

Как изготовить резец своими руками для токарного станка по дереву
Многие мастера столярного дела отдают предпочтение самодельным токарным резцам по дереву. Поэтому зачастую делают инструменты самостоятельно, а не приобретают фабричные изделия. Конечно, инструмент изготовленный в заводских условиях отвечает всем нормам, поскольку при его изготовлении соблюдаются технические характеристики и требования по безопасности труда, однако при правильно подходе можно сделать резцы, которые ничем не будут уступать фирменным.
Основной сложностью начального этапа изготовления является правильный подбор заготовок.
Кроме того, какой твердостью должна обладать режущая кромка важно учитывать и способ крепления инструмента в державку. Благодаря этому компоненту осуществляется фиксация инструмента. В связи с этим важно учитывать значение габаритных размеров
В связи с этим важно учитывать значение габаритных размеров. Следующий момент — это подбор заготовительных материалов
В идеальном варианте лучше всего применять заготовки из инструментальной стали, но недостатком для их обработки в домашних мастерских является твердость материала. Из-за этого в основном применяется ряд подручных материалов, которые закаляются после предварительных видов обработки
Следующий момент — это подбор заготовительных материалов. В идеальном варианте лучше всего применять заготовки из инструментальной стали, но недостатком для их обработки в домашних мастерских является твердость материала. Из-за этого в основном применяется ряд подручных материалов, которые закаляются после предварительных видов обработки.
Как утверждают многие профессиональные домашние мастера, чтобы изготовить качественный резец своими руками подойдет использование следующих заготовок:
рашпилей или напильников
Зачастую обработка проводится с уже изношенными инструментами, утративших свое первоначальное состояние. Важно перед этим проверить, чтобы на материале отсутствовали трещины и существенные сколы;
стальных арматурных прутков. Мастера рекомендуют использовать модели у которых квадратное сечение и исходные размеры, не сильно отличаются от заводских;
автомобильных рессор. Главной сложностью является первичная обработка, поскольку заготовке необходимо будет придать прямоугольную форму, используя автоген или сварочный аппарат.
Главной сложностью является первичная обработка, поскольку заготовке необходимо будет придать прямоугольную форму, используя автоген или сварочный аппарат.
После того, как была обеспечена нужная форма будущему инструменту выполняют его первичную заточку. После заточки проводится закаливание режущей кромки. Чтобы провести данную операцию кромку резца необходимо разогреть до температуры накала (покраснения метала), после чего остудить в машинном масле, опусти туда резец.
В процессе самостоятельного изготовления режущих инструментов важно знать:
- что при меньшем размере рабочей части, гораздо сложнее и проблематичнее удерживать его в процессе точения. Длиной размер должен обеспечиваться полноценным захватом кистью, плюс упоры на подлокотниках, плюс расстояния от подлокотников к заготовкам, плюс запасы на износы и затачивания. Поэтому первоначальной длиной рабочих частей должны быть размеры не менее 200 мм, но и размеры, превышающие 400 мм, вызывают неудобства от рабочего процесса. Оптимальной длиной считает показатель 200-300 мм;
- чем более короткий размер хвостовика, тем вероятнее, что он может быть вырван из рукояти. На основе этого, при изготовлении режущего инструмента изготавливаемого из напильника или рашпиля, размер хвостовика удлиняется в минимум в 1,5 раза;
- чем более тонкая и узкая рабочая часть инструмента, тем вероятнее его повреждение при обработке заготовки при обтачивании. Из-за этого на начальной стадии обтачивания, когда у заготовки отсутствует абсолютная цилиндрическая форма и возникает биение по поверхности лезвия, а также при большом диаметре, когда у силы резания большие значения, следует использовать резцы с достаточным значением толщины.
- токарный резец по дереву должен быть оснащен рукояткой, которая не меньше 250 мм. Если ее размеры будут существенно меньшими, то при точении резец будет трудно удержать в руке, что повлечет за собой плохое качеств обработки.
Чтобы предотвратить возможные опасные ситуации проверять качество работы с использованием самодельных инструментов нужно на мягкой породе дерева. После обтачивания незначительной части заготовки нужно проверить насколько сохранена изначальная геометрия резца.
2 Классификация резцов для токарного оборудования
Токарные резцы делят на различные типы. По виду обработки они могут быть:
- расточными – применяются для получения отверстий (изготавливаются по ГОСТ 10044, 9795, 18872, 18063, 18062, 28981 и др.);
- проходными – для обработки деталей вдоль их оси вращения (ГОСТ 18869, 18878, 18868, 18877, 18870);
- канавочными – для формирования канавок на поверхностях (внутренних и внешних) цилиндрической формы (ГОСТ 18874 и 28978);
- фасочными – с их помощью производится снятие с заготовок фасок (ГОСТ 18875);
- подрезными – для торцевания либо уменьшения уступов (ГОСТ 29132, 28980, 18871, 26611, 18880);
- резьбонарезными – они предназначены для нарезания резьбы с помощью токарного станка (ГОСТ 18885 и 18876);
- фасонными – используются при выполнении специфических и индивидуальных металлообрабатывающих работ.
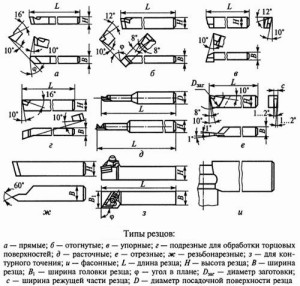
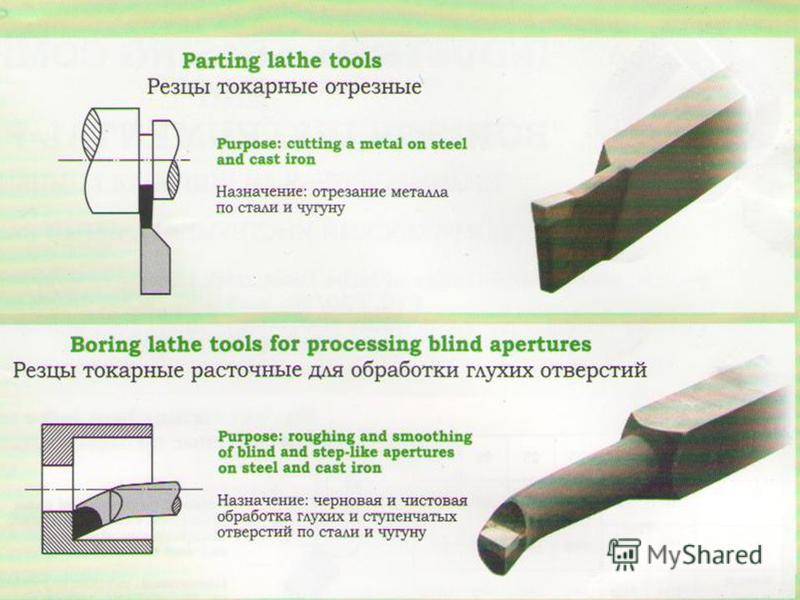
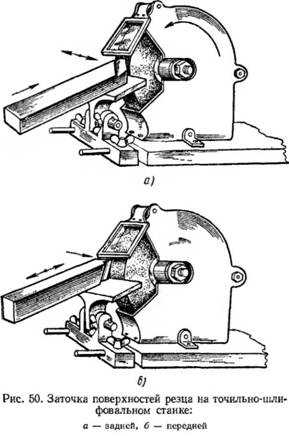
Также широко применяются отрезные токарные резцы, которые позволяют выполнять узкие канавки на заготовках и отрезать детали под прямым углом. Они производятся по ГОСТ 28987 (сборные пластинчатые) и ГОСТ 18874 (сделаны из быстрорежущей стали). По подаче резцовый инструмент относят к левому или правому. Левыми резцами осуществляют обработку по направлению к задней бабке станка, правыми – к передней.
Режущая часть интересующего нас токарного инструмента может изготавливаться из металлокерамического, быстрорежущего, алмазного либо твердосплавного материала. Токарные резцы из твердых сплавов используются для обработки на агрегатах с большой скоростью подачи цветных и черных металлов. Быстрорежущие больше подходят для токарного оборудования относительно малой мощности.
При отсутствии ударной нагрузки рекомендуется применять инструменты с пластинками из металлокерамики. Ими обычно обрабатывают стальные и чугунные заготовки. А алмазные приспособления предназначаются для растачивания и тонкого точения деталей из сплавов на основе цветных металлов. Головки токарных резцов по металлу имеют две разные формы. Исходя из этого, инструмент делят на отогнутый и прямой.

Также токарные резцы относят к сборным либо напайным (наварным) по виду соединения их стержня и металлорежущей части. Проще изготавливать сварные инструменты для токарного станка, но их рабочий потенциал обычно меньше, чем у сварных резцов. Отметим, что быстрорежущий инструмент всегда выполняется при помощи сварки, а другие токарные резцы могут быть и сборными, и наварными.
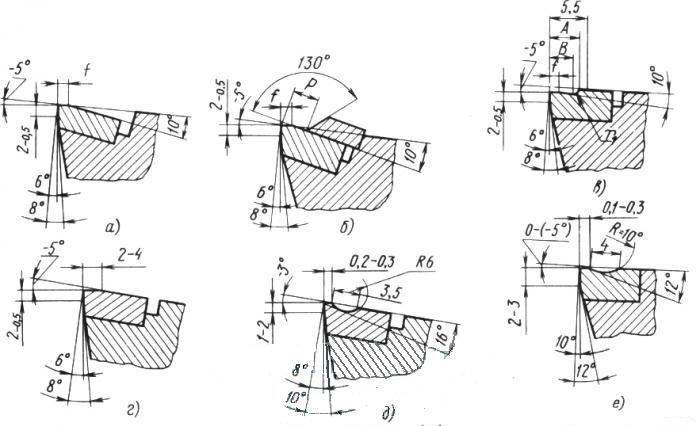
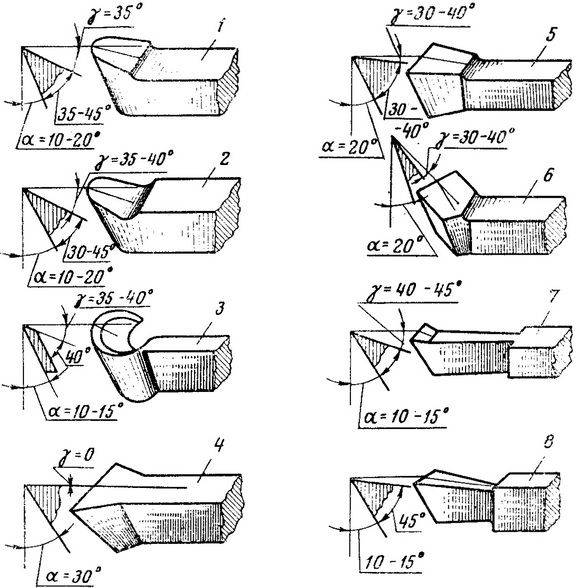
Углы затачивания: типы и характеристики
Неправильная подборка углов затачивания определяет неэффективность процедуры. Если не осознать ошибку и продолжить действия, то резец повредится и придется покупать новый.
У резца есть несколько типов углов. Два главных, два вспомогательных и углы в проекции или плане. Определяются характеристики каждого в зависимости от показателей формы, качества обработки, типологии изделия, материала изготовления кромки и многих других параметров.




Главные углы
Главных угла два — передний и задний. Передний определяет качество работы и то, сколько получится стружки. При увеличении показателей градусов получается большая деформация изделия. Если увеличить показатели второго, то возрастает амплитуда колебаний, что влияет негативно на держатель.
Вспомогательные углы
Вспомогательные находятся на вспомогательной площадке. Главный вспомогательный — это между направлением и режущей кромкой. Второй вспомогательный представляет собой угол между отрезком прямой, которая ведется через вершину плана и пересекается в площадкой кромки.
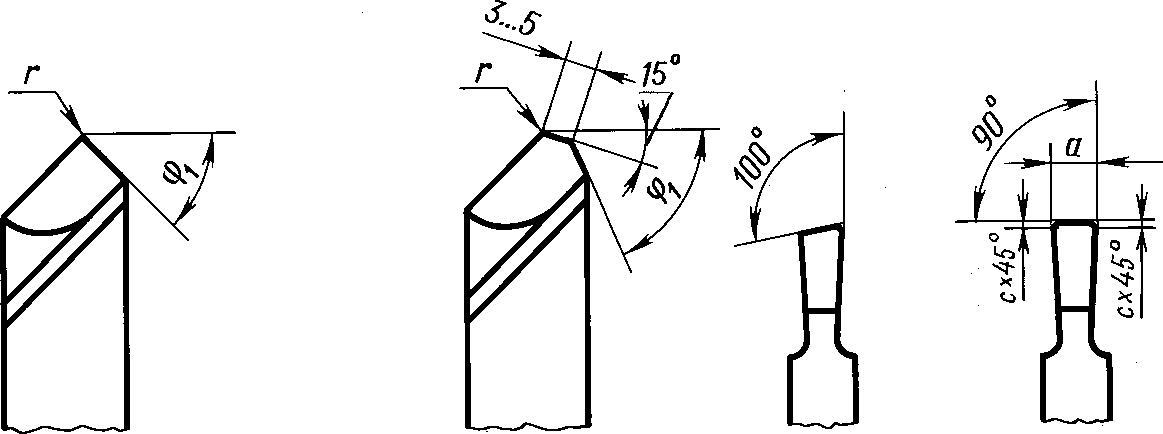
Углы в плане
Углы в плане представлены главным, вспомогательным и тем, что находится у вершины. Главный — плоскость около проекции и главная линия. Вспомогательный — продолжение проекции по направлению работы. Находящийся у вершины — около плоскости с пересечением основной. При этом если показатели первого и второго не могут быть менее нуля, то насчет третьего это возможно. Минусовые значения достигаются в случае, если вершина находится на высшей точке проекции, в то время как максимум плюса будет при нахождении внизу.

Измерение углов резца
Измерение проводят при помощи настольного угломера, который состоит из основания, сектора измерений, перемещающегося шаблона и винта для фиксации. Измерение проводят по алгоритму:
- размещение на основании;
- соприкосновение кромки и плоскости;
- направление детали измерения параллельно кромке;
- пролегание шаблона к площадке.
Значение измеряют при помощи специальной линейки. Также используется нониус, который совмещают с боковой площадкой оборудования, Он показывает более точные измерения.
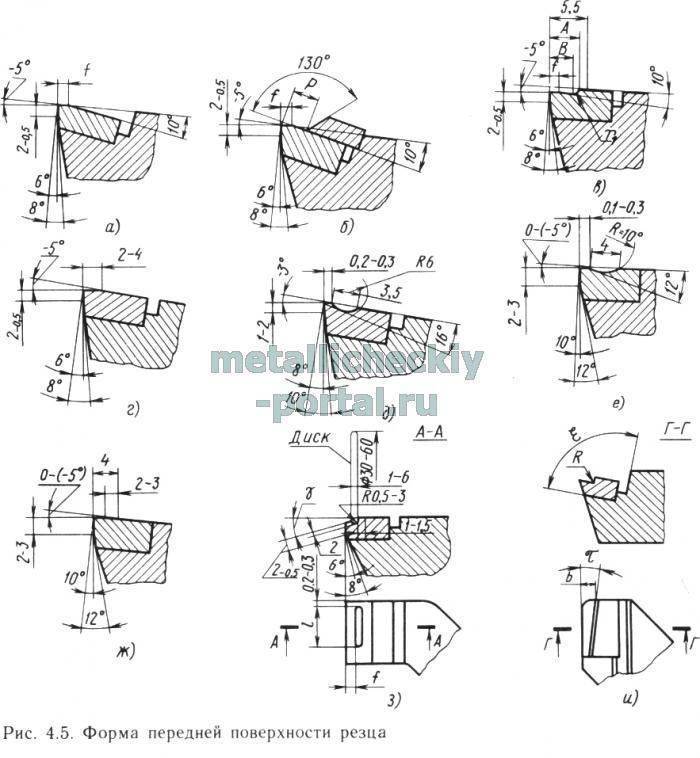
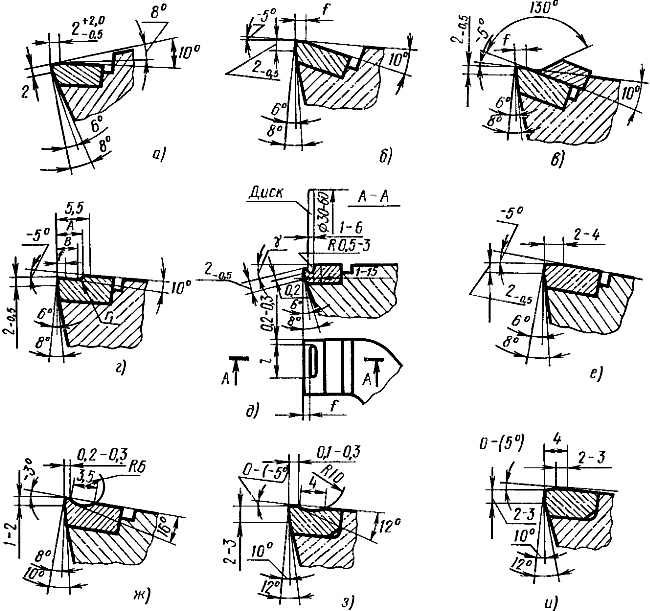
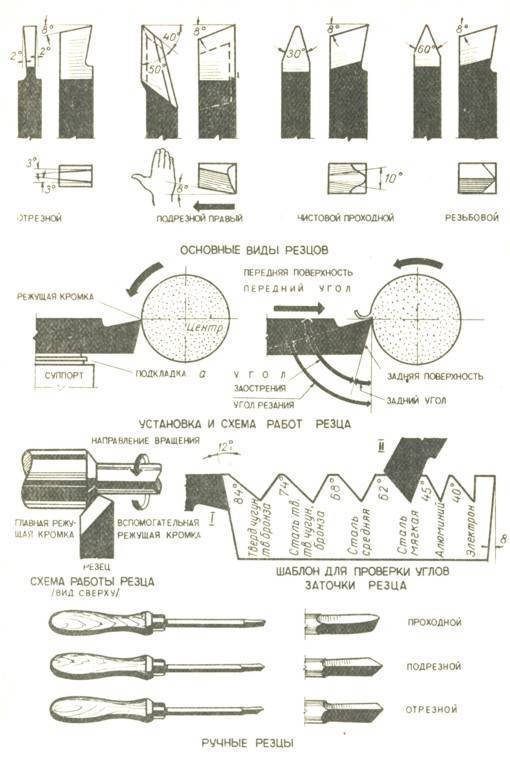
Назначение резца, конструкция, виды
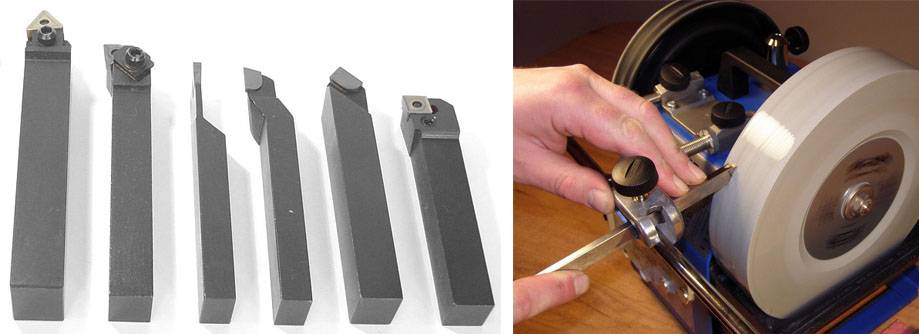
Для получения деталей из слитка металла при точении на токарном оборудовании используют специальный инструмент. Изготавливают из стали, причем твердость материала выше, чем этот показатель у обрабатываемой заготовки. Стержень-державка и рабочая головка, главные элементы конструкции резца из металла, за счет первого инструмент закрепляется на токарном станке. Функция второй составляющей, заключается в срезании слоя поверхности металла при обработке. Стержень-державка или тело резца в сечении квадратной формы или прямоугольной. Основная режущая кромка рабочей головки в сечении фасонная (клин) иди прямая. Режущей части из металла при эксплуатации требуется регулярная заточка. В современных условиях существует достаточный выбор резцов.  Подбирая снасть, следует учесть такой показатель, как углы. Классификация видов выглядит следующим образом:
Подбирая снасть, следует учесть такой показатель, как углы. Классификация видов выглядит следующим образом:
- проходные;
- отрезные;
- подрезные;
- расточной;
- фасонные;
- канавочные:
- фасочные;
- упорный;
Проходные, этим типом устройства обрабатывают цилиндрические болванки. Инструмент отрезного вида используют для обрезки прутков. Обрезка выполняется под заданным углом. Приспособление отрезного типа служит и для прорезания в них канавок различного назначения. Подрезные, данный тип приспособлений используют для торцевания болванок и уменьшения уступов. Расточной, это средство используют для обработки отверстий нужного диаметра в заготовках или деталях токарном станке. Канавочный – назначение такого устройства состоит в формировании внутренних и наружных канавок на цилиндрической поверхности, выдерживая нужные углы. Иногда требуется функция отрезного типа, когда необходимо убрать часть металла заготовки. Резьбонарезные, этим устройством на токарных станках нарезают резьбу. Фасонный – предназначение этого резца состоит формировании выступов и канавок на обрабатываемой болванке, при это получаются углы с требуемыми параметрами. Фасочные – этим устройством после заточки выполняют внутренние и наружные фаски на изделии. Упорный используют для точения деталей из металла с уступами небольших размеров. Для снижения вибрации при работе на токарном станке требуется выверять его положение. Упорный применяют для нежестких деталей.
Виды резцов подразделяют еще по направлению обработки токарном оборудовании на левые и правые, по материалу, из которого они изготовлены, по способу присоединения режущей части к державке и другим параметрам.
1 Из каких частей состоят резцы для токарных агрегатов?
Токарные резцы включают в себя два ключевых элемента – стержень для фиксации в специальном станочном держателе и головку. Поверхность, предназначенная для схода стружки с детали, называется передней. Под задними же (либо вспомогательными, либо основными) понимают поверхности, к которым обращено изделие, подвергаемое металлообработке.
Металлообработку заготовок производит режущая главная кромка, формирующаяся задней (основной) и передней поверхностями приспособлений. Токарные резцы, кроме того, имеют и дополнительную кромку. Она создается пересечением вспомогательной и основной поверхностей. Причем место этого пересечения именуют вершиной инструмента.

Большое значение для технических возможностей станка, работающего с резцами, имеют их углы, которые принято делить на вспомогательные и главные. Последние из указанных замеряют в плоскости, являющейся проекцией основной кромки на секущую (то есть на главную) плоскость.
Описываются углы такими плоскостями:
- Основной. Она наложена на опорную нижнюю поверхность инструмента и является параллельной направлениям подач станка.
- Плоскостью резания. Она пересекает основную режущую кромку и размещается по отношению к поверхности обработки по касательной.

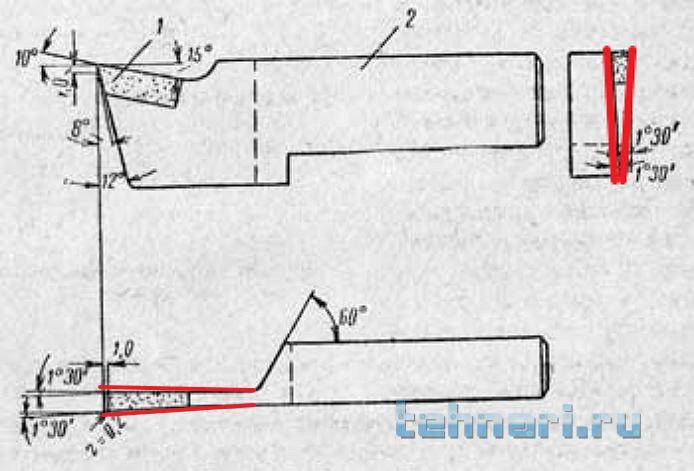
Различают углы заострения (между задней основной и передней поверхностями резца), задние главные (между плоскостью обработки и задней основной поверхностью), передние главные (между перпендикулярной плоскостью и передней частью инструмента). Все указанные углы в сумме равняются 90 градусам.
Кроме того, резцы для станка описывают и далее приведенные углы:
- между направлением подачи и проекцией режущей основной кромки;
- между плоскостью обработки и передней резцовой поверхностью;
- между проекциями вспомогательной и основной кромок.
1 Из каких частей состоят резцы для токарных агрегатов?
Токарные резцы включают в себя два ключевых элемента – стержень для фиксации в специальном станочном держателе и головку. Поверхность, предназначенная для схода стружки с детали, называется передней. Под задними же (либо вспомогательными, либо основными) понимают поверхности, к которым обращено изделие, подвергаемое металлообработке.
Металлообработку заготовок производит режущая главная кромка, формирующаяся задней (основной) и передней поверхностями приспособлений. Токарные резцы, кроме того, имеют и дополнительную кромку. Она создается пересечением вспомогательной и основной поверхностей. Причем место этого пересечения именуют вершиной инструмента.

Большое значение для технических возможностей станка, работающего с резцами, имеют их углы, которые принято делить на вспомогательные и главные. Последние из указанных замеряют в плоскости, являющейся проекцией основной кромки на секущую (то есть на главную) плоскость.
Описываются углы такими плоскостями:
- Основной. Она наложена на опорную нижнюю поверхность инструмента и является параллельной направлениям подач станка.
- Плоскостью резания. Она пересекает основную режущую кромку и размещается по отношению к поверхности обработки по касательной.

Различают углы заострения (между задней основной и передней поверхностями резца), задние главные (между плоскостью обработки и задней основной поверхностью), передние главные (между перпендикулярной плоскостью и передней частью инструмента). Все указанные углы в сумме равняются 90 градусам.
Кроме того, резцы для станка описывают и далее приведенные углы:
- между направлением подачи и проекцией режущей основной кромки;
- между плоскостью обработки и передней резцовой поверхностью;
- между проекциями вспомогательной и основной кромок.
Общие правила заточки
Перед тем, как приступить к заточке стамески, стоит учесть несколько общих правил выполнения такого рода работы:
- Нужно точно определить угол заточки. Для этого требуется правильная фиксация фаски в приспособлении для проведения заточки. Правильный наклон подбирается для продольного и поперечного направления.
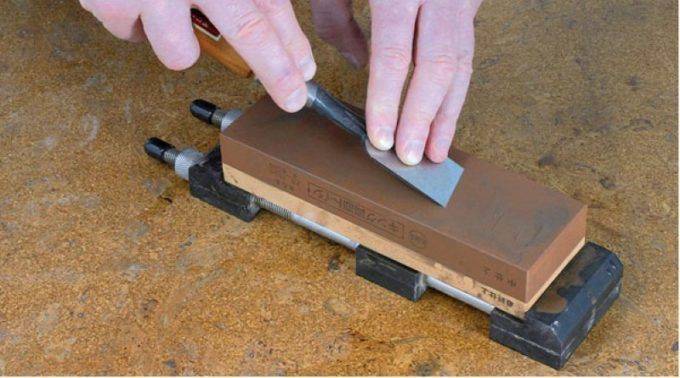
- Изначально стоит определиться с типом оправы. Одна предназначена для выполнения работ на автоматизированном точильном круге. Вторая – для ручной заточки с помощью брусков и листового абразива.
- Для работы используется абразив с зерном камня 300-400 мкм.
- В конце работы для ручной доводки применяется абразив с зерном камня 50 или 80 мкм.
Общие правила относительно того, как заточить полукруглую стамеску:
- Сначала нужно затупить режущую кромку. Это позволит выровнять торец.
- Далее выбирается угол в 20-25° для полукруглого профиля лезвия и производится его обработка. Иногда приходится делить плоскость металлической детали на несколько частей и проводить заточку каждой поочередно.
- Далее проводится дополнительная обработка на абразиве с крупным зерном.
- Последним этапом станет доводка.
Часто одну и ту же схему используются для стамесок и ножей рубанков. Это неправильное решение, так как сами инструменты (соответственно и их составляющие), их принцип работы и строение совершенно разные.




Чтобы не делать ошибок при обработке режущей части инструмента, нужно точно знать, чем отличается заточка стамески от ножа рубанка. Чтобы более точно определить отличия стоит рассмотреть следующую таблицу:
| Обработка стамески | Ножи для рубанка |
| Сначала используется абразивный круг с мелким зерном, а доводка производится посредством использования крупного абразива. | Первичная обработка осуществляется крупным абразивом, исправление недочетов – мелким, а доводка и финишная полировка и вовсе посредством использования кожаного ремня или кожаной полоски. |
| Процедура может проводиться вручную и с помощью автоматизированного круга. | Производится заточка только на автоматизированных кругах с разной абразивной крупностью зерна. В противном случае процедура займет много времени. |
| Угол заточки обычно варьируется от 25° до 35°. | Угол для ножа рубанка при заточке может составлять 25° — 45°. |
| Наклон фаски определяется в соответствии с толщиной металла стамески. | Наклон лезвия ножа при заточке подбирается в соответствии с толщиной древесины, с которой придется работать. |
После таких сравнений сразу же становится понятно, чем отличается заточка стамески от ножа рубанка. Разница достаточно разительная и должна учитываться в процессе подготовки того или иного инструмента для работы с деревом.
Порядок и правила заточки инструмента
Для предостережения возникновения сколов и задиров на обрабатываемых деталях, неполадки и прочих ненужных факторов во время работы на токарном агрегате, требуется правильная заточка резца. Данная процедура делается во время изготовления нового или износе старого устройства. Сам процесс заточки резцов состоит в придании необходимой формы и нужного угла затупившемуся или новому устройству.
Реконструировать режущую часть, можно используя необходимое оборудование по металлу при необходимом уровне мастерства и знаний работника. Ведь от правильной заточки токарных резцов зависит сложность и продуктивность. На больших фирмах сделаны подразделения занятые подготовкой оснастки. На малых заточка делается токарем.
Сейчас есть следующие способы заточки токарных резцов:
- абразивный;
- химико-механический;
- с применением специализированных устройств;

Углы заточки все зависит от вида точения стали и чугуна
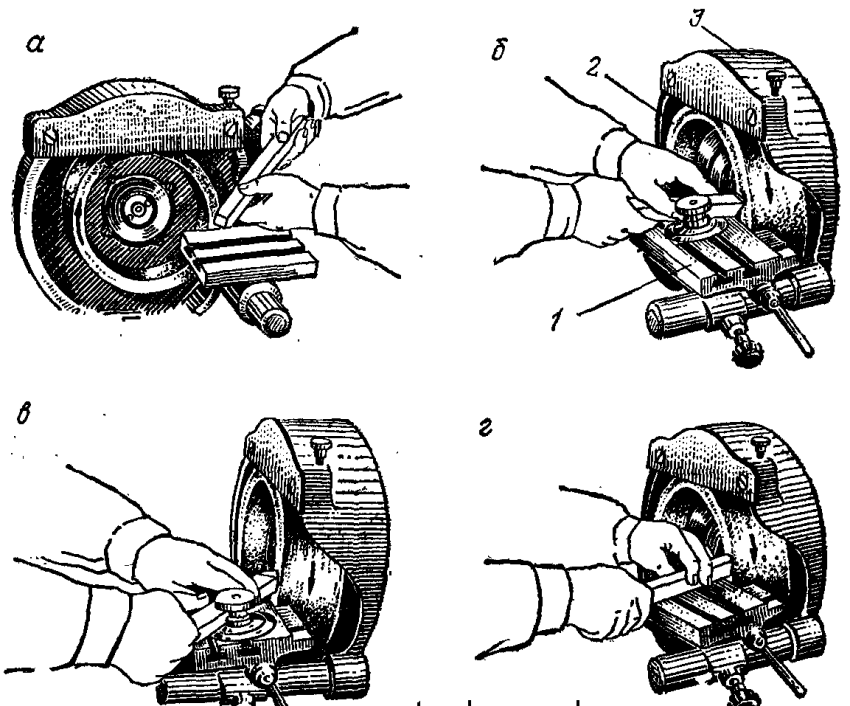
Абразивная заточка резца делается на специальном заточном агрегате или обычном наждаке. Во время использования завершального варианта тяжело выдерживать необходимые углы во время обработки устройства. Агрегаты для заточки имеют два круга. Абразивный материал из белого электрокорунда применяют для точения резца из быстрорежущей стали. Заточка устройств из твёрдых сплавов делается кругом из карбида кремния в зеленом цвете.
Алмазным диском делают завершальную шлифовку на токарном или другом агрегате. Химико-механический способ предполагает точение в специализированном составе. Точность заточки проверяют шаблонами.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
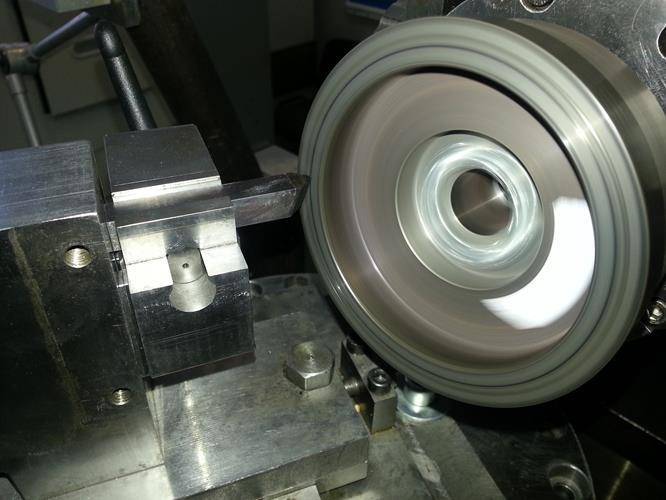
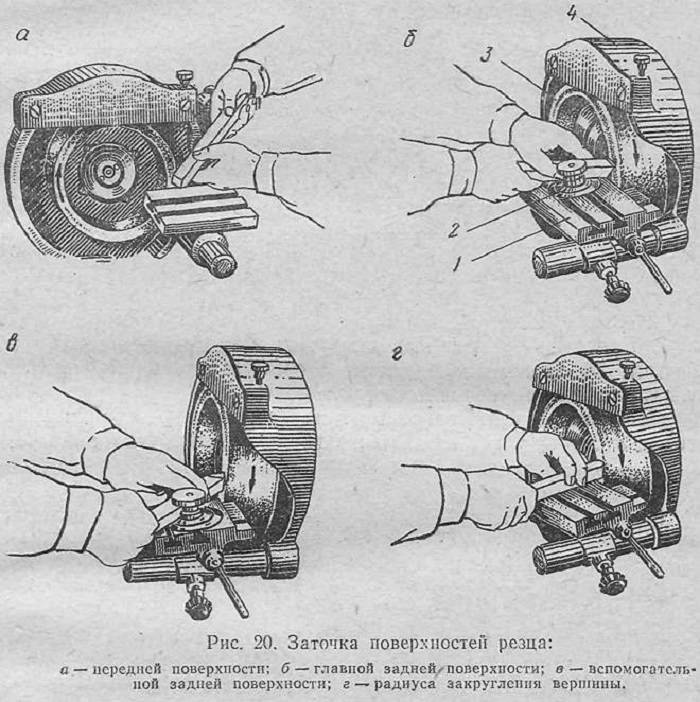
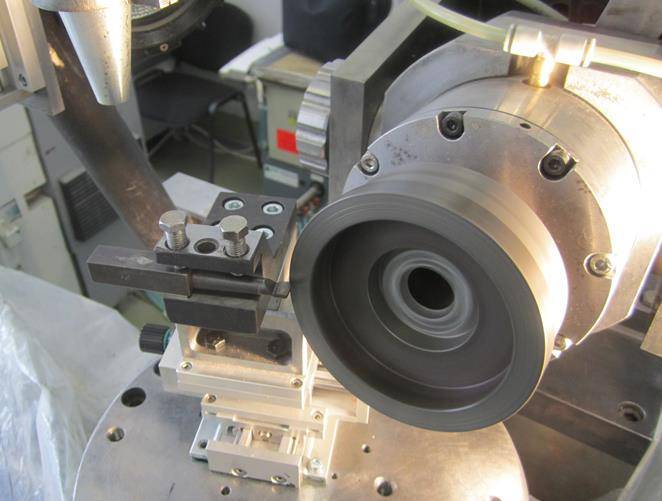
Процесс заточки
заточка резца на шлифовальном круге
Первой затачивают основную заднюю поверхность, потом вспомогательную заднюю поверхность, переднюю поверхность и затем радиус закругления конца. По окончании работы углы заточки сверяются с шаблоном.
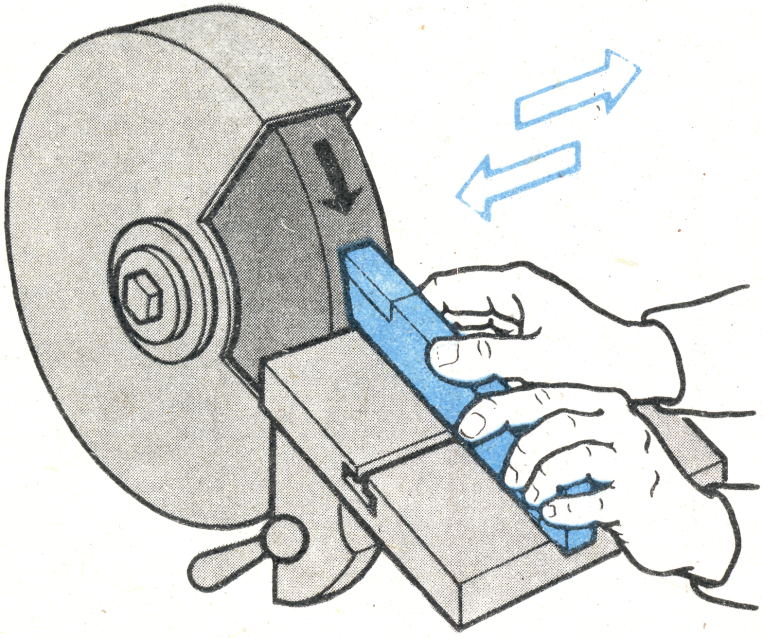
Чтобы кромка получилась ровной и гладкой, инструмент нужно постоянно двигать вдоль шлифовальной поверхности. При такой работе круг дольше служит и изнашивается равномерно.
Ручная доводка проводится:
- оселком мелкой зернистости с использованием технического масла керосина или — инструментов из различных видов стали;
- кругом из меди с использованием пасты из карбида бора и технического масла.
Доводят исключительно режущие поверхности инструмента с шириной кромки до 3 миллиметров. Эффективнее доводить резцы на станке с оселком из чугуна. Процедура проста и не требует больших временных затрат, но значительно продлевает срок эксплуатации и продуктивность инструмента
Важно соблюдать необходимые углы!
Видеоролики о затачивании резцов разных видов:
https://youtube.com/watch?v=WZ14lwE0B_s
Подробные схемы и инструкции, как это сделать своими руками
Мастер должен знать полный технологический процесс, чтобы правильно производить заточку инструмента своими руками.
Технологический процесс
Технологический процесс включает в себя несколько основных моментов:
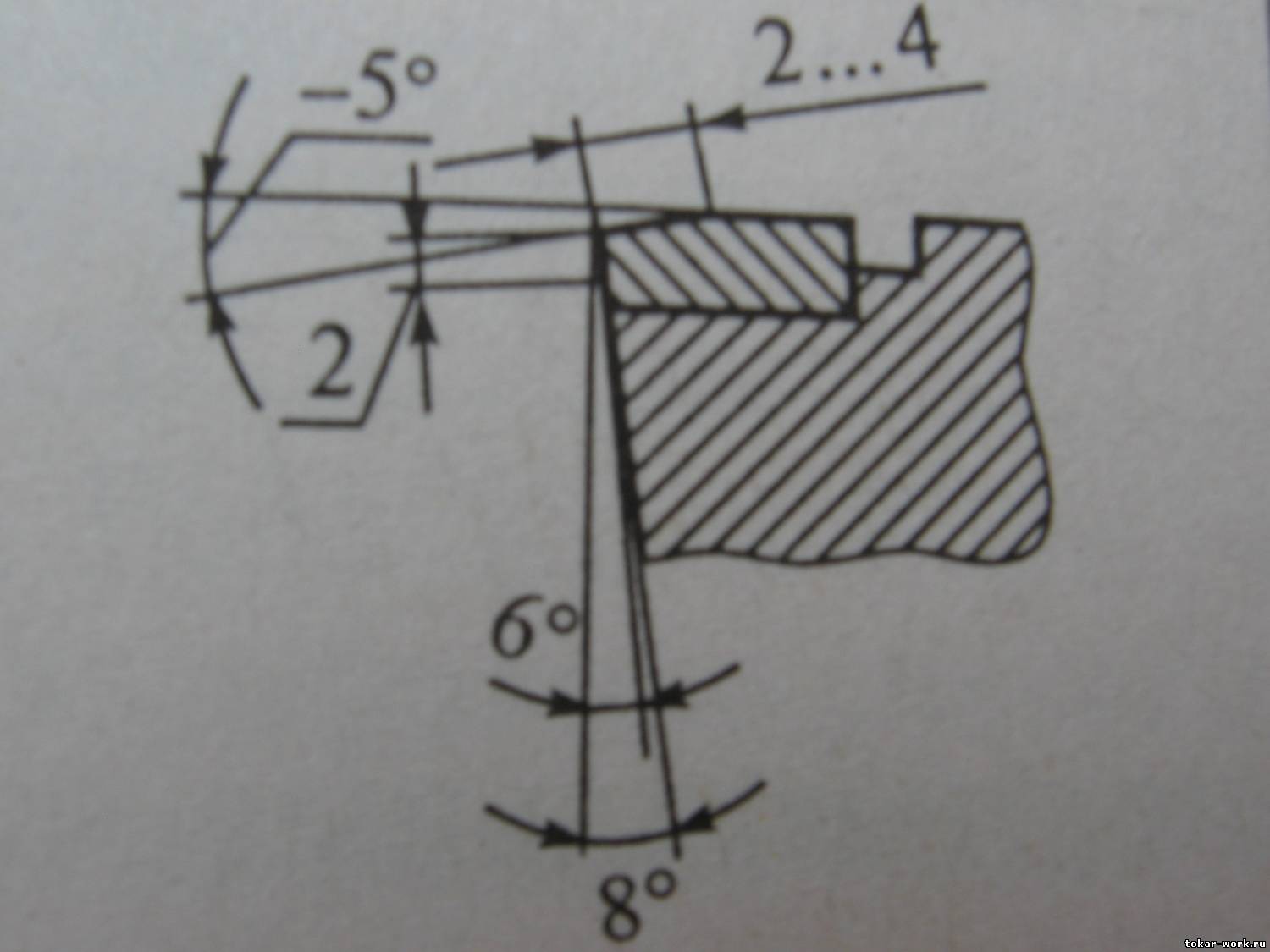
- Заднюю поверхность обрабатывают под углом равным заднему углу державки.
- На втором этапе происходит обработка самой режущей поверхности.
- Угол заточки должен быть на пару градусов больше, чем задний угол резания на пару градусов.
- Уже на третьем этапе формируется задний угол.
После доводки следует шлифовка, как финальный этап заточки.
https://youtube.com/watch?v=zkAMj4lmqcE
Проведение доводки
Доводку следует проводить по выбранной методике. Основные моменты:
- резцы не погружают в воду, поскольку они могут сломаться;
- при доводке обязательно подавать воду для охлаждения;
- сначала обрабатывают заднюю грань, затем главную и вспомогательную.
Шлифовка
Шлифовку проводят с использованием наждачного круга. Оптимальный вариант – мелкозернистая модель.
https://youtube.com/watch?v=c6pGuFBsGT8


Особенности затачивания
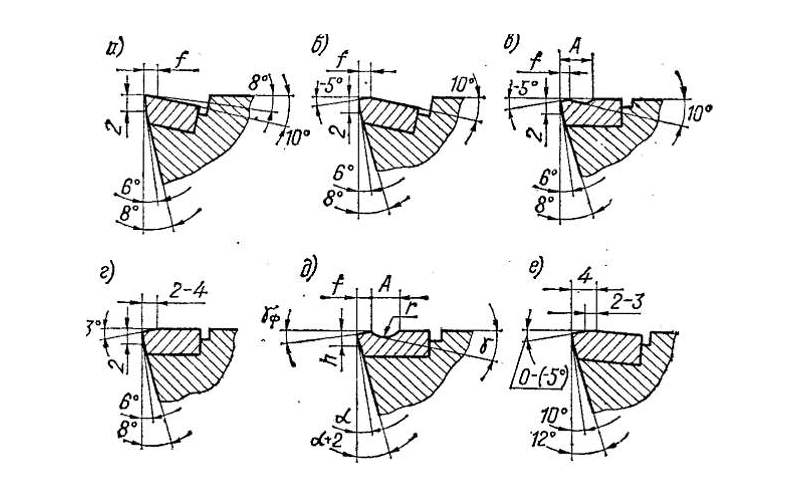
Есть некоторые особенности, которые необходимо принимать во внимание, осуществляя затачивание резцов для токарного станка своими руками. Задняя часть инструмента обрабатывается за 3 шага:
- Сначала выполняют обработку задней части под углом, который равен заднему углу державки. Обычно он больше, чем задний угол резания (примерно на 5 градусов).
- На втором шаге осуществляют обработку задней части режущей пластинки. Ее затачивают под углом, который превышает задний угол резания на 2 градуса.
- Теперь нужный угол формируется посредством доводки. Процедура выполняется на узкой фаске, которая прилегает к рабочей кромке.
За несколько шагов затачивается и передняя часть инструмента для токарного станка. Сначала затачивание осуществляется на угол, который равен углу режущей пластинки. Угол резания, формируемый на передней части инструмента, создают посредством чистового затачивания либо доводки.
Заточка резца облегчается, если применять особые накладки, устанавливаемые промеж опорной поверхности и станочного стола. Для того чтобы точно и качественно заточить инструмент, можете изменить конструкцию стола, добавить возможность регулировать его по высоте и поворотному углу. После подобного изменения использовать накладки будет не нужно.
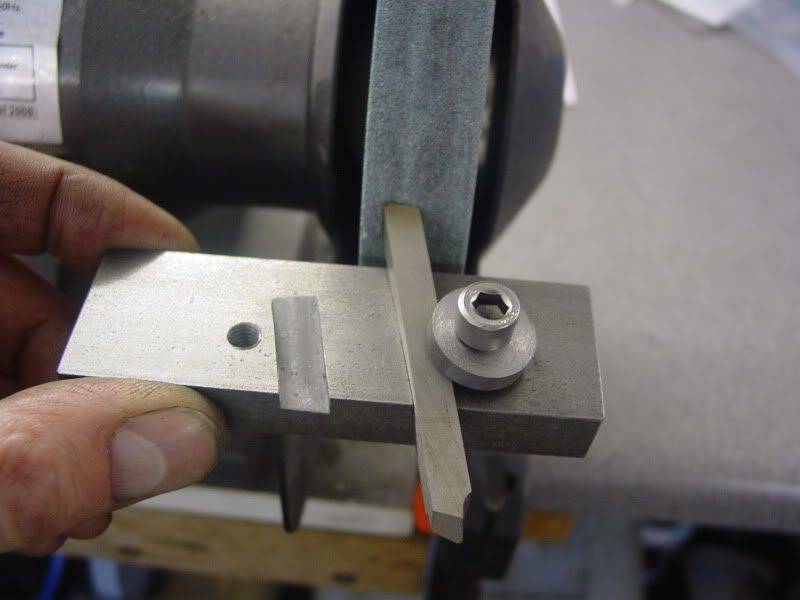
Для заточки резца рабочая кромка должна быть расположена на одной линии с серединой абразивного круга
Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки
При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее.
Разумеется, что по окончании затачивания резца нужно выполнять проверку правильности исполнения. Легче всего проделывать это особым шаблоном. Можете сделать его либо купить в магазине. Если будете изготавливать шаблон собственноручно, используйте листовую сталь.
Большая твердость подобного трафарета, которую он приобретет после закаливания, позволит применять его продолжительный срок. Делая шаблон, нужно вырезать на нем отверстия, которые соответствуют ходовым углам затачивания. Лишь после создания отверстий трафарет закаливают. Стоит учесть, что от того, насколько точно изготовлен подобный шаблон, зависит правильность затачивания режущего инструмента.
Для выполнения доводки применяют оселки из меди, присадочные элементы. Для доводки инструментов из твердых сплавов используют особую пасту, борный карбид, который смочен керосином. Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
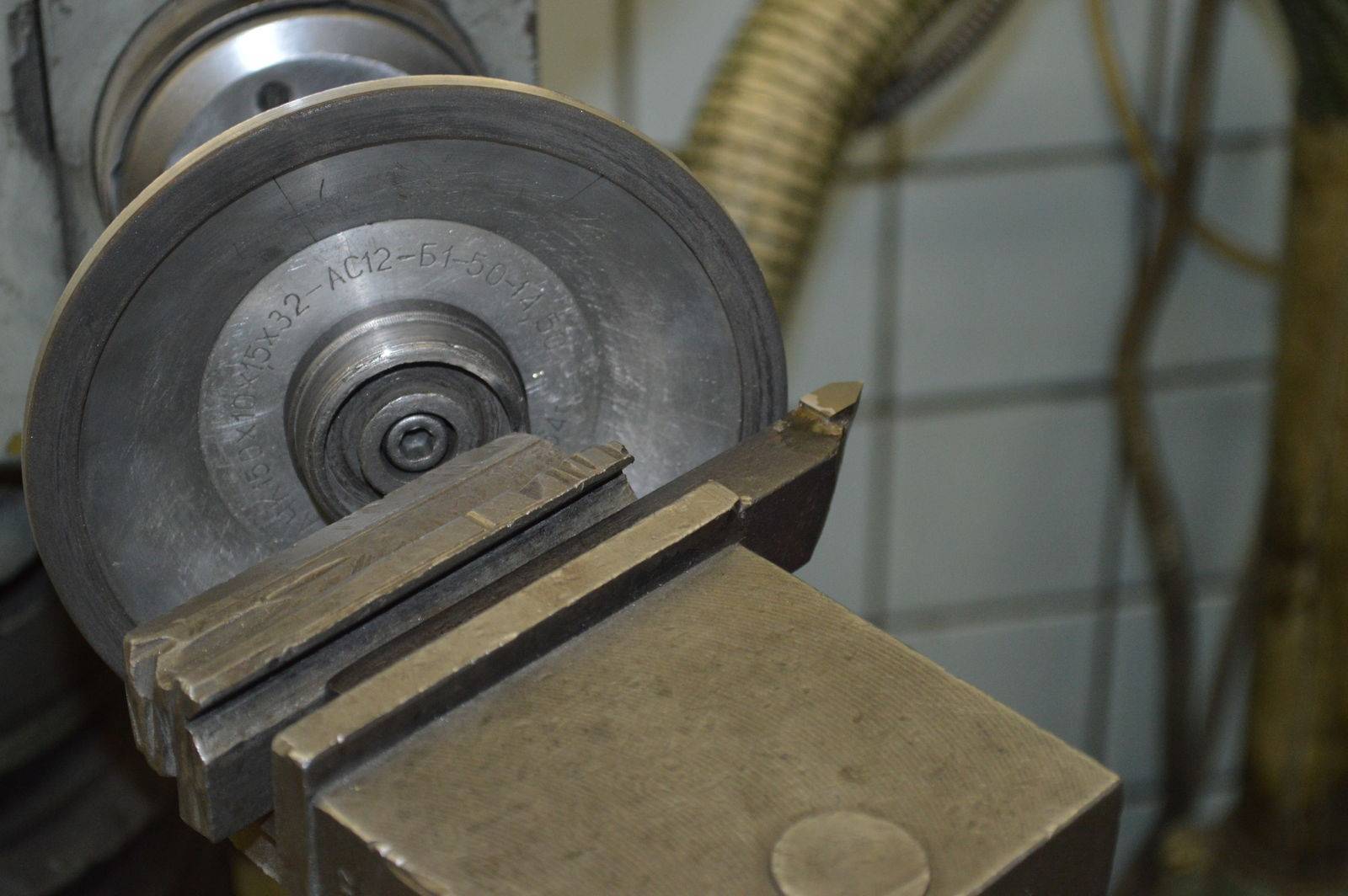
Заточка абразивными кругами
Точильный станок представляет собой лишь техническую базу для организации механического взаимодействия между обрабатываемым инструментом и абразивом. Заточка производится изготовленными из электрокорунда дисками при их вращении с частотой порядка 3000 об/мин. Абразив может выполняться из других материалов разной степени твердости, но в любом случае он должен исключать перегревы режущей кромки.
Например, в некоторых случаях рекомендуется низкочастотная заточка на уровне 2000 об/мин с применением 20-сантиметрового круга из окиси алюминия. Получается в некотором роде эффект «мягкой» заточки, который выгоден, если используется среднеформатный или маломощный токарный станок по дереву. Как заточить резец абразивным диском? Опытные мастера рекомендуют производить заточку с небольшим прижимом инструмента к вращающемуся диску. При этом должна обеспечиваться и равномерность, что достигается перемещениями лезвия из стороны в сторону
Если используется станок с выдвижным подручником, то важно следить, чтобы пятно контакта абразива и резца располагалось выше, чем ось вращения круга





