

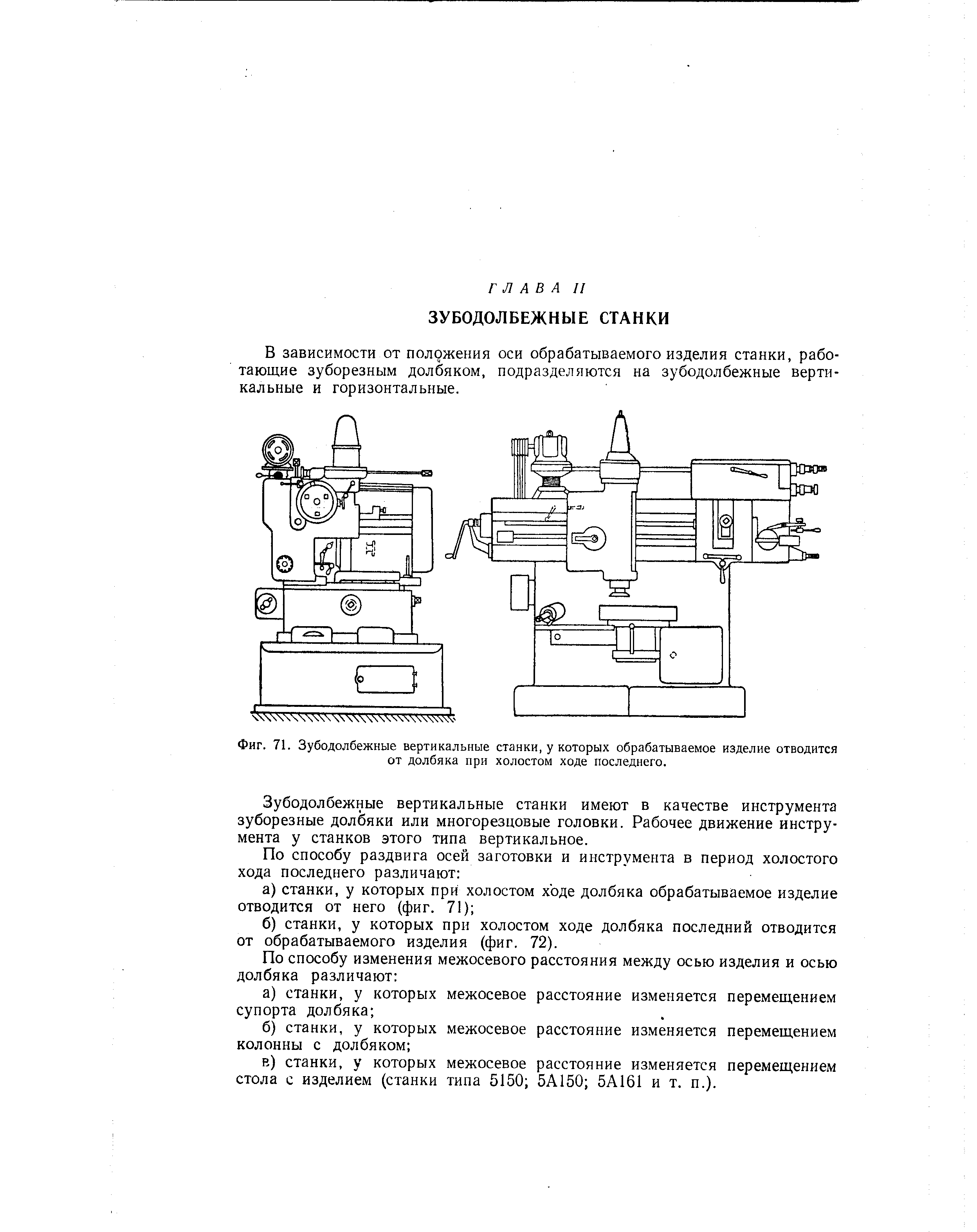
Преимущества зубодолбёжных станков
Для единичного и нерегулярного выпуска зубчатых колёс обычно используются фрезерные станки, а иногда задействуются токарные – после некоторого переоснащения. Однако применение этой металлообрабатывающей техники оказывается экономически нецелесообразным при средне- и крупносерийном производстве зубчатых колёс. Здесь себя лучше показывают именно долбёжные станки. В повышенном КПД и состоит ключевое достоинство этих машин.
В перечень прочих преимуществ зубодолбёжного оборудования можно включить следующие.
- Простота конструкции.
- Упрощённая переналадка.
- Высокая производительность.
- Точность металлообработки.
Важным достоинством долбёжных станков является небольшая стоимость. Узкая специализация этих машин снижает их цену примерно на 10-15% в сравнении с универсальной металлообрабатывающей техникой.
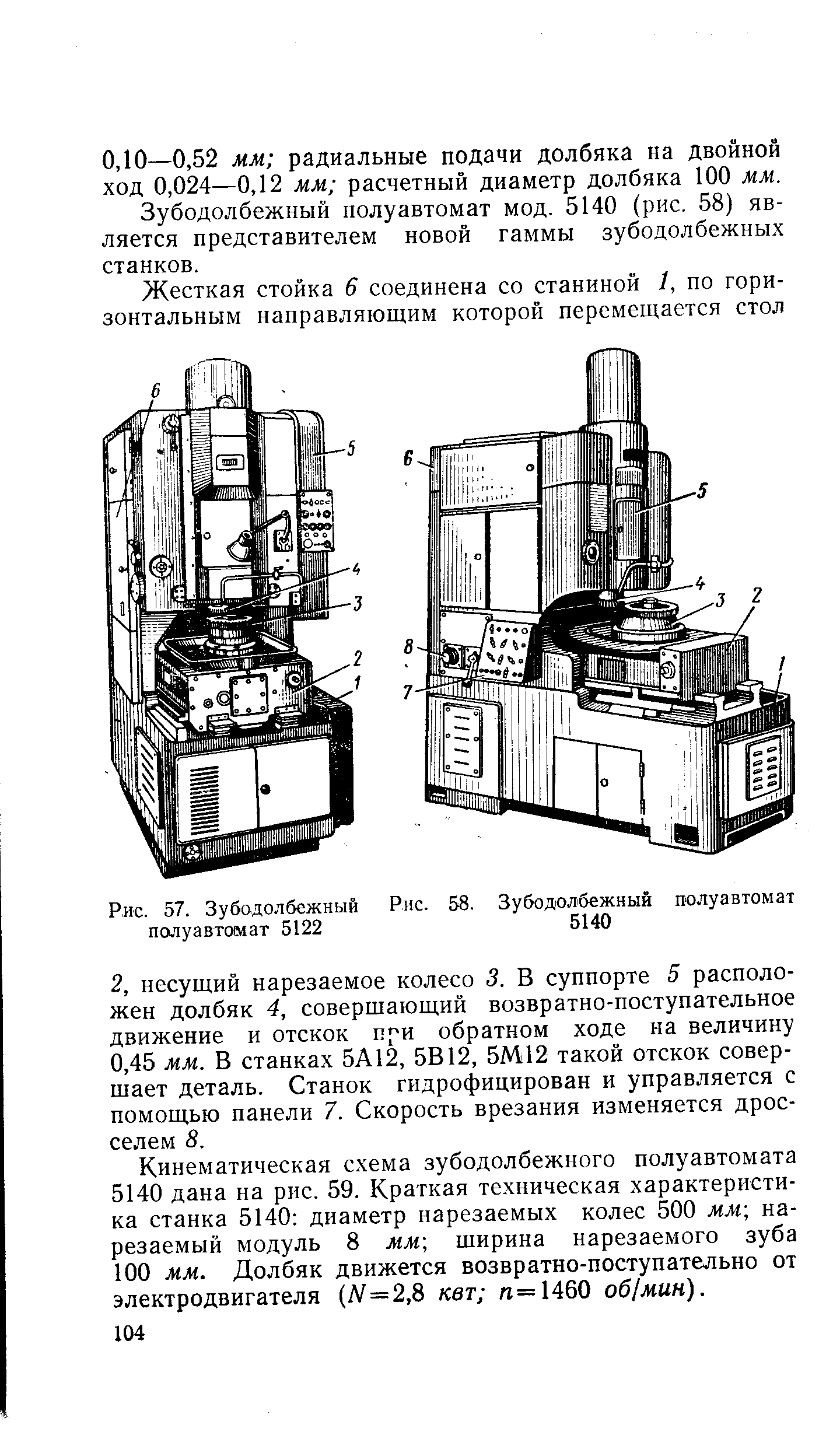
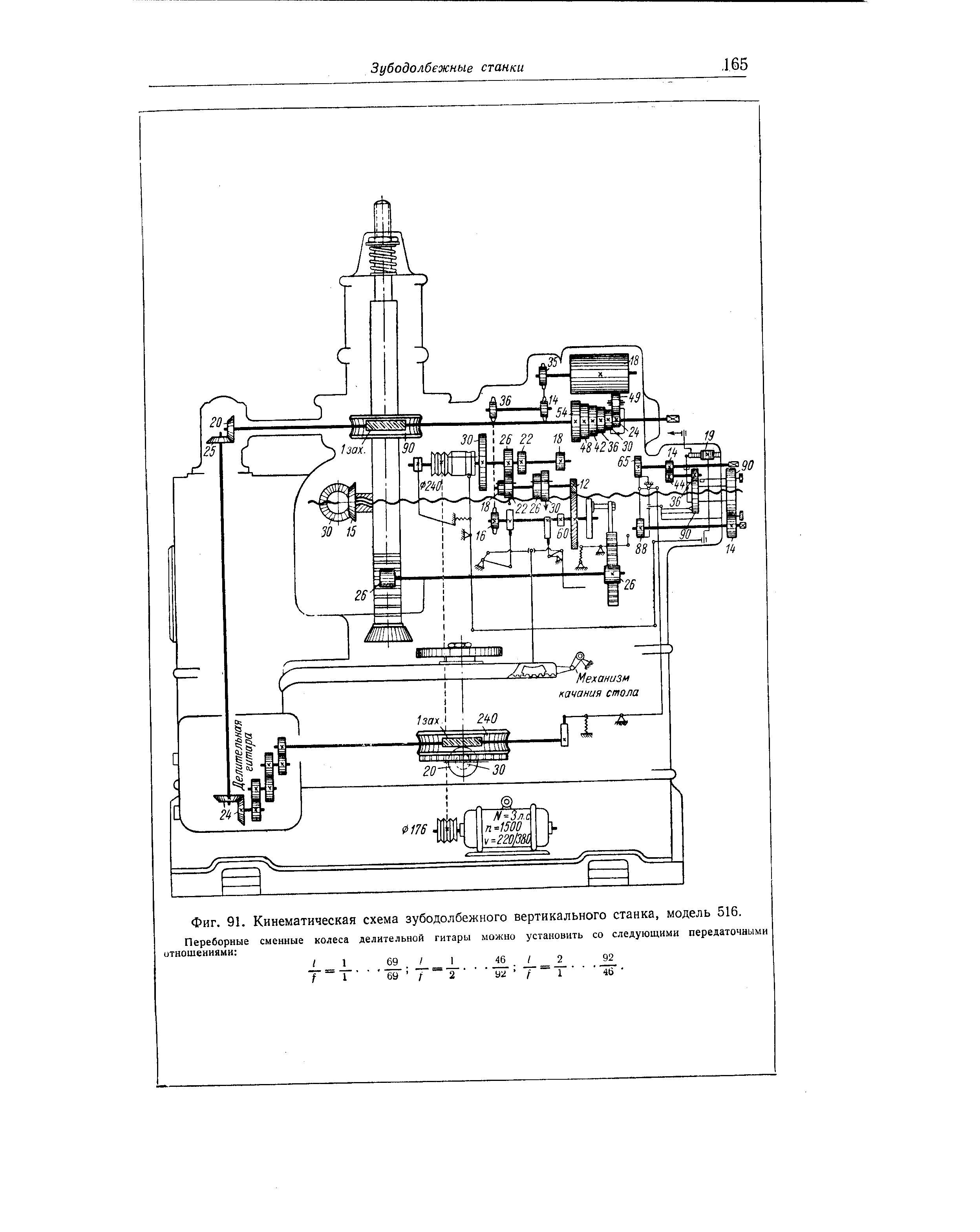
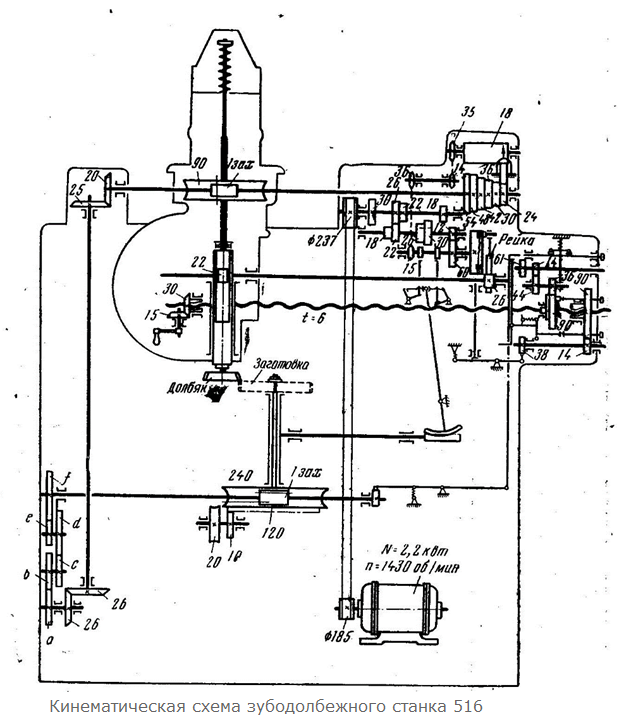
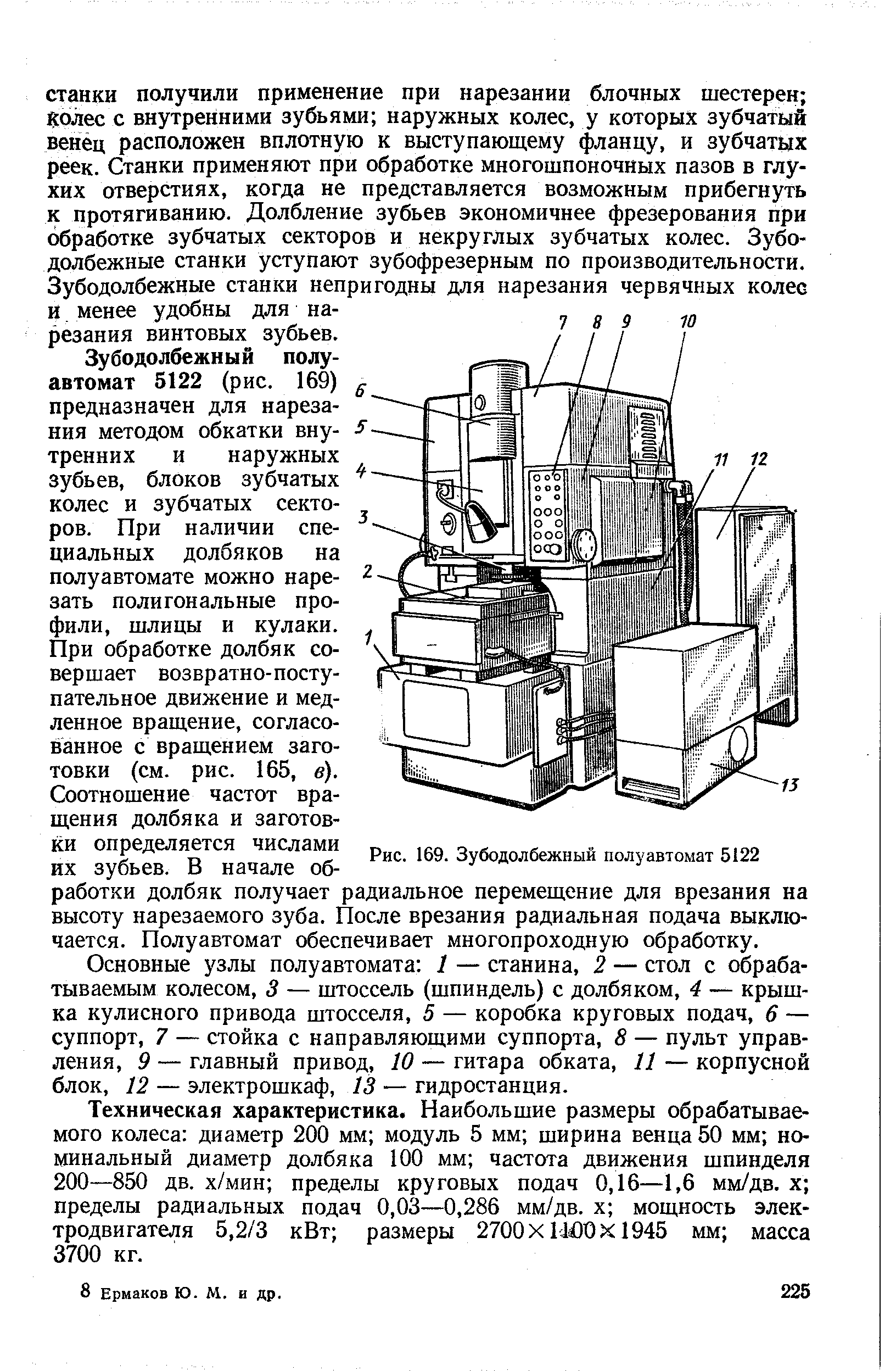
5М161 Станок вертикальный зубодолбежный универсальный полуавтомат. Назначение и область применения
Зубодолбежный станок 5М161 заменил в производстве модель 5В161. Разработчик станка — Егорьевский станкостроительный завод «Комсомолец».
Универсальный зубодолбежный станок полуавтомат 5М161 предназначен для нарезания зубьев на цилиндрических шестернях внутреннего и наружного зацепления диаметром до 800 мм и модулем до 12 мм как с открытыми, так и закрытыми венцами (блок-шестерни) в условиях единичного и серийного производства.
Особенности конструкции и принцип работы станка
Нарезаемое колесо крепится на горизонтальной планшайбе стола станка 5М161 при помощи специального приспособления. Для выверки биения заготовки планшайба может вращаться ускоренно от отдельного привода. Стол может перемещаться по горизонтальным направляющим станины; ускоренно от отдельного привода для ориентировочной установки в исходное положение; замедленно от руки для точной установки в исходное положение и для врезания долбяка в заготовку; механически (радиальная подача) для врезания долбяка в заготовку на заданную глубину.
Зубодолбежный станок 5М161 работает по замкнутому автоматическому циклу, причем после пуска станка начинается одновременное движение долбяка, обкат и радиальная подача. По достижении долбяком заданной глубины процесс врезания автоматически прекращается, после чего планшайба стола делает один полный оборот.
Станок 5М161 может работать как по однопроходному, так и по двухпроходному циклу, причем в зависимости от настройки станка во время перехода на второй проход скорость резания и подача могут изменяться автоматически, что значительно повышает производительность станка, стойкость инструмента и точность нарезания.
На станке 5М161 можно нарезать косозубые колеса при помощи специально изготовляемого приспособления, которое монтируется на суппорте станка.
Обработка зубьев производится зуборезным долбяком, закрепленным на шпинделе, совершающим возвратно-поступательное движение, одновременно обкатываясь с нарезаемым колесом, как пара колес, находящихся в зацеплении.
Полуавтомат работает по следующему циклу:
- ускоренный подвод заготовки в зону резания;
- обработка зубьев за 1—2—3 прохода с автоматической сменой режимов после каждого прохода;
- вывод долбяка в верхнее положение;
- ускоренный отвод стола в исходное положение.
Для повышения стойкости долбяка и равномерного износа делительных пар предусмотрен реверс круговой подачи, который производится после каждой нарезанной шестерни.
Во время обката происходит гидравлический зажим салазок, что повышает жесткость полуавтомата.
При установке на суппорте специальных винтовых направляющих, изготавливаемых по техническому заданию заказчика, полуавтомат может обрабатывать косозубые колеса. По согласованию с заказчиком полуавтомат может комплектоваться приспособлением с гидравлическим закреплением деталей, подъемником для установки крупногабаритных деталей.
Нарезаемое колесо крепится на горизонтальной планшайбе стола станка при помощи специального приспособления. Для выверки биения заготовки планшайба может вращаться ускоренно от отдельного привода. Стол может перемещаться по горизонтальным направляющим станины; ускоренно от отдельного привода для ориентировочной установки в исходное положение; замедленно от руки для точной установки в исходное положение и для врезания долбяка в заготовку; механически (радиальная подача) для врезания долбяка в заготовку на заданную глубину.
Станок 5М161 работает по замкнутому автоматическому циклу, причем после пуска станка начинается одновременное движение долбяка, обкат и радиальная подача. По достижении долбяком заданной глубины процесс врезания автоматически прекращается, после чего планшайба стола делает один полный оборот.
Станок может работать как по однопроходному, так и по двухпроходному циклу, причем в зависимости от настройки станка во время перехода на второй проход скорость резания и подача могут изменяться автоматически, что значительно повышает производительность станка, стойкость инструмента и точность нарезания.
При установке на суппорте специальных винтовых направляющих, изготовляемых по техническому заданию заказчика, полуавтомат может обрабатывать косозубые колеса. По согласованию с заказчиком полуавтомат может комплектоваться приспособлением для закрепления детали подъемником для установки крупных деталей.
Класс точности полуавтомата — Н по ГОСТ 8—82Е. Шероховатость обработанной поверхности три чистовом проходе Ra 1,6 мкм.
Категория качества — высшая.
При надлежащем уходе и регулировке станок обеспечивает нарезание зубчатых колес по ГОСТ 1643—72 не ниже 7-й степени точности.
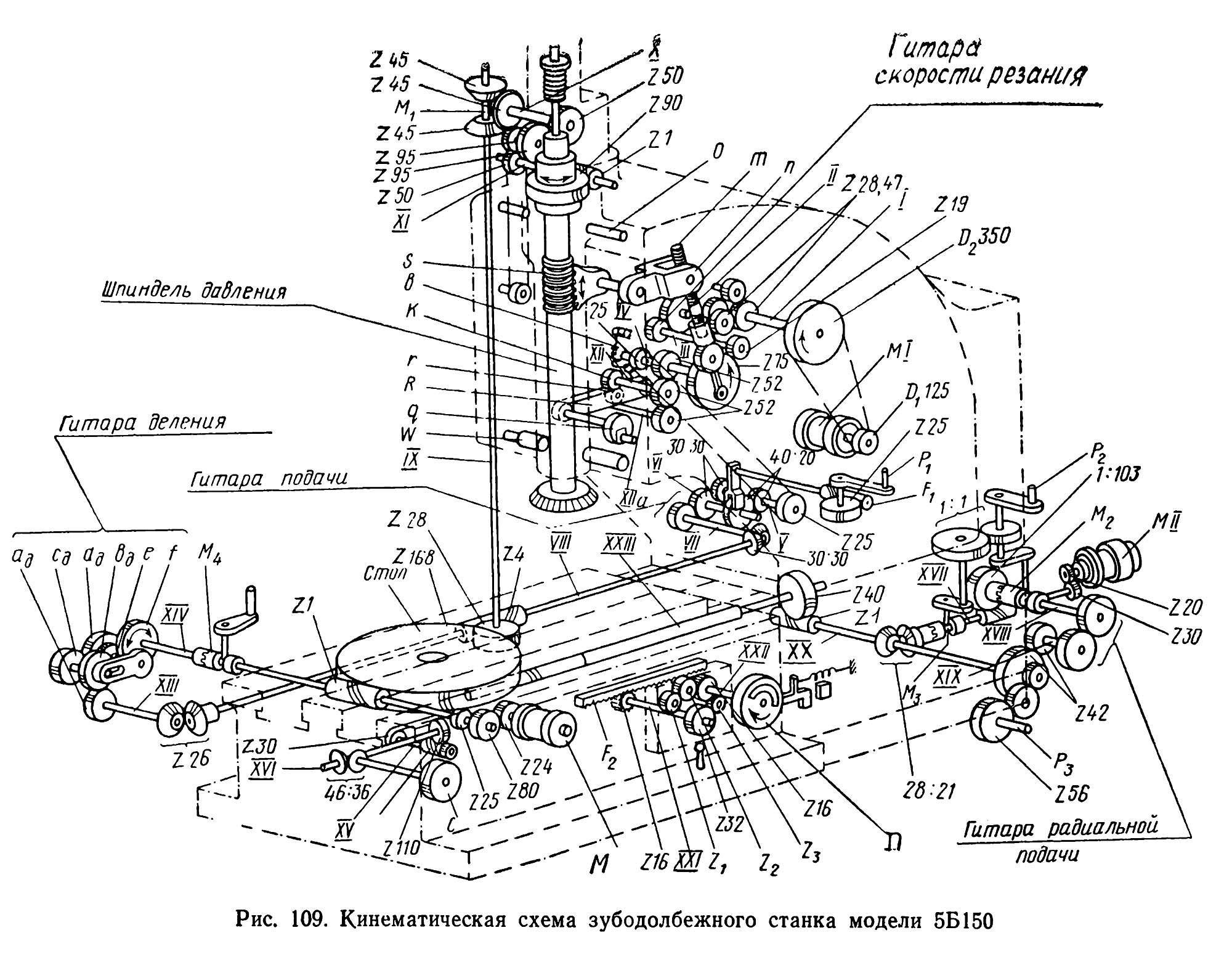
Зубодолбежный станок 5В150
Этот универсальный агрегат предназначен для нарезки зубцов на цилиндрических шестеренках различного зацепления диаметром до 80 см и модулем не более 12 мм. Рабочий процесс производится долбящим инструментом из быстрорежущей стали. Он находится в вертикальном положении и совершает поступательно-возвратные движения с синхронной обкаткой обрабатываемой заготовки.
Нарезаемая деталь фиксируется на горизонтальной планшайбе при помощи специального крепления. Для контроля биения изделия элемент может вращаться в ускоренном режиме, независимо от стола, который может передвигаться по горизонтальным направляющим частям остова.
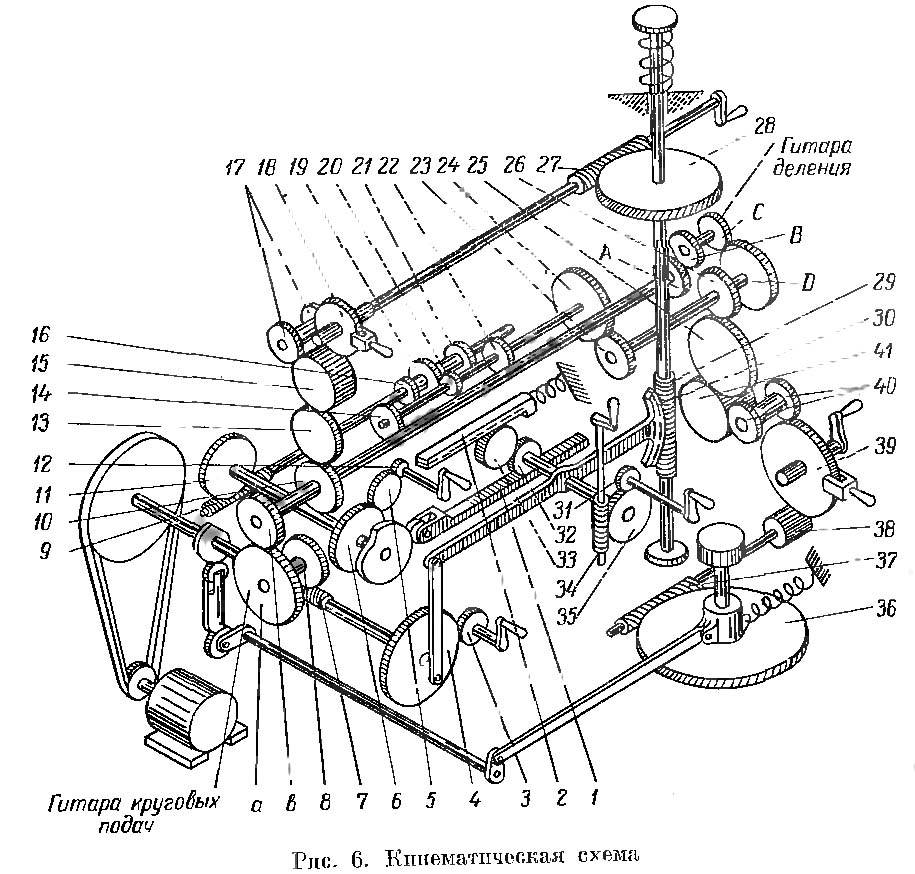
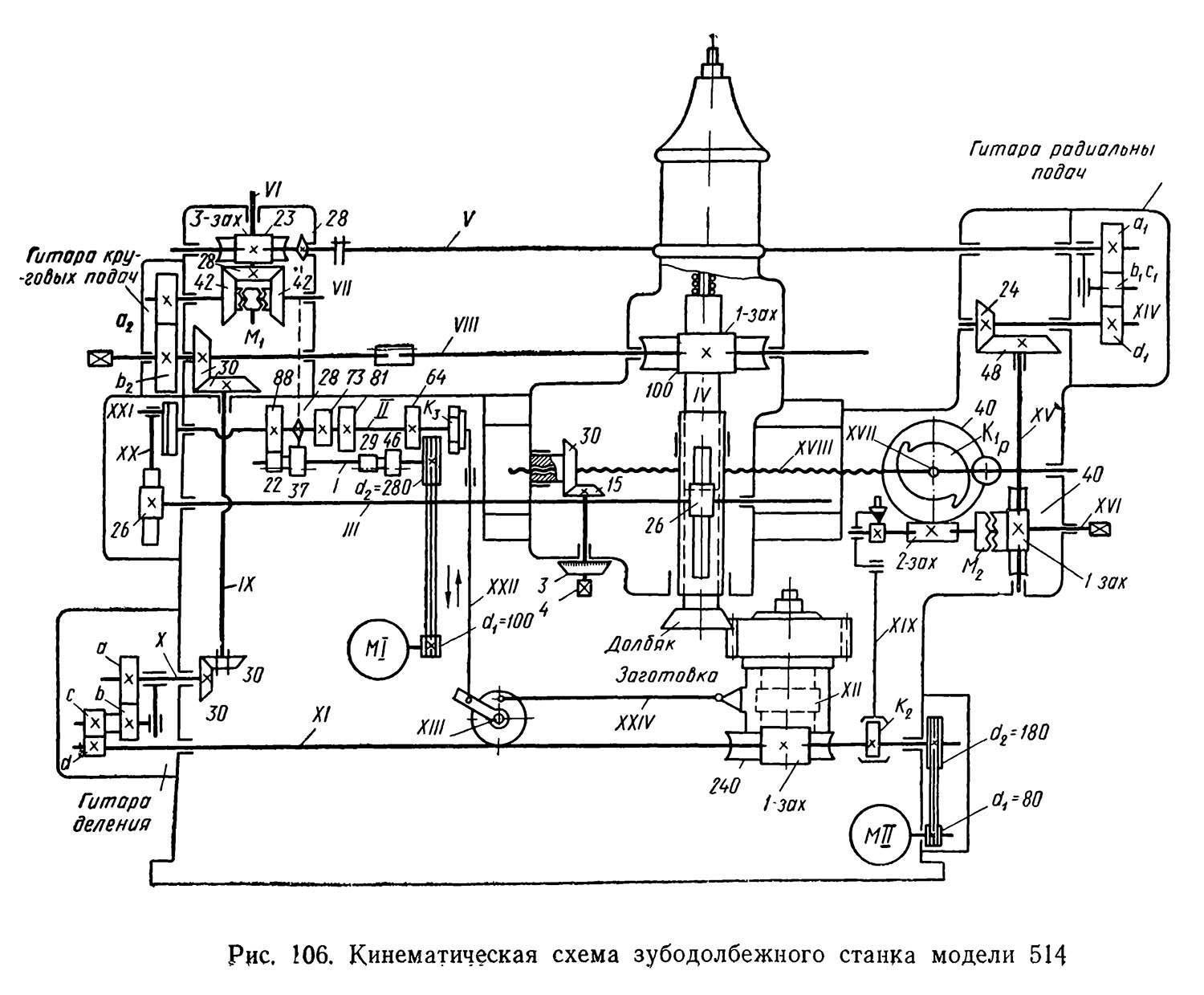
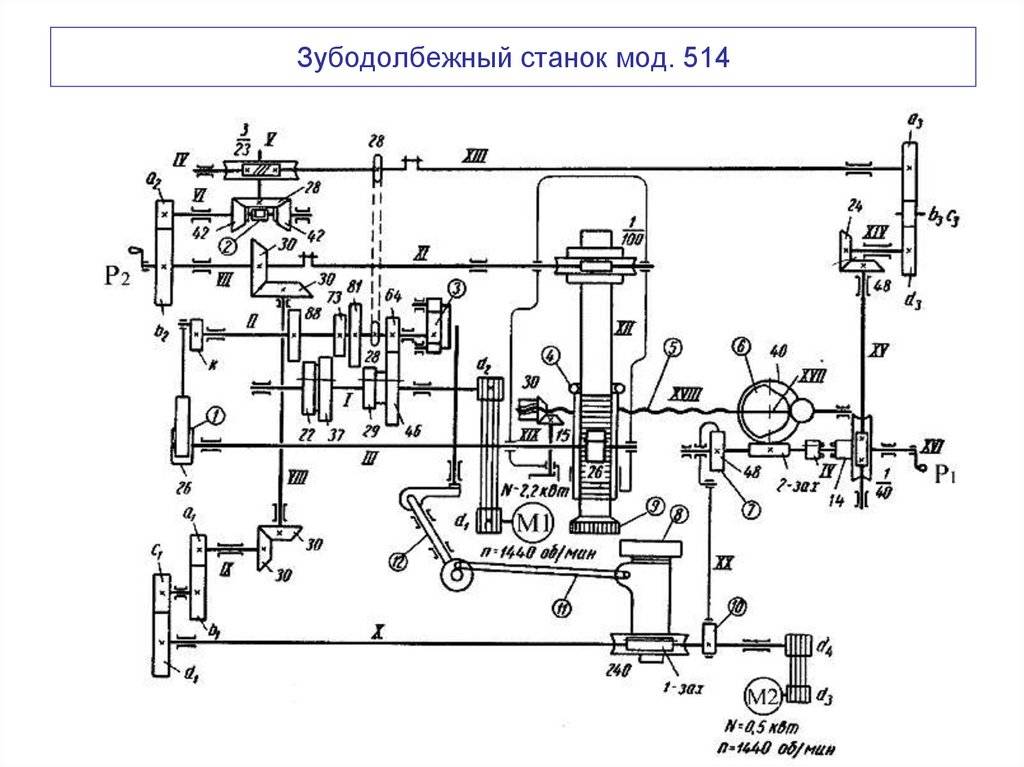
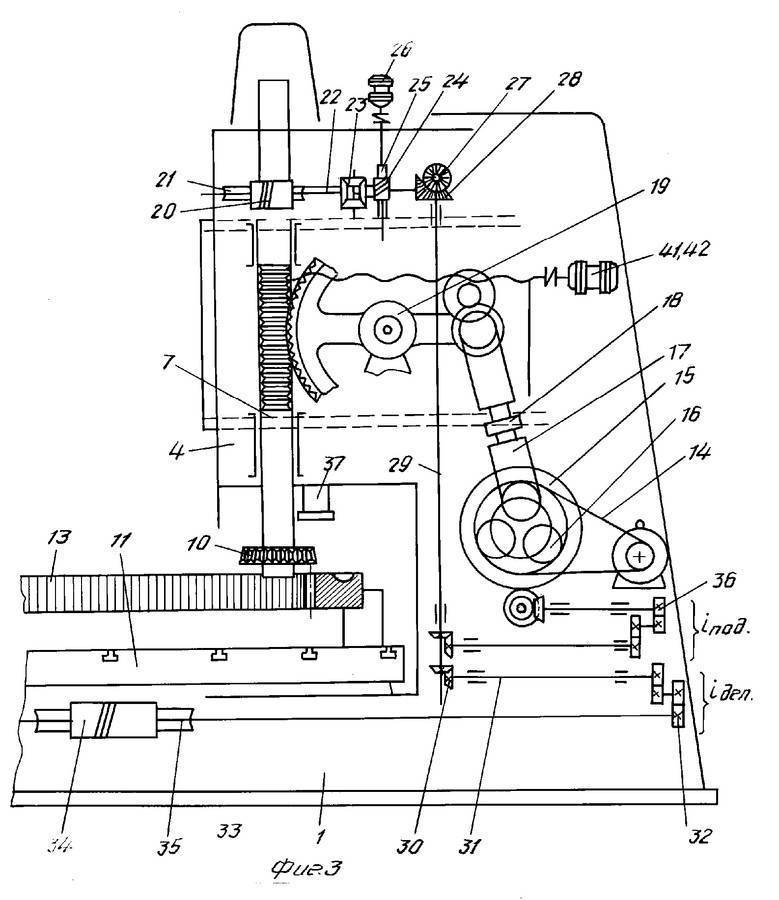
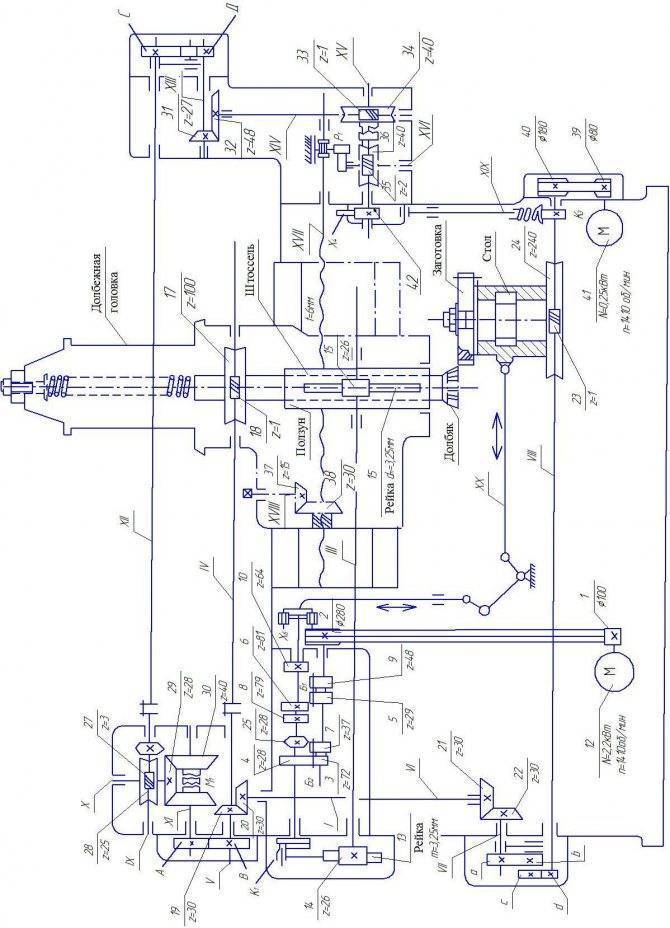
Механизм осуществления автоматического цикла зубодолбежного станка 514
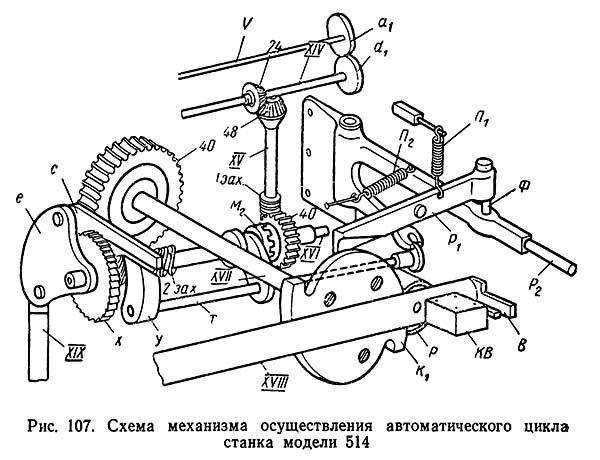
Схема механизма автоматического цикла зубодолбежного станка 514
Назначение механизма автоматического цикла
Назначение этого механизма состоит в том, что он управляет механизмом врезания зубьев долбяка в тело нарезаемого колеса на установленную глубину врезания. По достижении требуемой глубины врезания автоматически выключается радиальная подача и включается счетное устройство, контролирующее число полных оборотов шпинделя. Кроме того, механизм после установленного числа оборотов стола автоматически отводит долбяк от заготовки и выключает станок.
Кулачок К1 в процессе нарезания зубьев перемещает вправо ролик Р (рис. 107), соединенный с ним винт XVIII и суппорт и устанавливает долбяк последовательно в соответствующие для нарезания положения. Вращение кулачка К1 производится от двух механизмов: механизма радиальной подачи и счетного механизма.
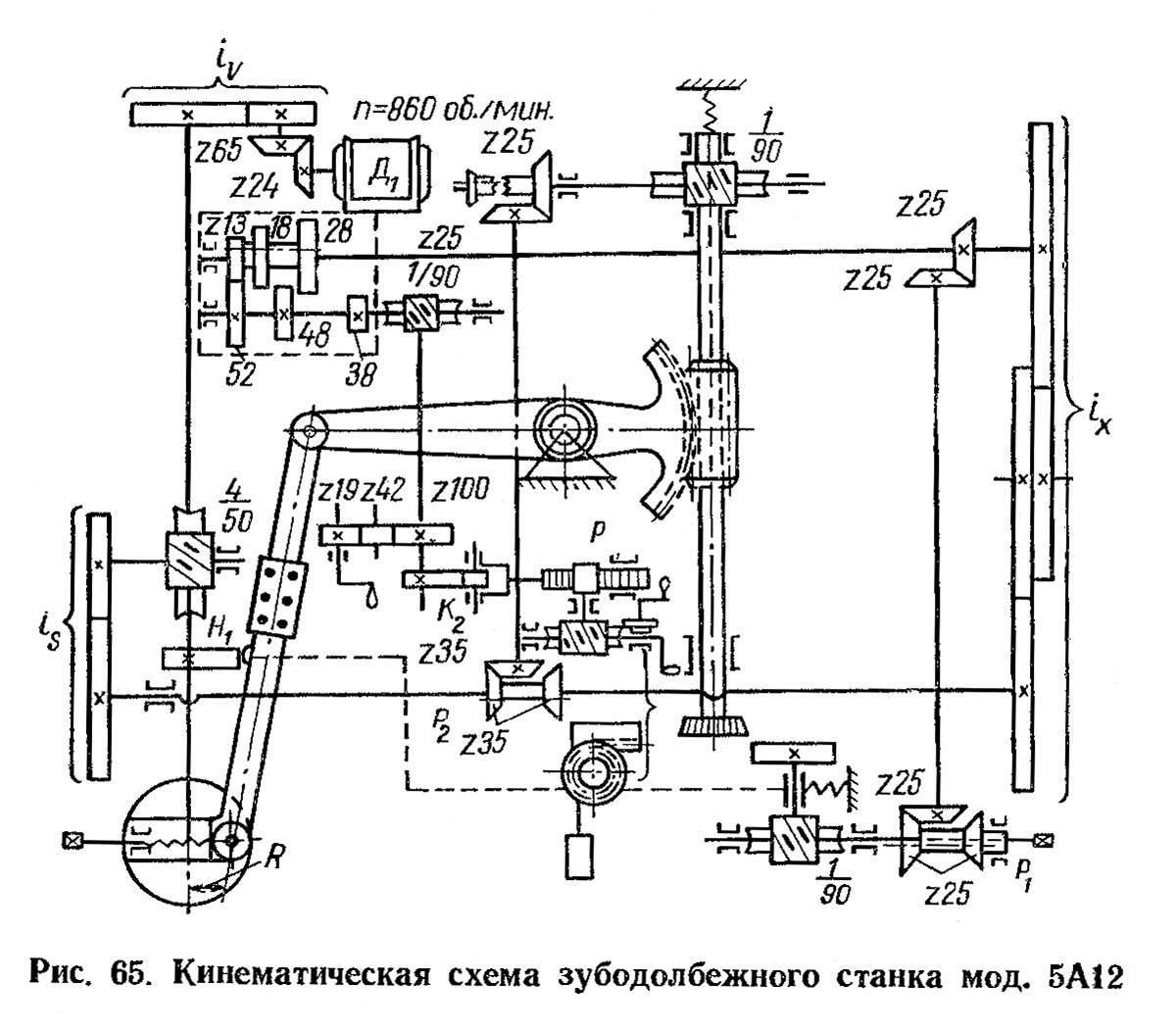
Действие механизма радиальной подачи было описано выше. Включение механизма производится поворотом рычага Р2 вправо и рычаг закрепляется фиксатором Ф. Во время поворота рычага Р2 его вилка через тягу Т включит муфту М2 (сцепив червячное колесо 40 с валом XVI). Одновременно тяга Т сместит упор У, который приподнимет собачку С, расцепив ее с храповым колесом X.
Левый конец рычага P1 под действием пружины П1 будет опираться на выступ кулачка К1, расположенный на задней его стороне. При своем вращении кулачок К1 отодвигает вправо ролик Р и соединенный с ним винт XVIII, и, таким образом, происходит врезание долбяка в заготовку. До начала врезания долбяк подводится вручную рукояткой 4 (см. рис. 105) в соприкосновение с поверхностью заготовки. В момент окончания врезания левый конец фиксаторного рычага Р1 (см. рис. 106) соскальзывает с выступа, имеющегося на обратной стороне кулачка К1, а пружина П1 поднимает правый его конец с фиксатором и рычаг Р1 освобождается. Последний под действием пружины П2 поворачивается влево и тягой Т выключает муфту М2, отводит упор У, освободив при этом собачку С, которая под влиянием собственного веса опускается и сцепляется с храповиком X. Кулачок К1 теперь уже приводится в движение валом XI, на котором сидит червяк, вращающий стол XII с заготовкой.
На этом же валу (см. рис. 106) эксцентрично насажен кулачок К2, сообщающий качательное движение через тягу XIX сектору е (рис. 107) с укрепленной на нем собачкой С. При этом за каждый двойной ход собачка захватывает один зуб храпового колеса X. Ролик Р в это время будет катиться по цилиндрической части кулачка К1 и поэтому радиальной подачи не будет.
С момента окончания врезания долбяка на полную высоту зуба начинается процесс обработки заготовки колеса, который продолжается в течение одного оборота стола с заготовкой. Когда цикл обработки заканчивается, ролик Р попадает во впадину кулачка К1. Винт XVIII вместе с суппортом под действием пружины отойдет влево, выведя долбяк из зацепления с нарезанным колесом. Одновременно упор В нажимает на конечный выключатель KB и останавливает станок.
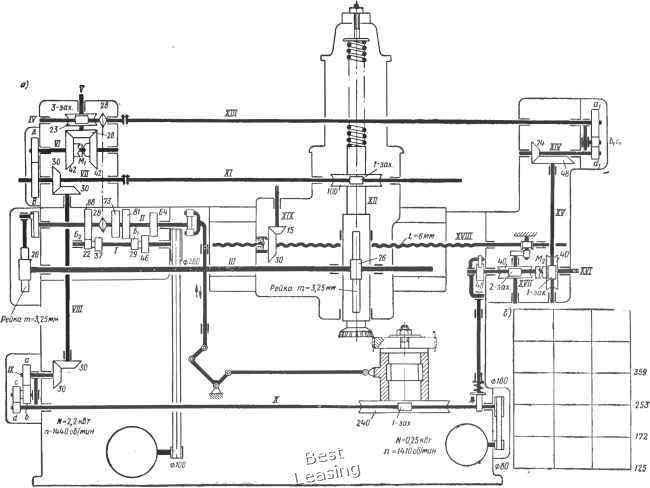
Быстрое установочное вращение стола передается от отдельного электродвигателя МП (N = 0,5 кВт, п= 1440 об/мин) через ременную передачу 80—180 на вал XI и делительную червячную передачу 1—240 стола (см. рис. 106).
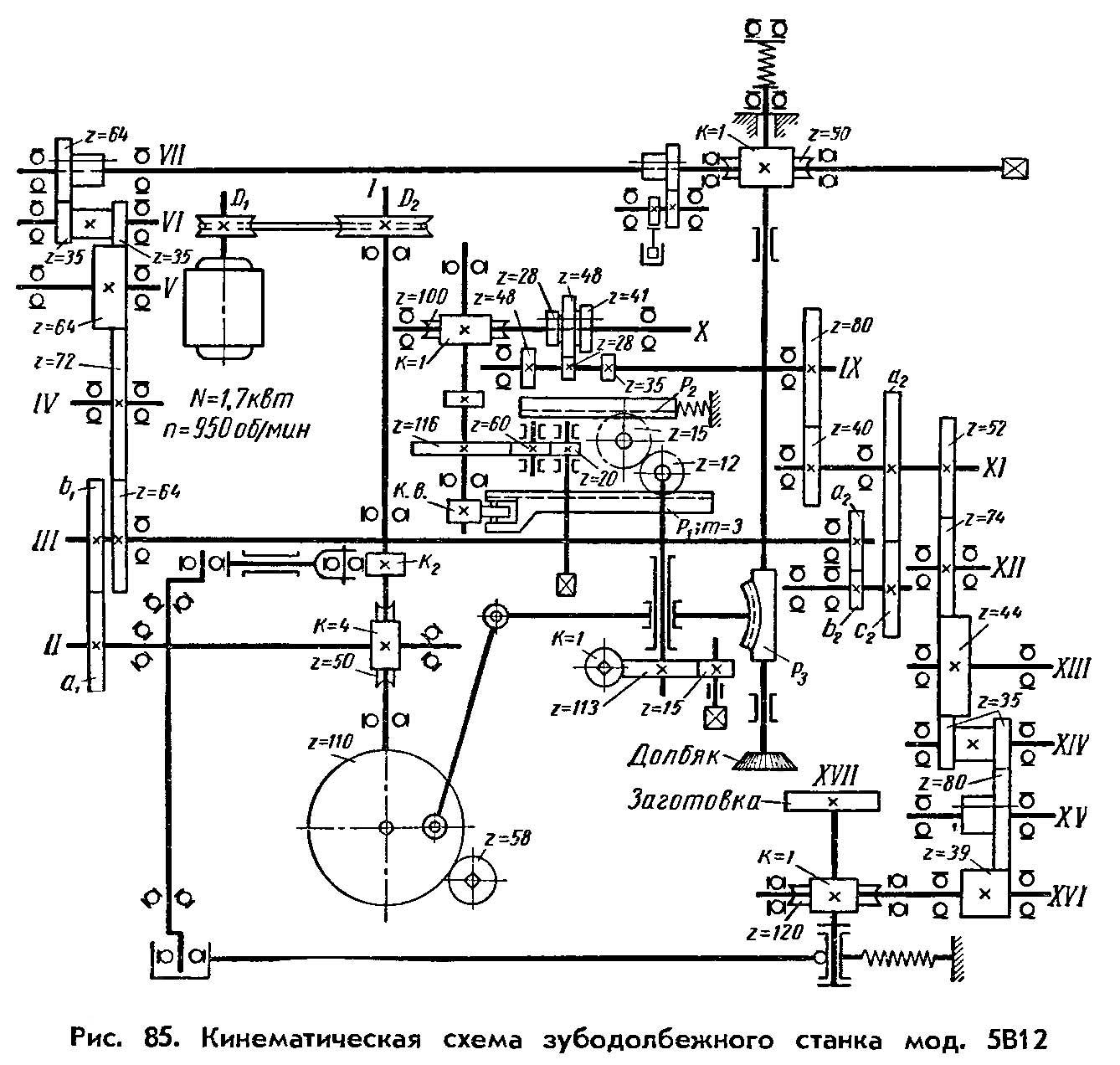
Конструкция зубодолбежного полуавтомата 5В12
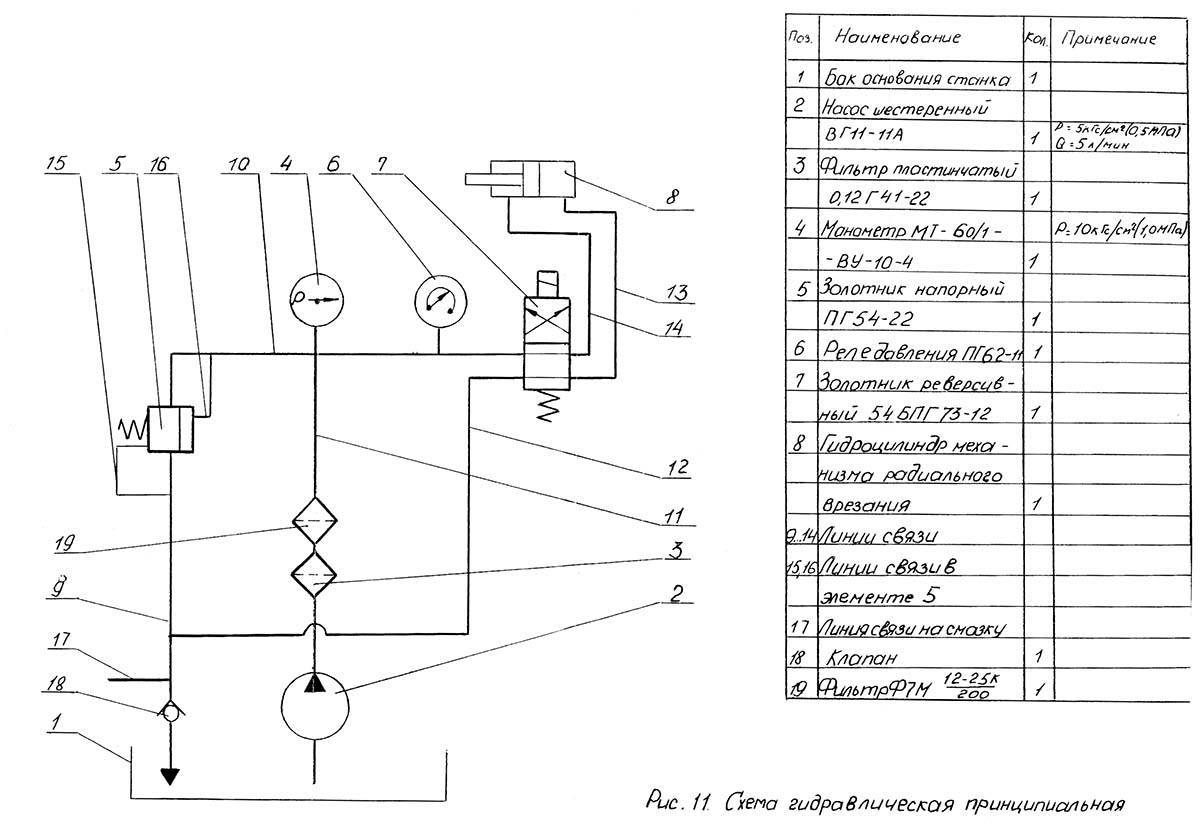
Станок имеет вертикальную компоновку и крепится на нижней станине, представляющей собой жесткую тумбу, в которой смонтированы: электродвигатель главного движения АОЛ42-6 мощностью 1,7 кВт и числом оборотов в минуту 950, электродвигатель АОЛ31-4 мощностью 0.6 кВт и числом оборотов в минуту 1410, насос гидросистемы, пластинчатый фильтр, напорный золотник, Г54-13, реверсивный золотник с ручным управлением Г74-12, клапан предохранительный (разгрузочный) А85-13 и реле давления Г62-21.
Кроме того в отдельной нише нижней станины, которая изолирована от попадания пыли, грязи, а также масла и охлаждающей жидкости смонтировано электрооборудование, а на. отдельной плите — электронасос охлаждения ПA-22, производительностью 22 л в минуту.
В нижней станине предусмотрены резервуары для масла и охлаждающей жидкости гидросистемы.
Средняя станина крепится к нижней станине болтами. В средней станине смонтированы: стол, механизмы реверсирования, качания и регулирования величины отвода стола при холостом ходе режущего инструмента.
Стол устанавливается на скалках; и нем смонтированы шпиндель, червячное колесо и червяк.
Верхняя станина крепится к средней станине. В верхней станине смонтированы: главный вал кривошипно-шатунного механизма, механизмы радиальных и круговых подач, механизм реверсирования суппорта, механизм деления, механизм ручного поворота кулаков, механизм отката суппорта, конечный выключатель, кронштейн местного освещения и панель управления станком.
Суппорт смонтирован на направляющих верхней станины. В корпусе суппорта имеется штоссель, червячное колесо и червяк делительной пары суппорта, подвижная и неподвижная направляющие штосселя, механизм перемещения и установки суппорта, коромысло с сектором и масляный насос.
Особенностью станка является короткая кинематическая цепь обкатки, достигнутая благодаря отсутствию вертикальных валов и конических колес. Отсутствие вертикальных валов позволяет легко переналадить станок на обработку удлиненных шестерен-валиков, для чего устанавливают прокладки между верхней и нижней станинами.
Станок позволяет нарезать удлиненные рейки. На станке может быть установлен гидрозажим изделия. Обслуживание станка удобно и не требует много времени на переналадку. Применяются механизмы реверсирования и переключения кулаков.
Все эти особенности резко сокращают время, связанное с переналадкой станка, а использование гидрозажима значительно сокращает потери времени на зажим заготовки.
Нижняя станина станка
Главный электродвигатель крепится на регулируемой плите. Плита имеет винтовое устройство для натяжения ремней. Для переброски ремней с одних ручьев шкива на другие применено эксцентриковое устройство с фиксатором.
Средняя станина станка
Механизм качания стола в средней станине имеет укороченную кинематическую цепь и весьма жесткую рычажную систему, что обеспечивает долговечность работы этого механизма и четкость отвода стола при холостом ходе инструмента..
В отличие от других станков данного типоразмера в станке 5В12 пружина, отводящая стол, поставлена в конечном звене. Это обеспечивает выборку люфтов в соединениях звеньев механизма качания, устраняет ударную нагрузку и вибрации и тем самым способствует долговечности работы станка.
Стол имеет жесткое крепление червяка делительной пары. Все трущиеся поверхности стола, обильно смазываются маслом, которое поступает от насоса.
Верхняя станина станка
В кинематике верхней станины отсутствуют вертикальные валы и конические колеса, что позволяет без разборки узлов переналадить станок для спецработ: нарезания зубьев на удлиненных валиках, нарезания блоков шестерен, нарезания внутреннего зуба при большой длине заготовки и т. п.
Переналадка станка осуществляется за счет применения прикладки между средней и верхней станинами и установки удлиненного толкателя механизма качания стола.
Верхняя станина имеет механизм реверсирования суппорта. Направление вращения штосселя меняется путем переключения рукоятки.
Часть детален этого механизма унифицирована и взаимозаменяема с деталями механизма реверсирования стола.
На верхней станине монтируется реечное устройство для отката суппорта, которое заменяет груз, установленный на станках данного типоразмера. Оно даст возможность избегать вибрации станка при откате суппорта.
Суппорт
На корпусе суппорта установлен плунжерный насос, который получает движения от эксцентрика. Все механизмы суппорта смазываютгя от насоса.
Подача смазывающей жидкости
Рассматриваемый метод производства характеризуется повышенным износом режущего инструмента. Для достижения высокой скорости обработки увеличивается скорость и величина хода долбяка. Подобный метод увеличения производительности становится причиной:
- Быстрого износа режущего инструмента. За счет повышения температуры материала режущей кромки повышается показатель пластичности и уменьшается сопротивление трению. Поэтому решением проблемы становится использование режущего инструмента с высокопрочным сплавом.
- Изменение эксплуатационных качеств материала заготовки. Из-за повышения температуры в зоне резания он начинает пригорать, что приводит к появлению заусеницей. Кроме этого изменяются основные характеристики получаемых зубчатых колес. В определенных случаях это может привести к браку, из-за которого изделие не сможет использоваться.
- При неправильном выборе режимов обработки страдает и само оборудование. Следует учитывать, что производитель указывает максимальное значение нагрузки, которая может возникать на момент обкатки заготовки.
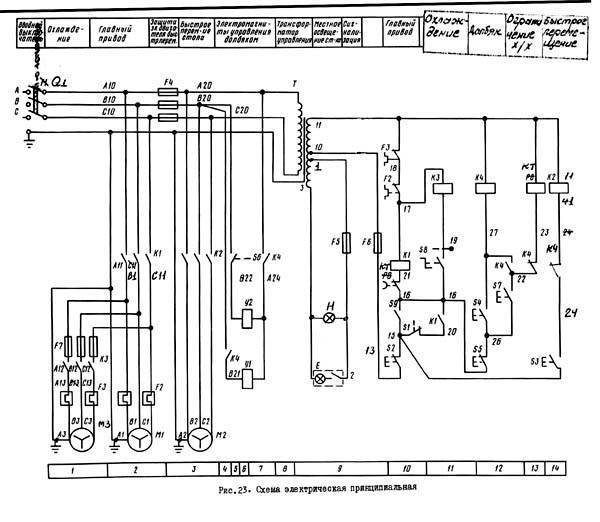
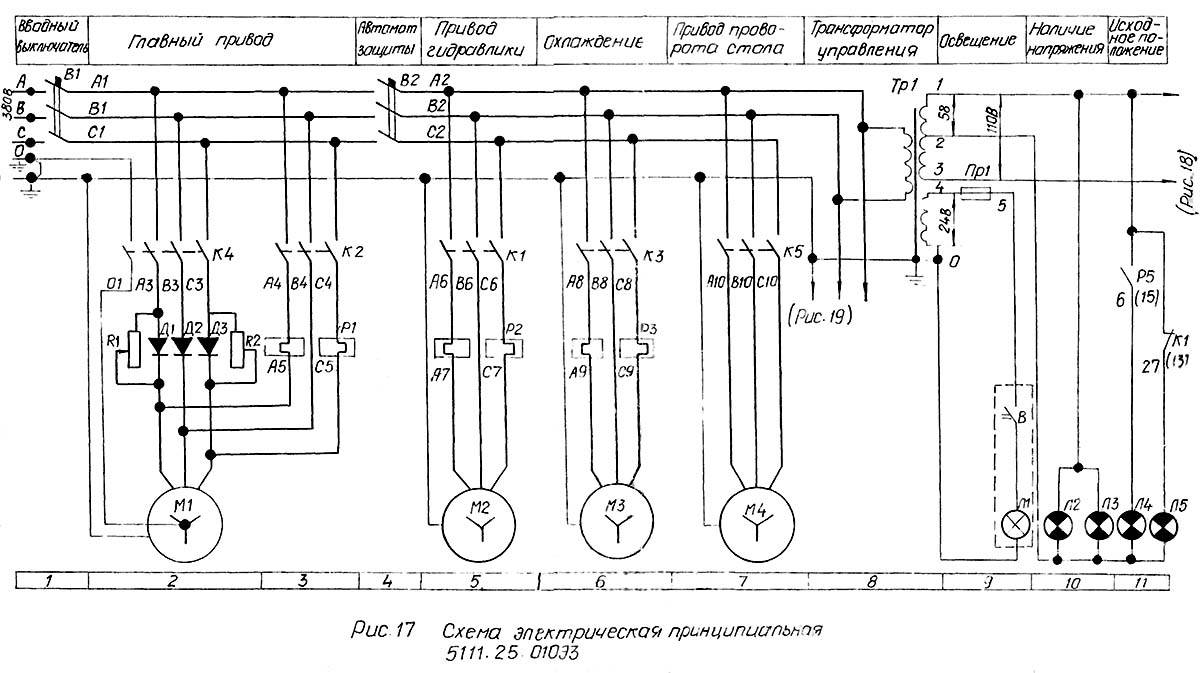
Станки зубодолбежные классического вида имеют систему подачи смазывающей жидкости. Электросхема зачастую представлена отдельным мотором, который создает давление в системе подачи смазывающей жидкости. Она подается в зону резания, что снижает силу трения и температуру поверхности.
В качестве смазки могут использоваться самые различные масла, а также эмульсионная жидкость. Из-за обильной смазки изделие после обработки также остается покрытым смазкой. Конечно, в большинстве случаев оно будет эксплуатироваться также при подаче масла, но все же этот момент усложняет транспортировку, погрузку и разгрузку, а также процесс установки. Поэтому в некоторых случаях подобный метод охлаждения зоны резания не подходит. В заключение отметим, что рассматриваемый тип станков относится к отдельной группе узкоспециализированного оборудования. Встречается оно чаще всего в машиностроительной отрасли производства, так как именно в транспортных средствах довольно много различных шестерен и цепных, ременных передач. Большинство моделей имеет большие размеры и вес, что определяет особые требования к подготовке основания.
Особенности оборудования
Долбежный станок по металлу своими руками можно создать только после рассмотрения особенностей конструкции. Схема долбежного станка, как профессионального, так и самодельного идентична. При этом выделим следующие основные узлы:
- Основой практически любого станка становится станина. Она необходима в качестве основы для закрепления всех узлов, их правильного позиционирования относительно друг друга. При производстве станины может использоваться сталь, достаточно часто конструкция сваривается из отдельных элементов, но есть и раскладывающиеся варианты исполнения.
- Для долбления используется инструмент, имеющий острые зубья. Его называют долбяком. Его размеры, профиль и многие другие моменты определяют возможность использования в том или ином случае обработки.
- Коробка передач устанавливается на модели долбёжного станка, который имеет широкую область применения. Передача необходима для изменения показателей обработки заготовки.
- Рабочий стол можно назвать также одним из важных элементов конструкции. На столе проводится крепление заготовки. Главное при изготовлении, когда создается самодельный долбежный станок по металлу, правильно позиционировать рабочий стол относительно режущего инструмента.
- Стоит учитывать тот момент, что схема долбежного станка может существенно отличаться в зависимости от типа установленного привода: механический, электрический, гидравлический. Часто гидравлический привод устанавливается на станки, которые считаются профессиональным оборудованием. Своими руками произвести гидравлический привод практически не возможно. Модель, которая создается своими руками, достаточно часто имеет механический привод.
- Рассматривая долбежный станок основные узлы следует учитывать тот момент, что конструкция может иметь охладительную систему. Обработка металла может привести в нагреву режущего инструмента и заготовки.
Несмотря на то что в продаже есть достаточно много различных моделей станков, многие из них имеют схожую конструкцию.
Ручная модель станка
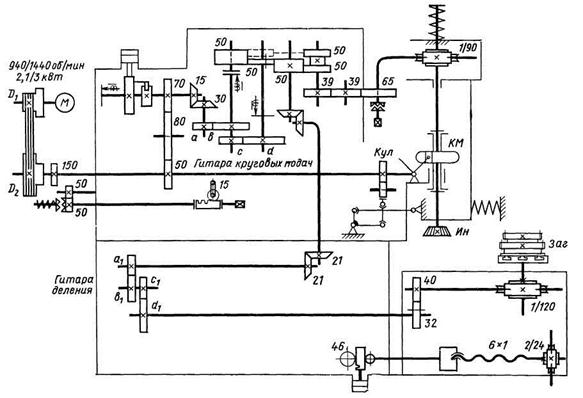
Цепь деления и обкатки.
Эта цепь связывает вращенин заготовки и долбяка. При повороте долбяка на 1 оборот заготовка должна повернуться на оборотов. Расчетные перемещения:
Вращение осуществляется по следующей цепи: долбяк, штоссель XII, червячная передача вал XI, VII, передача вал VIII, передача вал IX, гитара деления и обкатки вал X, червячная передача стол, заготовка.
Уравнение кинематического баланса цепи
Откуда формула настройки гитары деления
Станок 514 снабжен набором смежных колес гитары деления и обкатки, данные по которым даны в приложении . Для облегчения подбора сменных колес число зубьев долбяка, т.е. 1 : 1 или 2 : 1, или c = zд ; c = 2zд .
???
Виды станков
Существует множество зубофрезерных станков, которые отличаются друг от друга по незначительным признакам. В нашей статье для примера будут использоваться модели 5К32 и 5К32А. Из названия можно понять, что эти модели имеют огромное сходство.
Область применения
- Фрезеровка колес цилиндрической и зубчатой формы.
- Обработка червячных изделий, с помощью передвижного радиального винта.
- Используются на малых и средних предприятиях. Подходит как для домашней мастерской, так и для небольших и средних цехов.
Метод обработки
В основе обработки лежит метод обката. С его помощью нарезают колеса зубчатой формы. Используются различные методы зубофрезерования – встречный и попутный. Подача также осуществляется по-разному: стандартными методами и по диагонали.
Область применения
- Фрезеровка колес цилиндрической и зубчатой формы.
- Обработка червячных изделий, с помощью передвижного радиального винта.
Основное отличие от своего родственника 5К32 – узкая направленность. Если первая модель отлично подходит для малых мастерских и средних производств, то 5К32А используется на средних и особо крупных промышленных предприятиях.
Метод обработки
Для нарезания колес зубчатой формы, заготовки и фреза обкатываются и выпускают готовое колесо. Используется несколько видов зубофрезерных работ: встречный метод обработки и попутный. Подача осуществляется двумя путями: обычным и по диагонали.
При подаче по диагонали, обработка проходит особым образом. Фреза перемещается не только по собственной оси, но по длине обрабатываемого зуба. Из-за этого повышается стойкость фрезы.
Наладка зубодолбежного станка 5В12 на нарезание зубчатых колес
Установка долбяка
Для нарезания зубчатых колес модулем до 12 мм применяют прямозубые и косозубые долбяки различных типов — дисковые, чашечные и хвостовые.
Дисковые долбяки рекомендуется применять для обработки таких колес, у которых бурты или вторые венцы выступают за обрабатываемый венец не более чем 4..5 модулей. При большем диаметре выступающих частей применяют чашечные и втулочные долбяки, у которых крепежные гайки не выступают за пределы передней поверхности зубьев долбяка. Одним и тем же долбяком можно нарезать зубчатые колеса с различными числами зубьев. Однако желательно выбирать долбяк с числом зубьев, не равным и не кратным числу зубьев нарезаемого колеса. Диаметр делительной окружности долбяка выбирают по возможности меньшим, чтобы долбяк поворачивался несколько раз в процессе нарезания колеса и тем самым выравнивались ошибки окружных шагов по всему венцу. Кроме этого, при меньшем диаметре долбяка увеличивается его жесткость и устойчивость в работе. Но здесь необходим учитывать, что слишком малые число зубьев долбяка могут привести к подрезке обрабатываемых зубьев.
Для нарезания зубчатых колес внутреннего зацепления применяют такие же долбяки, как и для колес внешнего зацепления, только здесь следует учитывать то, чтобы разность чисел зубьев нарезаемого колеса и долбяка была не меньше чем 12. Колеса внутреннего зацепления малых размеров обычно нарезают хвостовыми долбяками, которые при модуле до 3 мм имеют диаметр 25 мм. Мелкомодульные хвостовые долбяки изготавливают и диаметром 12 мм.
Класс точности долбяков определяет степень точности, которую возможно получить при нарезании колес. Так долбяком класса АА можно нарезать колесо не выше 6-й степени точности долбяком класса А — не выше 7-й степеня точности, долбяком класса В — не выше 8-й степени точности (по ГОСТ 1643-72).
Косозубые долбяки изготавливают как с правым, так и с левым наклоном зубьев. Угол наклона стандартизирован и составляет 15° или 23°. Этими долбяками можно обрабатывать колеса с углом наклона линии зуба, равным точному значению номинального угла линии зуба долбяка, но с противоположным долбяку направлением.
На рис. 144 показан дисковый прямозубый долбяк модуля 3 мм, номинального диаметра 100 мм в исходном сечении. В нем номинальные размеры зубьев долбяка соответствуют размерам зубьев нарезаемого колеса данного модуля. Исходное сечение смещено от передней поверхности для увеличения срока службы долбяка при переточках. Размер диаметра отверстия долбяков выполняется в дюймах. Они стандартизованы и соответствуют метрическим значениям 31,743; 44,542 и 101,6 мм. Посадочные отверстия мелкомодульных долбяков имеют размер 20 мм.
На рис. 145 показаны способы крепления дискового долбяка на шпинделе зубодолбежного станка. В конусное отверстие шпинделя 5 вставляется оправка 4 для крепления долбяка. Оправка подгоняется по конусу таким образом, чтобы при введении ее от руки в отверстие шпинделя зазор между торцом оправки и шпинделем был 0,08 … 0,12 мм. При затягивании оправки винтом 6 этот зазор должен быть полностью выбран. Долбяк 3 насаживают на оправку режущими кромками вниз, слегка поворачивая без ударов
Во время установки долбяка надо соблюдать особую осторожность, поскольку держать долбяк приходится рукой за острые кромки зубьев. Если между долбяком и шпинделем прокладывается промежуточное кольцо, то оно должно быть по возможности большим, обеспечивающим необходимую жесткость опорной поверхности долбяка (рис
145, б).
Установка промежуточного кольца меньшего диаметра, чем опорная поверхность (рис. 145, в) не рекомендуется.
От точной установки долбяка в большой мере зависит точность нарезаемого колеса, поэтому необходимо периодически проверять индикатором радиальное и торцовое биение посадочных поверхностей оправки под долбяк.
Для станка 5В12, выполняемого по классу Н, согласно нормам точности радиальное биение центрирующей поверхности шпинделя долбяка не должно превышать 0,006 мм, а торцовое биение опорного бурта не должно превышать 0,008 мм.
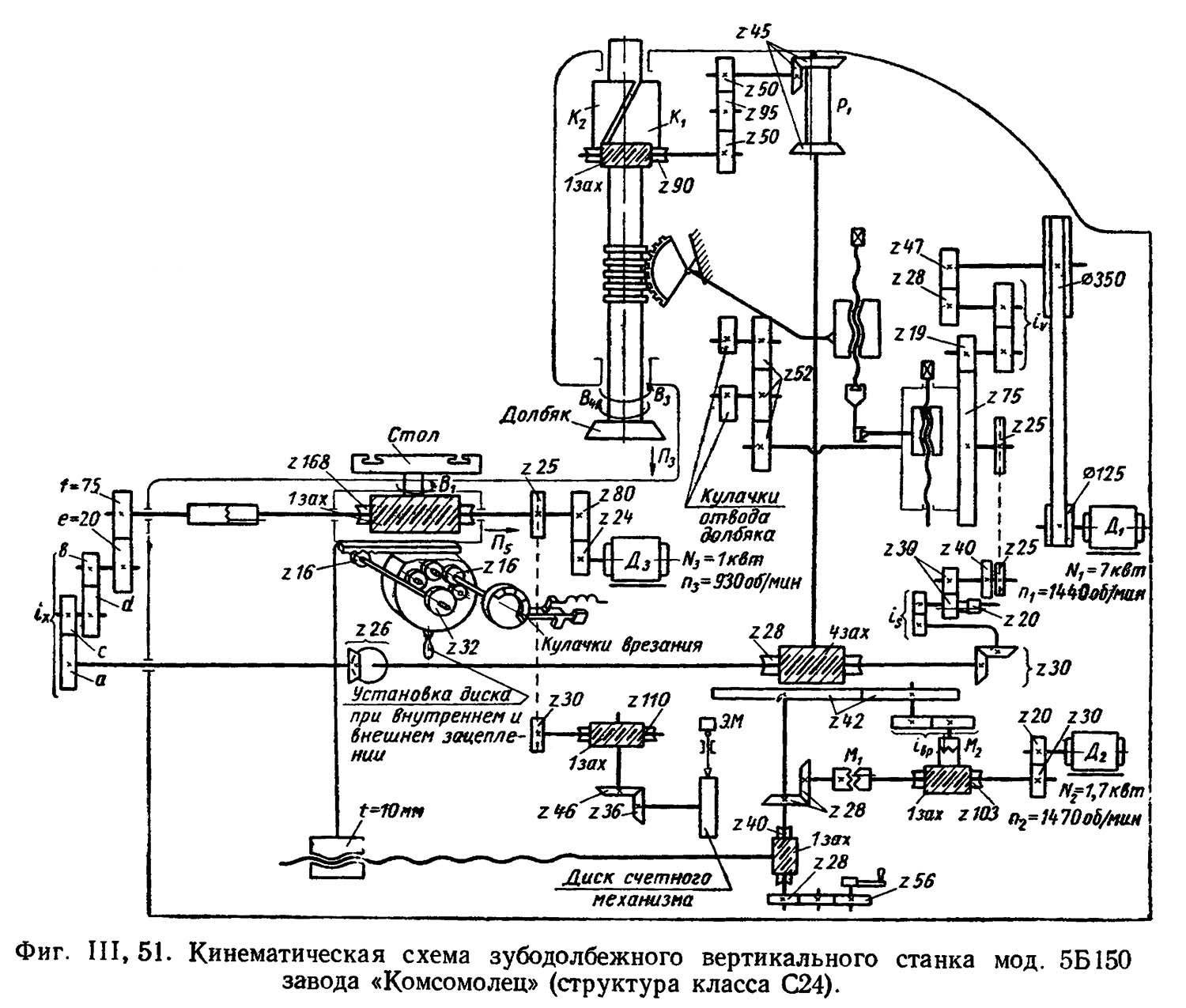
5В150 Станок вертикальный зубодолбежный универсальный полуавтомат. Назначение и область применения
Универсальный зубодолбежный станок полуавтомат 5В150 предназначен для нарезания зубьев на цилиндрических шестернях внутреннего и наружного зацепления диаметром до 800 мм и модулем до 12 мм как с открытыми, так и закрытыми венцами (блок-шестерни).
Особенности конструкции и принцип работы зубодолбежного станка 5В150
Нарезаемое колесо крепится на горизонтальной планшайбе стола станка при помощи специального приспособления. Для выверки биения заготовки планшайба может вращаться ускоренно от отдельного привода. Стол может перемещаться по горизонтальным направляющим станины; ускоренно от отдельного привода для ориентировочной установки в исходное положение; замедленно от руки для точной установки в исходное положение и для врезания долбяка в заготовку; механически (радиальная подача) для врезания долбяка в заготовку на заданную глубину.
Зубодолбежный станок 5В150 работает по замкнутому автоматическому циклу, причем после пуска станка начинается одновременное движение долбяка, обкат и радиальная подача. По достижении долбяком заданной глубины процесс врезания автоматически прекращается, после чего планшайба стола делает один полный оборот.
Станок 5В150 может работать как по однопроходному, так и по двухпроходному циклу, причем в зависимости от настройки станка во время перехода на второй проход скорость резания и подача могут изменяться автоматически, что значительно повышает производительность станка, стойкость инструмента и точность нарезания.
На станке 5В150 можно нарезать косозубые колеса при помощи специально изготовляемого приспособления, которое монтируется на суппорте станка.
Стол зубодолбежного станка 5В150 может перемещаться по горизонтальным направляющим станины, осуществляя при этом:
- Ускоренное перемещение от отдельного привода для ориентировочной установки в исходное положение
- Замедленное перемещение от руки для точной установки в исходное положение и для врезания долбяка в заготовку
- Механическое перемещение (радиальная подача) для врезания долбяка в заготовку на заданную глубину
При надлежащем уходе и регулировке станок обеспечивает нарезание зубчатых колес по ГОСТ 1643—72 не ниже 7-й степени точности.
Особенности настройки
Зубодолбежные станки могут настраиваться под определенные режимы работы. Их принцип работы определяет то, как проводится установка основных параметров. Для того чтобы обработать цилиндрический элемент различных конструкций выполняется следующая работа:
- Подбираются шестерни деления и подачи. Кинематическая схема предусматривает возможность смены колес, за счет и происходит деление цилиндрической поверхности на нужное количество зубьев.
- Подбираются наиболее подходящие кулачки радиальной подачи. Следует учитывать, что за один проход может сниматься только определенное количество металла.
- Подбирается требуемая скорость оборотов и число хода долбяка. Следует учитывать тот момент, что скорость резания и другие параметры зависят от типа установленного режущего инструмента. Так износоустойчивый материал лучше выдерживает воздействие повышенной температуры и трения.
Многие показатели выбираются путем использования специальных формул. Все основные значения можно взять с паспорта зубодолбежного станка. Сам процесс замены представлен выполнением демонтажных работ и установкой более подходящих элементов. Отметим, что на это уходит довольно много времени. Поэтому рассматриваемая группа зубодолбежных станков без ЧПУ применяется при крупносерийном производстве, когда настройка выполняется для выпуска большой партии.
Особенности наладки определяют то, что ее может провести как мастер, так и технолог. Для этого к сменным шестерням и кулачкам предоставляется быстрый доступ: зачастую достаточно провести снятие защитной панели. Рассматриваемую работу можно провести при наличии обычного набора инструментов.





