Основные элементы
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
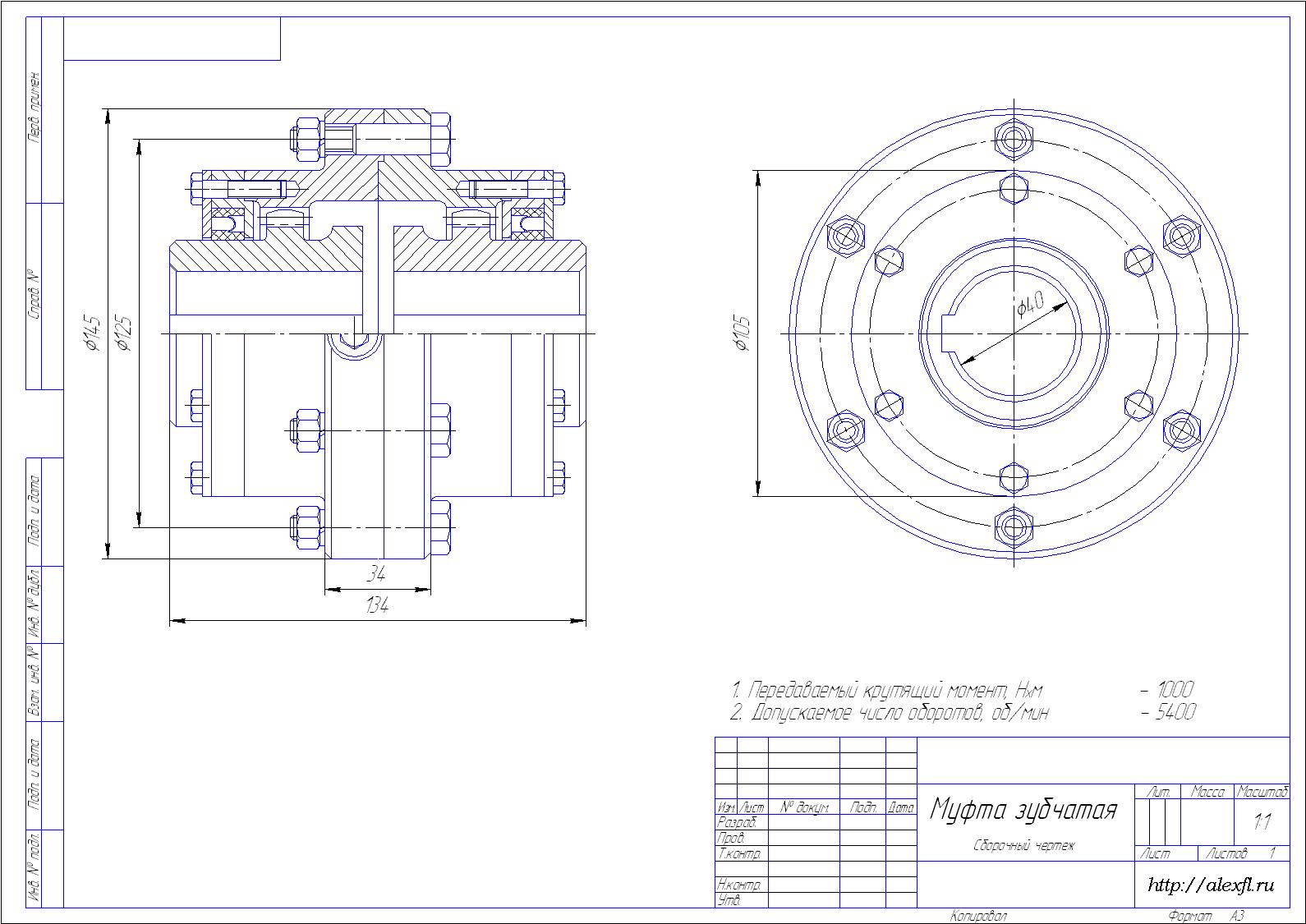
Муфты зубчатые тип МЗ ГОСТ 5006-55 (50895-96)
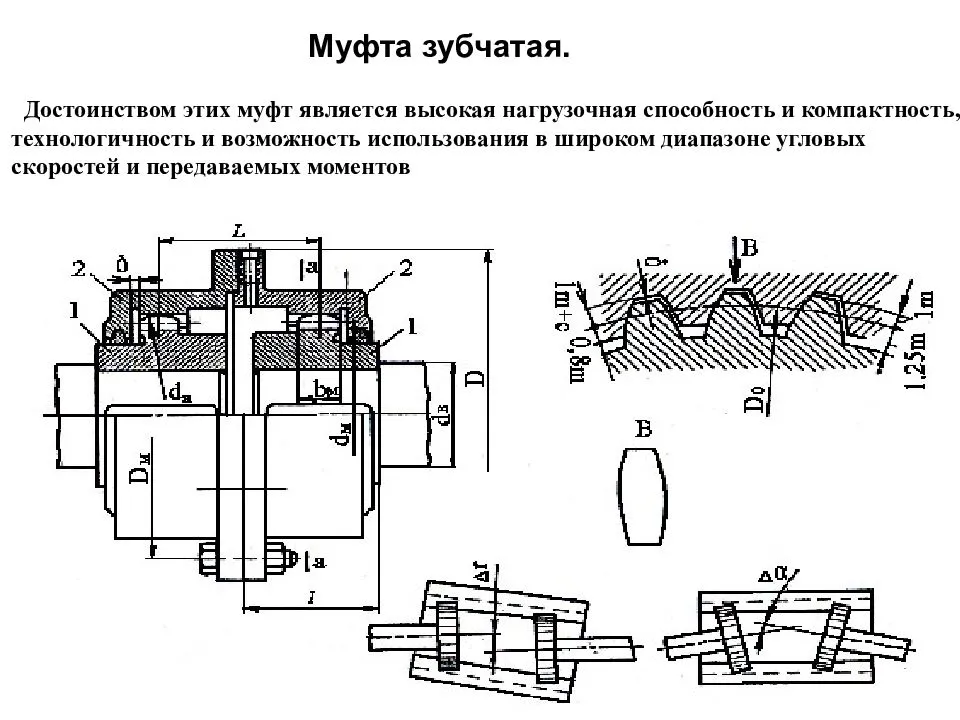
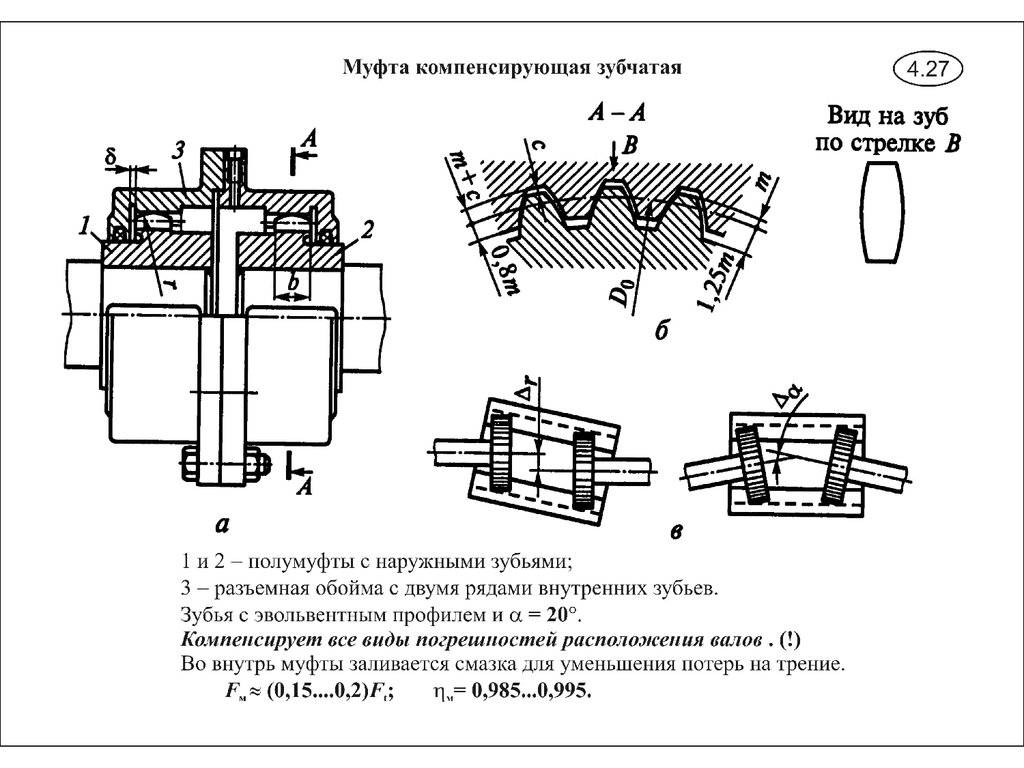
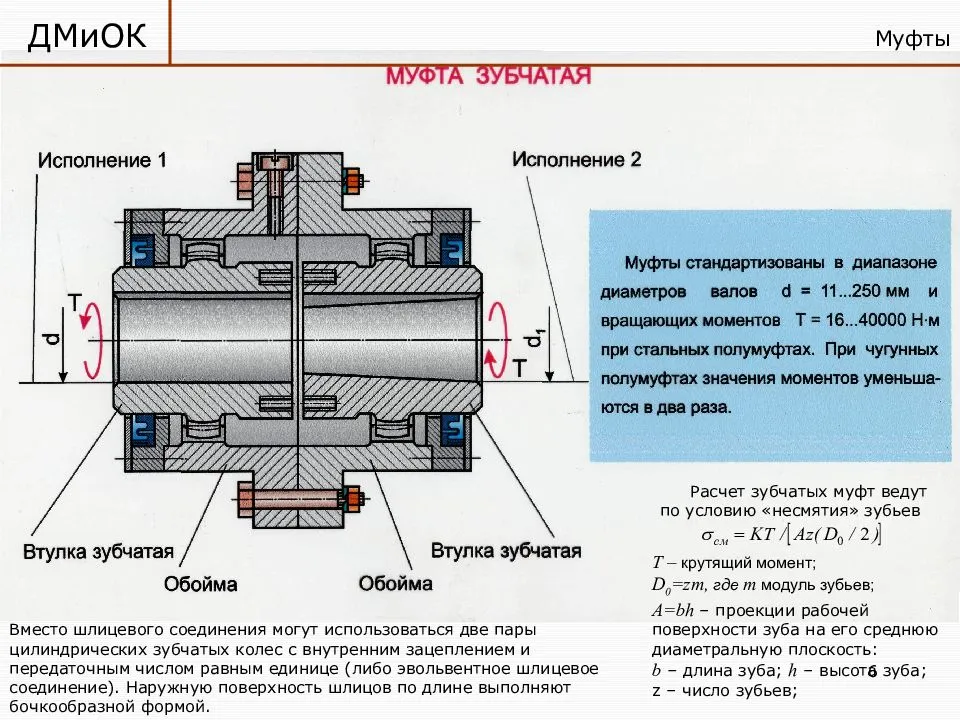
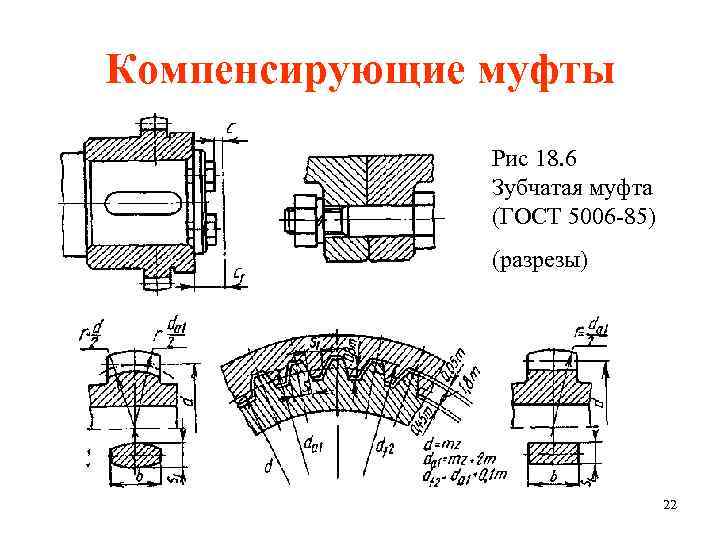
Муфты зубчатые (МЗ) –представляют собой механический узел, который предназначен для компенсации разных типов смещений валов, а также для передачи энергии вращения от одного вала к другому. Такой результат возможен благодаря использованию зубчатого зацепления,имеющего боковой зазор, а также возможности смещения по своей оси сопряженных зубьев. При этом зубья имеют сферическую внешнюю поверхность и бочкобразную форму.
Функции зубчатых муфт частично такие же как у карданных передач, но муфта, обычно, может компенсировать не большие углы (4-5 градусов) смещения, по сравнению с передачейкарданной. Кроме этого, указанные муфты могут обеспечивать передачу большего вращающего момента чем карданные передачи, но при этом им присуща повышенная вибрация.

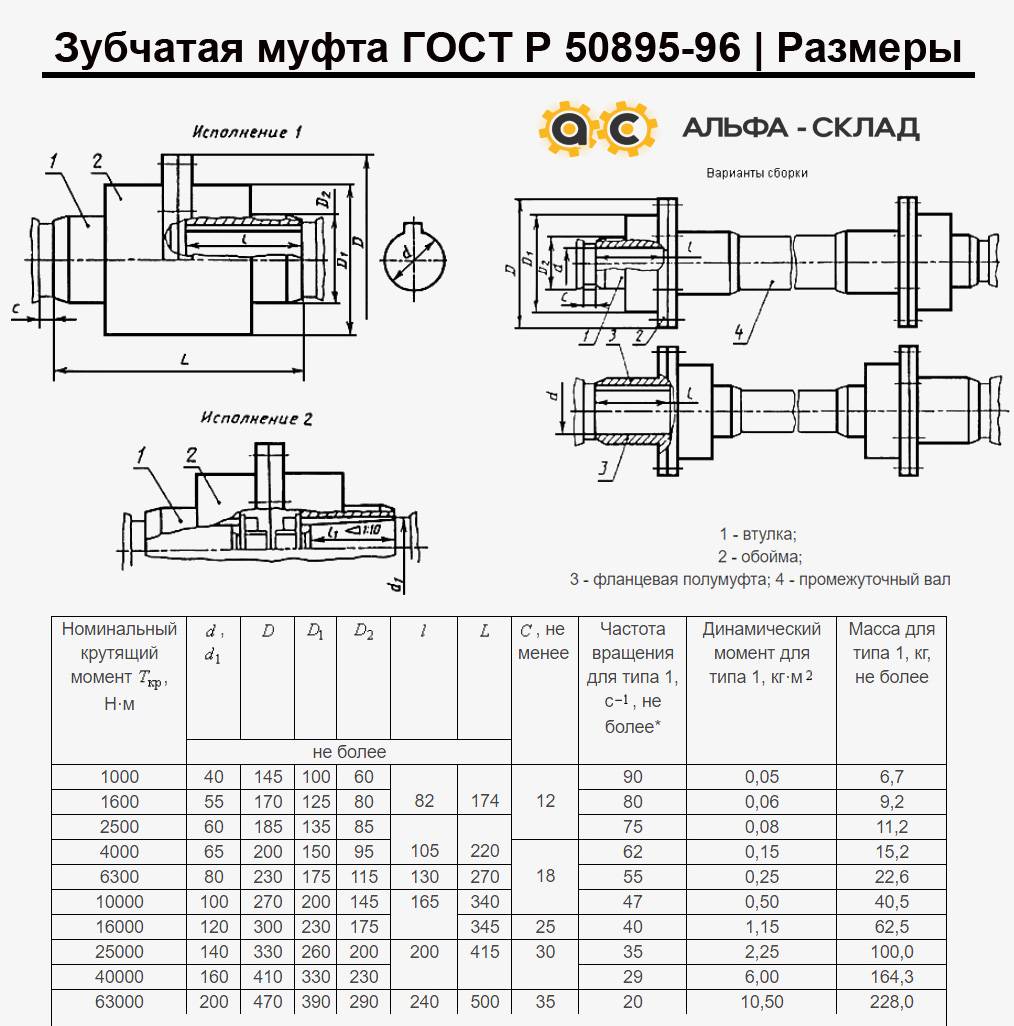
Для применения зубчатых муфт общего машиностроительного применения, которые изготавливаются с целью соединения угловых валов с соосными, существуют государственные стандарты, предусмотренные ГОСТом 5006-94 и ГОСТом Р 50895-96. Такой стандарт применяется только для муфт, что используются для компенсации осевых и радиальных смещений при передаче вращения в рамках 1000-63000 Н*м.
Практика эксплуатации муфт зубчатых показывает, что основной причиной выхода из строя таких узлов является износ зубьев.
Поэтому для увеличения износостойкости и получения их большей твердости зубья муфт подвергают термической обработки. Степень обработки зависит от функциональных особенностей составляющих частей муфты, а также ее назначения.
Копейский механический завод «Горняк» изготовляет муфты зубчатые, что характеризуются стойкостью к высоким нагрузкам, применяются в широких диапазонах вращающих моментов и угловых скоростей.
Производимые на КМЗ «Горняк» зубчатые муфты имеют максимальный допустимый перекос осей втулок, что не превышает 130º (при нулевом смещении осей)
Копейский механический завод «Горняк» также выпускает и другие типы муфт зубчатых, таких как МЗП и МУВП.
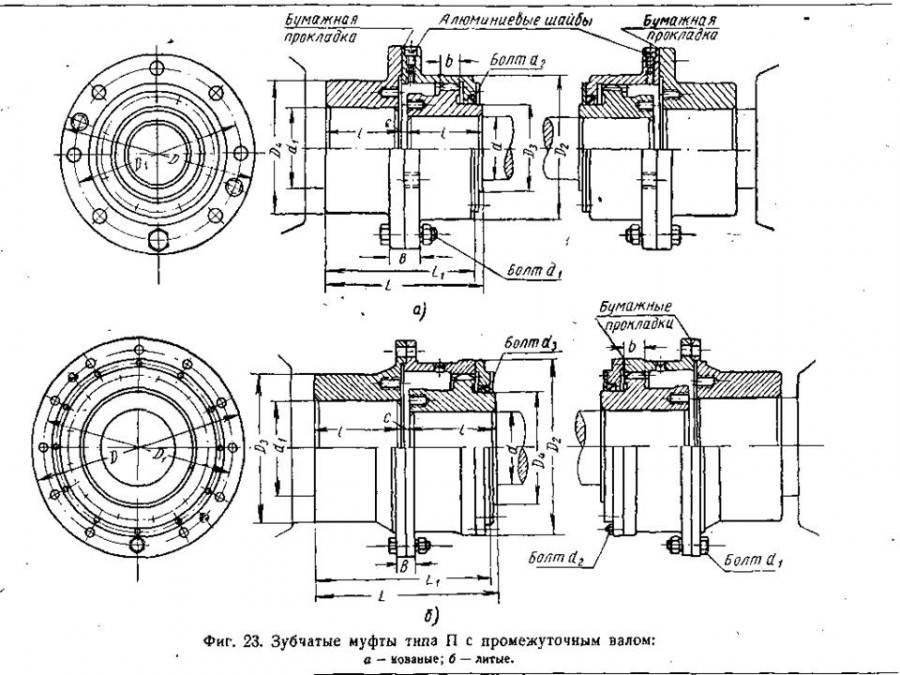
Муфты МЗП полностью соответствуют ГОСТу 50895-69.МЗПиспользуются в случае, когда предусмотрено наличие промежуточного вала, с целью соединения горизонтальных одноосных валов. Их отличием является то, что полумуфта,что состоит из втулки и зубчатой обоймы, заменена на фланцевую полумуфту с запрессованным валом.
Муфты МУВП полностью соответствуют ГОСТу 21424 и применяютсяприсоединенияходноосных валов. Они используются при необходимости передачивращающего момента в диапазоне 6,3 – 16000 Нхм. Благодаря таким муфтам уменьшаются динамические нагрузки, при радиальных, угловых и осевых смещениях валов.Подобные муфты имеют очень мягкий пуск, что обеспечивается прорезиненными пальцами. Кроме этого, МУВП муфты способны заменить муфты ЗМ в механических устройствах, которые предназначены для подъема и перемещенияразнообразныхгрузов.
Зубчатые муфты всех видов, производимые на КМЗ «Горняк», изготавливаются с высококачественного сырья и заготовок, поэтому мы наш завод гарантирует долгую и надежную работу наших изделий.
Чтобы заказать зубчатые муфты на нашем заводе или узнать более детальную информацию о нашей продукции, а также по вопросам доставки, звоните по телефону, указанному на сайте.
Муфты зубчатые тип МЗ ГОСТР 50895-96 (5006-83):
В продаже встречается просто огромное количество вариантов исполнения различных муфт, все они характеризуются своими определенными достоинствами и недостатками. Специфическим предложением можно назвать зубчатую муфту. Был разработан целый набор технической документации, который должен учитываться.

10 УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
10.1 Перед монтажом муфту необходимо расконсервировать. Монтаж муфты следует производить с использованием монтажных приспособлений в условиях, когда исключено загрязнение, повреждение деталей муфт. Точность установки соединяемых валов в соответствии с требованиями 4.5 настоящего стандарта и требованиями конструкторской документации на устанавливаемые муфты.
10.2 При монтаже муфты следует обеспечить свободный доступ для залива смазки, возможность сбора сливаемой смазки, контроль смазки и затяжки гаек.
10.3 При монтаже втулки с валом сопрягаемые поверхности следует смазывать солидолом по ГОСТ 4366.
10.4 При монтаже контрольные метки на парных втулках и обоймах должны совпадать.
10.5 В муфту следует заливать смазку в объеме, указанном в паспорте. Смазка должна при работе муфт покрывать полную высоту зубьев.
10.6 Марку смазки в зависимости от температурного режима следует выбирать по таблице 3.Допускаются другие марки смазки с характеристиками не ниже, чем у приведенных в таблице 4.
Таблица 4
Диапазон температур, °С | Марка смазки | Примерные сроки замены смазки | |
основная | заменяющая | ||
От минус 40 до плюс 20 | ТС-10 по ГОСТ 23652 | – | В новых муфтах первую замену масла производят через 100-150 ч работы; последующие замены масла производят через 2000-2500 ч работы |
От плюс 20 до плюс 80 | ИТП-300 ИГП-38 по ГОСТ 26191 | И-50А по ГОСТ 20799 с присадкой ДФ-11 (3…5%), при температуре выше 50 °С допускается применение смазки УНИОЛ-2 ГОСТ 23510 | |
От плюс 80 до плюс 120 | ИПП-20 по ГОСТ 26191 | ИТП-300 по ГОСТ 26191 |
Конструкция
Конструкция кулачковых муфт может отличаться в зависимости от их вида, но все они имеют следующие основные части:
- ведущая полумуфта, закрепляется на ведущем валу;
- зубчатый венец (звездочка);
- ведомая полумуфта, может двигаться по своему валу продольно, используя шпоночное или шлицевое соединение.
В разъединенном состоянии полумуфты разведены в стороны, валы имеют возможность вращаться независимо друг от друга. На их торцах выточены кулачки в форме треугольников или трапеций, служащие для зацепления с зубцами звездочки. кулачки
Между полумуфтами располагается зубчатый венец, его зубья выполнены в виде эвольвенты.
Когда необходимо провести соединение, подвижная полумуфта пододвигается к неподвижной. Их кулачки входят в зацепление, звездочка проворачивается на небольшой угол и занимает место между кулачками, обеспечивая плотный контакт между ними. Валы соединяются и готовы к передаче крутящего момента.
Звездочку для кулачковой муфты делают из упругого эластичного материала. Она служит для того, чтобы гасить динамические нагрузки, возникающие при включении муфты и при дальнейшем вращении. Кулачки полумуфт и зубцы звездочки рассчитаны таким образом, чтобы заполнять весь объем зоны зацепления, превращая конструкцию в практически цельную деталь. Это необходимо для передачи больших крутящим моментов и большой мощности без потерь энергии на соударения, трение и вибрацию.
Для минимизации вибраций во время работы поверхности полумуфт и звездочки должны быть выполнены с высокой точностью и тщательно обработаны.

Подключение/отключение кулачковой муфты при высокой относительной осевой скорости вращения (свыше 1 метра в секунду) приводит к сильным ударам и повреждению устройства. Категорически недопустимо отсоединять муфту, находящуюся под рабочей нагрузкой.
Уникальные соединения: Gear Coupling: GX Gear G 420
Наш продуктов Coupling »
00
Основные характеристики
- Зубья изогнутые и бочкообразные
- Улучшенные уплотнения — работают намного лучше, чем уплотнительные кольца
Полное зацепление зубьев – уменьшает неравномерный износ Пилотирование на наружном диаметре зубов – обеспечивает лучший динамический баланс Увеличенные диаметры отверстий Компактный Широкий диапазон — Полная шестерня, полушестерня, распорные муфты Полностью плавающие и полуплавающие валы Специальная форма дисков для обеспечения чистой растягивающей нагрузки Более высокая гибкость с лучшими значениями крутящего момента Унифицированные пакеты дисков
| Размер | л. с./100 | Номинальный Крутящий момент | Пик Крутящий момент | Макс. Скорость | Макс. Отверстие | А | Б Диаметр | С Диаметр | D Диаметр | Э | Г Диаметр | Х |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| об/мин | НМ | НМ | об/мин | об/мин | ММ | ММ | ММ | ММ | ММ | ММ | ММ | |
| Г115 | 10 | 710 | 1420 | 10000 | 42 | 87 | 115 | 85 | 60 | 42 | 3 | 105 |
| Г150 | 24 | 1710 | 3420 | 7400 | 55 | 103 | 150 | 106 | 78 | 50 | 3 | 120 |
| Г180 | 50 | 3560 | 5800 | 5900 | 70 | 127 | 180 | 132 | 100 | 62 | 3 | 150 |
| Г195 | 65 | 4630 | 7730 | 5600 | 80 | 127 | 195 | 145 | 113 | 75 | 5 | 150 |
| Г210 | 90 | 6410 | 10700 | 5000 | 90 | 165 | 210 | 160 | 126 | 80 | 5 | 180 |
| Г240 | 150 | 10685 | 16400 | 4300 | 100 | 185 | 240 | 180 | 140 | 90 | 5 | 205 |
| G250 | 185 | 13180 | 21100 | 4300 | 110 | 185 | 250 | 192 | 155 | 90 | 5 | 205 |
| Г290 | 230 | 16380 | 25200 | 3900 | 125 | 226 | 290 | 212 | 170 | 110 | 6 | 238 |
| G320 | 428 | 30500 | 45750 | 3500 | 140 | 246 | 320 | 240 | 190 | 120 | 6 | 305 |
| G350 | 587 | 41800 | 62700 | 3200 | 165 | 278 | 350 | 270 | 216 | 135 | 8 | 360 |
| Г390 | 793 | 56500 | 84750 | 2900 | 180 | 318 | 390 | 295 | 240 | 155 | 8 | 385 |
| G420 | 1032 | 73500 | 116000 | 2700 | 200 | 348 | 420 | 325 | 265 | 170 | 8 | 420 |
3 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
3.1 Муфты должны изготовляться следующих типов:
1 – с разъемной обоймой;
2 – с промежуточным валом;
3 – с неразъемной обоймой.
3.2 Втулки муфт изготовляют следующих исполнений:
1 – с цилиндрическими отверстиями для коротких концов валов по ГОСТ 12080;
2 – с коническими отверстиями для коротких концов валов по ГОСТ 12081 для муфт типов 1 и 3.Допускается по заказу потребителя изготовлять втулки с отверстиями для концов валов другой формы.
3.3 Муфты, заказываемые для эксплуатации при частотах вращения, равных или превышающих 50% от значения допускаемой частоты, указанной в таблице 1, обозначают буквой С (требования пункта обязательны с 01.06.97).
Таблица 1
Размеры в миллиметрах
Номинальный крутящий момент , Н·м | , | , не менее | Частота вращения для типа 1, с, не более* | Динамический момент для типа 1, кг·м | Mассa для типа 1, кг, не более | |||||
не более | ||||||||||
1000 | 40 | 145 | 100 | 60 | 90 | 0,05 | 6,7 | |||
1600 | 55 | 170 | 125 | 80 | 82 | 174 | 12 | 80 | 0,06 | 9,2 |
2500 | 60 | 185 | 135 | 85 | 75 | 0,08 | 11,2 | |||
4000 | 65 | 200 | 150 | 95 | 105 | 220 | 62 | 0,15 | 15,2 | |
6300 | 80 | 230 | 175 | 115 | 130 | 270 | 18 | 55 | 0,25 | 22,6 |
10000 | 100 | 270 | 200 | 145 | 165 | 340 | 47 | 0,50 | 40,5 | |
16000 | 120 | 300 | 230 | 175 | 345 | 25 | 40 | 1,15 | 62,5 | |
25000 | 140 | 330 | 260 | 200 | 200 | 415 | 30 | 35 | 2,25 | 100,0 |
40000 | 160 | 410 | 330 | 230 | 29 | 6,00 | 164,3 | |||
63000 | 200 | 470 | 390 | 290 | 240 | 500 | 35 | 20 | 10,50 | 228,0 |
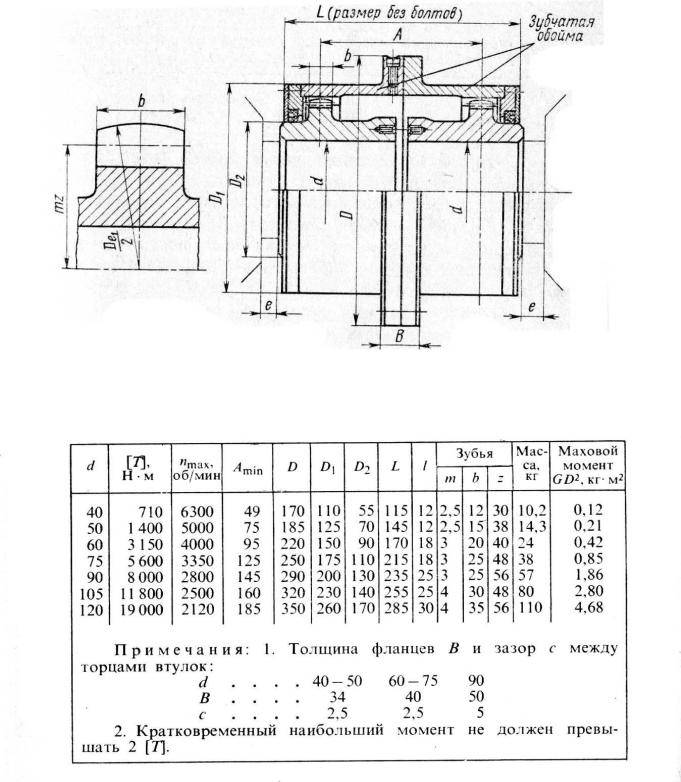
____________* Для муфт с индексом , для остальных муфт частота вращения не более 50% от указанной в таблице.Примечания1 Номинальным крутящий момент – наибольший крутящий момент, передаваемый муфтой в течение срока службы при длительном режиме работы с постоянной нагрузкой и постоянным направлением вращения.2 Допускаемое значение крутящего момента, действующего кратковременно, – не более двукратной величины .3 Допускается по заказу потребителя изготовление муфт со значениями размеров и меньшими указанных в таблице 1 и определяемыми по ГОСТ 12080 и ГОСТ 12081.4 Предельные отклонения размеров – по Н7, – по Н9. Допускается усадка отверстий по диаметрам и в зоне зубчатого венца до 0,03 мм после закалки ТВЧ.5 Допускается изготавливать муфты с втулками или фланцевыми полумуфтами для длинных концов валов по ГОСТ 12080 и ГОСТ 12081 или уменьшать их длину в пределах двух диапазонов диаметра расточки по ГОСТ 12080 по заказу потребителя с соблюдением требований, установленных для , , , , и частоты вращения.6 Наружный диаметр муфт типа 3 должен соответствовать размеру а параметры и другие размеры – приведенным в таблице.7 Массы указаны для муфт с наибольшим диаметром расточки.8 Допускаются варианты сборки муфт типа 2 с посадочными отверстиями исполнения 2.9 В муфтах типа 2 посадочный размер фланцевых полумуфт допускается увеличивать до любых значений по ГОСТ 12080 и ГОСТ 12081, не влекущих изменения остальных размеров и параметров по таблице 1. |

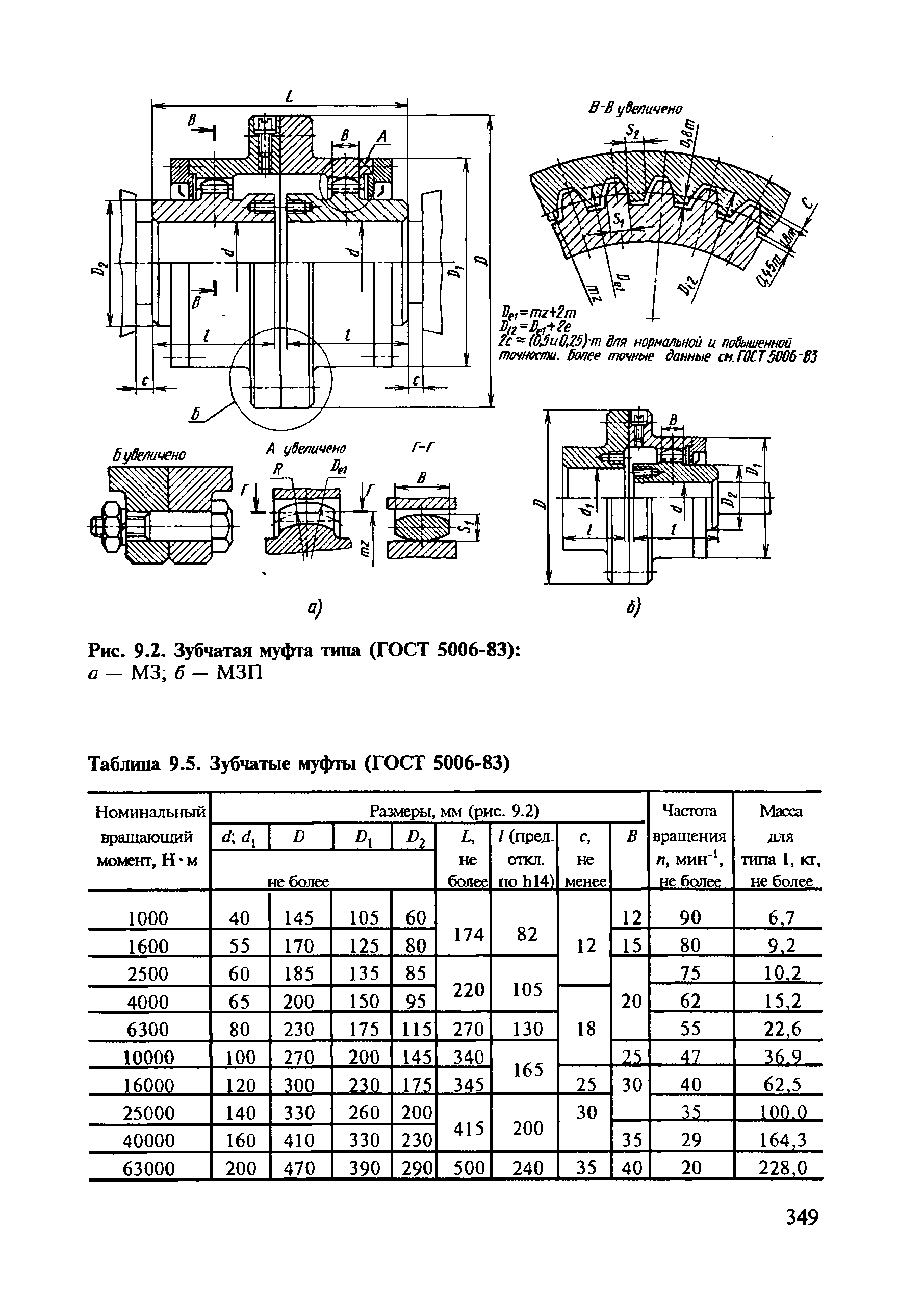
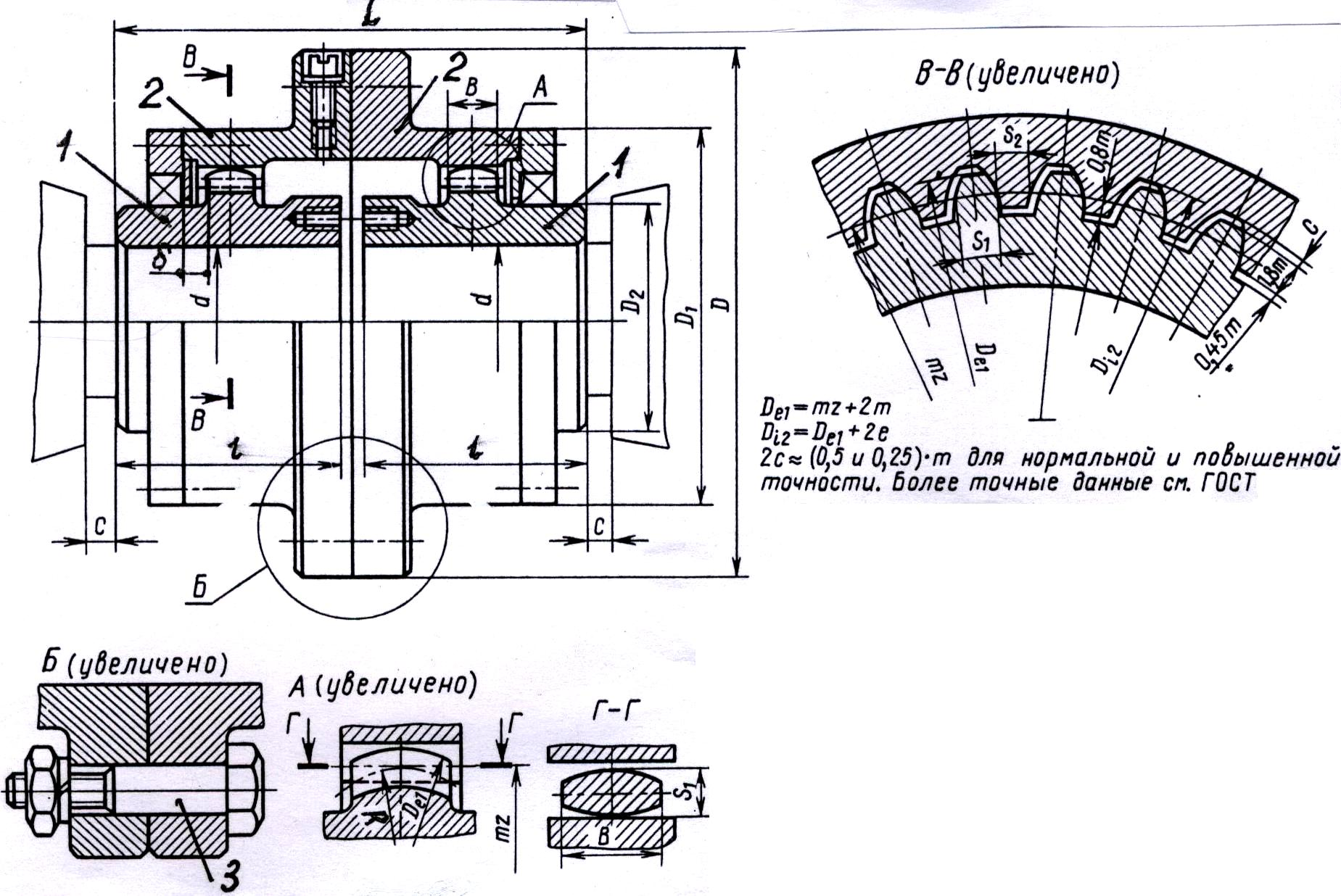
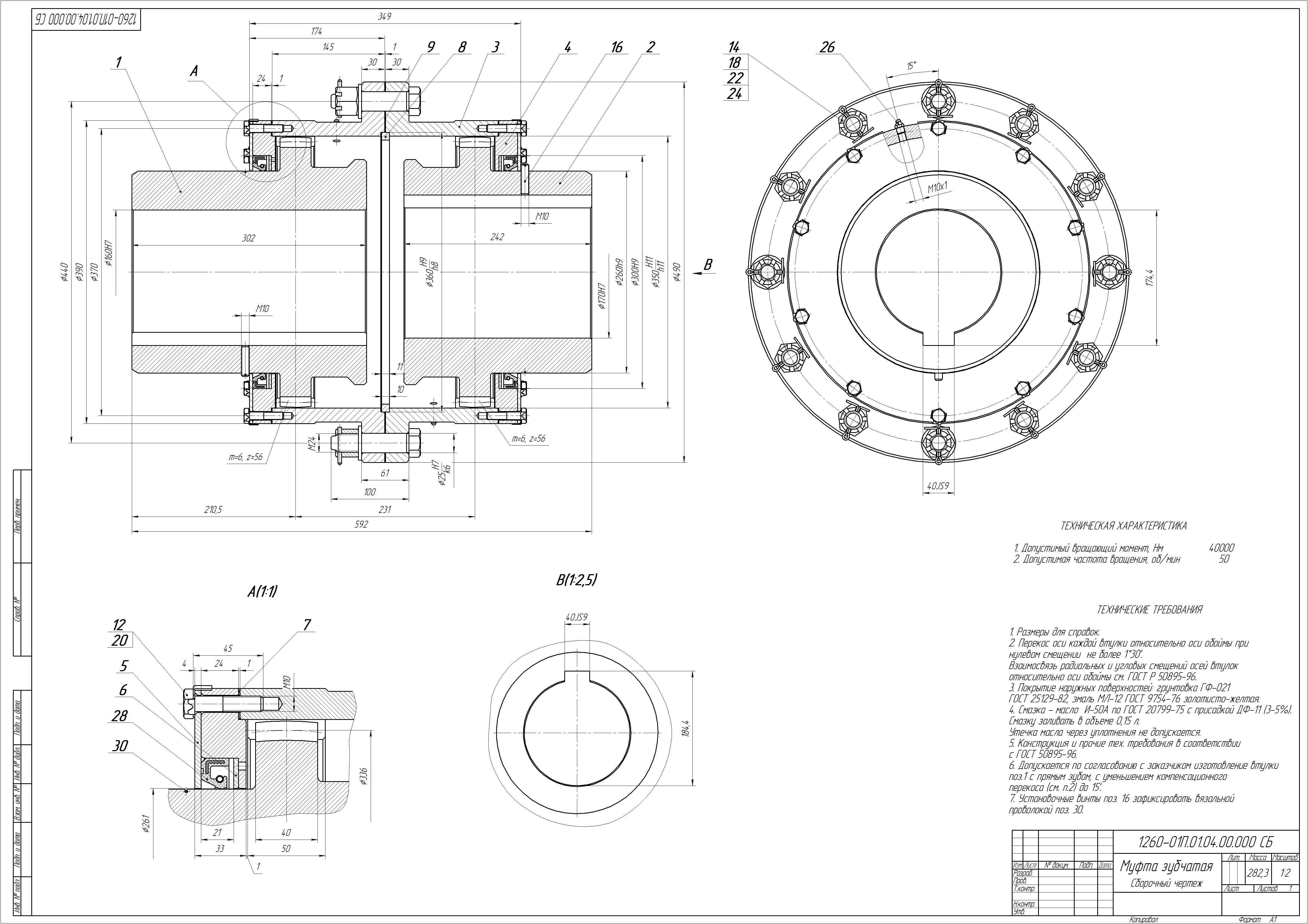
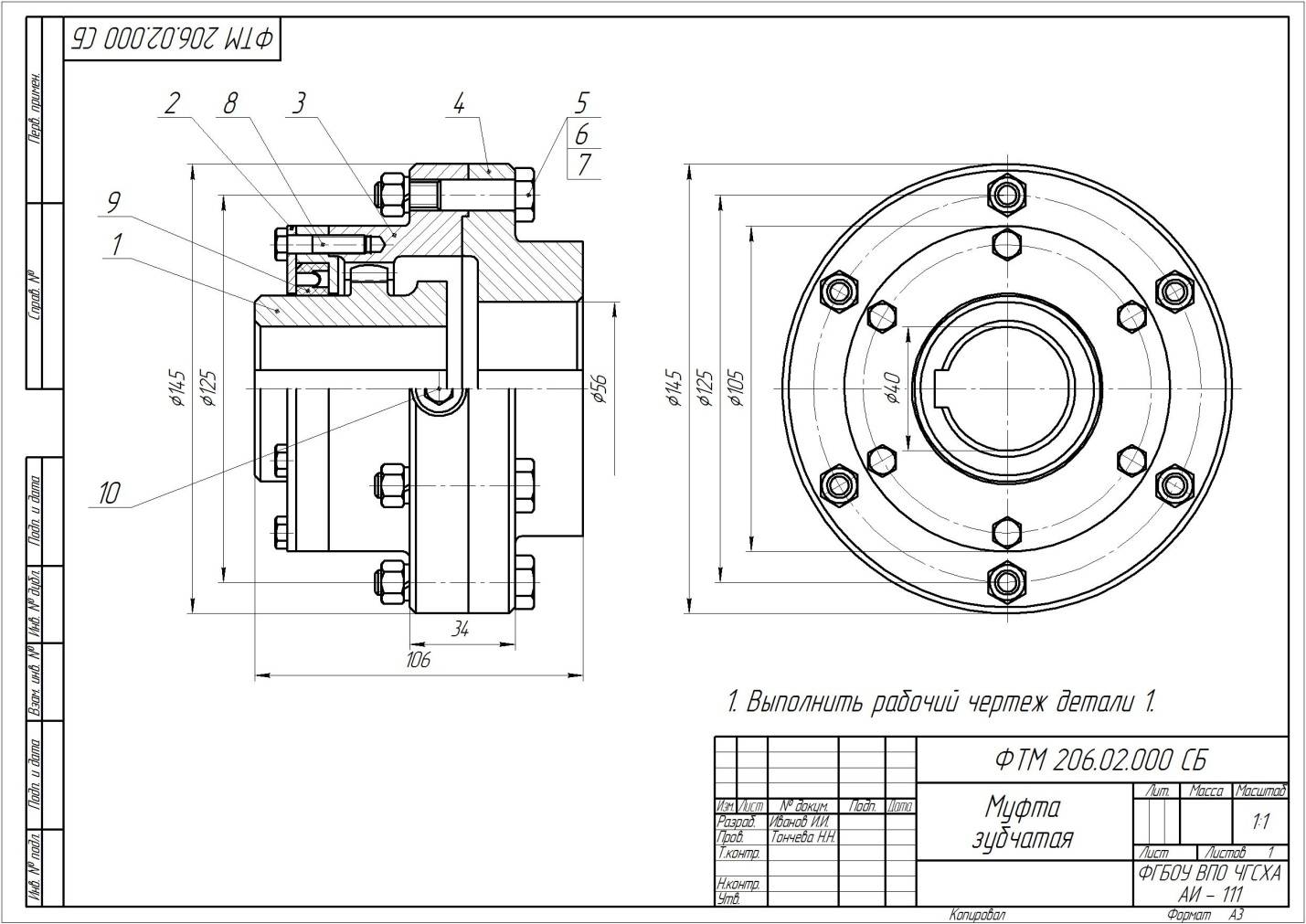
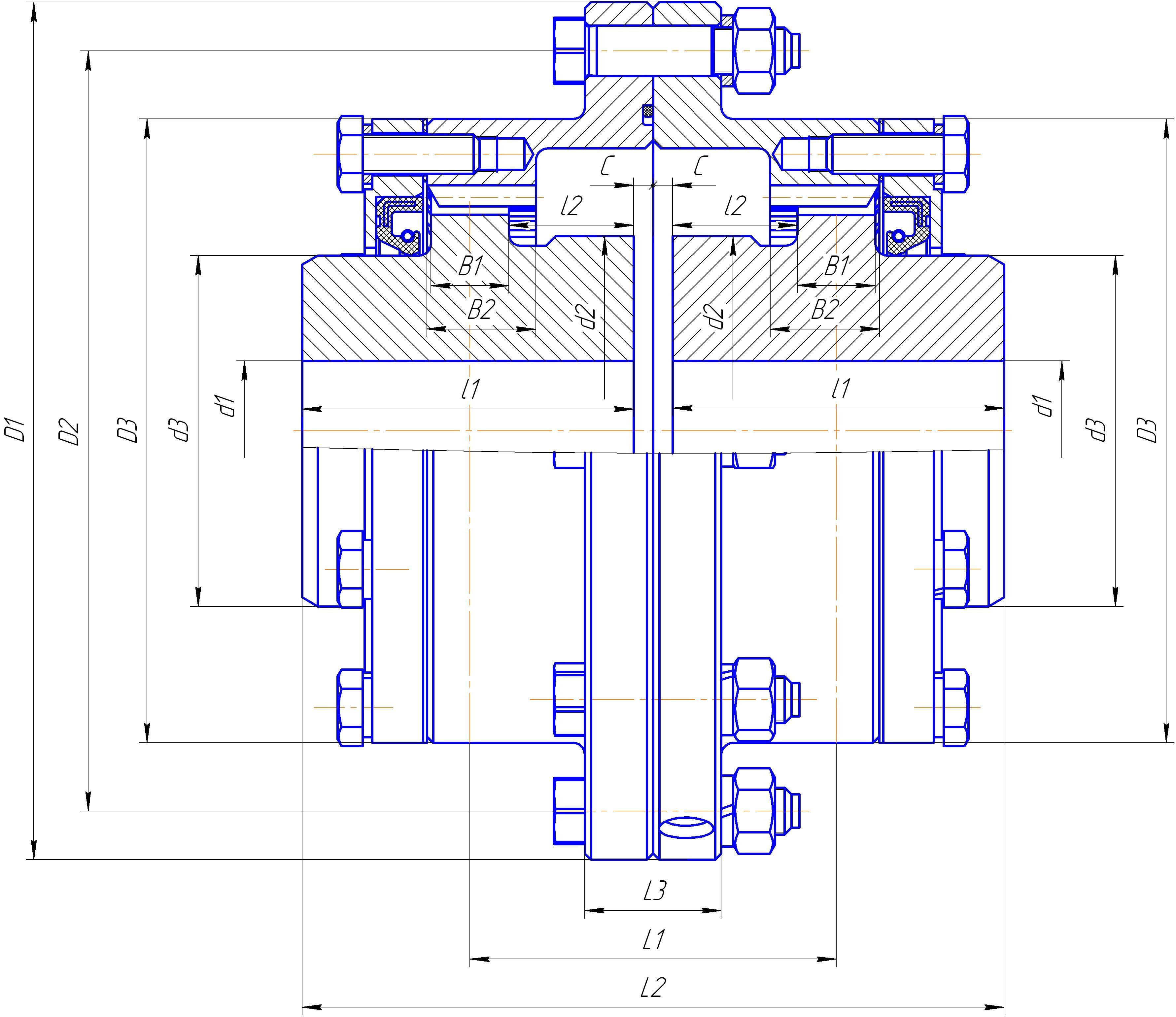
3.4 Основные параметры, размеры муфт должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.
Тип 1
1 – втулка; 2 – обоймаРисунок 1
Рисунок 2. Основные параметры, размеры муфт. Тип 2
Тип 2
1 – втулка; 2 – обойма; 3 – фланцевая полумуфта; 4 – промежуточный валРисунок 2
3.5 В муфтах допускается комбинация втулок различных исполнений.
3.6 Выбор муфт приведен в приложении А.
3.7 Условное обозначение муфт должно включать слово “Муфта”, обозначение типа, значения номинального крутящего момента, диаметров посадочных отверстий втулок или отверстий втулок и фланцевых полумуфт, обозначение исполнения втулок, климатического исполнения и категории по ГОСТ 15150, обозначение настоящего стандарта.В условном обозначении муфты типа 2 диаметр посадочного отверстия фланцевой полумуфты ставят после обозначения диаметра посадочного отверстия втулки.Пример условного обозначения муфты типа 1 с номинальным крутящим моментом 4000 Н·м, диаметром посадочных отверстий во втулках 50 мм, с втулками исполнения 1, климатического исполнения У, категории 2:
Муфта 1-4000-50-1У2 ГОСТ Р 50895-96
То же, типа 2, с диаметром посадочных отверстий во фланцевых полумуфтах 55 мм:
Муфта 2-4000-50-55-1У2 ГОСТ Р 50895-96
То же, типа 1, с втулками исполнения 1, в одной из которых диаметр посадочного отверстия 55 мм:
Муфта 1-4000-50-1-55-1У2 ГОСТ Р 50895-96
То же, одна втулка исполнения 1, другая исполнения 2 с диаметром посадочного отверстия 55 мм:
Муфта 1-4000-50-1-55-2У2 ГОСТ Р 50895-96
То же, типа 3 с индексом С:
Муфта ЗС-4000-50-1У2 ГОСТ Р 50895-96
Допускается в рабочих чертежах обозначение климатического исполнения не указывать.
Возможные неисправности и их причины
К числу характерных неисправностей зубчатых муфт компенсирующего типа относят:
- Проворачивание приводного узла во время пуска.
- Появление визуально различимых трещин на корпусе изделия.
- Поломка соединительных (крепежных) болтов.
- Вытекание из муфты смазки.
- Ее перегрев.
Обратите внимание: Температура корпуса муфт в нормальном состоянии не должна превышать 40 градусов. Поломки и полный выход из строя муфтового соединения возможны по целому ряду причин. Основные из них приведены в перечне, представленном ниже
Это:
Основные из них приведены в перечне, представленном ниже. Это:
Поломки и полный выход из строя муфтового соединения возможны по целому ряду причин. Основные из них приведены в перечне, представленном ниже. Это:
- нарушение правил и рекомендаций по монтажу передаточного узла;
- несоблюдение инструкции по их эксплуатации;
- частичный или полный износ зубьев.
При наличии хотя бы одной из перечисленных ранее неисправностей рекомендуется полностью заменить муфту новой деталью.
источник – gesla.ru (блог)
7 ПРАВИЛА ПРИЕМКИ
7.1 Муфты подвергают следующим видам испытаний: приемо-сдаточным, периодическим, типовым, сертификационным.
7.2 Приемо-сдаточные испытания
7.2.1 Каждую муфту подвергают внешнему осмотру на соответствие требованиям 4.2, 4.5, 4.22. Измерению размеров по требованиям 3.4, 4.3, 4.4, 4.14, 4.16, 4.17, 4.18 (в части угла конусности поверхности А), 4.19, проверке на соответствие требованиям 5.6 (после заливки смазки) подвергают 10% муфт от партии, но не менее пяти штук.
7.2.2 Каждую муфту с индексом С подвергают испытанию на соответствие требованиям безопасности 5.2 без нагрузки при частоте вращения не менее 130% от допускаемой частоты вращения в течение не менее 2 мин в каждую сторону вращения. Далее муфту подвергают испытанию под нагрузкой номинальным крутящим моментом при том же значении частоты вращения не менее 5 мин в каждую сторону вращения (требования пункта являются обязательными с 01.01.98).После испытаний муфту вновь подвергают внешнему осмотру на соответствие требованиям 4.22, 4.25, 5.6 и измерению размеров по требованиям 3.4 (только размеры и ), 4.16.
7.3 Периодические испытания
7.3.1 Периодические испытания проводят не реже одного раза в три года.
7.3.2 Количество муфт каждого типоразмера, подвергаемых испытаниям, должно быть не менее пяти.При выпуске нескольких однотипных различных размеров муфт допускается подвергать испытаниям отдельные несоседние типоразмеры, представляющие весь ряд, но не менее 25% от общего числа типоразмеров, входящих в ряд.При применении единых материалов и единого технологического процесса для изготовления муфт допускается испытание по 7.3.3 проводить на одном типоразмере-представителе всего ряда муфт по стандарту.Допускается указанные испытания проводить в эксплуатации при соблюдении предусмотренных стандартом условий эксплуатации.
7.3.3 При периодических испытаниях проверяют:обеспечение передачи номинального крутящего момента при длительной работе с постоянной нагрузкой одного направления при наибольшей допустимой частоте вращения муфты в течение срока не менее 10% от 90%-ного ресурса, указанного в 4.23, при этом проверяют обеспечение требований 5.2 и 5.6;обеспечение требований ГОСТ 15150 для соответствующих климатических исполнений и категорий муфт.
7.4 Типовые испытания
7.4.1 Типовые испытания проводят при изменении конструкции, материалов или технологии, если эти изменения могут оказать влияние на изменение основных параметров и эксплуатационных показателей муфт.
7.4.2 Испытаниям должно быть подвергнуто не менее десяти муфт проверяемого типоразмера.
7.4.3 Испытания проводят по 7.2.2 и 7.3.3.
7.5 Если при периодических и типовых испытаниях хотя бы одна муфта оказалась не соответствующей установленным требованиям, то следует проводить повторные испытания на удвоенном количестве муфт.Результаты повторных испытаний являются окончательными.
7.6 При контрольной проверке качества полумуфт и соответствия их показателей требованиям настоящего стандарта должны применяться следующие правила отбора проб: внешний осмотр – вся партия; проверка основных размеров – 5% от партии, но не менее 5 шт.
7.7 Сертификационные испытания
7.7.1 Сертификационные испытания проводят с целью установления соответствия характеристик муфт требованиям настоящего стандарта или других нормативных документов.
7.7.2 Муфты, подвергаемые испытаниям, должны соответствовать чертежам и вышеуказанным нормативным документам.
7.7.3 Сертификационные испытания должны проводиться испытательной лабораторией, аккредитованной на право проведения сертификационных испытаний муфт данного типа по требуемому набору параметров.
7.7.4 Основными видами сертификационных испытаний муфт данного типа являются испытания по требованиям безопасности 5.2 и 5.6, осуществляемые по 7.2.2, 7.3.3.
7.7.5 Объем и порядок выборки муфт каждого типоразмера, продолжительность, условия сертификационных испытаний, не установленные настоящим стандартом, устанавливает орган по сертификации с учетом отраслевых и заводских нормативных документов.
Комплектность поставки
Обычно в базовый комплект поставки промышленной кулачковой муфты с механическим приводом входят две полумуфты, зубчатый венец в сборе, упаковка и документация.
В качестве дополнительной опции предлагается установочный винт, облегчающий монтаж устройства на оборудование. Если кулачковая муфта оснащена электромагнитным или гидравлическим приводом, добавляется монтажная схема для подключения к гидравлике или электрической схеме агрегата.
На заводе изготовителе муфту собирают и испытывают на тестовом стенде, о результатах делают отметку в отгрузочном паспорте изделия.
5 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
5.1 Общие требования безопасности – по ГОСТ 12.2.003 и ГОСТ 12.3.002.
5.2 Не допускается появление трещин на втулках и обоймах или их разрушение (кроме зубьев) и разрушение крепежных изделий у всех муфт в течение 90%-ного ресурса.
5.3 При частотах вращения, равных или более 50% значения допускаемой частоты вращения, указанной в таблице 1 настоящего стандарта, должны применяться только муфты с индексом С (требования пункта являются обязательными с 01.06.97).
5.4 При эксплуатации муфты должны быть защищены предохранительными кожухами. Допускается защитные кожухи не устанавливать, если во время работы муфт исключен контакт с людьми.
5.5 При технических осмотрах, обслуживании и ремонтах муфт с валов должна быть снята нагрузка, а привод отключен.
5.6 Не допускается вытекание смазки из муфт. При работе муфты допускается образование масляной пленки (без каплеобразования) в местах соединения по ГОСТ 8752.
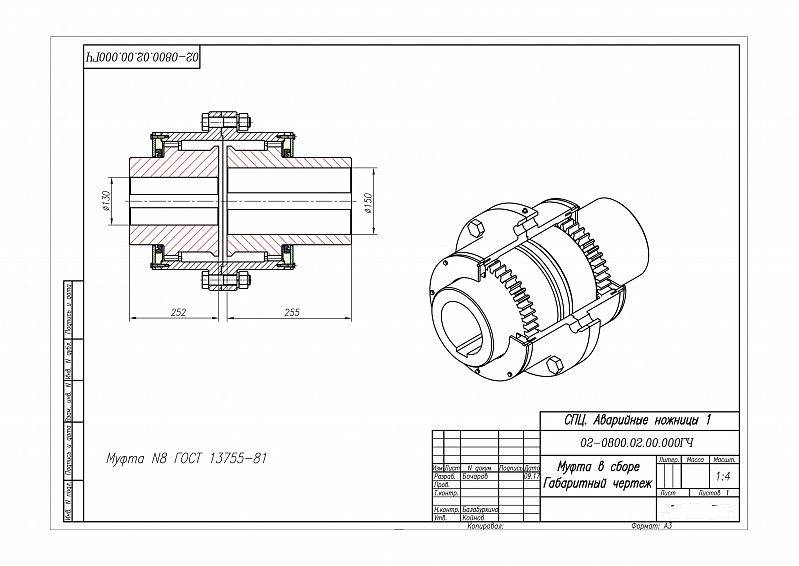
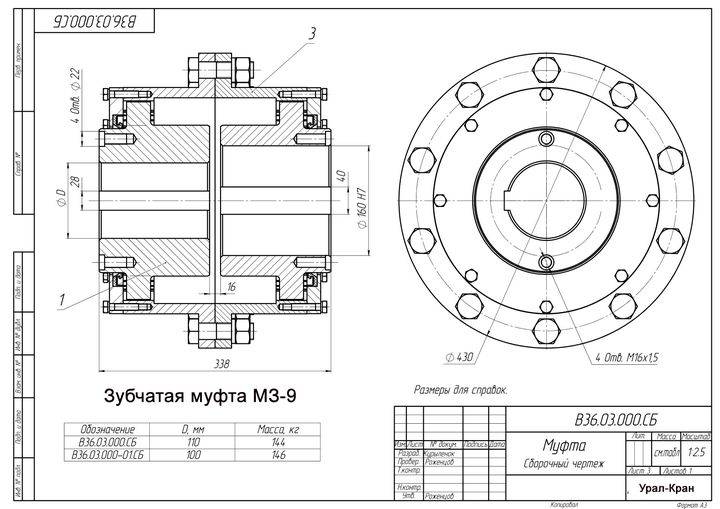
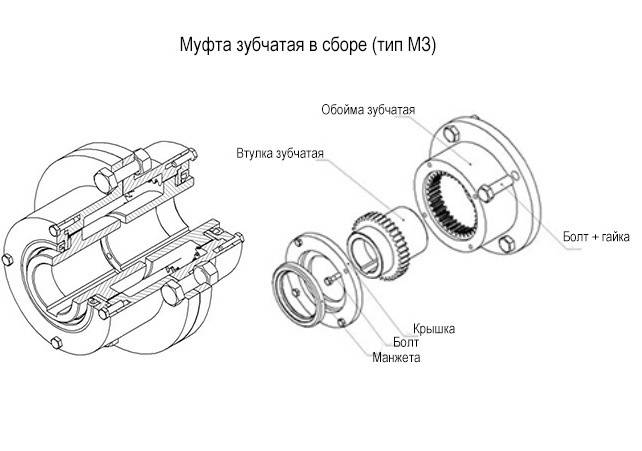
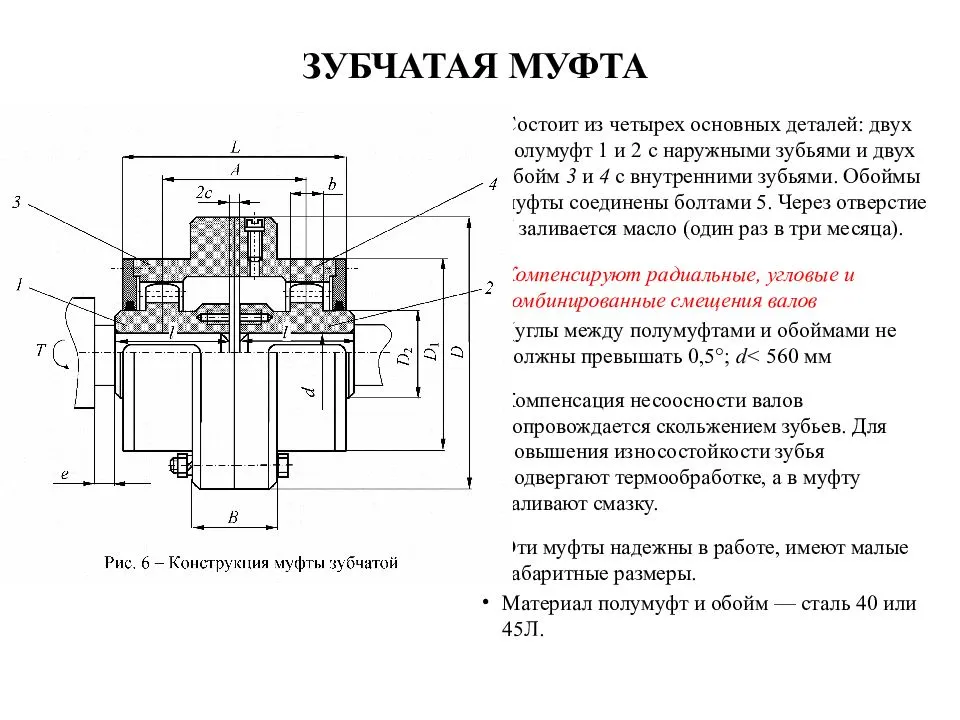
Зубчатая муфта МЗ
Зубчатая муфта МЗ состоит из двух полумуфт или втулок, которые жестко насаживаются на валы, и обоймы – цилиндрического составного барабана. На втулках нарезаны наружные зубья, а на барабане — два ряда внутренних зубьев. Для компенсирующей способности и лучшей подвижности муфт, поверхность наружных зубьев на полумуфтах обрабатывается по сфере, они делаются бочкообразными, что обеспечивает в зацеплении повышенный боковой зазор. Зубчатая муфта МЗ состоит из соединенных болтами двух зубчатых обойм, и двух зубчатых втулок, которые вставляются в обоймы. При этом зубья втулок и зубья обойм входят в зацепление, а благодаря сферической форме зуба втулок допускается незначительное смещение в различных направлениях. В таких муфтах перекос оси втулок относительно оси обоймы составляет не более 1°30′. мм, — а при —зуб>м/сек) НВ≥300.

Для увеличения противозадирной стойкости, сопряженные зубья должны иметь некоторый перепад твердостей. Зацепление работает в масле (нигрол), поскольку это увеличивает износостойкость зубьев и снижает потери на трение. Масло заливается в барабан до нижней точки кольцевых уплотнений на торцах барабана.
Требования безопасности и охраны внешней среды
Муфта зубчатая, как и иные варианты выполнения, должна использоваться только с учетом некоторых правил безопасности. Они такие:
- Трещины на поверхности втулки или обоймы считаются недопустимым дефектом. По мимо этого, не должны разрушаться метизы.
- Если скорость вращения более 50% установленного в таблице стандарта, то должны ставиться варианты выполнения версии с индексом С. Данный момент считается непременным.
- Рассматриваемый компонент механизма защищается с помощью кожуха. При этом исключается вероятность контакта с человеком.
- Непосредственное обслуживание проходит исключительно при снятой нагрузке и отключении привода.
По мимо этого, не разрешается вытеснения вещества для смазки на момент эксплуатации. Связывают это с тем, что во время работы без смазки поверхность изнашивается очень быстро.
10 УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
10.1 Перед монтажом муфту необходимо расконсервировать. Монтаж муфты следует производить с использованием монтажных приспособлений в условиях, когда исключено загрязнение, повреждение деталей муфт. Точность установки соединяемых валов в соответствии с требованиями 4.5 настоящего стандарта и требованиями конструкторской документации на устанавливаемые муфты.
10.2 При монтаже муфты следует обеспечить свободный доступ для залива смазки, возможность сбора сливаемой смазки, контроль смазки и затяжки гаек.
10.3 При монтаже втулки с валом сопрягаемые поверхности следует смазывать солидолом по ГОСТ 4366.
10.4 При монтаже контрольные метки на парных втулках и обоймах должны совпадать.
10.5 В муфту следует заливать смазку в объеме, указанном в паспорте. Смазка должна при работе муфт покрывать полную высоту зубьев.
10.6 Марку смазки в зависимости от температурного режима следует выбирать по таблице 3.Допускаются другие марки смазки с характеристиками не ниже, чем у приведенных в таблице 4.
Таблица 4
Диапазон температур, °С | Марка смазки | Примерные сроки замены смазки | |
основная | заменяющая | ||
От минус 40 до плюс 20 | ТС-10 по ГОСТ 23652 | – | В новых муфтах первую замену масла производят через 100-150 ч работы; последующие замены масла производят через 2000-2500 ч работы |
От плюс 20 до плюс 80 | ИТП-300 ИГП-38 по ГОСТ 26191 | И-50А по ГОСТ 20799 с присадкой ДФ-11 (3…5%), при температуре выше 50 °С допускается применение смазки УНИОЛ-2 ГОСТ 23510 | |
От плюс 80 до плюс 120 | ИПП-20 по ГОСТ 26191 | ИТП-300 по ГОСТ 26191 |