

Анодирование в сернокислом электролите
Анодирование в серной кислоте позволяет получить полупрозрачные, бесцветные покрытия толщиной около 35 мк. Если процессу анодирования предшествует процесс глянцевания поверхности деталей, покрытия получают высокие декоративные качества (блестящее анодирование). В серной кислоте получают также пластичные анодные пленки, которые не разрушаются при формовке изделий.
Концентрация серной кислоты и температура электролита
Концентрация серной кислоты для анодирования в промышленных условиях принимается в диапазоне 8-35% (по массе). В концентрированном растворе анодная пленка получается мягкой и пористой, эластичность пленки высокая. Классической является концентрация 15% (по массе). Температуру в процессе анодирования задают в пределах от 18 0 С до 25 0 С. В большинстве случаев принимается температура в 20 0 С. С применением серной кислоты получают также твердые анодные пленки, в этом случае процесс анодирования проводится при низких значениях температур (от -5 до +5 0 С).
Контроль температуры в процессе анодирования является обязательным, от температуры зависит плотность тока и скорость растворения пленки, что в свою очередь оказывает прямое влияние на качество и характеристики покрытия. Для того, чтобы избежать локального перегрева раствора электролита используют специальные перемешивающие устройства.
Напряжение и плотность тока
При анодировании в серной кислоте используется стандартный выпрямитель с выходным напряжением до 24 вольта. При стандартном режиме сила тока составляет 16 вольт при плотности тока 1,5 а/дм 2 . Для получения коррозионностойких пленок большой толщины напряжение силу тока поднимают до 18 вольт, а при обработке сплавов алюминия с кремнием до 22 вольт. В отдельных случаях, например, при анодировании рулонного материала или проволоки используется переменный ток. Использование пониженной плотности тока позволяет получать тонкие, прозрачные окисные пленки, превосходящие по прозрачности пленки аналогичной толщины, полученные при стандартных значениях плотности тока.
Длительность процесса
Продолжительность процесса анодирования зависит от требуемых значений толщины пленки, а также используемой плотности тока. Для чистого алюминия это соотношение можно предложить в виде:
Толщина пленки, мк. = (Плотность тока, а/дм 2 Х Время, мин.)/3
Соотношение является приблизительным, т. к. на продолжительность процесса может зависеть от типа сплава и режима обработки.
Рабочий процесс
Технологический процесс анодирования отличается от процессов нанесения гальванических покрытий прежде всего тем, что рассеивающая способность электролитов анодирования значительно выше, чем у электролитов, использующихся при процессах хромирования, меднения, цинкования или никелирования металла. Эффективная рассеивающая способность при активном перемешивании позволяет получать равномерные по толщине пленки на всей поверхности изделий, включая внутренние поверхности отверстий и пазов.
В остальном технологический процесс анодирования аналогичен процессам электрохимического нанесения покрытий – изделия погружают в предварительно нагретый электролит на подвесах или зажимах, детали не соприкасаются друг с другом, расстояние до катода должно быть не менее 15 см. (для габаритных изделий значения выше). Затем включается перемешивание раствора и подается ток. В обычных условиях площадь катода должна быть равна площади анода, сечение катода должно быть достаточным для обеспечения требуемой плотности тока.
По окончании процесса прекращают подачу тока и незамедлительно извлекают изделия из гальванической ванны. Изделия промывают в проточной воде и сушат.
Теплая разновидность покрытия
Этот способ является довольно простым. Всю работу можно выполнить даже самостоятельно. Процедура осуществляется при комнатной температуре. Посредством теплого анодирования можно сделать привлекательное покрытие разных цветов, воспользовавшись дополнительными органическими красителями. Если постараться, то на одном и том же элементе можно добиться сразу нескольких оттенков.
Вспомните советские ружья, характеризующиеся зеленой расцветкой. Это результат анодирования алюминиевого сплава. А в качестве красящего вещества была использована обыкновенная зеленка, которую можно отыскать в любой аптеке.
У технологии есть свои достоинства, но не обошлось и без недостатков.
- Алюминий, прошедший анодирование, не обладает по-настоящему высоким уровнем антикоррозийной защиты.
- Следы коррозии на его поверхности могут появляться при взаимодействии с агрессивными металлами и в морской воде.
- Эта обработка также не обеспечивает эффективную механическую защиту — металлическая поверхность может оцарапаться даже обычной иглой. Если же не была соблюдена технология, то покрытие можно стереть рукой.
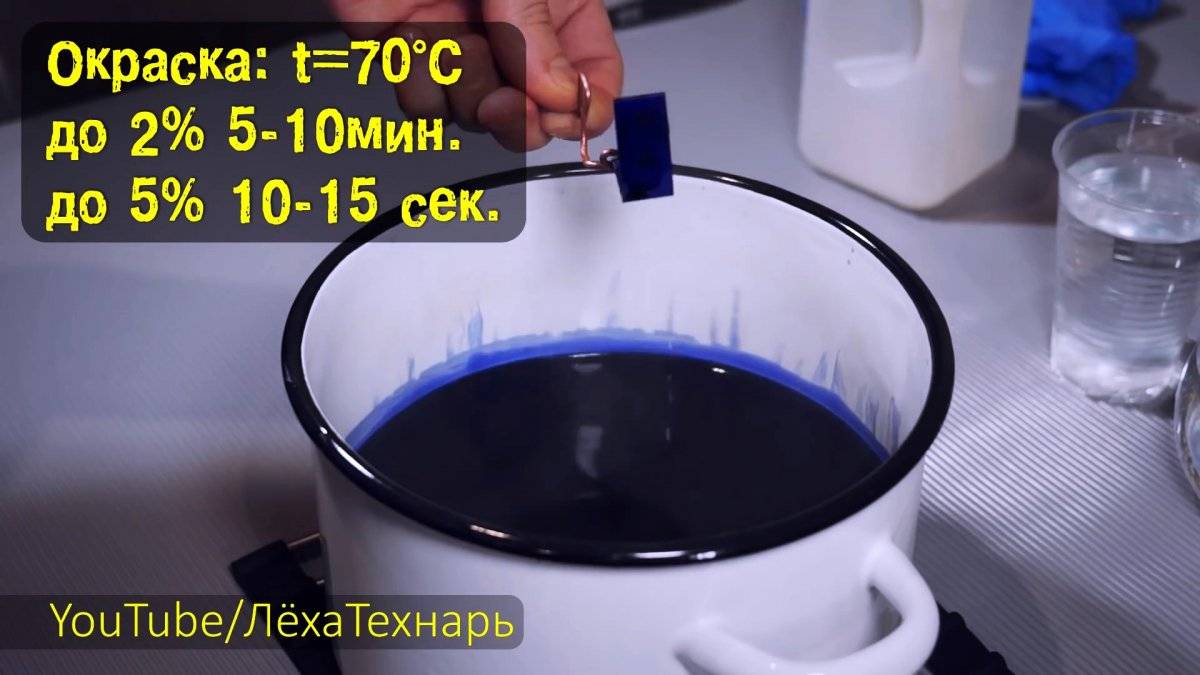
Производится же теплое анодирование крайне просто. Для начала все элементы тщательно обезжириваются и фиксируются в подвесе. Анодирование производится до тех пор, пока на поверхности не появится молочный оттенок, затем изделие промывают прохладной водой. Красят же изделие горячим раствором. Окрашенное покрытие закрепляется в течение одного часа.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.
Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Это интересно: Технологии литья металлов — под давлением, по выплавляемым моделям и другие
Метод чернения алюминия
#1 NetSkater
- Пользователь
- 6 625 сообщений
Вопрос, ответ на который будет интересен многим самодельщикам – как зачернить алюминий? Требования: 1. Прочность чернения – чтобы не слезало от мелких царапин. Автонитрокраска – не подходит, слезает. 2. Чтобы не вытиралась руками или моющими средствами для оптики (спирт, бензин). Маркером закрасить – тоже не подходит. 3. Чтобы была ровная черная матовая поверхность. 4. Чтобы просто наносить – анодирование и разная сложная химия, за которой надо полгорода обежать – тоже не особенно..
Может есть готовые химсоставы, типа геля для воронения стали – всяких там Liquid Blue (но только по алюминию)? Посоветуйте, пожалуйста.
#2 Гость_Не эрмитаж_*
Гость
1) Наша компания предлагает ряд услуг, среди которых – анодирование деталей из алюминия склонных к окислению на воздухе. нашими Партнерами и клиентами стали предприятия агропрома и автозаводы, предприятия пищевой промышленности и рекламные фирмы, торгующие организации и строительные компании, а также просто ЛЮДИ от домохозяек и рыбаков, до любителей сверхлегкой авиации. +7 Москва, ул. Клары Цеткин, 29 https://www.intormetall.ru/ https://www.intormetall.ru/prof6/1/
Термины и понятия
Сначала о терминологии
Для краткости будем применять вместо «гостовских» эквивалентных наименований «анодное окисление
» и «анодное оксидирование » более короткий, но с тем же смыслом, термин «анодирование », а вместо «гостовского» «анодно-окисное покрытие » – более простое и популярное «анодное покрытие ».
Что такое анодирование
Анодирование – это метод повышения коррозионной стойкости металлического изделия путем формирования слоя оксида на его поверхности. Изделие, которое обрабатывается, является в этом электролитическом процессе анодом. Анодирование повышает стойкость поверхности изделия к коррозии и износу, а также обеспечивает более высокую адгезию для красок и клеящих веществ, чем просто «голый» алюминий.
Анодные покрытия могут также применяться как декоративные покрытия или в виде пористого покрытия, которое может впитывать различные красители, или в виде прозрачных покрытий, которые дают интерференционные эффекты при отражении света. Такие интерференционные покрытия применяют, например, на велосипедах или одежде велосипедистов, чтобы их можно было хорошо видеть ночью.
Как происходит анодирование
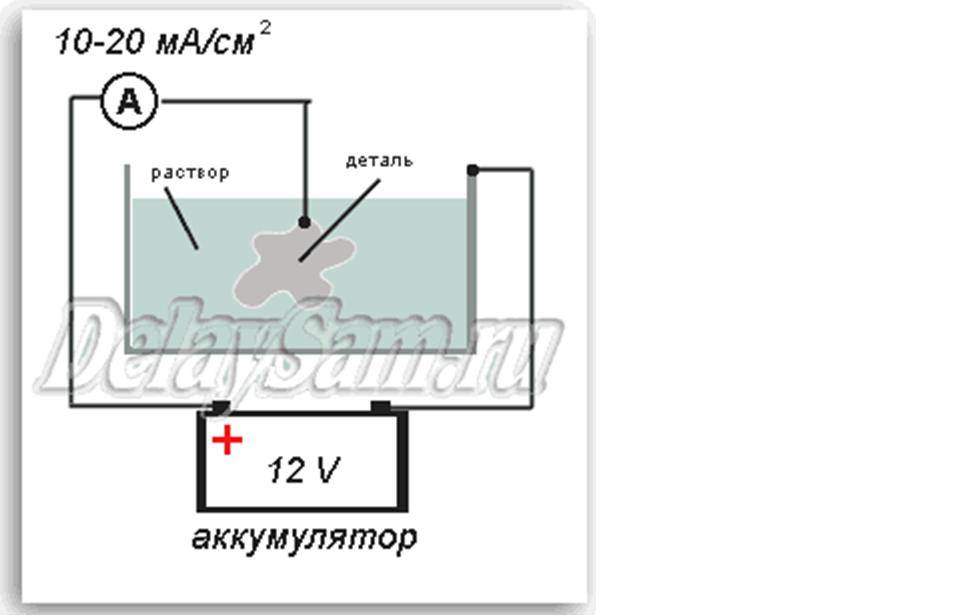
Процесс создания этого защитного оксидного покрытия происходит электролитически. Металлическое изделие, на котором нужно получить анодное покрытие (обычно алюминий) погружают в ванну с электролитическим раствором. В этой же ванне установлены катоды, обычно вдоль бортов ванны. Когда электрический ток проходит через раствор кислоты на катоде выделяется водород, а на аноде – кислород. Это приводит к тому, что на аноде – алюминиевом изделии – начинает расти оксидная пленка.










В зависимости от назначения анодного покрытия и применяемого процесса анодирования можно получать анодное покрытие с различными характеристиками. Анодное покрытие, которое может вырастать на алюминиевом изделии, способно иметь толщину в 100 раз больше, чем оксидное покрытие, которое образуется на алюминии естественным путем.
Поскольку металлическое изделие является «анодом» в этом электролитическом процессе, то весь этот процесс называют «анодированием».
Анодирование металлов
Хотя на различных металлах, включая титан, гафний, цинк и магний, также могут формироваться анодное покрытие, обычно под анодированием подразумевают анодирование алюминия и его сплавов.
Зачем анодировать алюминий?
Популярность алюминия во многом связана с его хорошей естественной коррозионной стойкостью. Она достигается из-за высокого химического сродства алюминия к кислороду, то есть их большого взаимного стремления вступать друг с другом в реакцию с образованием оксида алюминия. Эта очень тонкая оксидная пленка мгновенно покрывает любую свежую поверхность алюминия сразу после ее контакта с воздухом. Однако в некоторых случаях необходимо иметь более высокую степень защиты (коррозионной или химической), модифицировать внешний вид поверхности (цвет, текстуру и т.п.) или создать заданные физические свойства поверхности (повышенная твердость, износостойкость или адгезия). В таких случаях прибегают к анодированию алюминия и алюминиевых сплавов.
Рисунок 1 – Схема процесса анодирования
Подробности
Процесс подготовки
Для того, чтобы получить гладкую поверхность на стадии подготовку следует отполировать заготовку. Посредством войлочного или иного полировочного круга устраняют царапины, а еще будут затягиваться большие по размеру поры. Отсутствие микроскопических неровностей снижается вероятность образования прогаров. Анодная пленка не может скрывать внешние изъяны. До начала анодирования следует определиться с размером обрабатываемых деталей. Полученный слой имеет толщину в 50 мк, и потому на обработанную резьбу невозможно накручивать гайку. Если все детали соединяются посредством посадки, то не следует забывать, что после анодирования детали шлифованию не подлежат.
Для выполнения процесса требуются емкости. Они для проведения анодирования должны обязательно соответствовать размерам элементов, быть чуть больше. В связи с этим обычно применяют несколько ванн. Материал изготовления емкости – алюминий. Но если изделия малого размера, то подойдут и контейнеры из пластика. Лишь на днище и вдоль стенок требуется укладывать листы алюминия. Это требуется для того, чтобы создавать ток равномерной плоскости по общему объему в целом. Электролит нуждается в изоляции от внешних воздействий тепла. При прогревании требуется его поменять. Для исключения нагрева емкости снаружи следует покрывать слоем тепловой изоляции. Ее можно обклеивать пенопластом до 5 см толщиной, или помещая в короб, заполняя свободное место монтажной пенкой.
Смешивание, когда в кислоту добавляют немного воды, сопровождается сильным выделением тепла, и она в буквальном смысле начинает вскипать и разбрызгиваться. По этой причине в целях безопасности серную кислоту вливают в канистру с водой. До начала процесса анодирования его подвергают химическим подготовкам. Речь идет про процесс обезжиривания. В промышленных условиях производят обработку калием или едким натром. Но в домашних условиях лучше применять обычные хозяйственное мыло. Посредством мыльного раствора и зубной щетки с поверхности следует хорошо убрать загрязнения. После этого для начала заготовки следует промыть теплой водой, а после и холодной. Кстати, альтернативой хозяйственному мылу может стать стиральный порошок. Его следует растворить в закрытом контейнере из пластика и поместить туда обрабатываемые детали, следует сильно встряхнуть. Далее детали промывают и просушивают воздушным горячим потоком. Активный кислород, который содержится в стиральном порошке, а еще защищает обезжиренные изделия, даже если взять их руками без защитных перчаток.
Подготовительный этап электролита
Растворы кислот можно считать небезопасными реактивами, и потому для проведения анодирования алюминиевых металлов в домашних условиях прибегают к остальному виду раствора. для его приготовления применяют соду и соль, которые всегда есть под рукой. Для изготовления электролита требуется взять пару пластмассовых емкостей, и в них наводят содовый и солевой раствор, соблюдая пропорцию – на 1 меру соли или соды следует добавить 9 порций дистиллированной воды. После того, как компоненты растворятся, раствор следует выдерживать с целью оседания частиц на дно, которые растворились. При переливании в емкость для анодирования его следует процедить.
Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции

Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.
Анодирование алюминия
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Результат анодирования алюминияЧерное анодирование алюминия
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа.
Черный алюминий широко используется в строительстве и отделке.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.
Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.









Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Подготовка к анодированию
Своими руками анодирование может провести любой, однако нужно создать минимальные меры предосторожности, прежде чем начинать работу. Лучше всего, чтобы процесс проходил на открытом воздухе: на улице или хотя бы на балконе
Также нужно подумать о самозащите, т.к
в ходе анодирования вы будете иметь дело с кислотой, а это химическое вещество, которое способно вызвать неприятный зуд при попадании на кожу, и куда более тяжелые травмы, если попадет на слизистую оболочку глаз
Также нужно подумать о самозащите, т.к. в ходе анодирования вы будете иметь дело с кислотой, а это химическое вещество, которое способно вызвать неприятный зуд при попадании на кожу, и куда более тяжелые травмы, если попадет на слизистую оболочку глаз.
Процесс анодирования своими руками вы можете увидеть на фото.

Лучше всего заниматься анодированием в защитных очках и заранее подготовить воду или слабый содовый раствор, чтобы, в случае чего, сразу же промыть участок, на который попала кислота.
Анодирование ни в коем случае нельзя проводить в закрытом помещении, т.к. вы будете иметь дело с выделениями кислорода и водорода, которые появляются на аноде и катоде.
В результате получится электрохимическое соединение по свойствам аналогичное динамиту.
Если создавать подобное электрохимическое соединение в закрытом пространстве, то для серьезных травм и даже смерти будет достаточно одной искры, которую выделяет электрохимическое соединение.
Прежде чем приступать к работе, учитывайте размер деталей: после процесс анодирования они увеличатся в размере как минимум на 0.5 мм – такова толщина защитного слоя, который создается в ходе процесса.
Поэтому проследите, чтобы материалы свободно двигались до начала анодирования, чтобы потом не пришлось начинать заново всю работу, т.к. шлифовать анодированную поверхности практически бесполезно.
ВАЖНО ЗНАТЬ: Приспособление для гибки профильной трубы
Однако можно отполировать детали с помощью полировочного круга так, чтобы они приобрели зеркальный блеск. Это вполне можно сделать своими руками.
Благодаря этому процессу изделия будут выглядеть лучше, а также уменьшиться вероятность прогара, который нередок при анодировании.
Кроме того, технология анодирования никак не влияет на дефекты деталей – если они есть, то и после окончания работ останутся заметны.
Гальваника – необходимый этап, предшествующий основной работе. Перед ней металл нужно тщательно обезжирить. Для этого лучше использовать хозяйственное мыло и щетку.
Некоторые советуют подержать металл в натрии или калии, но от этого поверхность может испортиться. Нужно промыть изделия попеременно сначала в горячей, а затем в холодной воде.
Видео:
В пластиковую емкость нужно добавить стиральный порошок и растворить его в горячей воде, а затем засыпать туда детали и потрясти их. После промывки нужно высушить твердое тело деталей под горячим воздухом.
Чтобы провести анодирование, вам понадобится электролит, который можно сделать своими руками. Для домашнего изготовления чаще всего используют серную кислоту, которую разводят в дистиллированной воде.
Нужно только учитывать, что в магазинах кислота выпускается разбавленной, поэтому пропорции для смешивания жидкости должны быть 1:1. Процесс анодирования требует около 10 литров электролита для мелких деталей и 20 – для крупных.
Следовательно, вам понадобится 5 литров раствора и 5 литров воды, чтобы получить нужное количество.
Вливать воду в кислоту нужно постепенно, тонкой струей, т.к. жидкость моментально нагревается и при большом потоке просто закипит и начнет брызгать. Не забывайте размешивать смесь с помощью стеклянной палочки и надеть очки перед работой.
Если кислота попала на кожу или одежду, то ее нужно удалить с помощью воды, а затем промыть участок содовым раствором.





Способы анодирования
Существует несколько видов анодирования стали. Наиболее любопытным является цветное анодирование, которое изменяет исходный цвет детали.
ПОСМОТРЕТЬ Анодированый металл на AliExpress →
Возможны варианты изменения оттенка даже без погружения в раствор электролита. Известны 4 вида цветного оксидирования:
- Адсорбционное.
- Электролитическое, или черное.
- Интерференционное.
- Интегральное.
Рассмотрим основные методы выполнения работ.
Теплый метод
Недостатками покрытия являются низкая прочность и устойчивость к коррозии. При нарушении технологии слой можно стереть, проведя по нему рукой. По этой причине теплое анодирование применяется в качестве промежуточной стадии перед дальнейшей обработкой.
Холодный метод
Холодное анодирование характеризуется скоростью образования окисной пленки: она гораздо выше, чем скорость растворения металла с внешней стороны. Отличается высоким качеством защитного слоя. Имеются четкие требования к температуре электролита – она не должна превышать 5 °C. Кроме того, раствор теплее в центре ванной, поэтому необходимо обеспечить его непрерывную циркуляцию.
Единственный недостаток – невозможно использовать краски органического происхождения.
Технология твердого анодирования
Твердое анодирование – лучший способ получить сверхпрочное покрытие на поверхности стали. Метод активно применяется для защиты элементов авиационной и космической промышленности. Особенность – использование одновременно нескольких электролитов в определенном соотношении, при котором их свойства будут усиливаться.
Подавляющее большинство составов, а также методика их применения защищены патентами.
Методы
Наиболее распространенными методами цветного анодирования являются:
- Электролитическое;
- Адсорбционное;
- Интегральное;
- Интерференционное.
Процедура цветного электролитического анодирования заключается в погружении изделия в кислотный раствор с одной либо несколькими солями металлов. В результате металлы осаждаются в порах алюминия. Состав электролита определяет цвет готового изделия. Интенсивность цвета зависит не от толщины анодного слоя, а от количества металла, осевшего в порах. По своим свойствам это цветное анодирование идентично обычному анодному покрытию. Данный способ используется для фасадных панелей и алюминиевых профилей.
Метод адсорбционного окрашивания применяется с различными красителями. Алюминий с анодным покрытием погружают в водный или спиртовой раствор красителя. От количества краски зависит интенсивность окрашивания. После поглощения красителя выполняют уплотнение.
Цветное интегральное окрашивание осуществляется в процессе анодирования. В зависимости от толщины оксидного слоя изделие может приобрести оттенок от светлой бронзы до глубокого черного. Это дорогостоящий метод, поскольку для анодирования применяются сложные кислоты. Неудивительно, почему электролитическое окрашивание заметно потеснило данный тип обработки изделий, используемых в строительстве.
Разновидностью электролитического окрашивания является интерференционное цветное анодирование. Применяя метод оптической интерференции, можно получить широкую гамму цветовых решений. Для увеличения интенсивности цвета после выполнения анодирования алюминия и до электролитического окрашивания проводят обработку покрытия по расширению пор. В данном случае осаждается больше металла, чем при стандартной интерференционной обработке.
Для консультации с квалифицированными специалистами относительно возможности анодирования алюминия в определенный цвет позвоните по нашим телефонам в Москве. Мы располагаем современным оборудованием для выполнения заказов разной сложности и в любом количестве.





