

Устройство и принцип работы зенкеров по металлу
Конструкция:
- Режущая часть. Состоит из калибровочной части, режущих зубьев.
- Рабочая часть. На ней расположены режущие кромки по спирали.
- Шейка. Переход между хвостовиком, рабочей частью.
- Хвостовик. Эта часть закрепляется в патроне электроинструмента или промышленного оборудования.
- Лампа. Конечная часть хвостовика. Она нужна для передачи вращающего момента от привода.
После запуска электродвигателя оснастка начинает вращаться, срезая слой металла острыми кромками, зубьями. Постепенно она углубляется в металлическую деталь, обрабатывая поверхности отверстия.
Зенкер с рабочим диаметром 16 мм.
Зенковки. Просто зенковки (12, 16 и 19 мм). Миниобзор
Вот собственно и сами зенковки
Размеры у продавца заявлены следующие

Всё плюс-минус так. Диаметры немного отличаются. По факту 11.9, 16 и 18.8. Поскольку это зенковки, а не свёрла, то ни на что это особо не влияет. Сведение лезвий у зенковки действительно 90°

Хвостовик у зенковки шестигранный как у биты, хотя у продавца можно и с круглым заказать, но мне такой нравится больше. Хотя бы потому, что исключает фактор проворачивания в патроне, хоть на зенковку нагрузка и небольшая, но пусть будет. На странице продавца указано, что зенковки рассчитаны на обработку древесины и мягких металлов. Но собственно твёрдую сталь я ими обрабатывать и не планировал. Для примера попробуем зенковать ДСП, МДФ, ламинат, алюминий и некую сталь

Начнём с ДСП. Я просверлил в нём отверстие диаметром 6 мм, а затем снял фаску

Получилось так себе. Нет фаска конечно снимается без проблем. Но она не в виде окружности, а больше похожа на гексагон с закругленными углами. Я просверлил ещё три отверстия и попробовал снять фаску всеми тремя зенковками

Результат по сути такой же. Причём лезвий у зенковок по пять, а углов у гексагона шесть. Как это работает, я не знаю. Подобный эффект кстати я наблюдал когда снимаешь фаску свёрлами большого диаметра. Только там вроде бы треугольник получался.
Вот на МДФ

В ламинате я попробовал сверлить одно отверстие на малых оборотах, второе на больших. Результат немного разный, но всё равно не то чего хотелось бы

Но всё же я смог снять фаску более-менее ровной круглой формы

Что бы этого добиться мне пришлось практически к минимуму снизить давление на шуруповёрт. Сначала я зенковал вообще без давления чисто за счёт веса шуруповёрта. Увидел что это даёт положительный результат и слегка надавил, потому что без этого обработка шла очень медленно. Как я понял, эта проблема, потому, что ДСП и МДФ это мягкие материалы и лезвия зенковки при давлении легко вгрызаются в них оставляя подобные неровные следы. На алюминиевом П-профиле этого эффекта уже практически не наблюдается. Потому что алюминий твёрже

Теперь возьмём металл потвёрже. Я не придумал ничего лучше, чем взять вот такую струбцину

И зенковать отверстие на металлической штанге этой струбцины

Результат конечно не такой как на древесных материалах. Но глядя на все эти отверстия можно заметить что они не совсем ровные в плане соосности окружности отверстия и внешней окружности фаски
У меня эти зенковки с конца 18-го года и я на этот момент обратил внимание только сейчас, когда обрабатывал отверстия при написании обзора. Возможно я не перпендикулярно к плоскости держал шуруповёрт. Но вот на этом фото мой друг снимал фаску моими же зенковками и результат такой же
Но вот на этом фото мой друг снимал фаску моими же зенковками и результат такой же.

Избавиться же от «эффекта гексагона, помимо сверления с малым давлением (ходом), возможно поможет зенковка у которой количество лезвий на много больше чем у обозреваемых. Что бы это узнать я заказал себе вот такую:

Инструмент конечно для домашнего использования не must have, но пусть будет. О покупке не жалею, периодически использую.
Всем спасибо за внимание
Зенкерование, развертывание и растачивание оверстий.
Главная Избранные Случайная статья Познавательные Новые добавления Обратная связь FAQ
⇐ ПредыдущаяСтр 6 из 6
Зенкерование
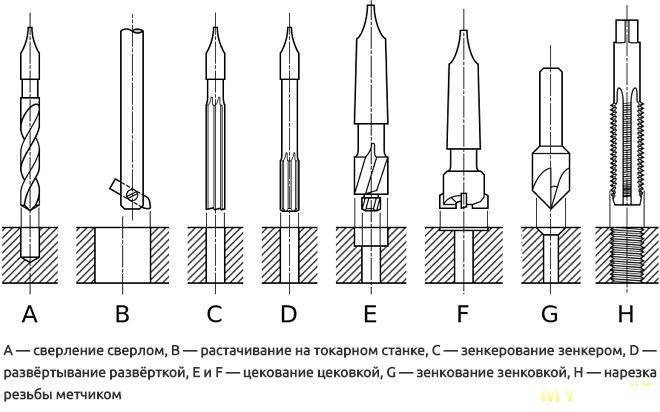
производится для обработки: отверстий в заготовках, полученных отливкой, штамповкой или предварительно просверленных; цилиндрических и конических углублений (под головки винтов, заклепок и т. п.); фасок. В связи с более благоприятными условиями резания, большей жесткостью и стойкостью режущего инструмента зенкерованием получают отверстия с точностью до 10-го квалитета и шероховатостью Rz2,5.
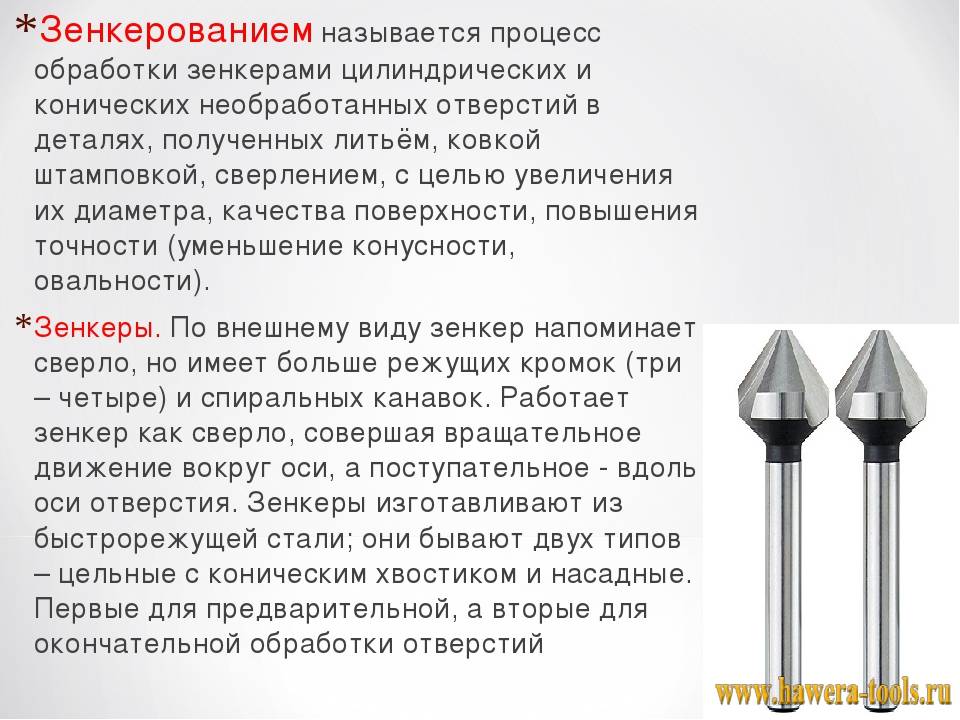
Зенкеры
отличаются от спиральных сверл тем, что имеют не две, а три или четыре режущие кромки, расположенные на заборном конусе, и не имеют перемычки (рис. 29). Зенкер, подобно сверлу, закрепляют в коническом отверстии пиноли задней бабки и подают к заготовке вручную, вращая маховичок задней бабки. Припуск под зенкерование составляет 0,5—2 мм на сторону в зависимости от диаметра отверстия.
Подача при работе зенкерами из быстрорежущей стали составляет 0,3—1,2 мм/об, твердосплавными зенкерами — 0,4—1,5 мм/об; скорость резания соответственно 20—30 и 60—180 м/мин.
Рис. 29. Зенкеры: а
— устройство;б — четырехперый цельный быстрорежущий;в — твердосплавный;г — насадной быстрорежущий;д — насадной твердосплавный;е — насадной со вставными ножами.
Развертывание
— это точная чистовая обработка отверстий. Развертывание обеспечивает получение отверстий с точностью до 7-го квалитета и шероховатостью Ra0,25, а обработка по- следовательно двумя развертками позволяет получить шероховатость поверхностиRa0,08. Развертыванием нельзя устранить биение или перекос отверстия, если они остались после предыдущей обработки.



![Глава xi. зенкерование, зенкование и развертывание [1980 макиенко н.и. - общий курс слесарного дела]](https://metallcore.ru/wp-content/uploads/a/b/5/ab53677b03c5b9a781506c08c6a78a77.jpeg)

Операция развертывания выполняется многолезвийным инструментом — разверткой. Различают развертки: ручные и машинные (рис.30), хвостовые и насадные, цельные и сборные(со вставными ножами). Применяют также регулируемые (установочные) развертки, размер которых можно изменять в небольших пределах.
Развертка состоит из рабочей части, шейки и хвостовика. Хвостовик машинных разверток -конический (конус Морзе), ручных — цилиндрический с квадратом под вороток.
Перед развертыванием отверстие и инструмент очищают от грязи, стружки и протирают. Если хвостовик развертки закреплен непосредственно в пиноли задней бабки, то даже незначительная несоосность хвостовика и рабочей части развертки, перекос пиноли или загрязнение посадочного конуса вызовут неравномерное срезание припуска: отверстие будет иметь больший диаметр у торцов и меньший — в середине детали.
Припуск на развертывание зависит от диаметра отверстия и от обрабатываемого мате- риала (0,08—0,20 мм на сторону).
Подача при развертывании принимается в 2—3 раза большей, чем при сверлении отверстия того же диаметра, а скорость резания в 2— 3 раза меньше. Значение подачи не влияет на шероховатость обработанного отверстия, так как она за- висит только от состояния кромки на калибрующей части инструмента. Низкая скорость резания при развертывании объясняется тем, что на режущей кромке не образуется нарост (налипание металла).
Развертывание производится с применением СОЖ (минеральное масло при обработке стали, керосин при обработке чугуна).
Рис.30. Машинные развертки: а —
хвостовая регулируемая со вставными ножами;б — хвостовая твердосплавная;в — насадная твердосплавная.
Растачивание
производится в целях увеличения диаметра, а также для обеспечения высокой точности и качества поверхности отверстий, полученных сверлением либо образованных в литых или штампованных заготовках. Растачивание обеспечивает получение отверстий с точностью до 7-го квалитета шероховатостью Rz2,5. Растачиванием можно исправить положение оси отверстия.
Рис.31 Технологический процесс обработки отверстия диаметром 50H8
При повышенных требованиях к точности отверстие после предварительного сверления рассверливают, а затем растачивают (рис.31). Растачивание является наиболее универсальным способом обработки отверстий большого диаметра.
Глубину растачиваемого отверстия измеряют линейкой, штангенглубомером, проверяют шаблоном или с помощью лимба продольной подачи. Диаметр контролируют штангенциркулем, с помощью лимба поперечной подачи и другими способами. Внутренние торцы и уступы подрезают расточным упорным резцом при поперечной подаче к оси заготовки. Рассмотрим изученные операции обработки металлов на токарном станке на примере технологического процесса изготовления втулки (см. рис.32).
Рис.32 Схема технологического процесса изготовления втулки из прутка в единичном производстве.
⇐ Предыдущая6
Основные правила обработки зенкерованием
Правильная обработка зенкерованием предполагает соблюдение определенного технологического процесса, который разрабатывается под конкретную деталь. Сам технологический процесс построен на принципах или правилах, которые учитывают абсолютно любые исходные условия: тип металла, диаметр отверстия, форму, конфигурацию, длину канала, конечную задачу зенкерования, тип инструмента. Основные правила обработки зенкером следующие:
- После литья, штамповки или процесса сверления припуск на сторону в отверстии под зенкерование должен составлять 0.5–3 миллиметра.
- Тип режущего элемента должен соответствовать типу отверстия. Они бывают сквозными, ступенчатыми или глухими.
- Скорость вращения при обработке резца, который изготовлен из стали быстрорежущей, не должна отличаться от скорости вращения обычного сверла по металлу.
- Скорость вращения резца, имеющего твердосплавные режущие кромки, может быть увеличена в два или три раза по сравнению со скоростью вращения обычного зенкера.
- Для высокой точности обработки отверстий, полученных литьем или штамповкой, имеющих глубокий канал, их предварительно проходят резцом на глубину половины рабочего тела зенкера и диаметром, равным диаметру режущей кромки.

ГОСТ Р 21.1101-2013 СПДС. Основные требования к проектной и рабочей документации
Данный ГОСТ устанавливает основные требования к проектной и рабочей документации для строительства объектов различного назначения.
Требования к узлам и сечениям указаны в разделе 5.5 ГОСТ Р 21.1101-2013.
В соответствии с п.5.5.2 сечения здания или сооружения обозначают арабскими цифрами последовательно в пределах графического документа.
Допускается самостоятельная нумерация для сечений отдельных участков здания, сооружения или установок, все чертежи которых размещены на одном листе или группе листов и если на этих чертежах отсутствуют ссылки на сечения, расположенные на других листах графического документа.
Допускается обозначать сечения — прописными или строчными буквами русского алфавита (за исключением букв, указанных в 5.3.2).
Согласно п.5.3.2 ….за исключением букв: Ё, З, Й, О, X, Ц, Ч, Щ, Ъ, Ы, Ь) или, при необходимости, буквами латинского алфавита (за исключением букв I и О).
Положение секущей плоскости указывают на чертеже линией сечения (разомкнутой линией по ГОСТ 2.303). При сложном разрезе штрихи проводят также у мест пересечения секущих плоскостей между собой. На начальном и конечном штрихах следует ставить стрелки, указывающие направление взгляда; стрелки должны наноситься на расстоянии 2-3 мм от конца штриха (рисунок 10).
Рисунок 10
Направление взгляда для разреза по плану здания и сооружения принимают, как правило, снизу вверх и справа налево.
В соответствии с таблицей 1 ГОСТ 2.303-68 «Единая система конструкторской документации (ЕСКД). Линии»
п.5 ГОСТ 2.303 Толщина сплошной основной линии должна быть в пределах от 0,5 до 1,4 мм в зависимости от величины и сложности изображения, а также от формата чертежа.
Толщина линий одного и того же типа должна быть одинакова для всех изображений на данном чертеже, вычерчиваемых в одинаковом масштабе.
п.5.5.3 ГОСТ Р 21.1101-2013 Если отдельные части вида (фасада), плана, разреза требуют более детального изображения, то дополнительно выполняют местные виды и выносные элементы — узлы и фрагменты.
5.5.4 На изображении (плане, фасаде или разрезе), откуда выносят узел, соответствующее место отмечают замкнутой сплошной тонкой линией (окружностью, овалом или прямоугольником со скругленными углами) с нанесением на полке линии-выноски обозначения узла арабской цифрой в соответствии с рисунками 11а, 11б или прописной буквой русского алфавита в соответствии с рисунком 11в.
 Рисунок 11
Рисунок 11
При необходимости ссылки на узел, помещенный в другом графическом документе (например, основном комплекте рабочих чертежей), или на рабочие чертежи типового строительного узла указывают обозначение и номер листа соответствующего документа в соответствии с рисунком 11б или серию рабочих чертежей типовых узлов и номер выпуска в соответствии с рисунком 11в.
При необходимости ссылку на узел в сечении выполняют в соответствии с рисунком 12.
Рисунок 12
Над изображением узла указывают в кружке его обозначение в соответствии с рисунком 13а, если узел изображен на том же листе, откуда он вынесен, или 13б, если он вынесен на другом листе.
Рисунок 13
Узлу, являющемуся полным зеркальным отражением другого (основного) исполнения, присваивают то же обозначение, что и основному исполнению, с добавлением индекса «н».
5.5.5 Местные виды обозначают прописными буквами русского алфавита, которые наносят рядом со стрелкой, указывающей направление взгляда. Эти же обозначения наносят над изображениями видов.
5.5.6 Для каждого вида изображений (разрезов и сечений, узлов, фрагментов) применяют самостоятельный порядок нумерации или буквенных обозначений.
5.5.9 Если изображение разреза, сечения, узла, вида или фрагмента помещено на другом листе, то после обозначения изображения указывают в скобках номер этого листа в соответствии с рисунками 10, 11а, 12 и 14.
Согласно п.5.5.14 наименованиями сечений являются цифровые или буквенные обозначения секущих плоскостей.
Пример — 5-5, Б-Б, а-а
Применение и виды зенкеров
Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов (на фото). Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания.
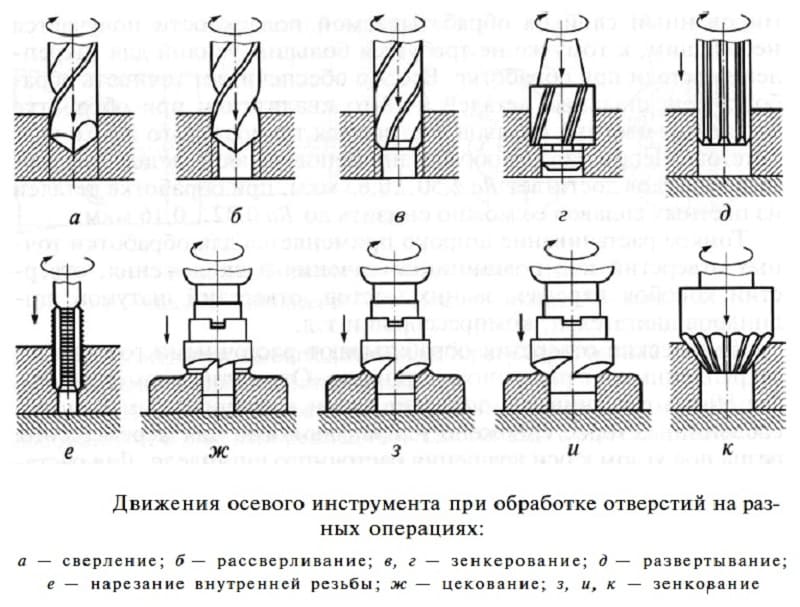
Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси.

Зенкер с твердосплавными пластинами
Разработали зенкер для металлообрабатывающей промышленности с целью обработки просверленного, продолбленного или выполненного с помощью штамповки отверстия. Зенкер по металлу, требования к характеристикам которого регулирует ГОСТ 12489-71, используется при выполнении промежуточной или уже конечный обработки. В связи с этим выделяют два вида инструмента:
- для последующего развертывания с припуском;
- для получения высокоточного отверстия – с квалитетом Н11 (допуск 4–5 класса точности).
ГОСТ 12489-71 Зенкеры цельные. Конструкция и размеры
При применении расточки увеличивается диаметр, повышается точность поверхности и чистота отверстия. Зенкерование предназначается в основном для:
- достижения более гладкой, чистой поверхности отверстия перед процедурой развертывания или нарезания резьбы;
- калибрования отверстия под болт, шпильку или какой-либо другой крепеж.
Применяются зенкеры, требования к которым определяет ГОСТ 12489-71, также при обработке торцевых поверхностей и при выполнении некоторых операций, придающих отверстию нужный профиль (например, расширение углубления в верхней части отверстия, предназначенного под головки болтов).
Зенкеры подразделяют на несколько видов по способу их закрепления в станок:
- насадной;
- хвостовой (с метрическим конусом или с конусом Морзе – виды хвостовика для крепления в станок).

Зенкер алмазный
По конструкции зенкеры бывают следующих видов:
- сборные;
- цельные;
- сварные;
- с твердосплавными пластинами.
Цельный зенкер похож на сверло, поэтому второе его название – сверло-зенкер. У него больше, чем у простого сверла, спиральных канавок и режущих кромок (от 3 до 6 зубьев). Режущую часть инструмента, как оговаривает ГОСТ 12489-71, выполняют из быстрорежущей стали P18, P9 или делают с твердосплавными пластинами (BK4, BK6, BK8 для обработки чугуна, T15K6 – для обработки стали). Инструмент, оснащенный твердосплавными пластинами, имеет большую производительность (более высокую скорость резания), чем изготовленный из быстрорежущей стали.






Спиральные хвостовые зенкеры
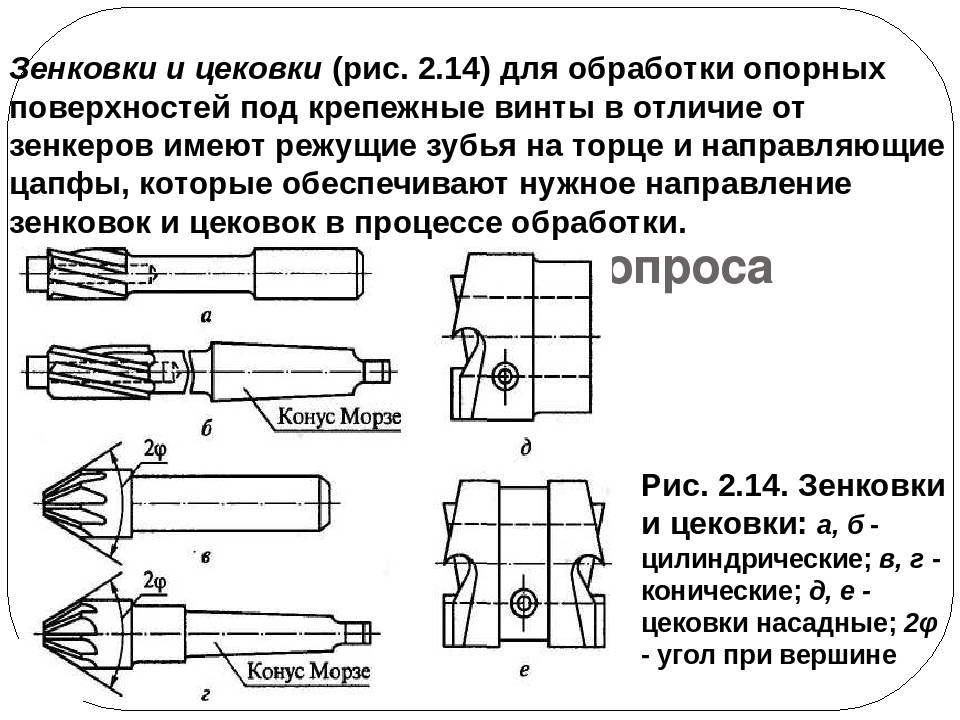
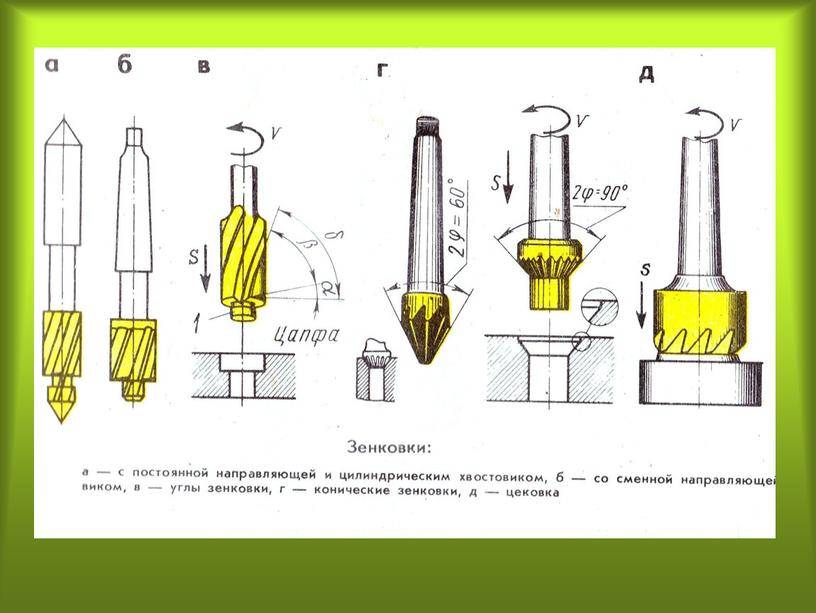
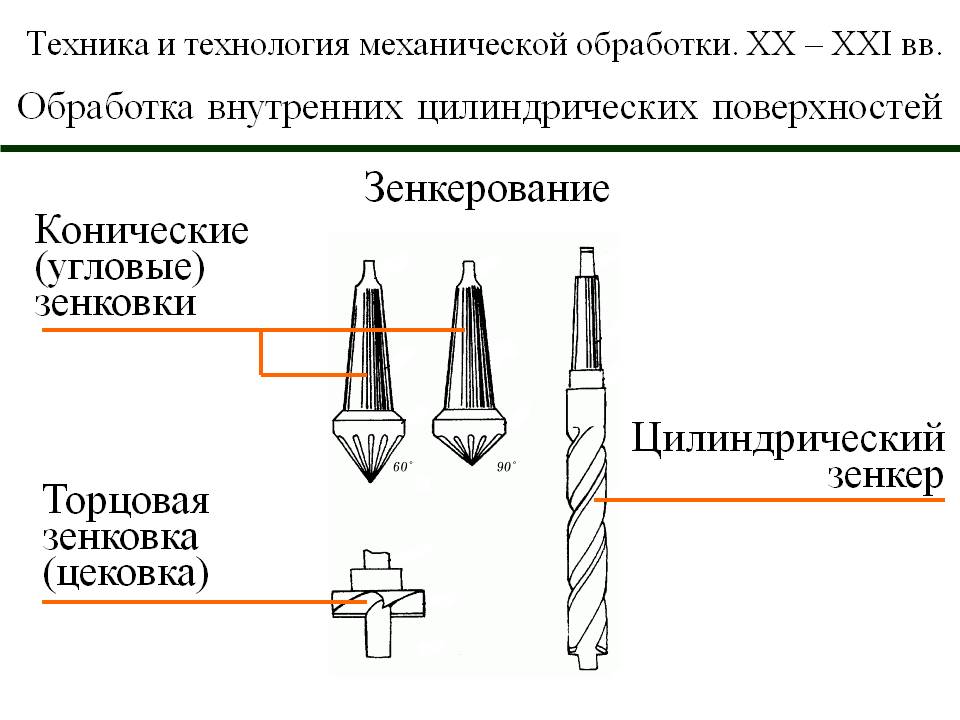
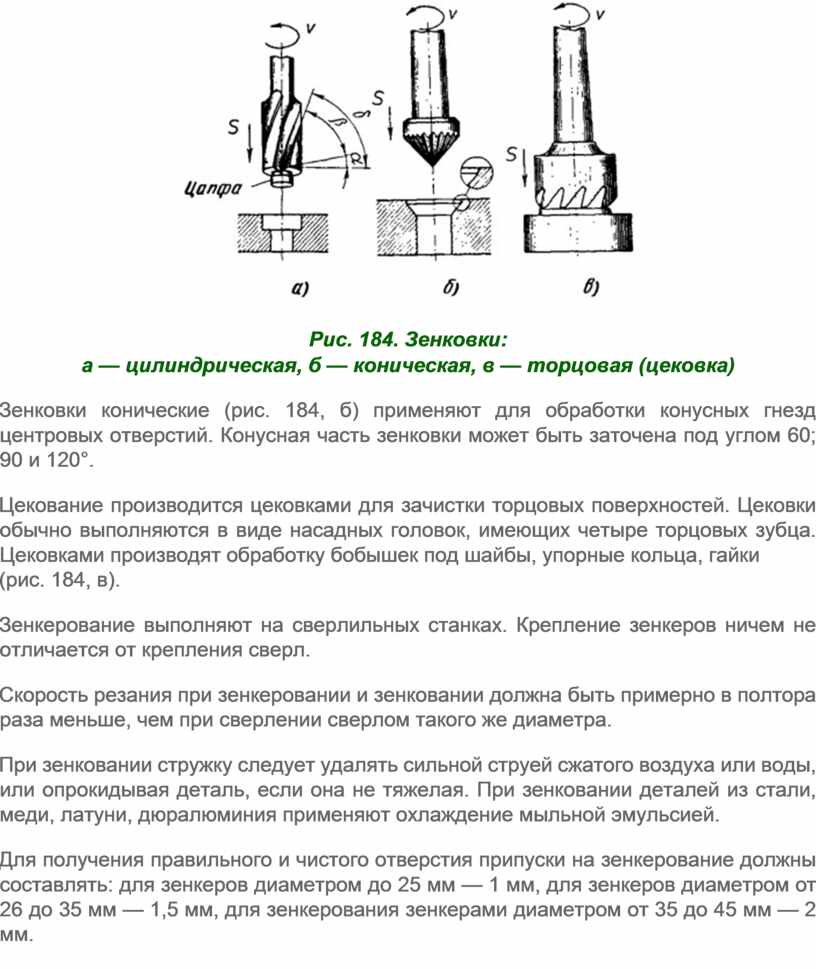
Виды зенковок и их назначение
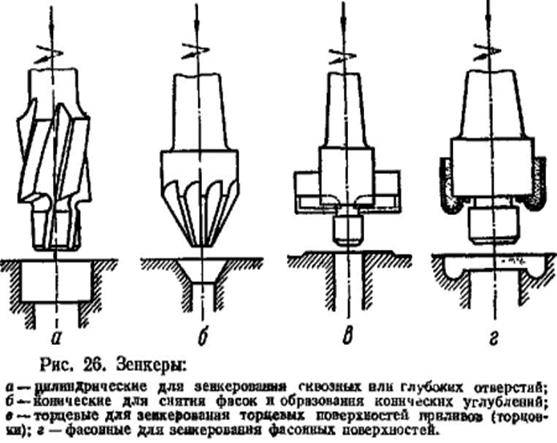
Инструмент зенковка обязательно входит в технологический процесс при изготовлении различных механизмов. Так как сложный механизм может иметь отверстия различного диаметра или могут быть разные требования к обработке: глубина зенкования, чистота получаемой поверхности, угол конуса или цилиндрическое углубление, то и режущие элементы для этих целей бывают разными.
Если брать режущую область инструмента, то можно встретить зенковки с такими формами резцов:
- Конического вида. Ножи такого элемента расходятся из центра торца под углом к телу инструмента. Угол здесь может быть разным: от 30 до 120 градусов с шагом 30 градусов. Также разным может быть и диаметр.
- Элементы с режущими кромками на окружности цилиндра. Эта форма резца позволяет получать ровные цилиндрические углубления.
- Элементы для торцевания.
Существует также классификация резцов-зенковок по величие диаметра, которым можно обработать отверстие:
- Простой инструмент. Диаметр здесь варьируется от 1.5 до 0.5 мм.
- Зенковки, рассчитанные на диаметр реза от 6 до 0.5 мм, у которых имеется конус предохранительного назначения либо он отсутствует.
- Режущие элементы, где конструктивно имеется хвостовик, рассчитанные на диаметр 8–12 миллиметров.
Основным назначением зенковки является возможность проведения над отверстиями следующих операций:
- Обработка отверстия таким образом, что в его начале может образоваться конусное углубление.
- Получение в отверстии углублений, когда нужна плоскость опорного назначения.
- Удаление фаски на торце канала отверстия.
- Создание углубления под потайные шляпки метизов.
Сферы применения зенковки
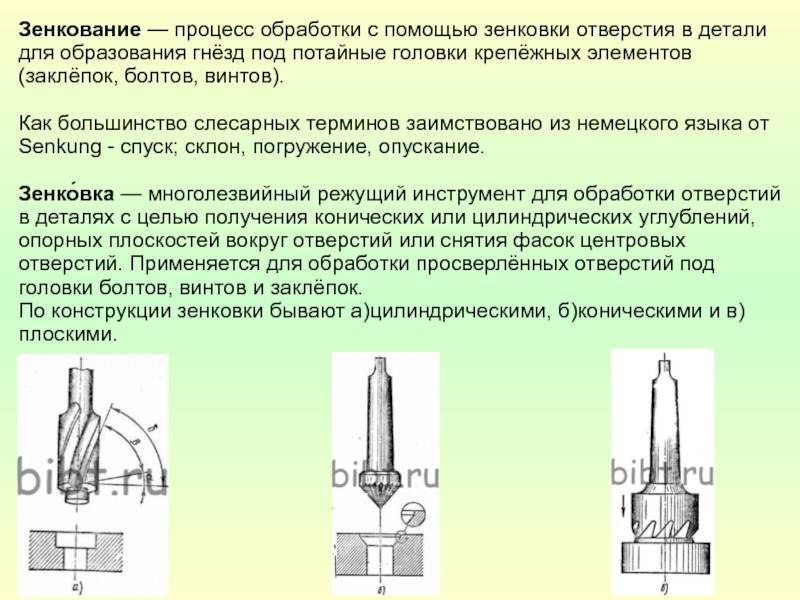
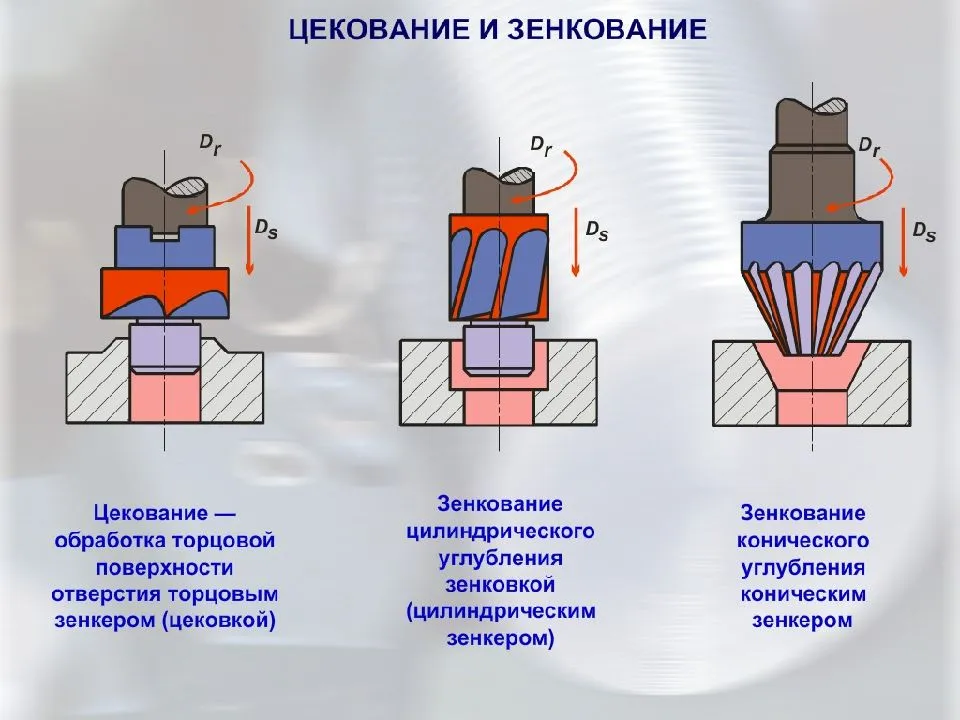
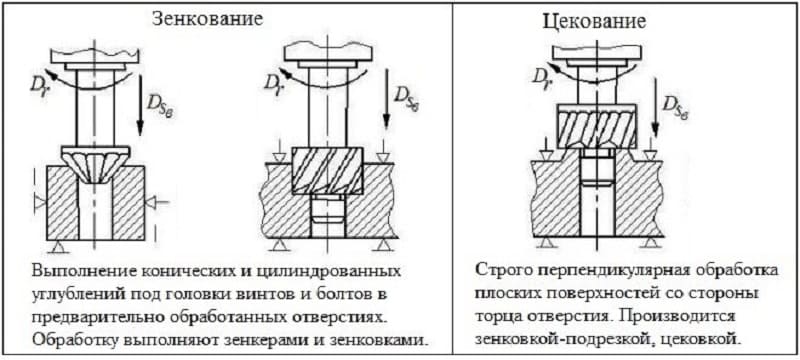
Зенкование и зенкерование, несмотря на то, что используются для обработки предварительно подготовленных отверстий, имеют ряд принципиальных отличий. Основным назначением зенкования является формирование в верхней части предварительно подготовленного отверстия конических или цилиндрических углублений, которые необходимы для того, чтобы скрывать головки используемых крепежных элементов.

Коническая зенковка с хвостовиком Морзе тип 8, материал режущей части — сталь HSS (аналог Р6М5)
По степени чистоты формируемого в процессе выполнения зенкования углубления такую технологическую операцию относят к получистовой. Как правило, ее выполняют перед развертыванием отверстий в заготовках из различных материалов. В качестве оборудования, на котором выполняется зенкование, могут использоваться сверлильные, токарные, фрезерные и расточные станки. Отличительной особенностью такой технологической операции является то, что выполняют ее на малых оборотах, совершаемых зенковкой или обрабатываемой заготовкой.
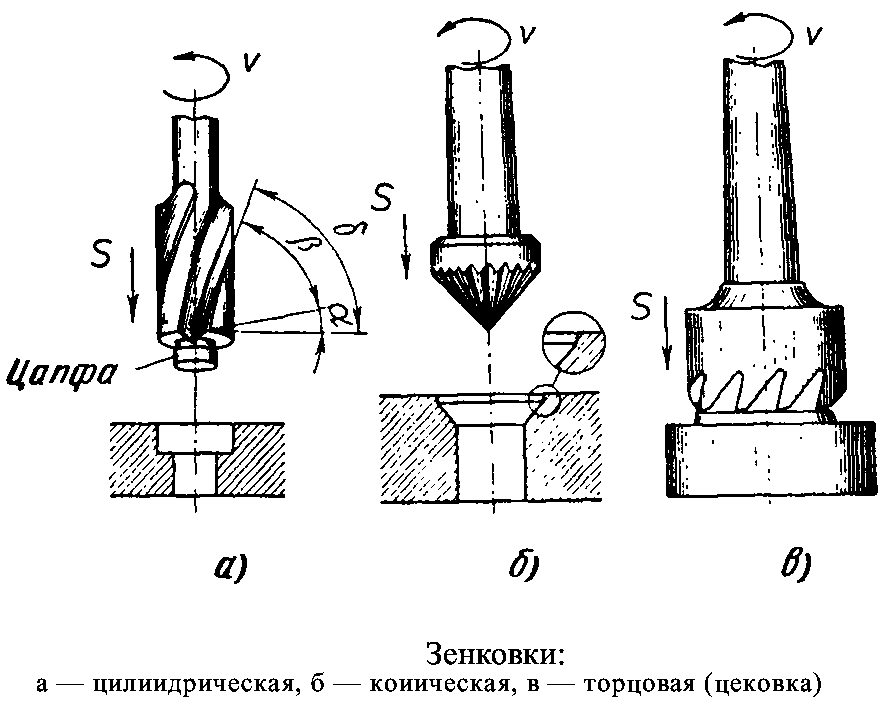
По конструктивному исполнению различают зенковки:
- конические (ГОСТ 14953-80);
- цилиндрического типа.

Типы конических зенковок
Отдельную категорию зенковок составляют шарошки, которые изготавливаются из твердосплавных материалов и используются преимущественно для выполнения шлифовально-обдирочных работ. Еще одним типом зенковок, которые применяются для обработки и снятия фасок в отверстиях, расположенных в труднодоступных местах, являются инструменты обратного типа. Специалисты, которые часто работают с зенковками данного типа, предпочитают иметь в своем распоряжении целые их наборы, которые позволяют выполнять обработку отверстий с различными геометрическими параметрами.

Шарошка – разновидность зенковки, используемая для прирезки клапанов двигателя внутреного сгорания
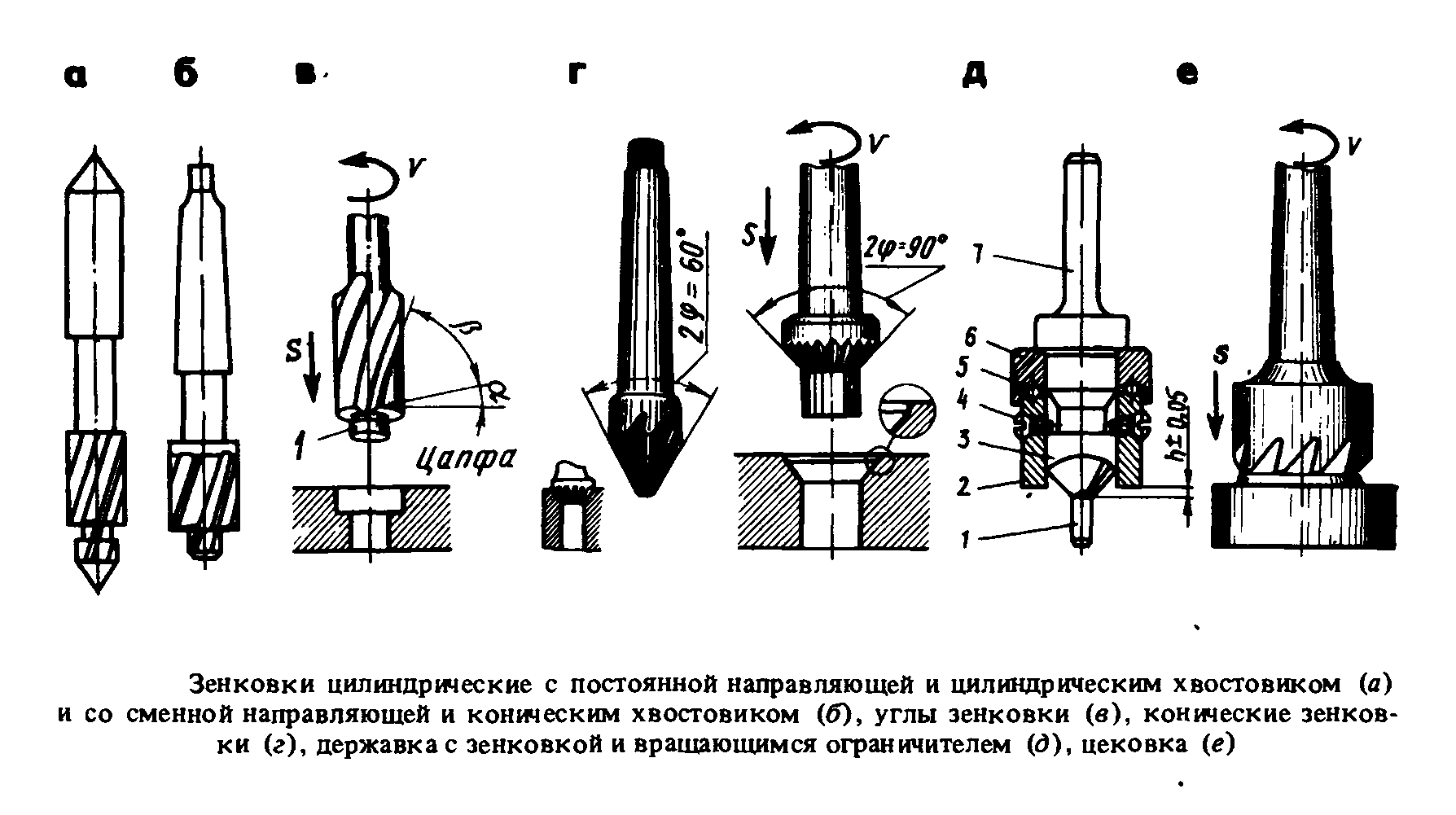
Выпускаемые по ГОСТ 14953-80 зенковки конические имеют стандартную конструкцию, составными элементами которой являются хвостовик и рабочая часть с передним концом, заточенным под конус. Угол конуса, который формируют боковые поверхности передней части такой зенковки, может составлять 60, 75, 90 или 120°. ГОСТ 14953-80 регламентирует и количество зубьев на рабочей части, которое зависит от ее диаметра.
Так, на зенковках различных диаметров (12–60 мм) может содержаться от шести до двенадцати режущих зубьев. В зависимости от длины используемого для обработки инструмента, которая также регламентируется положениями нормативного документа, для его поддержки на станке может использоваться цапфа, обеспечивающая соосность формируемой поверхности.

Типы стандартных конических зенковок
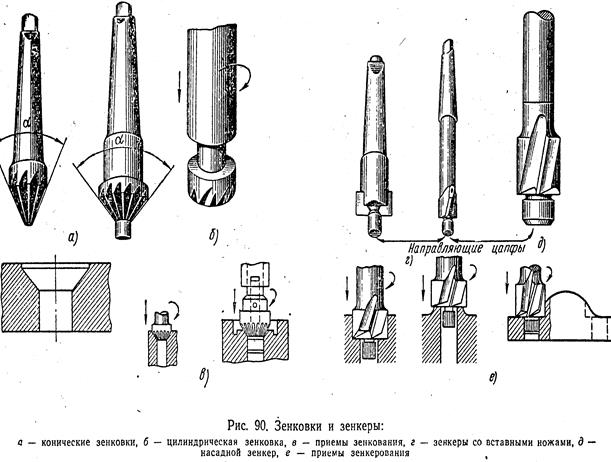
Цилиндрические зенковки, в отличие от конического инструмента (выпускаемого по требованиям, которые оговаривает ГОСТ 14953-80), целенаправленно используются для подрезания фасок под металлические изделия. Рабочая часть такой зенковки, обычно имеющая износоустойчивое покрытие, напоминает сверло, но отличается от него большим количеством режущих зубьев. В зависимости от диаметра рабочей части, на ней может быть от 4 до 10 режущих зубьев. Чтобы надежно зафиксировать положение такого инструмента в процессе его работы, на его торце имеется специальная направляющая цапфа – цельная или съемная. Наиболее удобными и практичными в использовании являются зенковки со съемными цапфами. Кроме того, для большей эффективности выполняемой обработки на зенковку могут устанавливать дополнительную режущую насадку.
Для того чтобы при помощи одной зенковки обработать несколько отверстий на одну глубину, инструмент оснащают специальной державкой с ограничителем, который может быть неподвижным или вращающимся. Режущий инструмент в таком случае крепится в державке, а его рабочая часть выступает из ее упора на величину, равную глубине обрабатываемого отверстия.

Эти фаски на отверстиях были выполнены конической зенковкой
Материалом для изготовления зенковок могут служить различные металлы и сплавы, в частности:
- ;
- легированные быстрорежущие стальные сплавы;
- твердосплавные материалы.
Для обработки отверстий, выполненных в мягких металлах, а также в таких материалах, как дерево или пластик, применяются зенковки, изготовленные из стальных сплавов. Если же необходимо выполнять обработку отверстий, которые выполнены в изделиях из более твердых металлов, то для этого используют твердосплавные зенковки. Последние в состоянии выдерживать значительные нагрузки, возникающие при обработке металлов с высокой твердостью.
Зенкер. Назначение и виды инструмента
Зенкование
Раззенковка отверстий – это совершенно иная операция. Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом необходимо проделать углубление, куда в результате выступающая часть и благополучно спрячется. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
В результате раззенкованное, зенкованное отверстие допускается различных форм. Все зависит от прилагаемого давления, форму рабочего инструмента, требований. Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
Изменение плоскости опоры в заготовленных пазах. А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота
Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации.
Создание продольных каналов со снятой фаской.
Сокрытие в полной мере различных резьбовых соединений.

Особенности технологической операции в главное мере зависят от материала. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
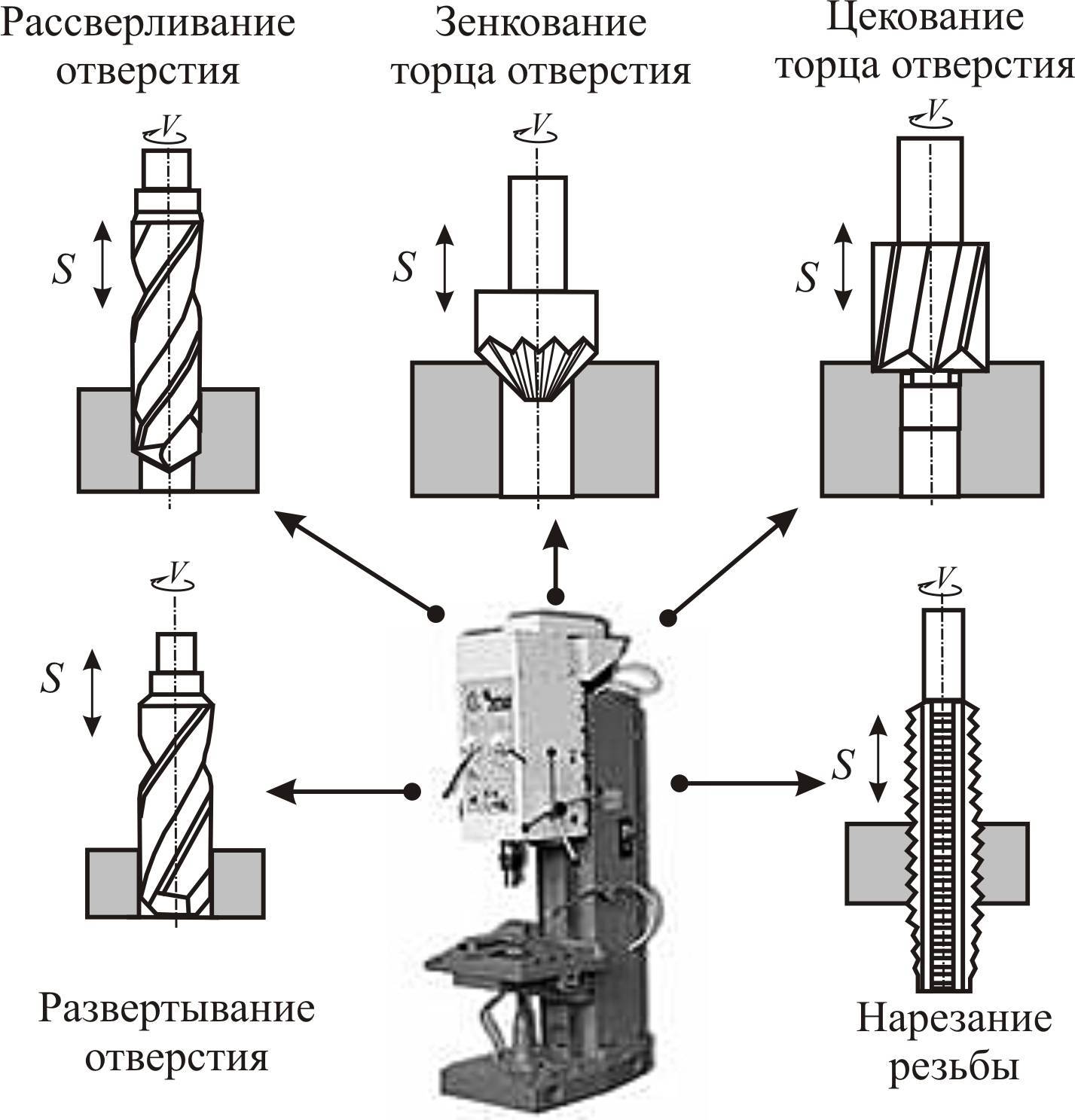
Зенкерование
Работы выполняются на станках токарных (для получения отверстий с торцевой стороны), сверлильных, фрезерных с ЧПУ и расточных (для изменения размера отверстия). Подбор инструмента производится исходя из месторасположения отверстия и материала, глубины и размера отверстия, способа крепления. Скорость обработки в зенкеровании идентична скорости сверления. Для стали легких видов угол наклона равен 15-20 градусов, для средней легкости сплавов – 8-10 градусов. Высоколегированные стали и чугун обрабатываются поду углом 0-5 градусов, согласно ГОСТ 12479-71.
Использование автоматического оборудования позволяет добиться высокой точности обрабатываемой поверхности. Выполняя работы нужно придерживаться следующих правил безопасности: поверхность зенкера должна быть хорошо заточенной и не иметь заусенцев и трещин
В момент крепления хвостовика нужно обратить внимание на гладкость поверхности в качестве крепежа
Данная обработка похожа на операцию рассверливания. Только в случае с зенкерованием окончательный вариант выходит более точным, в процессе улучшается чистота поверхности, устраняются любые погрешности. Далее обычно производится развертывание — разновидность чистовой обработки.
Раззенковкой называют вторичную обработку уже готовых отверстий для установки в них головок болтов, заклепок, винтов.
Тонкости правильного зенкерования металлических заготовок
Виды и применение зенковок
При обработке деталей на сверлильных и токарных станках зенковка по металлу применяется для:
- Формирование в предварительно подготовленных отверстиях углублений конической или цилиндрической формы требуемой длины.
- Формирование опорных плоскостей возле отверстий.
- Съём фаски в отверстиях.
- Обработка отверстий под крепеж.
Часто можно встретить и термин «цековка», так называют инструмент, предназначенный для рассверливания углублений цилиндрической формы и опорных плоскостей.
По конфигурации режущей части встречаются следующие виды зенковок:
- Цилиндрической конфигурации.
- Конические зенковки.
- Торцовые инструменты.
По диаметру обрабатываемых отверстий зенковки подразделяются на:
- Простые (от 0,5 до 1,5 мм).
- Для отверстий диаметром от 0,5 до 6 мм. Выпускаются с предохранительным или без предохранительного конуса.
- Зенковки с конусным хвостовиком. Применяются для отверстий диаметром от 8 до 12 мм.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Чем зенкерование отличается от сверления?

Мы уже упоминали, что процесс зенкерования часто напоминает простое сверление.
Вот основные отличия:
- При зенкеровании мы можем получить более точный результат. Часто во время обработки металла методом сверления или, например, шлифования, возникают определенные дефекты или недостатки у готового изделия, которое необходимо исправить. С помощью использования зенкеров все несовершенства легко и быстро удаляются, а детали придается необходимый вид.
- Во время сверления центр часто отклоняется в другую сторону из-за недостаточной жесткости режущего инструмента. В случае с зенкерованием мы имеем более высокий показатель жесткости, поэтому подобных отклонений не возникает.
Сферы применения зенковки
Зенкование и зенкерование, несмотря на то, что используются для обработки предварительно подготовленных отверстий, имеют ряд принципиальных отличий. Основным назначением зенкования является формирование в верхней части предварительно подготовленного отверстия конических или цилиндрических углублений, которые необходимы для того, чтобы скрывать головки используемых крепежных элементов.






Коническая зенковка с хвостовиком Морзе тип 8, материал режущей части — сталь HSS (аналог Р6М5)
По степени чистоты формируемого в процессе выполнения зенкования углубления такую технологическую операцию относят к получистовой. Как правило, ее выполняют перед развертыванием отверстий в заготовках из различных материалов. В качестве оборудования, на котором выполняется зенкование, могут использоваться сверлильные, токарные, фрезерные и расточные станки. Отличительной особенностью такой технологической операции является то, что выполняют ее на малых оборотах, совершаемых зенковкой или обрабатываемой заготовкой.
По конструктивному исполнению различают зенковки:
- конические (ГОСТ 14953-80);
- цилиндрического типа.

Типы конических зенковок
Отдельную категорию зенковок составляют шарошки, которые изготавливаются из твердосплавных материалов и используются преимущественно для выполнения шлифовально-обдирочных работ. Еще одним типом зенковок, которые применяются для обработки и снятия фасок в отверстиях, расположенных в труднодоступных местах, являются инструменты обратного типа. Специалисты, которые часто работают с зенковками данного типа, предпочитают иметь в своем распоряжении целые их наборы, которые позволяют выполнять обработку отверстий с различными геометрическими параметрами.

Шарошка – разновидность зенковки, используемая для прирезки клапанов двигателя внутреного сгорания
Выпускаемые по ГОСТ 14953-80 зенковки конические имеют стандартную конструкцию, составными элементами которой являются хвостовик и рабочая часть с передним концом, заточенным под конус. Угол конуса, который формируют боковые поверхности передней части такой зенковки, может составлять 60, 75, 90 или 120°. ГОСТ 14953-80 регламентирует и количество зубьев на рабочей части, которое зависит от ее диаметра.
Так, на зенковках различных диаметров (12–60 мм) может содержаться от шести до двенадцати режущих зубьев. В зависимости от длины используемого для обработки инструмента, которая также регламентируется положениями нормативного документа, для его поддержки на станке может использоваться цапфа, обеспечивающая соосность формируемой поверхности.

Типы стандартных конических зенковок
Цилиндрические зенковки, в отличие от конического инструмента (выпускаемого по требованиям, которые оговаривает ГОСТ 14953-80), целенаправленно используются для подрезания фасок под металлические изделия. Рабочая часть такой зенковки, обычно имеющая износоустойчивое покрытие, напоминает сверло, но отличается от него большим количеством режущих зубьев. В зависимости от диаметра рабочей части, на ней может быть от 4 до 10 режущих зубьев. Чтобы надежно зафиксировать положение такого инструмента в процессе его работы, на его торце имеется специальная направляющая цапфа – цельная или съемная. Наиболее удобными и практичными в использовании являются зенковки со съемными цапфами. Кроме того, для большей эффективности выполняемой обработки на зенковку могут устанавливать дополнительную режущую насадку.
Для того чтобы при помощи одной зенковки обработать несколько отверстий на одну глубину, инструмент оснащают специальной державкой с ограничителем, который может быть неподвижным или вращающимся. Режущий инструмент в таком случае крепится в державке, а его рабочая часть выступает из ее упора на величину, равную глубине обрабатываемого отверстия.

Эти фаски на отверстиях были выполнены конической зенковкой
Материалом для изготовления зенковок могут служить различные металлы и сплавы, в частности:
- углеродистые инструментальные стали;
- легированные быстрорежущие стальные сплавы;
- твердосплавные материалы.
Для обработки отверстий, выполненных в мягких металлах, а также в таких материалах, как дерево или пластик, применяются зенковки, изготовленные из стальных сплавов. Если же необходимо выполнять обработку отверстий, которые выполнены в изделиях из более твердых металлов, то для этого используют твердосплавные зенковки. Последние в состоянии выдерживать значительные нагрузки, возникающие при обработке металлов с высокой твердостью.
Что такое зенкер и зачем его применяют?

Зенкер — режущий инструмент со множеством лезвий и зубьев, с помощью которого дополнительно обрабатываются уже готовые отверстия в детали. Например, если в заготовке уже выполнено круглое отверстие, зенкер используют, чтобы задать необходимый диаметр и улучшить качество выполненной поверхности. А само резание данным инструментов и называется зенкерованием.

Из-за вращательных движений зенкерование часто выглядит как обычное сверление.
Таким образом, зенкерование применяют для достижения следующих целей:
- для сглаживания поверхности отверстия;
- для того, чтобы подогнать отверстие под необходимый крепеж (болт, винт, шпилька и т.д).





