

Введение
Раньше деревянными постройками без единого гвоздя могли похвастаться только небольшой процент древних народов, а с появлением саморезов, шурупов, других элементов, без гвоздей строиться стало все. С ростом технологий росли требования к качеству, новой ступенью стало создание зенкера по дереву.
Это приспособление создано для повышения качества соединений деревянных изделий. Благодаря этому инструменту в создании деревянных конструкций можно использовать крепежи с большими шляпками, которые не будут торчать или держаться ненадежно. Но для соответствующей работы нужно научиться различать виды насадок, уметь обращаться со столь сложным оборудованием.
Зенкерование, развертывание и растачивание оверстий.
Главная Избранные Случайная статья Познавательные Новые добавления Обратная связь FAQ
⇐ ПредыдущаяСтр 6 из 6
Зенкерование
производится для обработки: отверстий в заготовках, полученных отливкой, штамповкой или предварительно просверленных; цилиндрических и конических углублений (под головки винтов, заклепок и т. п.); фасок. В связи с более благоприятными условиями резания, большей жесткостью и стойкостью режущего инструмента зенкерованием получают отверстия с точностью до 10-го квалитета и шероховатостью Rz2,5.
Зенкеры
отличаются от спиральных сверл тем, что имеют не две, а три или четыре режущие кромки, расположенные на заборном конусе, и не имеют перемычки (рис. 29). Зенкер, подобно сверлу, закрепляют в коническом отверстии пиноли задней бабки и подают к заготовке вручную, вращая маховичок задней бабки. Припуск под зенкерование составляет 0,5—2 мм на сторону в зависимости от диаметра отверстия.
Подача при работе зенкерами из быстрорежущей стали составляет 0,3—1,2 мм/об, твердосплавными зенкерами — 0,4—1,5 мм/об; скорость резания соответственно 20—30 и 60—180 м/мин.
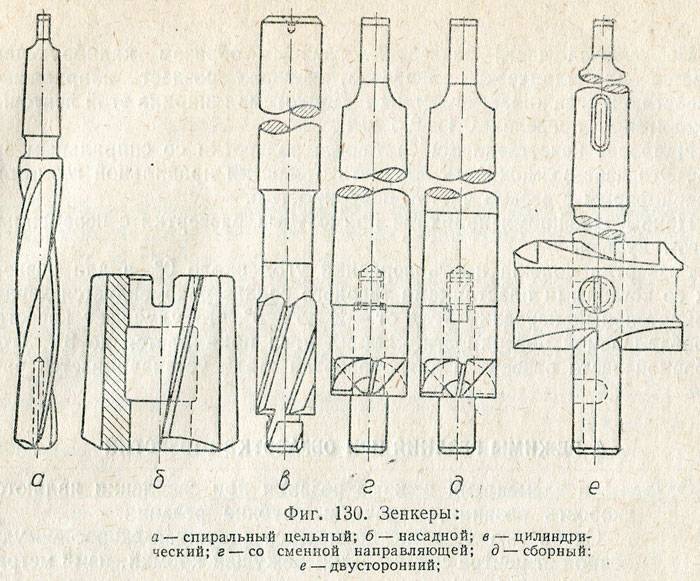
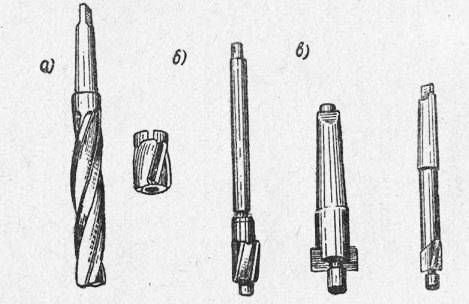
Рис. 29. Зенкеры: а
— устройство;б — четырехперый цельный быстрорежущий;в — твердосплавный;г — насадной быстрорежущий;д — насадной твердосплавный;е — насадной со вставными ножами.
Развертывание
— это точная чистовая обработка отверстий. Развертывание обеспечивает получение отверстий с точностью до 7-го квалитета и шероховатостью Ra0,25, а обработка по- следовательно двумя развертками позволяет получить шероховатость поверхностиRa0,08. Развертыванием нельзя устранить биение или перекос отверстия, если они остались после предыдущей обработки.
Операция развертывания выполняется многолезвийным инструментом — разверткой. Различают развертки: ручные и машинные (рис.30), хвостовые и насадные, цельные и сборные(со вставными ножами). Применяют также регулируемые (установочные) развертки, размер которых можно изменять в небольших пределах.
Развертка состоит из рабочей части, шейки и хвостовика. Хвостовик машинных разверток -конический (конус Морзе), ручных — цилиндрический с квадратом под вороток.
Перед развертыванием отверстие и инструмент очищают от грязи, стружки и протирают. Если хвостовик развертки закреплен непосредственно в пиноли задней бабки, то даже незначительная несоосность хвостовика и рабочей части развертки, перекос пиноли или загрязнение посадочного конуса вызовут неравномерное срезание припуска: отверстие будет иметь больший диаметр у торцов и меньший — в середине детали.
Припуск на развертывание зависит от диаметра отверстия и от обрабатываемого мате- риала (0,08—0,20 мм на сторону).
Подача при развертывании принимается в 2—3 раза большей, чем при сверлении отверстия того же диаметра, а скорость резания в 2— 3 раза меньше. Значение подачи не влияет на шероховатость обработанного отверстия, так как она за- висит только от состояния кромки на калибрующей части инструмента. Низкая скорость резания при развертывании объясняется тем, что на режущей кромке не образуется нарост (налипание металла).
Развертывание производится с применением СОЖ (минеральное масло при обработке стали, керосин при обработке чугуна).
Рис.30. Машинные развертки: а —
хвостовая регулируемая со вставными ножами;б — хвостовая твердосплавная;в — насадная твердосплавная.
Растачивание
производится в целях увеличения диаметра, а также для обеспечения высокой точности и качества поверхности отверстий, полученных сверлением либо образованных в литых или штампованных заготовках. Растачивание обеспечивает получение отверстий с точностью до 7-го квалитета шероховатостью Rz2,5. Растачиванием можно исправить положение оси отверстия.
Рис.31 Технологический процесс обработки отверстия диаметром 50H8
При повышенных требованиях к точности отверстие после предварительного сверления рассверливают, а затем растачивают (рис.31). Растачивание является наиболее универсальным способом обработки отверстий большого диаметра.
Глубину растачиваемого отверстия измеряют линейкой, штангенглубомером, проверяют шаблоном или с помощью лимба продольной подачи. Диаметр контролируют штангенциркулем, с помощью лимба поперечной подачи и другими способами. Внутренние торцы и уступы подрезают расточным упорным резцом при поперечной подаче к оси заготовки. Рассмотрим изученные операции обработки металлов на токарном станке на примере технологического процесса изготовления втулки (см. рис.32).
Рис.32 Схема технологического процесса изготовления втулки из прутка в единичном производстве.
⇐ Предыдущая6
Модульные развертки RHM
 В ассортименте представлены цельные развертки диаметром от 14 до 50 мм, обеспечивающие большой удельный съем металла и не требующие специальной настройки. Все головки стандартных разверток обеспечивают точность обработанных отверстий по ISO H7 и подходят для большинства операций. Благодаря осевому креплению головок модульных разверток, возможна их быстрая и простая замена, без необходимости повторной проверки биения. Специальные покрытия и геометрия заборной части обеспечивают возможность высокоскоростной обработки стали, нержавеющей стали, чугуна и цветных металлов.
В ассортименте представлены цельные развертки диаметром от 14 до 50 мм, обеспечивающие большой удельный съем металла и не требующие специальной настройки. Все головки стандартных разверток обеспечивают точность обработанных отверстий по ISO H7 и подходят для большинства операций. Благодаря осевому креплению головок модульных разверток, возможна их быстрая и простая замена, без необходимости повторной проверки биения. Специальные покрытия и геометрия заборной части обеспечивают возможность высокоскоростной обработки стали, нержавеющей стали, чугуна и цветных металлов.
Основная область применения
Для закрепления разверток рекомендуются стандартные регулируемые гидравлические патроны SIF или обычные патроны SIF гарантирующие минимальные радиальное биение и угловые отклонения
Надежное крепление инструмента чрезвычайно важно для достижения прямолинейности и качества поверхности отверстия. Начиная с диаметра 20 мм, вы можете выбрать развертки как с осевым, так и с радиальным креплением головок
Особенности и преимущества
- Соединение KST с контактом по конусу
- Более высокие значения подач по сравнению со стандартным инструментом для развертывания.
- Благодаря минимальным вибрациям обеспечивается высокое качество обработанной поверхности и стойкость инструмента.
- Взаимная ориентация головки и корпуса не требуется.
- Более высокая производительность и рентабельность
- Специальные сплавы обеспечивают максимальный удельный съем металла при обработке на повышенных скоростях и подачах.
- Геометрическая точность отверстий значительно выше по сравнению с аналогичными инструментами. Неравномерное расположение зубьев обеспечивает минимальные вибрации.
- Инструмент по индивидуальному заказу
- Стандартный ассортимент включает развертки промежуточных диаметров, предоставляемые по заказу в кратчайшие сроки.
- Развертки RHM для обработки жаропрочных сплавов, а также разной длины и с различными типами хвостовиков поставляется по запросу.
Правила пользования в домашних условиях

Зенкер чаще всего используют на профессиональном оборудования для того, чтобы произвести обработку металлических конструкций в производственном масштабе. Но все большую тенденцию набирает использование приспособления в ломаных условиях, обычными людьми.







Для таких домашних операций часто используют специальное сверло со схожим принципом работы. Но независимо от того, какая насадка служит для обработки нужно соответствующим образом подготовится к работе:
- Подобрать соответствующий зенкер по размеру и количеству лезвий.
- У аппарата, в который буде вставляться насадка, должно быть достаточно мощности для такой работы.
- При обработки не цветных металлов требуется специальная жидкость, которая будет смазывать и охлаждать.
Все эти правила очень важны, потому что от подготовки будет завесить результат работы. В случаи неточностей и игнорирования пунктов можно нанести серьезный вред работе. Если обработка производится первый раз, то во время выбора насадки и перед работой проконсультируйтесь с профессионалом, это снизит количество проблем.
Классификация зенкеров и зенковок
К основным назначениям зенкера относятся:
- подготовка поверхности отверстий перед нарезанием резьбы;
- калибровка отверстий для последующего использования шпилек, болтов или других крепёжных изделий.

Конструкция зенкера по металлу
Операция зенкерования позволяет повысить качество поверхности отверстий до 11, в некоторых случаях до 9 квалитета. Такой уровень точности обработки соответствует шероховатости в 2,5 микрометров. В этом случае устраняются все дефекты, присущие предыдущим операциям: штамповке, литью, сверлению.
Все зенкеры и зенковки делают из быстрорежущей стали. Обычно для них используют легированную сталь (40Х) или углеродистую (Ст45). Чтобы добиться высокого уровня сглаживания и выравнивания (очищения) поверхности отверстия зенкеры имеют несколько режущих кромок.

Зенковка
Классифицируют зенкеры по следующим параметрам:
- точности обработки;
- типу конструкции;
- форме и количеству режущих кромок;
- марке стали, из которой изготовлен инструмент.
По точности обработки все зенкеры подразделяются на две категории:
- зенкер по металлу №1 (используется для подготовительной обработки отверстий перед операцией, так называемого развёртывания);
- зенкер по металлу №2 (применяется для конечной обработки, позволяет получить квалитет точности 11).
По типу конструкции они подразделяются:
- цельные, с коническим хвостовиком;
- цельные насадные;
- цельные хвостовые;
- с пластинами из твёрдого сплава (тип 1);
- насадные с пластинами из твёрдого сплава (тип 2);
- сборные хвостовые с вставленными ножами;
- насадными сборными.
По длине и диаметру зенкер представляет собой аналог спирального сверла. Его рабочая часть состоит из двух составляющих: режущей части и калибрующей. Длина первой части (режущей) зависит от необходимой глубины зенкерования. Вторая часть (калибрующая) представляет собой направляющие вдоль режущей кромки. Их ширина зависит от диаметра обрабатываемого отверстия, то есть от диаметра зенкера и колеблется в интервале от 0,8 до 2,5 миллиметра. Её высота у стандартного зенкера не превышает 0,9 миллиметра.

Конические зенкеры по металлу
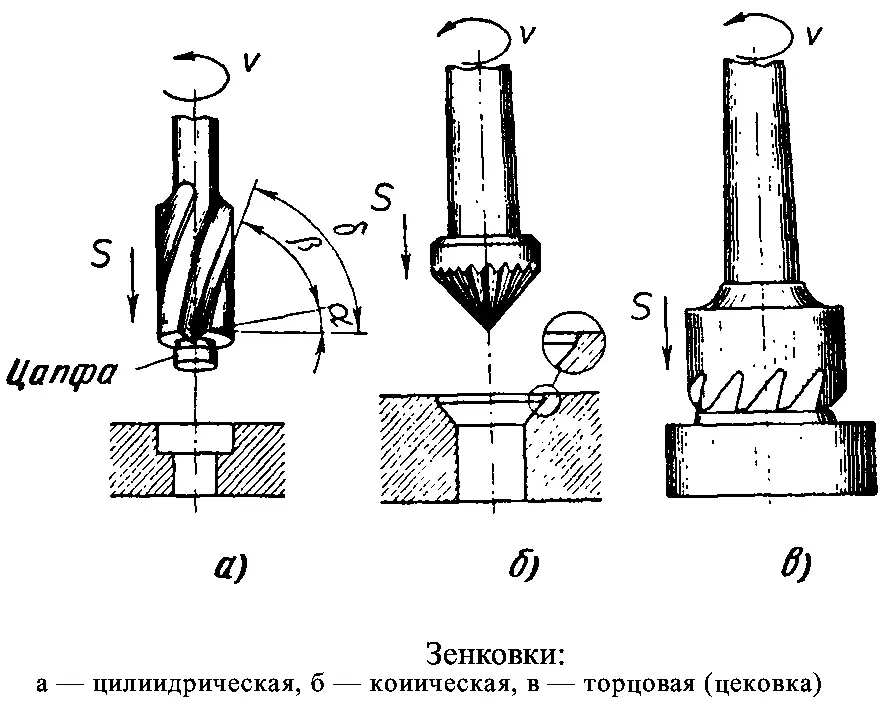
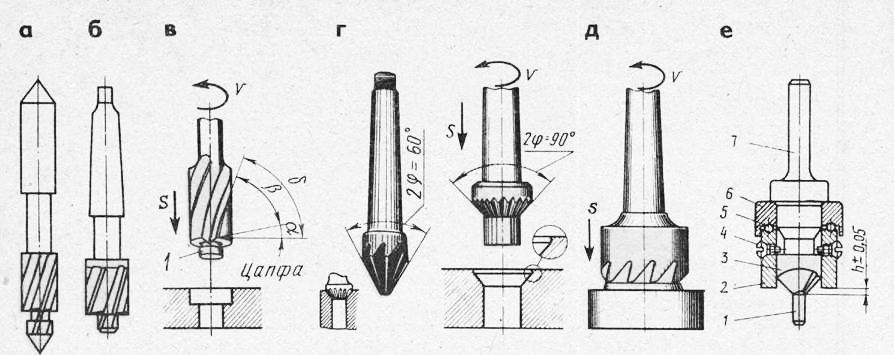
Отдельным элементом обработки является зенкование. Их сходство в названии приводит к определённой путанице в понимании сущности этих совершенно различных операций. В процессе зенкерования обрабатывается поверхность подготовленного отверстия на всю его глубину. Зенковка по металлу предполагает обработку только верхней части отверстия. Таким образом, формируются углубления под потайные головки метизов (винтов, болтов, шпилек, заклёпок). Конструктивно зенковка отличается от зенкера формой рабочей части. Она имеет режущие зубья на торце вместе с направляющими цапфами. По форме самой режущей части зенковки изготавливаются трёх видов: конические, цилиндрические и торцовые (ещё их называют цековки).
Виды зенкеров и зенковок:
- Цилиндрические, с диаметром от 10 до 20 мм. Лезвия с напылением из износостойких материалов ГОСТ 12489-71.
- Неделимые конические от 10 до 40 мм. Из легированной стали.
- Целые в виде насадок с поперечником от 32 до 80 мм.
- Конические со специальными пластинами из твердого сплава железа.
- Конические с угловым коэффициентом конуса 60, 90, 120 градусов. Для нанесения фасок под крепёж.
- Округлённая зенковка (цилиндрическая)
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. (Исключен, Изм. N 2).
2.2. Зенковки должны изготовляться из быстрорежущей стали по ГОСТ 19265. Допускается изготовление зенковок из других марок быстрорежущей стали, обеспечивающих работоспособность и стойкость зенковок, не уступающим зенковкам, изготовленным из быстрорежущей стали по ГОСТ 19265. По согласованию с потребителем допускается изготовление зенковок из инструментальной легированной стали марки 9ХС по ГОСТ 5950.
2.3. Зенковки из быстрорежущей стали с цилиндрическим хвостовиком диаметрами от 8 до 16 мм должны изготовляться цельными, диаметрами 20 и 25 мм — сварными. Зенковки из быстрорежущей стали с коническим хвостовиком должны изготовляться сварными.В зоне сварки не допускаются: непровар, кольцевые трещины, поверхностные раковины. Допускается изготовление паяных зенковок с цилиндрическим и коническим хвостовиками диаметрами от 12,5 до 25 мм.В качестве припоя должна применяться латунь марки Л63 по ГОСТ 15527*.________________* На территории Российской Федерации действует ГОСТ 15527-2004. — Примечание.
2.4. Хвостовики сварных и паяных зенковок должны изготовляться из стали марки 45 по ГОСТ 1050 или марки 40Х по ГОСТ 4543.
2.5. Твердость рабочей части зенковок должна быть:у зенковок из быстрорежущей стали диаметром до 3,15 мм — 63…65 HRC, свыше 3,15 мм — 63…66 HRC;у зенковок из стали марки 9ХС — 62…65 HRC.Твердость рабочей части зенковок из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC.
2.6. Твердость лапок у зенковок с коническим хвостовиком должна быть 32…47 HRC.
2.7. Поверхность зенковок не должна иметь трещин и следов коррозии. Шлифованные поверхности не должны иметь вмятин и черновин. На передних и задних поверхностях, на поверхностях ленточек и хвостовика не должно быть цветов побежалости. Режущие кромки должны быть острыми, завалы и выкрошенные места на режущих кромках не допускаются.(Измененная редакция, Изм. N 1, 2).
2.8. Параметры шероховатости поверхностей зенковок по ГОСТ 2789 должны быть, мкм, не более:передних и задних поверхностей зенковок типов:
| 1-4 | 6,3 |
| 5-11 | 3,2 |
| поверхности стружечных канавок | 10 |
| поверхности зажимной цилиндрической части, цилиндрического и конического хвостовика | 0,8 |
| остальных поверхностей | 20 |
2.9. На задней поверхности зубьев зенковок типов 5-11 вдоль главных режущих кромок допускается ленточка шириной не более 0,05 мм.
2.10. Предельные отклонения размеров зенковок должны быть не более:
| общей длины | h16 |
| диаметра зажимной цилиндрической части | h9 |
| углов конуса 60° и 75° | -20′ |
| углов конуса 90° и 120° | -1° |
| длины цилиндрического хвостовика | ±1 мм |
2.11. Допуск биения режущих кромок зенковочной части у зенковок типов 1-4 относительно поверхности зажимной части, измеренное перпендикулярно к этим кромкам, должен быть для зенковок диаметром:
| до 3,15 мм | 0,03 мм |
| св. 3,15 мм | 0,04 мм |
2.12. Допуск биения режущих кромок зенковок типов 5-11 относительно поверхности хвостовика, измеренное перпендикулярно к этим кромкам, должен быть 0,05 мм.
2.13. Средний и установленный периоды стойкости зенковок должны быть не менее указанных в табл.7 при условии испытаний, приведенных в разд.4.
Таблица 7
| Тип зенковки | Наружный диаметр зенковки , мм | Периоды стойкости, мин | |
| средний | установленный | ||
| 1 | 5,0 | 20 | 8 |
| 8,0 | 20 | 8 | |
| 2 | 5,0 | 20 | 8 |
| 6,3; 8,0; 10,0 | 30 | 12 | |
| 12,5; 16,0 | 60 | 24 | |
| 3 | 5,0; 6,3 | 20 | 8 |
| 7,1; 8,0; 10,0 | 30 | 12 | |
| 12,5; 14,0; 16,0; 20,0; 25,0 | 60 | 24 | |
| 4 | 6,3 | 20 | 8 |
| 8,0 | 30 | 12 | |
| 5, 8 и 9 | 8,0 | 20 | 8 |
| 10,0 | 25 | 10 | |
| 12,5 | 30 | 12 | |
| 16,0 | 30 | 12 | |
| 20,0 | 50 | 20 | |
| 25,0 | 70 | 28 | |
| 31,5 | 100 | 40 | |
| 40,0 | 130 | 52 | |
| 50,0 | 160 | 64 | |
| 63,0 | 180 | 72 | |
| 80,0 | 180 | 72 | |
| 6, 7, 10 и 11 | 8,0 | 10 | 4 |
| 10,0 | 12 | 4, 8 | |
| 12,5 | 15 | 6 | |
| 16,0 | 15 | 6 | |
| 20,0 | 20 | 8 | |
| 25,0 | 30 | 12 | |
| 31,5 | 45 | 18 | |
| 40,0 | 45 | 18 | |
| 50,0 | 60 | 24 | |
| 63,0 | 80 | 32 | |
| 80,0 | 80 | 32 |
2.14. Критерием затупления следует считать достижение износа по задней поверхности, который не должен быть более 0,6 мм для зенковок типов 1-4 и 0,8 мм для зенковок типов 5-11.









2.13, 2.14. (Введены дополнительно, Изм. N 1).
Тонкости правильного зенкерования металлических заготовок
При выполнении зенкерования углублений в металле для заготовок, не требующих высокой точности, используется простое сверло, закрепленное к патрону обычной дрели. Такое практикуется в домашнем хозяйстве. При выполнении серьезных технологических операций в машиностроительных отраслях эта работа требует большой мощности и соответствующего оборудования.
Поэтому при таком подходе применяются:
- Расточное оборудование.
- Сверлильные установки.
- Токарные станки.
- Агрегатное (используемое для повторной обработки на оснащенной автоматикой линии).
- Фрезерные станки.
Зенкерование отверстия после отливки рекомендуется выполнить его растачивание на от 5 до 10 мм в глубину. Это необходимо, что зенкер принял заданные координаты.
При выполнении обработки стальных изделий применение смазочно-охлаждающих жидкостей обязательно, так как металл сильно нагревается и становится мягким, а это влияет на качество обработки. При обработке изделий из цветного металла не требует применения СОЖ, они наиболее податливы к внешним воздействиям и обработка отверстий выполняется быстрее.
► При выборе инструмента требуется руководствоваться следующими нюансами:
Тип применяемого инструмента выбирается на основании материала обрабатываемой заготовки
При этом немаловажно учитывать расположение отверстия и серийность производства. Исходя из заданных параметров точности, диаметра и глубины обработки производят соответствующий выбор зенкера. Способ крепления в станочном приспособлении немаловажен при выборе
Материал, из которого выполнен инструмент, зависит от материала детали, Например, это может быть зенкер по металлу или по дереву.. В помощь при выборе инструмента имеют место быть государственные стандарты, а именно ГОСТ 12489-71 будет настольной книгой в этом деле
Способ крепления в станочном приспособлении немаловажен при выборе. Материал, из которого выполнен инструмент, зависит от материала детали, Например, это может быть зенкер по металлу или по дереву.. В помощь при выборе инструмента имеют место быть государственные стандарты, а именно ГОСТ 12489-71 будет настольной книгой в этом деле
Инструмент должен соответствовать ТУ и ГОСТ
В помощь при выборе инструмента имеют место быть государственные стандарты, а именно ГОСТ 12489-71 будет настольной книгой в этом деле. Инструмент должен соответствовать ТУ и ГОСТ.
► Примеры правильно выбора:
- Для изделий, материалом которых является конструкционная сталь, и при этом есть необходимость получить отверстие до 40 мм по диаметру, производится обработка зенкером из быстрорежущей стали. Сам инструмент должен иметь 3 или 4 зуба, а диаметр не менее 30 и не более 40 мм.
- Если изделие выполнено из закаленной или иной труднообрабатываемой стали, то при его расточке необходимо сделать выбор в пользу инструмента с твердосплавными пластинами. При этом показатели диаметра выбираются в пределах от 40 до 50 мм, а количество зубьев от 3 до 4.
- Перед обработкой изделий из конструкционных материалов стали при обработке отверстий до 80 мм в диаметре, растачивание производится зенкером из быстрорежущего материала с использованием насадных головок диаметром от 32 до 80 мм.
- Перовой зенкер используется для обработки заготовок из чугуна и цветного металла.
- При обработке глухих отверстий, диаметр которых колеблется в пределах 15-25 мм обработка, происходит специальным инструментом, имеющим в корпусной части канал для подачи СОЖ.
Для выполнения качественных работ по зенкерованию необходимо соблюдать припуски. Параметры диаметра применяемого инструмента должны соответствовать с размером полученного диаметра в заготовке после технологической операции.
В случае если после зенкерования необходимо будет исполнение развертывания, то инструмент должен быть выбран из расчета на 0,15 или на 0,3 мм меньше, чем получаемый в результате размер. При нанесении метки черновой расточки ли сверления в качестве подготовки для зенкерования следует выполнять припуск на сторону размером от 0,5 до 2 мм.
Видео: свёрла, зенковки.
Зенкер конический: конструкция и обработка материалов
Зенкер конический предназначен для обработки конусообразных отверстий незначительной глубины. Основной конструктивной особенностью является наличие прямых зубьев и плоской передней поверхности. Число режущих элементов у инструментов разного диаметра может колебаться в диапазоне от 6 до 12.
Зенкерование является механической операцией, выполняемой посредством токарного станка, на котором закрепляется зенкер. Обрабатываемая заготовка крепится в патроне станка, выверяется правильность ее положения в отношении отверстия. Ось задней бабки и ось шпинделя станка должны полностью совпадать. Это позволяет минимизировать вылет пиноли. В обрабатываемое отверстие наконечник инструмента подается вручную.
Для получения после зенкерования отверстия необходимого диаметра при сверлении делается припуск 1–3 мм. Конкретные параметры припуска определяются в зависимости от диаметра отверстия в обрабатываемой детали. Сложнее всего выполнять зенкерование литых и кованых деталей. Для облегчения направления движения инструмента и его правильной калибровки необходимо предварительно расточить отверстие на 5–10 мм.
Зенкерование может осуществляться также в режиме резания. В этом случае подача инструмента должна быть примерно в 1,5–2 раза выше, чем при рассверливании, скорость движения сохраняется прежней. Глубина резания зенкером составляет около половины припуска на диаметр. Зенковка отверстий инструментом из быстрорежущих сталей проводится с использованием охлаждающих эмульсий. Твердосплавные устройства дополнительного охлаждения не требуют.
Несмотря на высокую точность, которую обеспечивает зенкер при обработке отверстий, полностью избежать брака не получается. Наиболее распространенными дефектами обработки можно считать следующие:
Завышенный диаметр отверстия. Самой частой причиной появления этого дефекта является использование инструмента с неправильной заточкой. Заниженный диаметр отверстия. Может получиться, если инструмент был выбран неправильно или использовался сильно изношенный зенкер. Грубая чистота. Этот дефект может иметь в своей основе несколько причин. Чаще всего снижение чистоты вызвано плохой заточкой инструмента. Еще одной распространенной причиной можно считать высокую вязкость материала заготовки, в результате чего он налипает на ленточки инструмента. Дефект может быть вызван и ошибкой токаря, неправильно выбравшего подачу и скорость резания. Не полностью обработанное отверстие. Чаще всего неполная обработка и видимая чернота в отверстии связаны с неправильной фиксацией заготовки или недостаточным припуском под зенкерование, оставленным после сверления.
Что такое зенкер? Чем отличается от сверла?
В отличие от сверла, зенкер имеет от трех до шести режущих головок. Зенкеры предназначены для обработки уже имеющихся штампованных, просверленных или литых отверстий.
Различают конические (зенковка) и цилиндрические (цековка) зенкеры, а также зенкеры для зачистки торцов.
Это осевые многолезвийные режущие инструменты, которые применяются для промежуточной или окончательной обработки отверстий, ранее просверленных сверлом.
согласен с предыдущими ответчиками зенкер снимает заусенец образовавшийся после сверловки
Цена: $4,85
Перейти в магазин
Сегодняшний обзор будет посвящен набору зенкеров для обработки древесины, приобретенных мною на eBay.
Товар не сильно популярный, но после того, как мне потребовалось «скрыть» несколько десятков саморезов в деревянных наличниках, я понял, что сперва сверлить отверстие, а затем менять сверло и рассверливать его — вариант не только медленный, но и не сильно практичный. В общем, было принято решение о приобретении набора зенкеров для проделывания такой операции за один раз.






Да, можно было бы пойти в хозтовары или съездить на строительный рынок, но как говорится, это не наш метод. Поэтому местом покупки стал eBay. Продавец был выбран совершенно случайно, методом «научного математического тыка»
Поставляются сверла без какой-либо оригинальной упаковки, мой экземпляр пришел в обычном полиэтиленовом пакете, запечатанном при помощи офисного степлера



Итак, как я уже говорил, сами сверла имеют разный диаметр. А вот зенкера везде одинаковые. Что на сверле в 3 мм, что в 6мм. Диаметр насадки 16 миллиметров.  Или около того
Или около того

Зенкера (иногда их называют корпусом зенкера) съемные. На сверлах они фиксируются при помощи специальных скрытых винтов. Именно для них завинчивания/отвинчивания и предусмотрен комплектный шестигранный ключ. К сожалению, в данном наборе отсутствуют ограничители глубины сверления, так что в этом плане придется полагаться на собственную наблюдательность.  У каждого корпуса 5 режущих кромок, изначальная заточка которых оставляет желать лучшего.
У каждого корпуса 5 режущих кромок, изначальная заточка которых оставляет желать лучшего.

Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов. Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания. Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси.
Теперь, зная что это такое, как оно работает и зачем надо, можно проверить на что же они способны. Проделываем парочку отверстий в деревянной поверхности. Вот так они выглядят, если присмотреться. Видно, что поверхность углублений не ровная. Причинами этого были, во-первых, не очень качественная заточка зенкера, а, во-вторых, то, что в качестве инструмента использовался аккумуляторный шуруповерт. После переточки зенкеров и при использовании нормальной дрели такого безобразия больше не было


А можно спрятать шляпку глубже деревянной поверхности. Тут все по желанию и потребности.  Из-за того, что древесина — материал мягкий, после проведения как проверочных, так и уже полноценных работ, внешний вид сверл никак не изменился (то же касается и зенкеров).
Из-за того, что древесина — материал мягкий, после проведения как проверочных, так и уже полноценных работ, внешний вид сверл никак не изменился (то же касается и зенкеров).  Подводя итог всему, что тут было написано, могу сказать, что в целом, покупка оказалась удачной. Да, пришлось немного ее «доработать» (помыть и переточить), но в целом зенкера отлично справляются со своими функциями. В домашнем хозяйстве чаще всего такой инструмент может понадобится в случаях, если вам необходимо скрыть шляпки саморезов или другого крепежа (для мебельных шурупов-конфирматов нужны зенкера другой формы). Как вариант, можно сверлить отверстие сначала тонким, затем толстым сверлом, а можно использовать вариант, с зенкером, который выбирает углубление нужного размера. Причем их использование гарантированно сэкономит ваше время и ускорит проведение ремонтно-строительных работ. Данные зенкера отлично подойдут для скрытия шляпок винтов, болтов и крупных саморезов.
Подводя итог всему, что тут было написано, могу сказать, что в целом, покупка оказалась удачной. Да, пришлось немного ее «доработать» (помыть и переточить), но в целом зенкера отлично справляются со своими функциями. В домашнем хозяйстве чаще всего такой инструмент может понадобится в случаях, если вам необходимо скрыть шляпки саморезов или другого крепежа (для мебельных шурупов-конфирматов нужны зенкера другой формы). Как вариант, можно сверлить отверстие сначала тонким, затем толстым сверлом, а можно использовать вариант, с зенкером, который выбирает углубление нужного размера. Причем их использование гарантированно сэкономит ваше время и ускорит проведение ремонтно-строительных работ. Данные зенкера отлично подойдут для скрытия шляпок винтов, болтов и крупных саморезов.
На этом, пожалуй, все
Спасибо за внимание и потраченное время





