

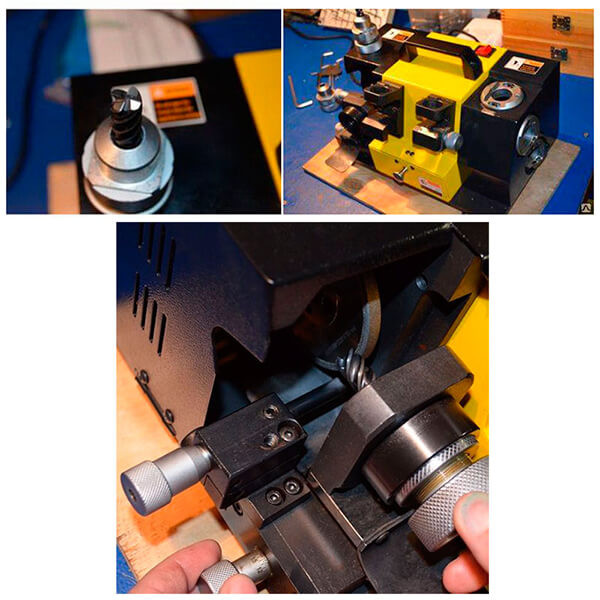
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
Читать также: Чем отличается технологическая карта от технологического процесса
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность. Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Заточка фрезы по торцу
Для заточки фрезы по торцу необходимо воспользоваться вторым гнездом для патрона, расположенного на станке.
Заточка фрезы
При этом нужно проделать описываемые ранее действия по установке диаметра и длины.
- В зависимости от жесткости обрабатываемого металла выставляются настройки на гнезде. Чем тверже металл, тем поворот кольца гнезда больше в сторону знака “+”.
- Далее включаем станок, вставляем подготовленный патрон с фрезой в гнездо и обрабатываем деталь до прекращения характерного шума. Обрабатывается каждая канавка фрезы.
- В дополнительном гнезде станка осуществляется заточка фрезы с торца, для чего проделываются вышеописанные действия.
- Последняя операция – обработка задней стенки фрезы, которая производится путем вставления патрона с фрезой в соответствующее гнездо станка.
- Таким образом, осуществлена заточка фрезы с соблюдением всех требующихся геометрических особенностей по отдельности и по отношении друг к другу. Соблюдена равномерность заточки по всем сторонам.
Заточка фрез по металлу: концевых, червячных
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых фрез для работы с металлами, древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
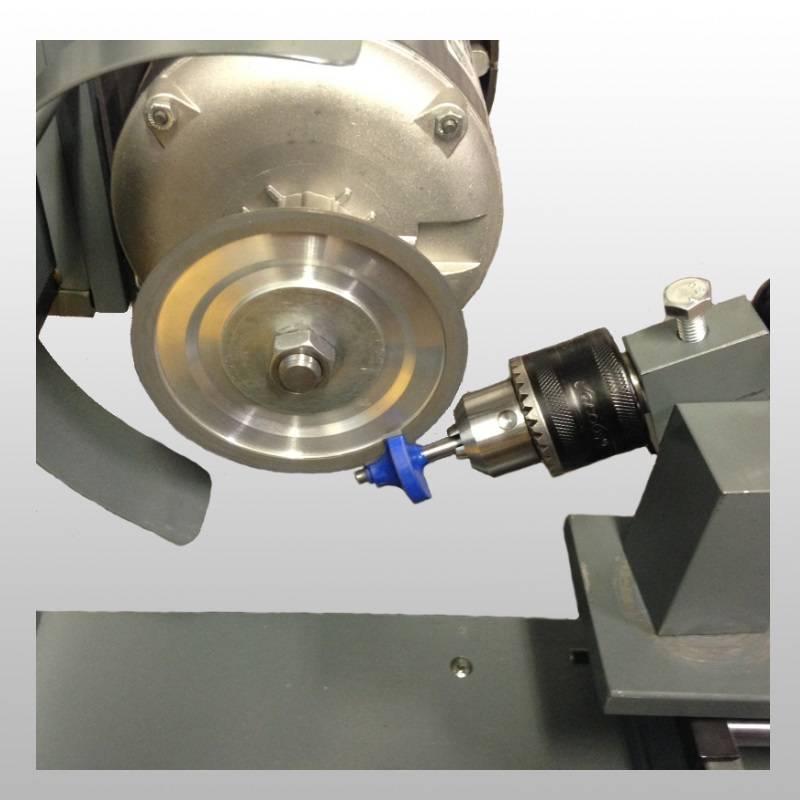
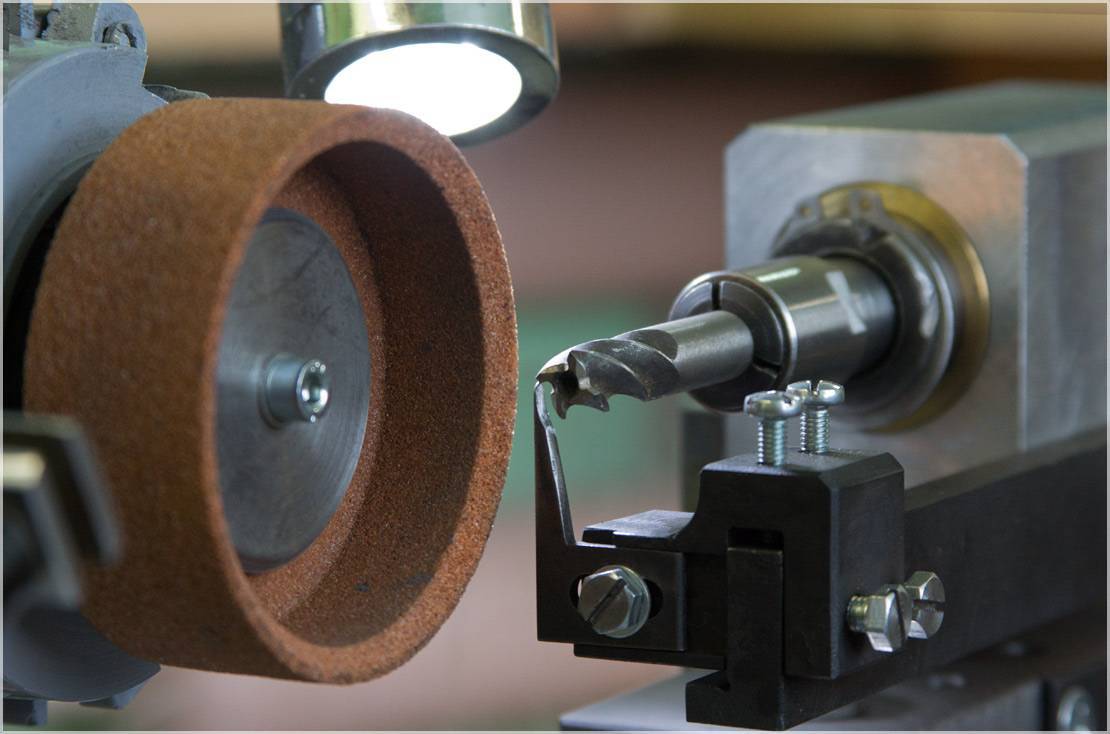
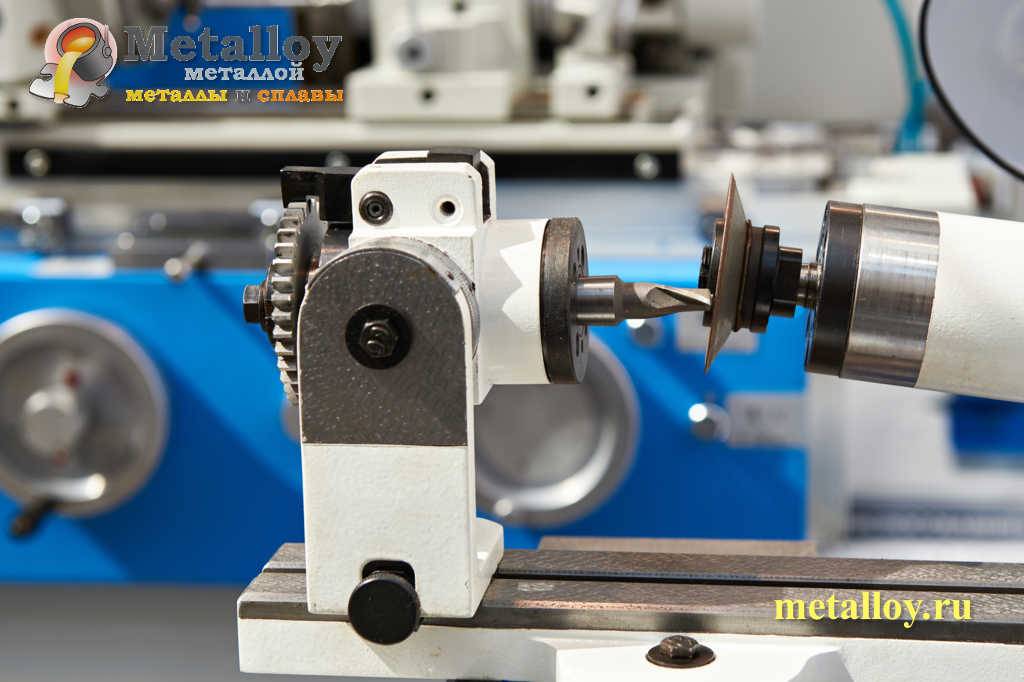
Рис. 1 Заточка инструмента с применением наждачного тарельчатого круга.
Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
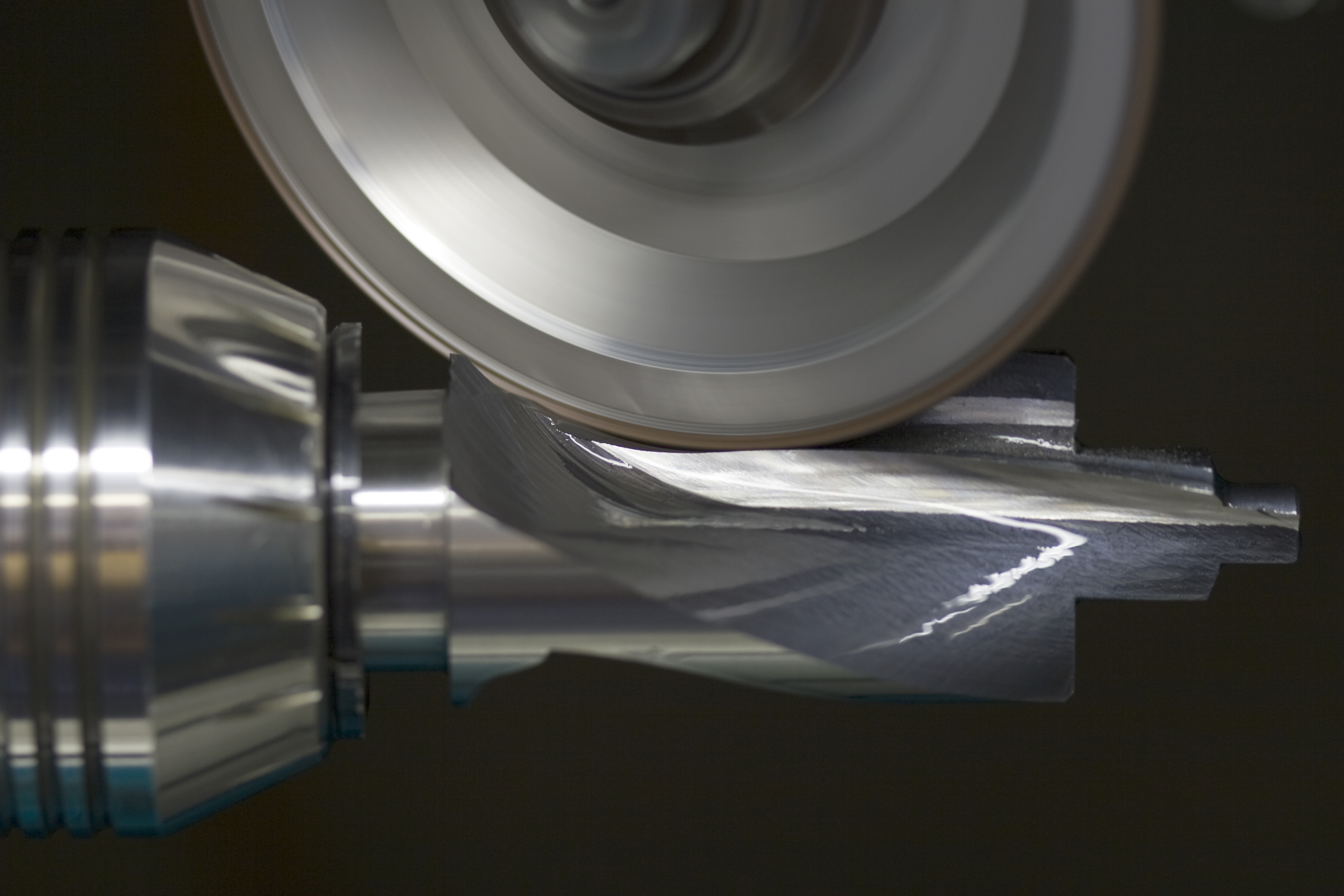
Фрезы, поступившие на заточку, обычно предварительно шлифуют по цилиндрической поверхности с применением кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.
Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями. При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:
- полиэлементный;
- контурный.
При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных. При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию. Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
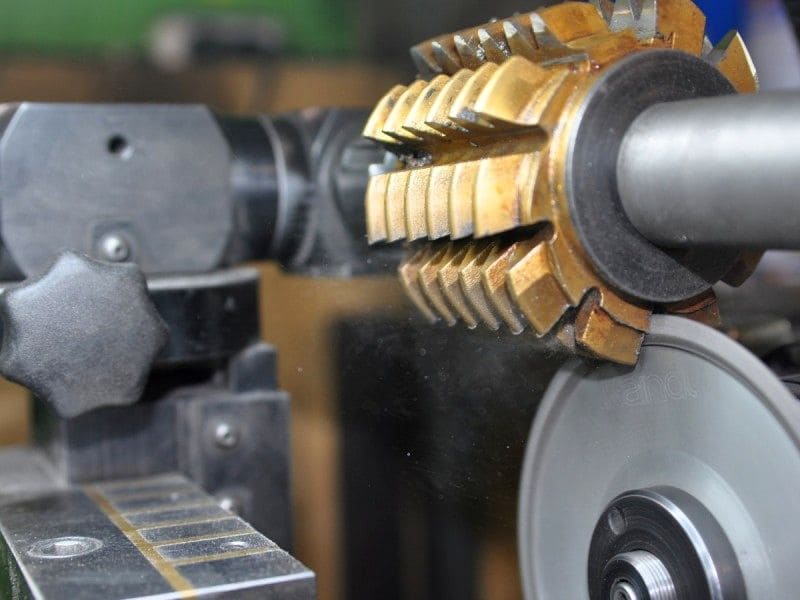
Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Чертежи простейших приспособлений
Простейшими устройствами для заточки могут быть втулки, внутренний диаметр которых соответствует поперечным размерам сверл. Втулка жестко фиксируется в надежное основание с учетом определенного угла
При подборе втулки для таких приспособлений, следует обращать внимание на соответствие ее внутреннего диаметра с поперечным размером затачиваемых инструментов. Запрещается, чтобы обрабатываемые инструменты болтались во втулке, поскольку, даже при отклонении в 1-2 градуса по оси от требуемых значений, могут существенно снизиться показатели качества и точности заточки. В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту
Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту. Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
- обеспечения правильной фиксации сверлильного инструмента и возможности точного перемещения в отношении поверхности абразивного камня;
- создания упорной точки для затачиваемого сверла.
Такие изделия из дубовых брусков, в которых предусмотрены разнокалиберные отверстия, являются наиболее надежными. Благодаря им выполняется качественная и точная заточка инструментов. Основной задачей, которая должна быть решена самодельным станком или подобным приспособлением, является правильная ориентация режущей части обрабатываемых инструментов для получения точности требуемого угла заточки.
Как же правильно заточить фрезу по металлу?
Как правило заточка фрезы по металлу производится на специальном оборудовании. Неправильная заточка приводит к обламыванию зубьев и выходу фрезы из строя. Правильная заточка фрез позволяет намного дольше использовать инструмент в работе и сократить износ. Также для этого необходимо внимательно следить за режущей поверхностью зубьев фрезы.
Для заточки фрез по металлу используются специальные станки и специальная оснастка. Поэтому это дело лучше доверить профессионалам.
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке.
Какие бывают фрезы
- Цилиндрические фрезы применяются для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые фрезы – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые фрезы – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые фрезы – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные фрезы – для проходки канавок на станках с вертикальным шпинделем.
- Угловые фрезы – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные фрезы – при обработке фасонных поверхностей.
В металлообрабатывающей отрасли применение фрез в качестве режущего инструмента имеет большое распространение. Практически все детали различных двигателей, как электрических, так и внутреннего сгорания, изготавливаются с применением фрезерования. Множество деталей для бытовой техники, станков и приспособлений также обрабатываются с применением фрез.
Фреза представляет собой разновидность круглого вращающегося резца. В сечении у него всегда находится окружность, а сама форма может быть любой, в том числе и очень сложной. По окружности располагаются борозды (бывают разной глубины) или зубчики. Ими в процессе вращения резца обрабатывается материал. – процесс сложный и кропотливый
Важно, чтобы не только специалист обладал определённым уровнем мастерства, но и заточной инструмент соответствовал самым высоким требованиям. Иначе на резце после обработки останутся сколы, трещины или незаточенные участки, что напрямую повлияет на дальнейшее выполнение фрезеровальных работ
Как проверить качество заточки
Чтобы узнать, насколько все выполнено правильно, внимательно осмотрите свою работу
Обращайте внимание на ряд общих нюансов:
- все составляющие детали и фрагменты изделия нужно прочно закрепить. Винты закручивайте до упора;
- убедитесь, что края инструментов не имеет зазубрин. Ровные, гладкий край щипчиков исключит травмы при маникюре;
- следите за тем, чтобы между режущими фрагментами не образовались зазоры – иначе инструмент придется выбросить.
Читайте еще: Полезные привычки счастливой мамы
Ножниц и щипчиков
Убедиться в остроте заточки маникюрных щипцов и ножниц можно с помощью простых материалов:
- полиэтиленовая пленка – как вариант – пакет;
- нетканая салфетка;
- перчатки – латексные, виниловые.
Способы проверки:
зафиксируйте стрейч пленку или пакет. Обеспечьте ровный край. Разожмите инструмент, между режущими элементами разместите пленку. Сомкните края ножниц







Важно! Если инструмент заточен правильно, он не будет тянуть, цеплять или разрывать полиэтилен. При этом – чем толще пленка, тем ровнее будет срез; с помощью салфетки убедитесь в отсутствии заусенцев на металлической поверхности. Их наличие выдают зацепки, которые появятся на полотне вдоль линии среза; натяните перчатку между указательным и большим пальцем левой руки
Разведите режущие фрагменты инструмента. Зажмите полотно между лезвиями и потяните на себя. Если получился ровный срез и у основания, и в конце, значит ножницы острые. Плохая заточка потянет винил к краю и порвет перчатку
Их наличие выдают зацепки, которые появятся на полотне вдоль линии среза; натяните перчатку между указательным и большим пальцем левой руки. Разведите режущие фрагменты инструмента. Зажмите полотно между лезвиями и потяните на себя. Если получился ровный срез и у основания, и в конце, значит ножницы острые. Плохая заточка потянет винил к краю и порвет перчатку.
Инструментов для работы с ногтевой пластиной
Ногтевые кусачки нуждаются в затачивании реже, чем кусачки для кутикул. Как понять, что инструмент пора точить?
Возьмите плотный лист бумаги – лучше картон. Острый инструмент прорежет лист без усилий. При этом в момент прорезывания части картона будет слышен щелчок.
Аналогичным способом проверяют остроту книпсера.
Ножницы для ногтевой пластины тестируют на кусочке ткани. Острые ножницы разрежут материал ровно, не допустят его смятия.

У каждой уважающей себя, женщины, дома есть минимальный набор приспособлений для маникюра. К сожалению, с течением времени инструмент тупится. Сделать идеальный маникюр не получится. Если вы не можете позволить профессиональную заточку, сделайте это самостоятельно. С помощью простых рекомендаций можно качественно заточить инструменты способами, которые мы рассмотрели в данной статье.
Режимы резания.
Мы рекомендуем выбирать режимы резания исходя из следующих соображений:
А. При черновой обработке концевой фрезой:
Выбирайте максимально возможный диаметр концевой фрезы, определяемой мощностью шпинделя и жесткостью станка.
Выбирайте режимы резания, помня о механической прочности инструмента. Завышенные режимы могут привести к поломке инструмента режущего инструмента.
Правильно выбирайте конфигурацию концевой фрезы. Помните, что канавка зуба фрезы должна быть больше, чем слой снимаемого материала. Стружка должна поместиться в канавке и свободно эвакуироваться из зоны резания. Иначе стружка забьется в канале фрезы и инструмент начнет давить деталь, а не резать (См
статью Режимы резания и контроль за стружкообразованием).
Если Вы обрабатываете хрупкий материал (пластик, дерево: дуб, бук, липу, березу и т.д.), то помните о том, что завышенные режимы резания могут привести к сколам или даже полной поломке заготовки.
Кроме того, обращаем Ваше внимание, что режимы резания определяются качеством зажима детали на столе станка и фрезы в патроне станка, то есть связкой «Станок-стол-оснастка-деталь-фреза-патрон-станок». Плохой зажим приведет к вибрациям системы и выходу фрезы из строя раньше времени, браку или несчастному случаю (См
статью Проблемы при фрезеровании концевым инструментом и их устранение).
Б. При чистовой обработке концевой фрезой:
Используйте качественные заточенные фрезы для получения лучшей шероховатости поверхности.
Для получения требуемой точности обработки детали обратите внимание на допуски диаметра используемых фрез.
Помните и о жесткости системы «Станок-стол-оснастка-деталь-фреза-патрон-станок». Недостаточная жесткость системы может привести к отжиму фрезы и детали.
Мы советуем делать пробные проходы, по результатам которых необходимо делать поправки в режимах резания
Шаг проходов выбирается минимальным, при этом надо помнить, что чем меньше шаг прохода, тем больше время обработки.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении. Делительная головка состоит из элементов:
- корпуса;
- колодки поворотной;
- шпинделя.
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
Все фото из статьи
Сейчас производители выпускают множество видов и размеров фрез, предназначенных для обработки разных материалов, в том числе и для древесины. Заточить своими руками затупившееся приспособление можно на универсальном либо специальном станке, а также вручную.
Способы заточки фрез
Заточка фрез сложная, так как требуется обрабатывать поверхности криволинейные и большие по протяженности. Также необходимо обеспечить движение абразива с точностью по кромке.
С помощью станка
Технология заточки осуществляется поэтапно:
- Закрепление фрезы в заданном положении.
- Подведение к абразивному кругу обрабатываемой поверхности, до тех пор, пока не будет искрения.
- Снятие слоя металла толщиной от 25 до 50 мкм.
- Затачивание производить каждого зубца по отдельности. Начало работ проводится при расположении в борозде, образованной зубцом, а игла должна касаться поверхности инструмента.
- Заточной станок включить и последовательно втягивая фрезу, производить операцию.

С помощью кругов для заточки
Выбор кругов зависит от материала, из которого изготовлены инструменты. Какие круги бывают:
- Нормальный электрокорунд и белый электрокорунд. Обеспечивают оптимальную заточку инструмента по металлу или дереву.
- Эльборовые. Кругами их этого материала можно заточить изделия из быстрорежущей стали
- Из карбида кремния зеленого и алмазные применяются для затачивания изделий из твердых сплавов
Во избежание перегрева, созданного силой трения, используются охлаждающие жидкости.

Подручными средствами
Для работы используется стол для ручного фрезера.
Последовательность действий:
- Очистить инструмент от нагара специальной жидкостью. Залить в емкость, опустить фрезу на три минуты, после обчистить щеткой.
- Алмазным бруском точить переднюю кромку, обеспечив движение канала вдоль бруска.
- Протереть инструмент мягкой тканью.

Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.

Порядок и особенности
Независимо от сложности станков и устройств, заточка фрезы производится в определенном порядке.
Подготовка
Учитывая, что инструмент рабочий, его следует подготовить, соблюдая правила заточки.
- Очистить от прилипшей стружки и остатков масла и охлаждающих жидкостей. Положить в керосин калоша, выдержать несколько минут. Грязь счистить мягкой щеткой, протереть резец насухо ветошью.
- Проверить углы заточки, используя шаблон.
- Установить фрезу в станок.
- Настроить нужный угол поворотом шлифовального круга.
Включив вращения заточного инструмента, надо коснуться им режущей кромки, медленно вручную подводя его резцу. Проверить правильность настройки и только после этого запустить на автоматическую подачу или при включенном круге перемещать фрезу по направляющим вручную.






Как заточить фрезу по дереву
Фрезы по дереву делаются из более мягкого металла, поэтому их затачивают обычно вручную, используя простые приспособления. Брусок крепится неподвижно к столу. Фреза выставляется в державке режущей кромкой параллельно абразивной поверхности. После этого каждая поверхность затачивается поступательным движением инструмента.

Заточка фрез по металлу
Для каждого типа фрез по металлу имеется свой заточной станок или приспособление. Они позволяю вращать инструмент и обрабатывать зуб со сложной конфигурацией под нужным углом по всей длине.
Чашечный круг обеспечивает ровную поверхность кромки, без радиальных впадин. Он выполняет работу дольше цилиндрического, но кромка получается точно по шаблону.
При заточке по 2 и более поверхностям, сначала обрабатывают переднюю кромку, подгоняют угол заточки. После этого делается затыловка. Обе операции желательно выполнять с одной установки.
Червячные фрезы обрабатываются плоским кругом по рабочей плоскости, затем по кругу шлифуется их тыльная часть. Форма впадины зуба проверяется по шаблону. Поправить ее можно на станке с ЧПУ.
Вручную затачиваются токарные резцы на точильных станках. На промышленных предприятиях могут стоять автоматы для обработки больших партий одинакового инструмента.
В рамках даже небольшого производства не обойтись без использования фрез самого разного назначения. Номенклатура выпускаемых изделий на сегодняшний момент насчитывает тысячи наименований, различных по форме, типоразмеру, сфере применения. При активном использовании происходит износ и потеря необходимой режущей способности, использование тупой фрезы влияет на качество пропилов и ускоряет ее разрушение в разы, что недопустимо. Заточка фрез позволит увеличить срок эксплуатации и снизить финансовые затраты, но только в случае качественно произведенных работ на специальном оборудовании опытным точильщиком.
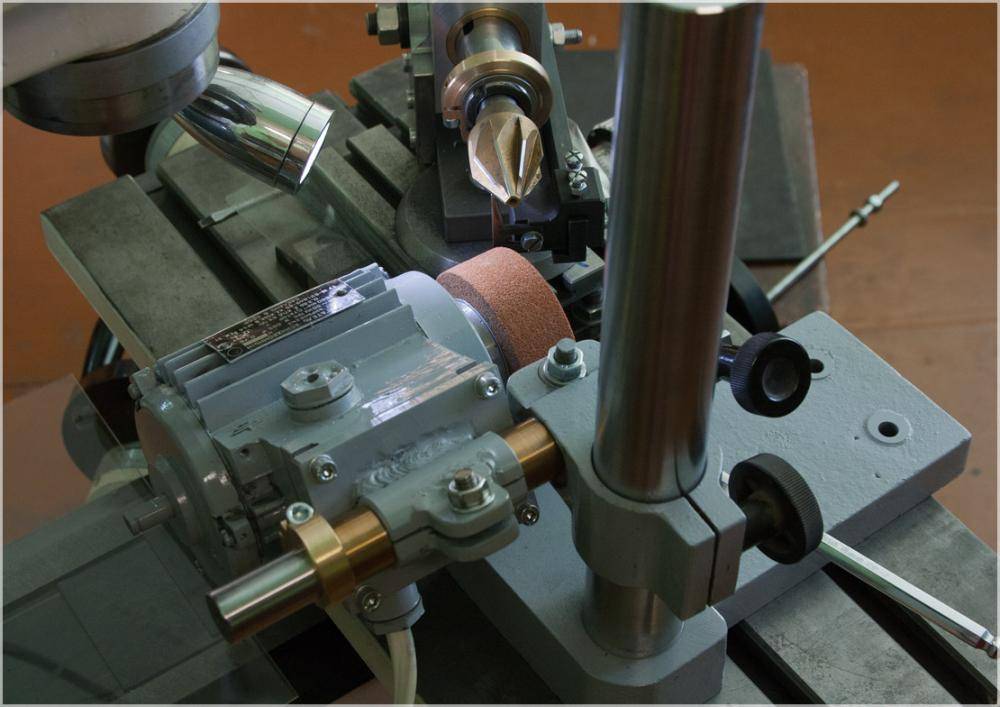
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.

Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.

Как заточить фрезу вручную?
Фасонную концевую фрезу для вязких материалов (древесины) можно заточить вручную, не прибегая к помощи дорогостоящего оборудования. Вам понадобится:
- рабочий стол и планка из стали или твердой древесины;
- алмазный брусок;
- абразивный круг;
- растворитель;
- вода с мылом или щелочью;
- наждачная бумага.
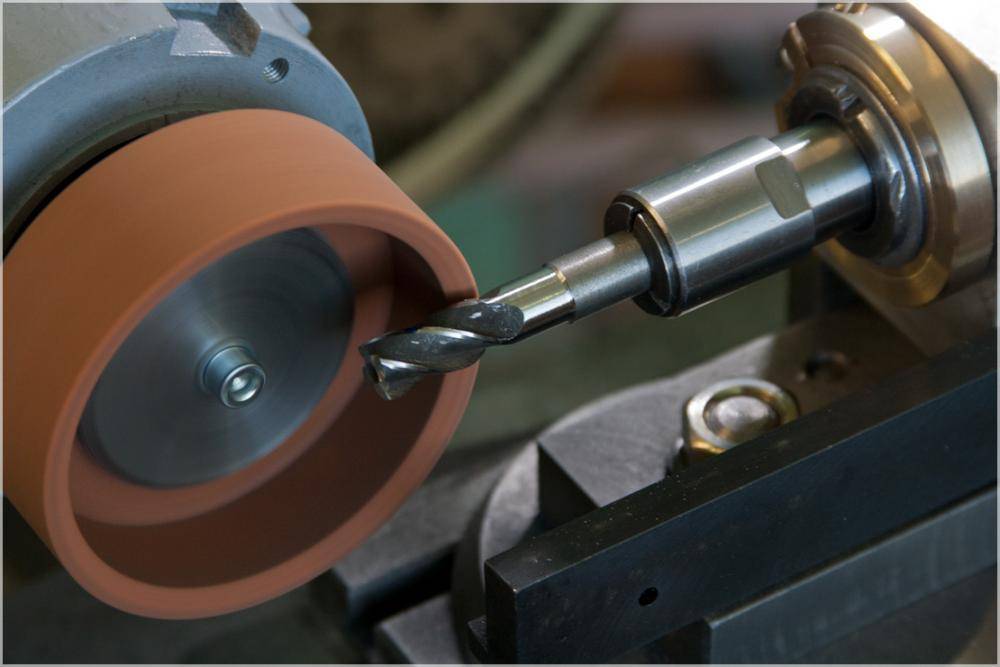
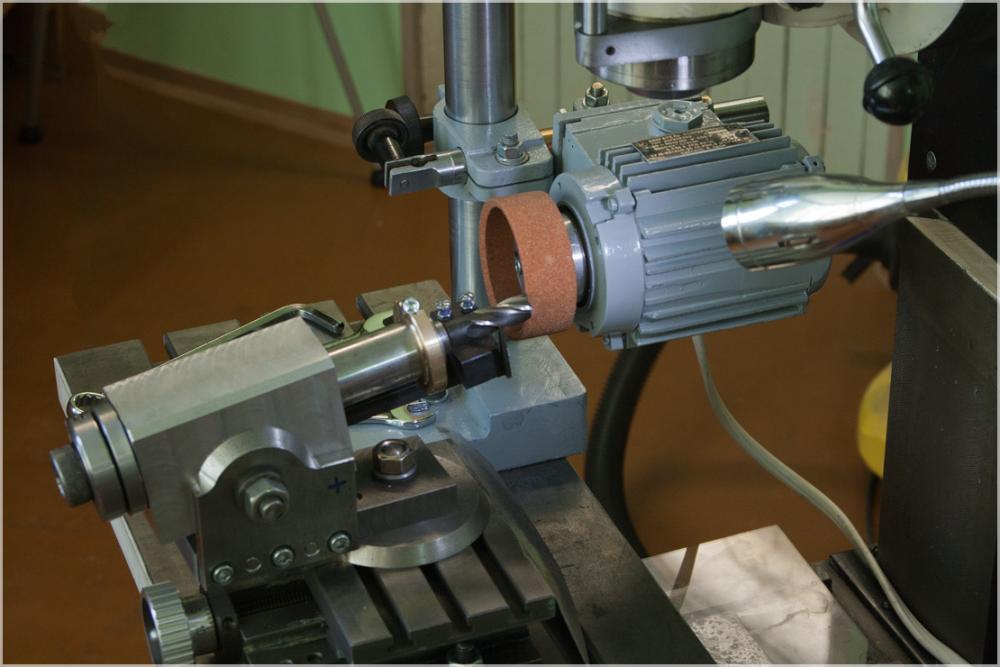
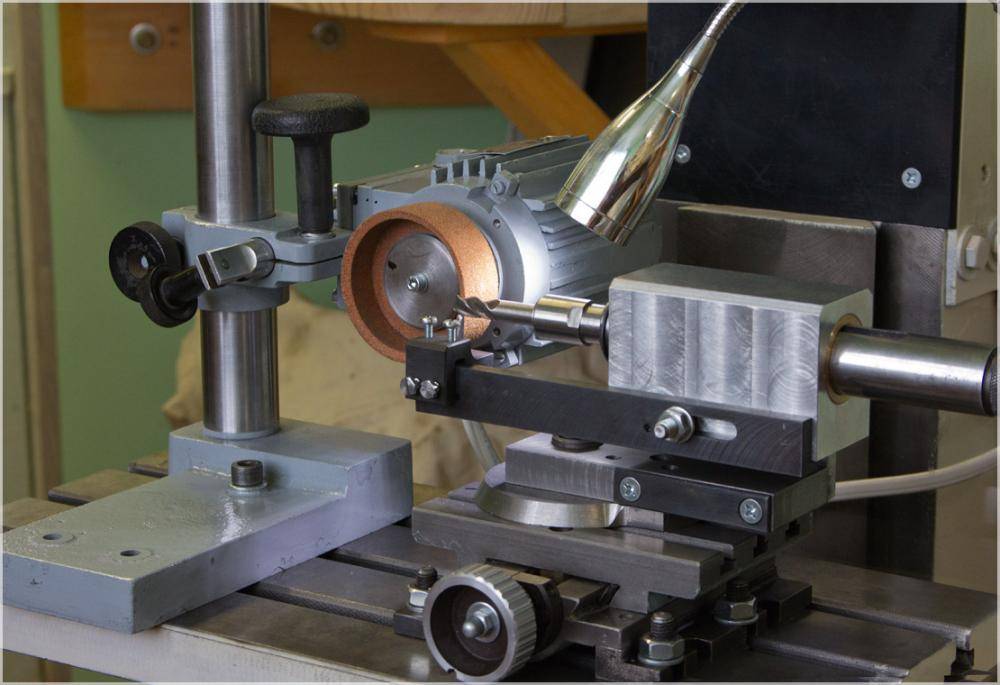
Рис. 3 .
Алмазный брус закрепляют на краю стола, смачивают мыльным раствором. Фрезу нужно освободить от подшипника (если он есть), очистить от остатков древесной смолы. Размер переднего угла заточки варьируется в диапазоне:
- 10 — 20 ⁰ для фрез по дереву;
- — 5 — 0⁰ для инструмента по металлам (в основном для сталей).
Диапазон угла заточки задней поверхности широк и не ограничивается рамками показателей.
Заточка производится ровными движениями по алмазному бруску.
Нужно стараться совершать одинаковое количество движений фрезы по бруску с одинаковой силой нажима. По мере заострения режущих кромок зернистость абразива уменьшается, финальный этап обработки можно осуществить наждачной бумагой.
Результат заточки оценивают визуально с помощью увеличительного стекла или керосина. Зубцы не должны содержать даже мелких зазубрин и трещин. Чтобы обнаружить микротрещины, поверхность режущей кромки смачивают керосином — в области трещины керосин проступит сильнее. Зазубрины и микросколы определяют на глаз или через лупу.
Если вам удается надлежащего качества, и вы умеете бережно использовать инструмент, то необходимость заточки наступает гораздо позже, чем в случаях с низкопробной продукцией. Большой выбор качественных фрез (около 20 видов) всегда доступен в магазине «Ринком». Инструментарий самого широкого профиля удобно выбирать и заказывать по интернету, сегодня это не опасно и современно.
Заказать обратный звонок:
Мы производим заточку:
- резцов
- долбяков
Правильно выполненная заточка инструмента снижает его расход и соответственно увеличивает его ресурс. Поэтому необходимо внимательно следить за состоянием режущих кромок и производить своевременную заточку инструмента, не допуская чрезмерно большого износа и тем более его поломки.
Особенности заточки различных типов фрез
Для металлообработки используются фрезы, изготовленные из инструментальной или быстрорежущей стали. Зубья могут быть выполнены из твердосплавных материалов и закреплены с помощью пайки. Обработка таких материалов сложна, поэтому заточка фрез по металлу, особенно со сложной формой резцов, производится на специализированном оборудовании. Для эффективной работы станок должен осуществлять вращение и поступательное движение затачиваемого изделия относительно абразивного круга, позволять изменять угол их соприкосновения.
Заточка фрез по дереву (актуально для концевых) может быть осуществлена вручную бруском или на обычном точиле на малых оборотах. Основная задача при этом обеспечить равномерность обработки поверхности и сохранить первоначальный угол. Сначала может не получиться, но с опытом можно добиться хороших результатов.
Заточка спиральных фрез относится к наиболее сложным операциям, производится чашечным шлифовальным кругом на заточном станке. Осуществляется по задней поверхности зубьев, для обеспечения стабильного угла используется упор, в противном случае изменится геометрия пропилов и будет сильное биение. Круг выставляется под небольшим углом, глубина слоя для снятия порядка 20-40 мкм, для чистоты проход осуществляется 2 раза
Заточка концевых фрез по металлу проводится аналогичным образом, но добавляется операция с торцевыми зубьями, каждый из которых выставляется строго горизонтально, круг перемещается вдоль под заданным углом, при этом важно сохранить единообразие операций для всех резцов. Заточка червячных фрез по металлу производится в зависимости от формы зубьев: для острозаточенных по задней части, для затылованных по передней


Сроки эксплуатации режущего инструмента и качество обрабатываемых поверхностей напрямую зависят от своевременности выполнения заточки. При работе затупленным инструментом происходит не только увеличение времени на выполнение операций, но и нарушение температурного режима, приводящее в свою очередь к деформации обрабатываемого материала и самой фрезы. Процесс идет по нарастающей и может наступить момент, когда восстановление станет невозможным, а покупка новых приведет к финансовым затратам и возможному простою. Затраты на дополнительное заточное оборудование при активном использовании большого количества фрез быстро окупятся.





Чертеж полноценного приспособления
Довольно простой способ изготовления самодельного заточного оборудования, которое практически ничем не отличается от заводского изделия. Для его сборки по готовым чертежам требуется около 1,5-2 часов времени.
Для изготовления своими руками приспособления для заточки сверл необходимо предусмотреть наличие следующих расходных материалов, оборудования и инструментов:
- сварочного аппарата;
- электрической дрели;
- болгарки;
- стандартного слесарного набора инструментов;
- уголка, размер полок которого 30х30, а его длина 100-150 мм;
- металлических пластин, имеющих разную толщину (3-5 мм);
- шпильки или куска стальных прутов, диаметр которых составляет 10-12 мм;
- шайб, винтов, болтов и гаек, имеющих различные размеры.
В первую очередь выполняется изготовление станины, которое будет основанием в точильном устройстве. Для этого используют стальную пластину, на которую приваривается стальной пруток (12 мм в диаметре) под углом 75 градусов. Он будет являться осью.
После чего на приваренный прут следует насадить шайбу, которая будет представлять собой опорный подшипник. Величина угла, поворота станины при затачивании сверла будет незначительной, поэтому в использовании стандартного шарикового подшипника нет резона.
Ложе, где будет размещаться затачиваемый инструмент, выполняется из подготовленного уголка. Одну сторону на угловом профиле, которая обращена к стороне точильного камня, необходимо сточить под углом 60 градусов. На ложе, согласно чертежа, приваривается кронштейн, посредством которого будет выполняться фиксация поворотного узла приспособления. В результате этого будет изготовлена конструкция, углы которой, в случае параллельного положения ложа и станины, должны быть расположены к поверхности абразивного камня в соответствии с углом затачиваемого сверла.
У заточного станка, который представлен на чертеже предусмотрены фиксированные углы наклона, но для больших возможностей желательно обеспечить возможность регулирования углов. В таких случаях будет больше шансов использования приспособления при необходимости восстановить инструменты, с разными углами заточки, например, если необходимо заточить сверла по металлу, бетону и пр.
Для создания более функционального узла можно воспользоваться чертежами других конструкций, имеющих возможность регулировки углов:
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев. Про их заточку читайте в статье Заточка дисковых пил.
Заточку осуществляют на специализированных и универсальных станках для заточки фрез, реже вручную.
Материал фрез
Из инструментальных сталей используются марки У7А, У8А, У9А, ХГ, ХВ5, 9ХС, ХВГ и пр.
Быстрорежущая инструментальная сталь, идущая на изготовление фрез, подразделяется на сталь нормальной производительности (Р6М5, Р9, Р12, Р18 и пр.) и повышенной. К последней категории относятся стали, легированные кобальтом, ванадием, вольфрамом и молибденом (Р6М3, Р18Ф2К5, Р9Ф2К10, Р9Ф2К5 и др.).
Твердые сплавы, из которых делают зубья фрез, производятся в виде пластин стандартных размеров и форм, крепящихся к корпусу фрезы высокотемпературной пайкой (например, серебряным припоем ПСр-40) или с помощью резьбовых соединений (сборные фрезы). Они состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. Фрезы, изготовленные из вольфрамо-кобальтовых сплавов (ВК2, ВК3, ВК6, ВК6М, ВК8 и пр.), используются для обработки чугуна, цветных металлов, неметаллических материалов. Титаново-вольфрамо-кобальтовые сплавы (Т5К10, Т15К6, Т14К8, Т30К4 и др.) менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали. Трехкарбидные сплавы, состоящие из карбидов вольфрама, тантала, титана и кобальта (ТТ7К12 и пр.), в основном также применяются для обработки сталей.





