

Технология и методы алитирования
Диффузионное алитирование проходит при температуре от 700 до 1100 градусов Цельсия. Оптимальные режимы обработки выбираются в зависимости от особенностей обрабатываемого материала. Выделяют несколько наиболее распространенных технологий химико-термического воздействия:
Алитирование в порошкообразных смесях проводится использовании металлических ящиков. Заготовка помещается в твердый карбюризатор. При этом приготовленная смесь может использоваться многократно, что делает данную технологию экономически выгодной. Температура алитирования стали в данном случае выдерживается в пределе от 950 до 1050 градусов Цельсия, процесс занимает от 6 до 12 часов. Максимальная глубина проникновения алюминия составляет 0,5 миллиметров. Используемый состав представлен алюминиевой пудрой, порошка и определенных добавок. Добавки представлены окисью алюминия и молотой глиной, а также хлористыми разновидностями аммония и алюминия. В некоторых случаях процедура затягивается до 30 часов, что делает ее экономически не выгодной. Данный метод применим в случае сложной конфигурации детали, так как изменение поверхностного этапа проводится поэтапно. Изменение состава поверхностного слоя порошкообразной смесью – самый дорогой метод из всех применяемых.
Алитирование напылением проводится в случае, если нужно сократить время проведения данной операции. Данная технология алитирования определяет воздействие относительно невысокой температуры, около 750 градусов Цельсия, требуется порядком одного часа для проникновения алюминия на глубину 0,3 миллиметра. Достоинства данного метода заключается в быстроте исполнения, но нельзя его использовать для получения износостойких ответственных деталей, так как поверхностная пленка очень тонкая. Поверхностное насыщение стали рекомендуют проводить при массовом производстве. Прочность сцепления напыляемого слоя в этом случае невысокая, составляет 0,2-2 кг/мм 2 . Также особенности данной технологии определяют высокую пористость структуры.
Металлизация с последующим обжигом проводится при нагреве детали до температуры 900-950 градусов Цельсия, длительность нагрева составляет 2-4 часа. Данный метод существенно уступает предыдущему, так как получаемый слой имеет толщину не более 0,2-0,4 миллиметров, а расходы повышаются по причине существенного увеличения времени нагрева. Однако его часто применяют в случае, когда нужно получить деталь с прочной и твердой поверхностью, которая будет подвергаться существенным нагрузкам. Это связано с тем, что проводимый отжиг позволяет снизить показатель хрупкости, повысив прочность.
Алитирование в вакууме предусматривает нанесение покрытия путем испарения алюминия с его последующим осаждением на поверхности изделия. Толщина получаемого покрытия незначительно, но вот достигаемое качество одно из самых высоких. Для нагрева среды проводится установка специальных печей, которые способны раскалить подающийся состав до температуры 1400 градусов Цельсия. Высокое качество покрытия достигается за счет равномерного распределения алюминия по всей поверхности. Технология в данном случае предусматривает предварительный нагрев поверхности до температуры от 175 до 370 градусов Цельсия. Следует уделять много внимания предварительной подготовке детали, так как даже незначительная оксидная пленка становится причиной существенного снижения качества сцепления поверхностного и внутреннего состава. Высокая стоимость процесса и его сложность определяют применимость только при производстве ответственных деталей.
Алитирование методом погружения пользуется большой популярностью по причине того, что покрытие наносится в течение 15 минут. При этом оказывается относительно невысокая температура: от 600 до 800 градусов Цельсия. Кроме этого данный метод один из самых доступных в плане стоимости. Суть процедуры заключается в погружении заготовки в жидкий алюминий, нагретый до высокой температуры. При этом получается слой толщиной от 0,02 до 0,1 миллиметра
Особое внимание уделяется подготовке среды, в которой будет проводится процесс изменения химического состава поверхностного слоя.
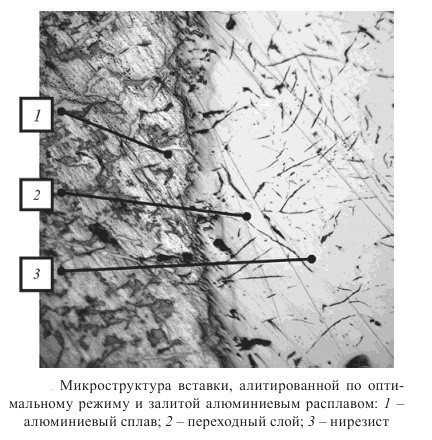
Микроструктура вставки, алитированной по оптимальному режиму
Есть и другие методы внесения алюминия, которые позволяют изменить основные эксплуатационные качества заготовок.
Наиболее распространенным дефектами называют нарушения однородности структуры, появления зоны коррозионного поражения, отклонение требуемого химического состава и так далее.
Долговечность изделия в зависимости от толщины алитированного слоя
Назначение процесса
Нормализация призвана менять микроструктуру стали, она выполняет следующее:
- снижает внутренние напряжения;
- посредством перекристаллизации измельчает крупнозернистую структуру сварных швов, отливок или поковок.
Цели нормализации могут быть совершенно разные. С помощью такого процесса твердость стали можно повысить или снизить, это же касается прочности материала и его ударной вязкости. Все зависит от механических и термических характеристик стали. С помощью данной технологии можно как сократить остаточные напряжения, так и улучшить степень обрабатываемости стали с помощью того или иного метода.
Стальные отливки такой обработке подвергают в следующих целях:
- для гомогенизации их структуры;
- чтобы увеличить подверженность термическому упрочнению;
- чтобы снизить остаточные напряжения.
Изделия, полученные посредством обработки давлением, подвергают нормализации после ковки и прокатки, чтобы сократить разнозернистость структуры и ее полосчатость.
Нормализация вместе с отпуском нужна для замены закалки изделий сложной формы или же с резкими перепадами по сечению. Она позволит не допустить дефектов.
Еще эта технология применяется, чтобы улучшить структуру изделия перед закалкой, повысить его обрабатываемость посредством резки, устранить в заэвтектоидной стали сетку вторичного цемента, а также подготовить сталь к завершающей термической обработке.
Сульфоцианирование
Данная обработка в большей степени напоминает процесс цианирования. Поверхность насыщается не только углеродом и азотом, но также и серой. Сульфоцианированные детали в большей степени обладают такими же характеристиками как и цианированные. Лучше всего сульфоцианированные детали показали себя в механизмах на средних нагрузках. Благодаря немного другой схеме цианирования предупреждается схватывание и наволакивание металла.
Нормальная температура плавления смеси составляет 560-580 градусов. Обработку стальных сплавов проводят преимущественно в жидких средах, но также возможно и в газовых. Так как сульфоцианированные детали обладают чуть большей прочностью, то их использование оправданно в качестве поршневых колец, чугунных втулок, разнообразных запчастей насоса.

Виды термической обработки металла
Существует 3 основных вида термической обработки металла:
- отжиг;
- закалка;
- отпуск.
Также имеется еще и термохимическая обработка, которая относится к комбинированным методам придания материалу свойств повышенной твердости и износостойкости.
Отжиг
Суть отжига — металл нагревают до определенной температуры, держат необходимый промежуток времени, после чего медленно охлаждают до обычной комнатной температуры.
Чаще всего отжиг производится для решения следующих задач:
- увеличение механических показателей материала;
- приведения материала к однородному состоянию;
- улучшение пластичности;
- повышение уровня сопротивляемости;
- уменьшение внутреннего сопротивления материала для последующей ковки.
Отжиг — процесс, разделяющийся на несколько видов, в зависимости от нюансов проведения процедуры:
- диффузионный;
- полный или неполный;
- сфероидизация;
- изотермический;
- нормализация.
Методов отжига больше, но это основные и наиболее часто используемые.
Также процедура полного отжига подразумевает улучшения свойств материала для обработки и избавления от внутреннего сопротивления. Полный отжиг применяется для обработки:
- стали с минимальным количеством карбона;
- доэвтектоидного сплава.
При полном варианте процесса изделие доводят критической температуры ( точка А3) и после необходимого периода времени охлаждают до комнатных показателей. Так как конкретные параметры температуры зависят от вида используемых материалов. В следствии чего, время передержки также напрямую зависит от вида сплава, подвергающегося данному технологическому процессу.
При неполном отжиге конечная цель иная — по возможности создать более мягкий и пластичный материал. В этом случаи температура нагрева может достигать 770 градусов. Охлаждение делится на 2 этапа: сначала в печи, а затем уже на открытом воздухе.
Изотермическая разновидность отжига используется для высокохромистых сталей. При этом методе значительно экономится время производства, поскольку в одном из этапов охлаждения используется ускоренный процесс. Нет нужды ждать пока сталь остынет вместе с печью.
Закалка металла
При закалке происходит нагрев изделия до критических показателей. В следствии чего последующее охлаждение производится не постепенно и естественно, а резко и принудительно. При этом для снижения температуры применяются такие вещества как: сжатый воздух, водяной туман, а также жидкая полимерная закалочная среда. помимо прочности металл получает меньшие параметры вязкости и эластичности.
Способы закалки:
- Использование одной среды — простой метод, который, однако, имеет ограничения по материалу использования. Происходит быстрое охлаждение и возникает неравномерность температур. Нельзя так обрабатывать металл с большим содержанием углерода, поскольку такой материал может разрушиться от агрессивного воздействия.
- Многоступенчатая закалка — сначала металл термически обрабатывают, а после достижения необходимой температуры его укладывают в соляную ванну. Температура уравнивается и только потом материал охлаждают с использованием масла, воздуха или тумана.
- Светлая закалка. При таком методе, сначала материал выдерживают в соляной ванне с добавлением хлористого натрия. Потом его же охлаждают в ванне с едким натрием и едким калием.
- Самоотпуск. При таком способе деталь вытаскивается из системы охлаждения еще до того момента, как температура упадет. В центре заготовки или детали в это время еще сохранится высокий показатель температуры. После того, как закончен отпуск детали, ее охлаждают полностью с помощью погружения в специальную среду.
- Изотермическое закаливание. Аналог ступенчатой закалки с более долгим временем передержки в соляной ванне.
Примеры работ

Нанесение металлизационного цинкового покрытия на торцевой лист металлоконструкций пролетных строений автодорожного моста Адлер — Горно-климатический курорт Альпика сервис. Площадь работ 2335м2.

Нанесение металлизационного цинкового покрытия на торцевой лист металлоконструкций пролетных строений автодорожного моста Адлер — Горно-климатический курорт Альпика сервис. Площадь работ 2335м2.











Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.

Нанесение металлизационного цинкового покрытия с последующей окраской на установки освещения для стадиона г.Химки

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.

Металлизация алюминием металлической дымовой трубы


Комбинированное металлизационное покрытие дымовой трубы

Нанесение цинкового покрытия на металлоконструкции подъемного механизма для компании Оптима-Строй. г. Москва.

Нанесение металлизационного цинкового покрытия на опору для канатной дороги олимпийского объекта. г. Сочи. Внешняя сторона.

Нанесение металлизационного цинкового покрытия на опору для канатной дороги олимпийского объекта. г. Сочи. Внутренняя сторона.

Антикоррозионное металлизационное покрытие металлоконструкций-ферм, двутавров.

Нанесение цинкового металлизационного покрытия на вышку сотовой связи.

Нанесение цинкового металлизационного покрытия на вышку сотовой связи.

Нанесение маркировки на металлоконструкцию после обработки

Нанесение маркировки на металлоконструкцию после обработки
Источник
Химико-термическая обработка металла. Диффузионная металлизация
Главная » Химико-термическая обработка металла. Диффузионная металлизацияОборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Поверхностное насыщение стали металлами путем их диффузии в атомарном состоянии называют диффузной металлизацией
. Это один из наиболее дорогих технологических процессов химико-термической обработки. Высокая стоимость диффузной металлизации обусловлена высокой энергоемкостью и длительностью процесса (до 25 часов). Диффузионная металлизация производится при температурах 950…1200 °С. Высокая температура необходима для увеличения скорости диффузии.




Диффузионная металлизация позволяет получать диффузионные слои толщиной от 10 мкм до 3 мм со специфическими механическими и физико-химическими свойствами. Одно из основных свойств металлизированных поверхностей – жароупорность, поэтому детали из углеродистых сталей, предназначенные для эксплуатации при температурах 1000…1200 °С подвергаются алитированию, хромированию или силицированию. Диффузионное насыщение металлами повышает устойчивость изделий к кислотам, абразивному изнашиванию, сопротивление термоудару и резким перепадам температуры.В отличие от диффузии неметаллов, приводящей к образованию твердых растворов внедрения, при металлизации происходит образование растворов замещения.
Диффузионная металлизация производится
несколькими методами:
1. погружением в расплавленный металл, если диффундирующий элемент является легкоплавким (цинк, алюминий);
2. насыщением из расплава солей с применением электролиза или без такового;
3. насыщением из газовой фазы, содержащих галогениды диффундирующих металлов неконтактным и контактным методами;
4. насыщением в сублимированной фазе при испарении диффундирующего элемента.
Хромирование помимо жаростойкости придает стальным изделиям кислотоупорность, устойчивость к газовой и морской коррозии. Насыщение поверхности хромом применяется для деталей пароводяной арматуры, паросилового оборудования и деталей, предназначенных для эксплуатации в агрессивных средах.
Алитированные стали характеризуются высокой окалиностойкостью за счет образования на поверхности пленки оксида алюминия. Диффузионный алитированный слой сразу после окончания металлизации характеризуется высокой хрупкостью из-за пересыщенности раствора алюминием. Для снижения хрупкости диффузионного слоя алитированные изделия подвергаются диффузионному отжигу при температуре порядка 1000 °С. Алитирование применяется при изготовлении чехлов термопар, нагревательных элементов, колосников и т. д.
Диффузионное цинкование
применяется для повышения коррозионной устойчивости стали в маслах, бензине, атмосфере и газовых средах, содержащих сероводород при температурах 300…500 °С. Цинк – активный амфотерный металл и, следовательно, цинковые покрытия разрушаются в кислых и щелочных средах.
На данный момент все большее распространение приобретает комплексное диффузное насыщение металла рядом элементов, например хромоалитирование, карбохромирование, хромотитанирование и др. комплексное насыщение может производиться как последовательно, так и одновременно. Такой вид химико-термической обработки позволяет получать поверхности с уникальными сочетаниями свойств, которые привносят отдельные элементы.
См. также:
- Электродуговая металлизация
- Химико-термическая обработка стали — залог улучшения качества
Категория: Металлы и сплавы | | Теги: диффузионная металлизация | Рейтинг: 0.0/0 Всего комментариев:
Добавлять комментарии могут только зарегистрированные пользователи.
Свойства плазменного напыления
Работая с металлоконструкцией, порой надобно дополнить ее дополнительными свойствами, чтоб можно было использовать в любой сфере.
Таким образом поверхность станет еще больше резистентной к влаге, высокой температуре и химии.
Диффузная металлизация обладает многими особенностями, которые делают ее уникальной среди других видов обработки металла.
- В силу воздействия высоких температур (пять-шесть тысяч градусов) в разы ускоряется процедура обработки поверхности. Сам процесс происходит за доли секунд, и получается отличный результат.
- В результате получается комбинированный шар. Наносить можно не только элементы металла, то и газовые частицы из струи плазмы. Таким образом металлическая поверхность покрывается атомами определенных элементов металла.
- Если проводить классическое металлическое напыление, то нанесение происходит неравномерно, весьма долго и с окислительными процессами. А вот с помощью горячей плазмы получается правильная температура и давление, из-за которых формируется высококачественное покрытие.
- Плазменная струя переносит частицы металла и газов со скоростью света, что вы даже ничего не поймете. Так, происходит сварка с порошками, стержнями, прутками и проволоками. После образуется слой в несколько микрон-одного миллиметра на основании конструкции.
Алитирование – сталь
Алитирование стали проводят для повышения жаростойкости ( окалиностойкости) деталей, работающих при температурах до 900 С.
| Зависимость скорости коррозии хромистых и хромоникелевых сталей и никелевых сплавов в смесях Н2 H2S от температуры. |
Алитирование стали Х5М позволяет сочетать высокую коррозионную стойкость поверхностного слоя с теплостойкостью основного металла.
В результате вакуумного алитирования стали не удается получить достаточной концентрации алюминия на насыщаемой поверхности. После двухчасовой изотермической выдержки при 1500 С в смеси ( 50 % алюминия – – 50 % окиси алюминия) концентрация алюминия на поверхности стали достигла только 3 %, чего явно недостаточно для придания повышенной жаростойкости.
В работах изучен процесс алитирования сталей, меди, никеля, хрома, нихрома, молибдена и вольфрама в парах монохлорида алюминия. В работе сообщается о возможности алитирования тугоплавких металлов и сплавов на их основе в парах галогенидов алюминия и их смесях с водородом.
Особенности формирования и строения диффузионных слоев при алитировании сталей из шликера и их физико-механические свойства.
С целью повышения коррозионной стойкости резьбовых соединений в парах морской воды автором совместно с А. А. Конопле-вой был разработан технологический процесс алитирования стали 25Х1МФ в иодидной среде циркуляционным методом.
С целью выбора оптимального режима алитирования, обеспечивающего высокую жаростойкость, разработан метод локального спектрального анализа диффузионного алитированного слоя. Исследована кинетика образования диффузионного слоя в процессе алитирования стали ЭИ696М; построены кривые, характеризующие количественное распределение алюминия и качественное – никеля и хрома по глубине слоя. Источником возбуждения спектра служила высокочастотная искра. Использован линейный источник света.
Главным преимуществом алюминиевого покрытия, которое на заготовки наносят методом диффузионного насыщения, по сравнению с другими металлическими покрытиями является его высокая жаростойкость. Покрытия на основе алюминия, получаемые различными способами алитирования сталей и сплавов, широко используют в технике для защиты деталей в процессе их длительной эксплуатации. Алитирование заготовок и деталей с целью защиты от окисления при горячей обработке может производиться любым известным способом: в порошковых смесях, в жидких средах, окраской.
| Схема циркуляционной установки с использованием тлеющего разряда. |
Применяют жидкофазное алитирование в расплавах на основе алюминия. Для предотвращения разъедания поверхности деталей в алюминиевую ванну добавляют основной металл насыщаемой поверхности. Например, при алитировании сталей добавляют 3 – 4 % Fe.
Преимущества нитроцементации перед цементацией
Процесс нитроцементации – самый безопасный и передовой метод укрепления стали углеродом и азотом. По сравнению с обычным цементированием он имеет ряд преимуществ:
- быстрее происходит поверхностная диффузия;
- нет необходимости в подготовке;
- металл при нитроцементации не подвергается сильному перегреву, и, как следствие, не происходит изменение кристаллической решетки;
- заготовки менее подвержены деформации;
- после прохождения обработки последующее закаливание и отпуск проходят более качественно;
- нитроцементация – самый дешевый способ укрепления стали, поэтому ее повсеместно используют в машиностроении.
Диффузионная металлизация.
Диффузионной металлизация-это процесс диффузионного насыщения поверхностных слоев стали различными металлами. Она может осуществляться в твердых, жидких и газообразных средах.
При диффузионной металлизации в твердых средах применяют порошкообразные смеси, состоящие из ферросплавов с добавлением хлористого аммония в количисве 0,5-5%.
Жидкая диффузионная металлизация осуществляется погружением детали в расплавленный металл (например цинк, алюминий).
При газовом способе насыщения применяют летучие хлористые соединения металлов, образующиеся при взаимодействии хлора с металлами при высоких температурах .
Диффузия металлов в железе идет значительно медленнее, чем углерода и азота, потому что углерод и азот образуют с железом твердые растворы внедрения, а металлы – твердые растворы замещения. Это приводит к тому, что диффузионные слои при металлизации получаются в десятки раз более тонкими.







Поверхностное насыщение стали металлами проводится при температуре 900-1200С.
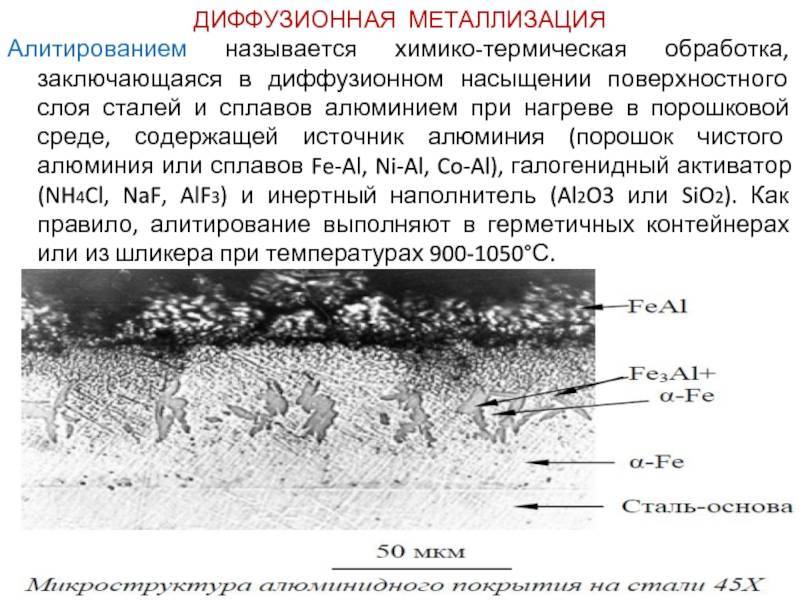
Алитированием называется процесс насыщения поверхности стали алюминием. В результате алитирования сталь приобретает высокую окалиностойкость и коррозионную стойкость в атмосфере и в ряде сред.
При алитировании в порошкообразных смесях чистые детали вместе со смесью упаковывают в железный ящик.
Алитирование в расплавленном алюминии отличается от алитирования в порошкообразных смесях простотой метода, быстрой и более низкой температурой.
Основным недостатком является- налипание алюминия на поверхность детали.
Алитированные стали металлизацией с последующим диффузионным отжигом в несколько раз дешевле, чем в порошках.
Алитированием подвергают трубы, инструмент для литья цветных сплавов, чехлы термопар, детали газогенераторных машин и т.д.
Хромирование проводят для повышения коррозионной стойкости, кислотостойкости, окалиностойкости и т.д. Хромирование средне- и высокоуглеродистых сталей повышает твердость и износостойкость.
Хромирование чаще всего проводят в порошкообразных смесях. Процесс происходит при температуре 1000-1050С.Диффузионный слой, получаемый при хромировании углеродистых сталей, состоит из карбидов хрома. Карбидный слой имеет высокую твердость HV 12000-13000. Толщина хромированного слоя достигает 0,15- 0,20 мм при длительности процесса 6-15ч.Чем больше углерода в стали, тем меньше толщина слоя.
Иногда применяют хромирование в вакууме. Издели засыпают кусочками хрома в стальном или керамическом тигле и помещают в вакуумную печь.
Хромирование применяют для пароводяной арматуры, клапанов, вентилей.
Борированием называется насыщение стали бором. Борирование проводят с целью повышения стойкости против абразивного износа. Толщина борированных слоев не превышает 0,3мм, твердость HV 18000-20000.
Широкое распространение получил метод электролизного борирования в расплавленных солях, содержащих бор. Деталь служит катодом в ванне с расплавленной бурой. Температура процесса 900-950С. Процесс можно вести и без электролиза в ваннах с расплавленными хлористыми солями, в которые добавляют порошкообразный ферробор или карбид бора.
Борированию подвергают втулки грязевых нефтяных насосов, штампы.
Силицированием называется процесс насыщения поверхности стали кремнием. В результате силицирования сталь приобретает высокую коррозионную стойкость в морской воде, в различных кислотах и повышенную износостойкость. Кроме того, силицирование резко повышает окалиностойкость молибдена и некоторых других металлов и сплавов.
Силицированный слой представляет собой твердый раствор кремния в а-железе. Силицированный слой несмотря на низкую твердость (HV 2000-3000) и пористость после пропитки маслом при температуре 170-200С имеет повышенную износостойкость.
Перейти на страницу: 1
Другое по теме
Железобетонные конструкции Техническое задание Разработать проект плоского железобетонного ребристого перекрытия по заданному плану перекрываемого помещения. Проект перекрытия составить в двух вариантах: в монолитном и сборном железобетоне. Состав проекта По варианту в монолитном железобетоне: схему балочной клетки, расчет плиты, …
Стальной вертикальный цилиндрический резервуар емкостью 5000 м3 Нормативные документы периода разработки типового проекта «Стальной вертикальный цилиндрический резервуар емкостью 5000 м3» отражали уровень научно-технических знаний того времени и, естественно, не могли учитывать достижений науки и практики последующих лет, отраженных в строительных нормах и правилах периода возведен …





