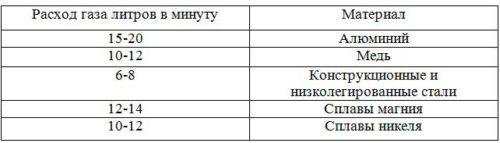
По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.










Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей
В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Факты о названии сварки
1. Маркировка буквами латинского алфавита
Интересно, что название данного вида сварки несколько отличается в разных странах, и незнание маркировки может ввести в заблуждение разнообразием аббревиатур. Например, в англоязычных странах аббревиатура, которой маркируется аргонодуговые сварочные инверторы – это TIG. Расшифровывается как «Tungsten Inert Gas» – сварка вольфрамовым (на шведском вольфрам – «tungsten») электродом в среде инертного газа. Именно эта маркировка часто употребляется на территории Европы и Средней Азии.
В Германии, в связи с особенностями немецкого языка маркировка состоит из букв WIG, то есть Wolfram Inert Gas. В Соединенных Штатах Америки аббревиатура GTAW или же Gas Tungsten Arc Welding, то есть сварка вольфрамовым электродом в среде защитного газа.
2. На территории Российской Федерации дуговая сварка в среде защитного газа имеет собственные обозначения
Согласно ГОСТ 14776-79, технология аргонодуговой сварки неплавящимся электродом обозначается ИН и ИНп. Маркировка ИН говорит о том, что сварочный процесс производится в среде инертного газа, при помощи неплавящегося электрода. Если же используются присадочные металлы, добавляется маленькая буква «п».
3. Как правильно говорить: «аргонно-дуговая» или «аргонодуговая» сварка?
Согласно ГОСТ 2601-84, существует единственно верное понятие аргонодуговой сварки.
Особенности
Если перевести на русский язык наименование режима, дающего аббревиатуру TIG, то получится «вольфрам с инертным газом». Разберем подробнее назначение каждого элемента в сварочном процессе. Проплавление металла осуществляется под воздействием электрической дуги, которая создается между двумя электродами под высоким напряжением. Роль одного электрода играет свариваемая деталь, а другого – специальный вольфрамовый стержень, которым управляет сварщик.
Вольфрамовый электрод плавится при температуре 4000°C градусов. Этот показатель существенно выше, чем у других металлов и сплавов, поэтому таким электродом можно вести сварку практически любых типов сталей. Для получения точного и аккуратного шва следует периодически затачивать электрод. Вольфрамовый стержень закреплен в цанге горелки, а незадействованная часть уложена в специальный колпак, предотвращающий замыкание.
Горелка сварочного аппарата устроена таким образом, что в середине сопла размещен электрод, а газ при этом подается по кругу. Так как в качестве защитного газа выступает аргон, то подобный способ сварки называют аргонодуговым. Идея защиты инертным газом заключается в вытеснении кислорода. Если он проникнет в сварную ванну, то в результате химических реакций начнет выделяться водород, что приведет к появлению множества трещин при кристаллизации металла. Для каждого сплава определяется свой режим сварки, характеризующийся определенным количеством газа и значением напряжения на электродах.

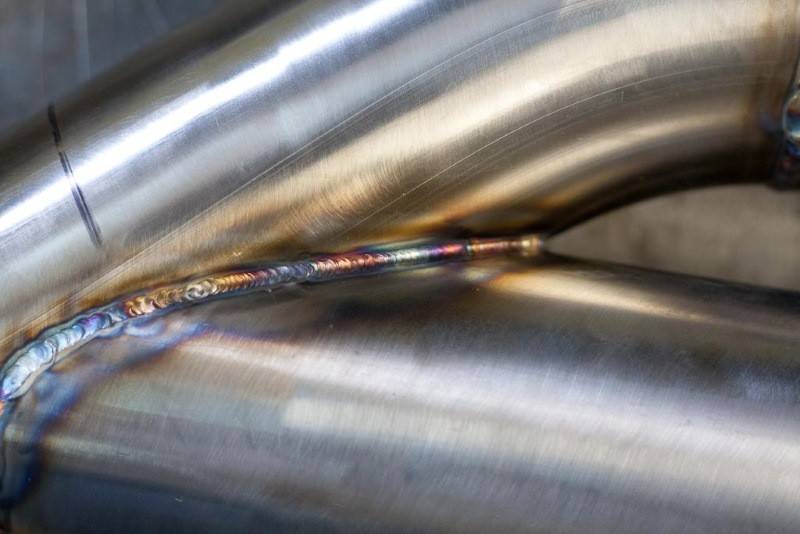
Тип сварки TIG получил широкое распространение. Благодаря тому, что температура дуги достаточно высокая, имеется возможность ведения работ с углеродистой сталью, а также с цветными металлами и их сплавами. Сварку ТИГ применяют при обработке чугунных, медных и алюминиевых изделий, но основное свое преимущество она показывает при сварке нержавеющей стали. Нержавейку можно сваривать и инверторами MMA, однако именно при ведении аргонодуговой сварки получается аккуратный и точный шов, который не следует впоследствии очищать от шлаков.
Проволока для присадки должна быть выполнена из того же материала, что и свариваемые элементы. ТИГ сварка позволяет сваривать алюминий. Если нет защитного газа, то расплавленный алюминий быстро окисляется. В среде аргона характерная пленочка окисла не образуется, и кромки равномерно расплавляются.

Сварка TIG чаще всего применяется в следующих работах и отраслях:
- машиностроение;
- работа с пищевой сталью, производство посуды;
- производство емкостей для хранения химически агрессивных веществ;
- ремонт автомобилей.
Как и любой другой вид сварки, аргонодуговой предъявляет ряд требований и обладает определенными особенностями. О них должен знать каждый сварщик, так как в противном случае невозможно будет гарантировать качественного результата.
Свариваемые детали, в частности поверхности кромок, необходимо очистить от посторонних элементов и обезжирить. Вольфрамовый электрод подключается к отрицательной клемме инвертора. Для сварки алюминия необходимо оборудование, работающее в режиме AC (переменный ток). Необходимо правильно рассчитать сварной ток, исходя из условий работы. В частности, на выбор его значения влияет диаметр электрода. Чрезмерно большой ток приведет к плавлению электрода, что нежелательно. При отсутствии должного опыта рекомендуется формировать дугу небольшого размера. Перед сваркой необходимо провести подготовку горелки
Вольфрамовый электрод должен выступать из цанги на 3-5 мм
Необходимо обратить внимание на равномерное распределение газа по сечению сопла горелки

Преимущества и недостатки
Выделяют следующие преимущества аргонодуговой сварки:
- При сваривании металла его поверхность не деформируется, что обусловлено узкой зоной прогрева.
- Сварочный шов не требует очистки.
- Экологичность: ТИГ сварка не оказывает негативное влияние на окружающую среду.
- Универсальность: этот метод сваривания металлов можно применять при обработке деталей разной толщины и формы.
- Низкая сложность технологического процесса. Сваривание изделий при помощи технологии TIG могут производить сварщики, не имеющие высокой квалификации.
- Аргон не позволяет свариваемым деталям взаимодействовать с кислородом, что позволяет увеличить прочность сварочного шва.
ТИГ сварка имеет следующие недостатки:
- Высокая стоимость используемого оборудования.
- Низкая эффективность при сваривании изделий на открытом воздухе. Для защиты металлов от кислорода необходимо увеличивать подачу инертного газа, что приводит к перерасходу ресурсов.
- Для обработки труднодоступных участков необходимо дополнительно обрезать электрод или увеличивать его вылет.
- При использовании функции TIG Lift во время эксплуатации сварочных инверторов на поверхности заготовок могут возникнуть следы.
Основные недостатки ТИГ сварки зависят от профессиональных навыков сварщика и опыта работы.
Ведущие производители оборудования
Как выбрать инверторные сварочные аппараты из множества производителей, представленных на выбор?
Конечно, можно приобрести прибор для сварки аргоном китайского производства, но лучше тогда покупать инвертор, выпускаемый под известной маркой.
Многие западноевропейские производители сегодня выносят свои заводы именно в Китай. И по относительно невысокой цене можно купить довольно качественный образец для аргонной сварки.










Распространенные производители сварочного оборудования такие.
- ESAB.
- TESLA.
- KAISER.
- RESANTA.
- Сварог
Оборудование для сварки от шведской компании ESAB, 
наверное, одно из самых известных. Можно приобрести различные модели инверторов с функцией аргонно-дугового сваривания. Такие аппараты тиг имеют встроенный осциллятор, что обеспечивает бесконтактный поджог дуги в аргоновой среде
Стоит обратить внимание на следующие модели: ESAB BuddyTig 160 HF, ESAB BuddyArc 200 или полуавтомат ESAB CaddyMig C200i
Ценовая политика таких моделей инверторов начинается от 300 долларов.
Широкое разнообразие моделей инверторов с функцией Tig сварки предлагает и чешская компания TESLA. Из конкретных аппаратов можно рассмотреть: TESLA TIG 250 Z MOSFET, TIG 200 Z MOSFET, TESLA TIG/MMA 250 IGBT. Их цена от 200 долларов и более за универсальные приборы.
Также довольно известны на рынке инверторы от компании KAISER. Для домашней мастерской вполне подойдут такие модели аргонодуговой сварки, как Kaiser TIG-200 с функцией 2 в 1 (то есть сварка в аргоновой среде и электродуговая покрытыми электродами). Цена 200-300 долларов.
Компания RESANTA (Рига) производит свое оборудование в Китае. Можно обратить свой выбор на такой вариант как Ресанта САИ 230 АД. Инвертор может работать при перепадах напряжения, а также в режимах электросварки и с использованием аргона.
Не стоит обходить своим вниманием такие аппараты, как Сварог. Модели Сварог TIG 250, Сварог PRO ARC 160, Сварог TECH ARC 205B имеют функцию сваривания в аргоне
Цена за такие аппараты начинается от 150 долларов.
Также можно выбрать различные модели сварочных инверторов таких марок, как Intertool, GYS, ТехАС, Jasic и прочие.
Источники
- https://WikiMetall.ru/oborudovanie/svarochnyiy-invertor-argonno-dugovoy-svarki.html
- https://voltobzor.ru/svarka/apparat-argonno-dugovoy-svarki
Простота использования
Аргонодуговой метод требует определенной квалификации и опыта работника. Для начинающих сварщиков будут полезны ясность в обозначениях органов управления и удобство работы с ними. Чем меньше он отвлекается от собственно рабочего процесса, тем быстрее его освоит. Хорошо помогает в этом возможность использования педали управления силой тока, освобождающая руки и дающая возможность оперативно и точно управлять процессом, особенно в начале и в конце шва. Для работы с легкими металлами на переменном напряжении – это обязательная принадлежность.
Рукоятка должна удобно ложиться в руку, а шланг – не стеснять движений. Это пригодится при проварке внутренних швов в труднодоступных местах.
Преимущества и недостатки
Выделяют следующие преимущества аргонодуговой сварки:
- При сваривании металла его поверхность не деформируется, что обусловлено узкой зоной прогрева.
- Сварочный шов не требует очистки.
- Экологичность: ТИГ сварка не оказывает негативное влияние на окружающую среду.
- Универсальность: этот метод сваривания металлов можно применять при обработке деталей разной толщины и формы.
- Низкая сложность технологического процесса. Сваривание изделий при помощи технологии TIG могут производить сварщики, не имеющие высокой квалификации.
- Аргон не позволяет свариваемым деталям взаимодействовать с кислородом, что позволяет увеличить прочность сварочного шва.

ТИГ сварка имеет следующие недостатки:
- Высокая стоимость используемого оборудования.
- Низкая эффективность при сваривании изделий на открытом воздухе. Для защиты металлов от кислорода необходимо увеличивать подачу инертного газа, что приводит к перерасходу ресурсов.
- Для обработки труднодоступных участков необходимо дополнительно обрезать электрод или увеличивать его вылет.
- При использовании функции TIG Lift во время эксплуатации сварочных инверторов на поверхности заготовок могут возникнуть следы.
Основные недостатки ТИГ сварки зависят от профессиональных навыков сварщика и опыта работы.
Горелка с вольфрамовым электродом
В ходе аргонодуговой сварки применяются особые горелки с вольфрамовым неплавким электродом. Он не расходуется при сварке, а служит лишь для создания электрической цепи для розжига и поддержания сварочной дуги. К горелке также присоединен армированный шланг, через который из баллона подается газ. Некоторые модели оснащены водяным охлаждением для работы особо большими токами. Основными параметрами горелки являются:
- рабочий ток;
- тип охлаждения;
- протяженность кабеля/шланга;
- способ управления: кнопочный или вентильный;
- вид разъема для присоединения к основному блоку.

При выборе горелки следует проверить совместимость ее с имеющимся аргонодуговым аппаратом.
Необходимое оборудование
Аргонодуговая сварка меди и других металлов предполагает наличие особого оборудования. Минимальное техническое оснащение включает в себя:
- Источники тока.
- Осциллятор.
- Инвертор.
- Баллон с аргоном.
- Редуктор.
- Горелку.
- Соединительные кабели.
- Вольфрамовые электроды.
- Присадочную проволоку.
Для полноценной ТИГ сварки в аппарате необходим постоянный поджиг. Самые простые источники для ТИГ сварки выдают постоянный ток. Ими можно сваривать металлы – нержавейку, черный металл, латунь, медь, бронза. Но нельзя сваривать металлы, имеющие оксидную пленку – алюминий и магний. Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
В современных моделях существуют источники с режимами для разных толщин материала, различных пространственных положений. Самая распространенная функция – пульсовый режим. Одна из характеристик – частота пульса. Существуют источники с частотой пульса до 15 тысяч Гц. Чем больше частота, тем выше функциональность.
При выборе аппарата для TIG сварки надо определиться, где он будет использоваться и для каких целей. Это определит наличие нужных функций:
- напряжение источника питания;
- наличие режимов с постоянным и переменным током;
- возможность смены полярности;
- наличие режима для стали с высокой вязкостью;
- способность долгое время сваривать металл, имеющий большую толщину;
- нахождение в комплекте горелки с водяным охлаждением;
- наличие охлаждения стационарного вида;
- наличие возможности контроля работы с помощью дисплея;
- возможность работы на производственных линиях.
К достоинствам относятся и дополнительные функции:
- наличие возможности бесконтактного поджога дуги;
- DOWN POST GAS – позволяет плавно производить отключение дуги;
- BALANCE – возможность изменения баланса полярности при сварке переменным током.
Существует много моделей сварочных аппаратов для ТИГ сварки. Модель TIGER 170 DC опережает конкурентов по соотношению веса прибора и производительности. Аппарат имеет широкие возможности применения – от стальных листов толщиной 0,2 мм до 6 мм. Дополнительная функция регулировки значения тока позволяет сваривать тонкие листы без прожогов. Аппарат имеет микропроцессорное управление и большой объем памяти. Простой и удобный интерфейс позволяет устанавливать нужные параметры и режимы.
Аппарат HAMER TIG-200DC может работать в двух режимах. Это вариант для сварки черных металлов и нержавеющей стали. Главное достоинство – невысокая цена в сочетании с наличием всех необходимых функций.
Сварочный аппарат ELAND TORS-200 имеет похожие характеристики. В наличии – большее количество дополнительных функций. Отличительная черта – комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.








В ГОСТе 5.917-71 изложены требования к ручным горелкам для аргонодуговой сварке. Согласно этому нормативному документу должны применяться горелки типа РГА. Наиболее распространенные модели – РГА-150 и РГА-400. Выбор для TIG сварки диаметра и толщины электрода зависит от вида свариваемых металлов.
Сварка ТИГ с помощью инвертора

ПОСМОТРЕТЬ Сварочный аппарат TIG на AliExpress → В сеть поступает переменный ток с частотностью в 50 Гц. Инвертор на выходе дает 50 кГц. При этом КПД аппарата возрастает до 90%.
Но, если с обычным инвертором все понятно, то как делают сваривание, используя сварочный инвертор тиг?
Наличие такой функции в аппарате предусматривает в конструкции возможность подключения горелки с подающими аргон (или гелий) шлангами.
Используя инвертор tig можно сваривать в среде инертных газов сталь на постоянном токе и алюминий со сплавами на переменном.
Как варить ТИГ способом используя инвертор
- Перенастроить аппарат на требуемый ток в зависимости от материала, который будет вариться.
- Подключить оборудование для аргонодуговой сварки (подача газа и горелка).
Обязательно убедитесь в том, что аппарат перенастроен на требуемый ток.
Выставив ток и подключив оборудование, нужно отрегулировать объем подачи газа вентилем, расположенным на горелке.
Используя присадку, ее нельзя добавлять в средину сварочной ванны, легкими касаниями материал наносят на край по направлению движения электрода. Добавки обязательны при сварке алюминия, чтобы в швах не образовывались трещины.
Но это только азы. Если Вы хотите научиться использовать сварочный инвертор тиг, то лучше всего обратиться к профессиональному сварщику.
Разновидности сварочных аппаратов тиг
Технология TIG сварки
TIG методика является технологическим развитием аргонно-дуговой сварки и по основным принципам работы является очень схожей, только более совершенной и универсальной, охватывая способностью термического соединения всех существующие металлов и их сплавов.
Основное различие аппаратов простой АДС и TIG методики заключается в технологии сварки и в устройстве сварочной горелки. Так, для сварочных аппаратов TIG в конструкции горелки предусмотрен неподвижно закрепленный вольфрамовый электрод с возможностью небольшого диапазона регулировки, что связано с его прогоранием от высокотемпературной дуги в процессе сварки.
А также оборудование для тиг сварки может различаться возможностью использования в своей работе переменного электрического тока (АC) для соединения черных металлов, алюминия и его различных сплавов или постоянного тока (DC) для сваривания деталей из легированных и нержавеющих сталей, а также различных цветных металлов. Считается больше нормой, чем достоинством, наличие двух режимов работы АC и DC у аппаратов для TIG сварки.
Любой сварочник tig состоит из нескольких основных блоков:
- выпрямителя, в виде мощного диодного моста;
- высокочастотного мощного транзисторного инвертора, который служит для преобразования постоянного тока в переменный;
- высокочастотного силового трансформатора;
- электронного блока управления для возможности регулировки силы и частоты сварочного тока.
Дополнительный функционал
В зависимости от функциональной насыщенности этих блоков аппараты для tig сварки могут иметь и ряд весьма полезных дополнительных функций таких, как:
- squarewave технология, которая уменьшает нестабильность горения дуги переменного тока для улучшения качества сварного шва;
- технологии HF для бесконтактного зажигания дуги, так как при отсутствии HF-осциллятора дугу зажигают контактным способом, что снижает начальное качество сварного шва;
- Lift-Arc технология, позволяющая при касании электродом детали постепенно наращивать силу тока дуги до получения рабочей величины.
Сегодня на рынке предлагаются универсальные сварочные аппараты, которые способны при смене приспособлений и установки соответствующих режимов работать:
- по TIG технологии с неподвижным вольфрамовым электродом;
- по обычной GTA технологии с автоматической подачей присадочной проволоки;
- по простой технологии MMA со штучными покрытыми электродами.





