

Заточка фрезы по торцу
Для заточки фрезы по торцу необходимо воспользоваться вторым гнездом для патрона, расположенного на станке.
При этом нужно проделать описываемые ранее действия по установке диаметра и длины.
- В зависимости от жесткости обрабатываемого металла выставляются настройки на гнезде. Чем тверже металл, тем поворот кольца гнезда больше в сторону знака “+”.
- Далее включаем станок, вставляем подготовленный патрон с фрезой в гнездо и обрабатываем деталь до прекращения характерного шума. Обрабатывается каждая канавка фрезы.
- В дополнительном гнезде станка осуществляется заточка фрезы с торца, для чего проделываются вышеописанные действия.
- Последняя операция – обработка задней стенки фрезы, которая производится путем вставления патрона с фрезой в соответствующее гнездо станка.
- Таким образом, осуществлена заточка фрезы с соблюдением всех требующихся геометрических особенностей по отдельности и по отношении друг к другу. Соблюдена равномерность заточки по всем сторонам.
Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
- насадочную;
- концевую.
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки. Для крепления инструмента производят оправки 2-х видов:
- центровые;
- концевые.
Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе. Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами. При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.

Цанговый патрон с цангами
Самодельный заточной станок для фрез по металлу — Moy-Instrument.Ru — Обзор инструмента и техники
› Инструменты
статьи Загрузка… Лучшие товары с AliExpress ТУТ
Подробности 13.01.2017 11:03 Алешкин 6804
Самодельное приспособление для заточки фрез и прочего режущего инструмента.
В процессе эксплуатации своих станочков, возникла необходимость в таком устройстве.
Заточить сверло можно и руками, а как быть с фрезами, где не две, а четыре, и более кромок только снизу, и нужна более мене точная геометрия, а размер мелкий.
Вот и решил сделать такое приспособление.
Это простой механизм подачи взад и вперед, плюс наклон и поворот.
Будет устанавливаться просто рядом с наждаком.
Из доступных материалов был алюминий, немного стали, и наждак.
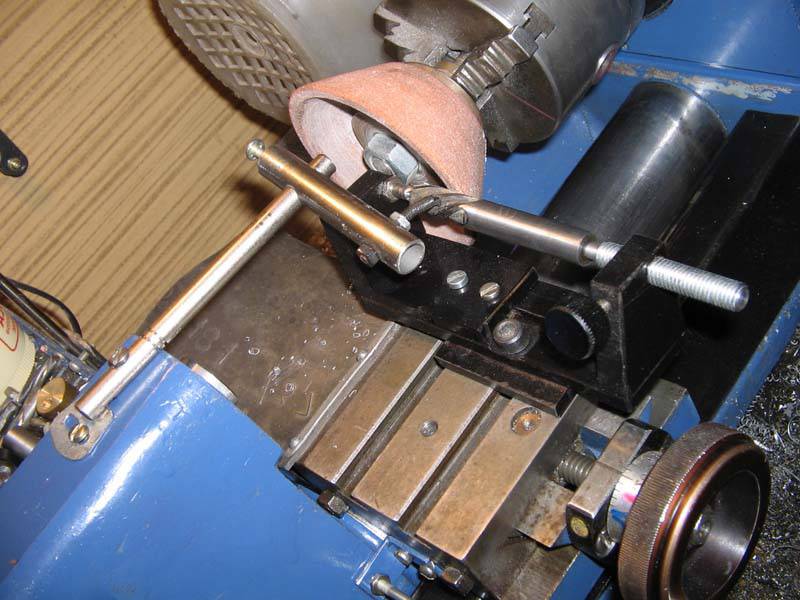
Как это сделано сейчас покажу на фотографиях.
Начнем с устройства, которое должно удерживать фрезу или сверло, то есть шпиндель, для установки инструмента.
Для этого у меня есть такая деталь в ней конус морзе номер два (КМ2), это то что мне нужно.
Ведь у моих станочков тоже везде КМ2, и можно использовать их оснастку, а врезы и сверла с таким конусом можно будет ставить устанавливать прямо в шпиндель.
Убрал всё лишние с этой оправки.
Получился маленький шпиндель, который может поворачиваться вокруг своей оси.
Немного доработаю, просверлю отверстие для шомпола, который будет фиксировать инструмент от внезапного выпадения из шпинделя.
Теперь шпиндель сможет принимать любой инструмент с КМ2, как с лапкой так и с резьбой М10, сверлильный или цанговый патрон, фрезы с КМ2 и всевозможные оправки для дисковых фрез.
Теперь корпус для этого шпинделя.
Осталось сделать запорное колечко для шпинделя и ручку.
Ручка для вращения вокруг оси шпинделя.
Вот так выглядит первая собранная деталька для моего приспособления.
Примерка оснастки, сверлильный патрон.
Теперь можно заняться механизмом перемещения, это будет вроде небольшого крестового столика, по типу как у фрезерного станка только с поворотом вокруг своей оси.
Пилю заготовку для стола.
Фрезерую будущие оси перемещения.
Заготовка стола для установки шпинделя.
Заготовка готова, для фрезеровки ласточкина хвоста.
Фрезерую ласточкин хвост.
Сверлю нарезаю резьбу и добавляю гайку перемещения по оси.
Примеряю направляющею к столу, винтом для неё будет обычная шпилька.
Опоры винта сделаны из двух небольших кусков алюминия.
Общий вид готовой оси с примеркой цангового патрона.
Вот уже вырисовывается общий вид приспособления, но это только проект.
Было немного свободного времени и я провёл его в мастерской, занимаясь ушами или петлями, для наклона и поворотной площадкой с осью.
Что бы петли или уши, были одинаковые, я их соединил сразу в одну заготовку.
И тогда просверлил и расточил отверстия под ось.
Немного срезал лишнего алюминия и просверлил, затем нарезал резьбу, под винты регулировки петель.
Поворотная площадка в виде обычного блинчика.
Вот такой простой цилиндр будет в роли моей оси наклона.
Примерил всё к столу остаётся только просверлить и собрать этот узел.
Просверлил и собрал.
Собираю две оси в одно целое устройство.
Опять сверлим и нарезаем резьбу под винты.
Вырезал уголок и поставил на него штырь, для чтения ленточки фрезы при заточке.
Так всё устройство выглядит в сборе.
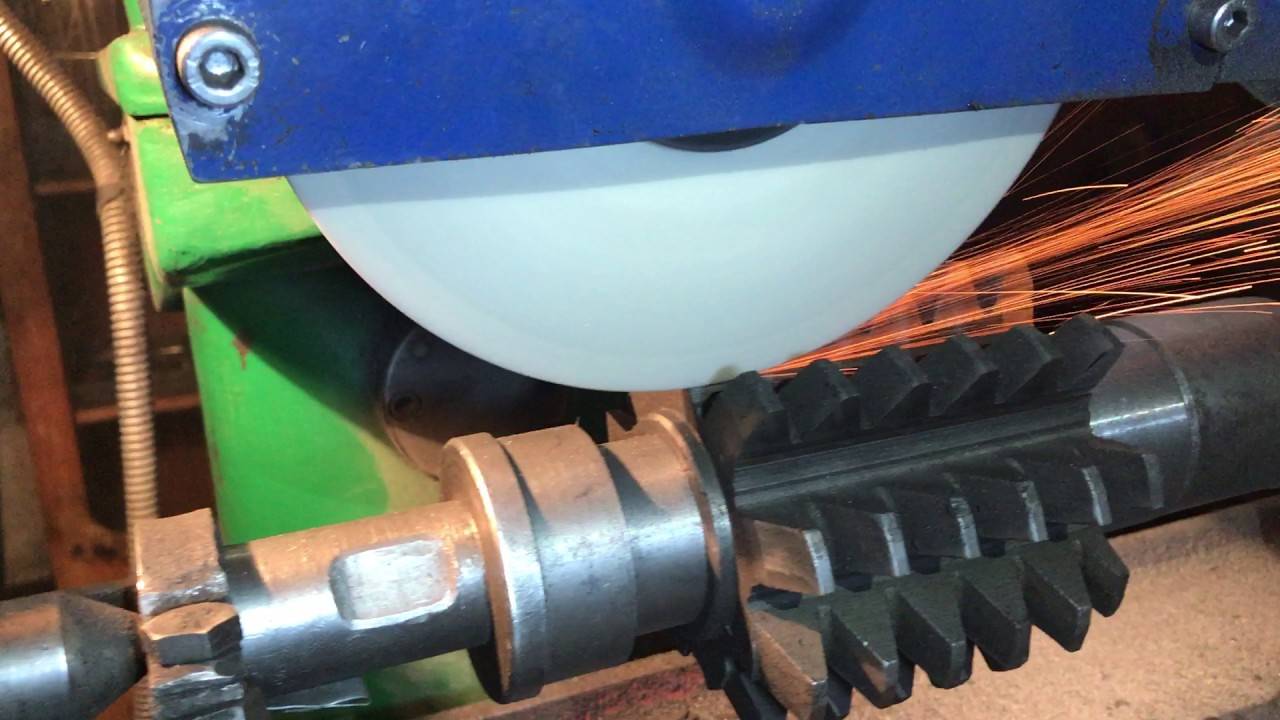
В выходные на даче не утерпел и провёл первые испытания, попробовал выровнять а потом заточить торец фрезы.
Для этого закрепил на столе, свою самодельную приспособу саморезами, возле наждака.
Вот видео отчёт по эксперименту.
Остаётся доработать заточку ленточек фрезы и сделать упор ограничивающий падачу фрезы в перёд, ну и напоследок столик для этого устройства.







Для тех кому интересна эта тема, ниже ссылка на продолжение.
Станок для заточки фрез по металлу: обзор моделей, самостоятельная сборка
Приспособления для заточки концевых режущих элементов фрезерно-брусующего станка, разделяются по характеру работы и подразделяются два типа – универсальные и специальные.
Ниже рассмотрим каждый из этих вариантов
1 Станки для заточки фрез по металлу — обзор заводских моделей
Заточка фрез для работы по металлу и дереву выполняется своими руками с помощью червячных универсальных устройств.
Кроме того режущие элементы фрезерно-брусующего станка могут быть заточены с помощью специальных приспособлений.
Виды режущих элементов
Фрезерная обработка – тонкий процесс, требующий особого подхода, поэтому мастера очень тщательно выбирают оснастку, ориентируясь на разные нужды. В зависимости от обрабатываемого материала, бывают:
- по металлу;
- по дереву;
- по пластмассе;
- по стеклу.
Вторая важная особенность – это предназначение, различают фрезы:
- угловые (для углов);
- фасонные – в зависимости от детали, которая подвергается обработке;
- шпоночные – для создания специального паза с соответствующим названием;
- для углублений в материале в форме буквы «Т»;
- отрезные для разделения образца на части и пр.
Также при покупке изделий обычно первым делом называют форму резца, он может быть:
- цилиндрический;
- конический;
- дисковый;
- концевой;
- червячный и т.д.
Сложно перечислить все виды, поскольку для каждой процедуры фрезерования может быть куплен или даже выточен самостоятельно свой инструмент. Всего наименований насчитывается несколько десятков тысяч, и их номенклатура постоянно растет вместе с увеличением производственных потребностей. В каждой разновидности режущее основание достаточно большое по протяженности, вне зависимости от того, как оно расположено. Поэтому очень сложно обеспечить правильное и равномерное затачивание. Иногда для этого нужны специальные инструменты, в других случаях больше подходит скрупулезное шлифование вручную. Отсутствие опыта или выполненная плохо по иным причинам работа может привести к образованию на режущей кромке сколов, царапин и трещин на поверхности.
Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
- насадочную;
- концевую.
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки. Для крепления инструмента производят оправки 2-х видов:
- центровые;
- концевые.
Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе. Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами. При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.

Цанговый патрон с цангами
Выбор и эксплуатация
Правильный выбор станка для заточки расходного инструмента основан на совокупности технических характеристик и специфики предполагаемых работ. В качестве основных показателей оборудования учитывают:
- максимально возможный диаметр затачиваемой оснастки;
- регулируемый диапазон скорости;
- способность изменять угол наклона рабочего вала.
Для выполнения качественной обработки заточной станок должен быть установлен на стабильной и ровной поверхности с точным горизонтальным уровнем
Особенно важно правильно отрегулировать упорную площадку для инструмента, которая во многом определяет результат и безопасность работы. Надежная система охлаждения увеличивает рабочий ресурс механизмов и расходного инструмента
Заточка фрез своими руками
Вы можете выполнить эту процедуру самостоятельно, используя имеющиеся инструменты.

Это экономит деньги, а при многократном использовании — и драгоценное время.
- Сначала очищаем фрезу от нагара, для чего используем специальную жидкость, наподобие тех, что применяются для чистки двигателей автомобилей. Надо залить фрезу и подождать примерно три минуты, после чего очистить фрезу со всех сторон щеткой.
- Далее берем алмазный брусок и начинаем точить фрезу по передней кромке (движение канала фрезы по алмазному бруску).
- Брусок смачивается обычной водой. После заточки необходимо обтереть фрезу тряпочкой.

Качество ручной заточки сильно отличается от качества заточного станка, но выбор в пользу ручной заточки экономит время.
Этот тип заточки рекомендуется, когда нож еще не слишком затупился, или в качестве профилактической заточки для улучшения качества заготовки.
Глава XXVIII
В промышленности используются различные типы инструментов:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
Рекомендуемая литература:Содержание1 Производительность бульдозера. Методы расчета1.1 Расчет производительности1.2 Выбор коэффициента (a)1.3 Производительность бульдозеров российских и зарубежных производителей1.4 Бульдозеры российских производителей1.5 Бульдозеры зарубежных производителей2 Производительность бульдозеров. Расчет производительности бульдозеров.
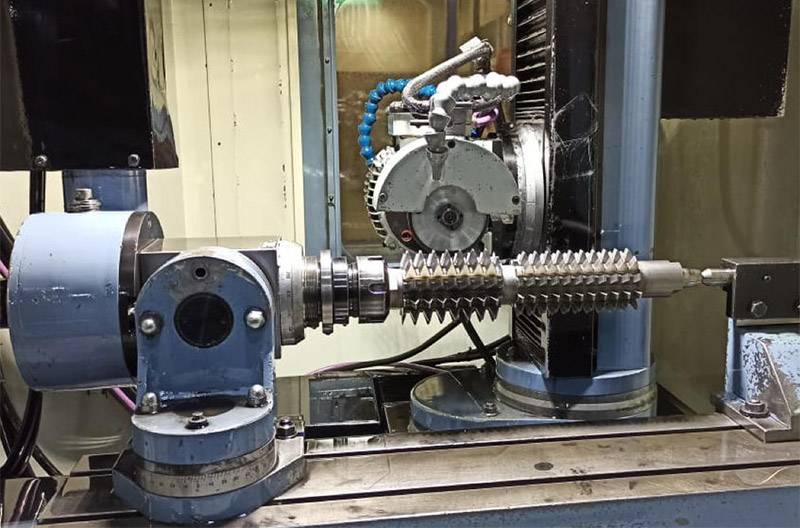
Рис. 2 Комплект шнеков.
Для обработки заготовки используется набор инструментов:
Фрезы с соответствующими инструментами обычно поставляются в виде наборов с установочными размерами разного диаметра. Для того чтобы использовать резец в течение длительного времени, его необходимо неоднократно затачивать, а во время работы требуется контроль температуры, чтобы избежать перегрева, который снижает прочностные свойства.
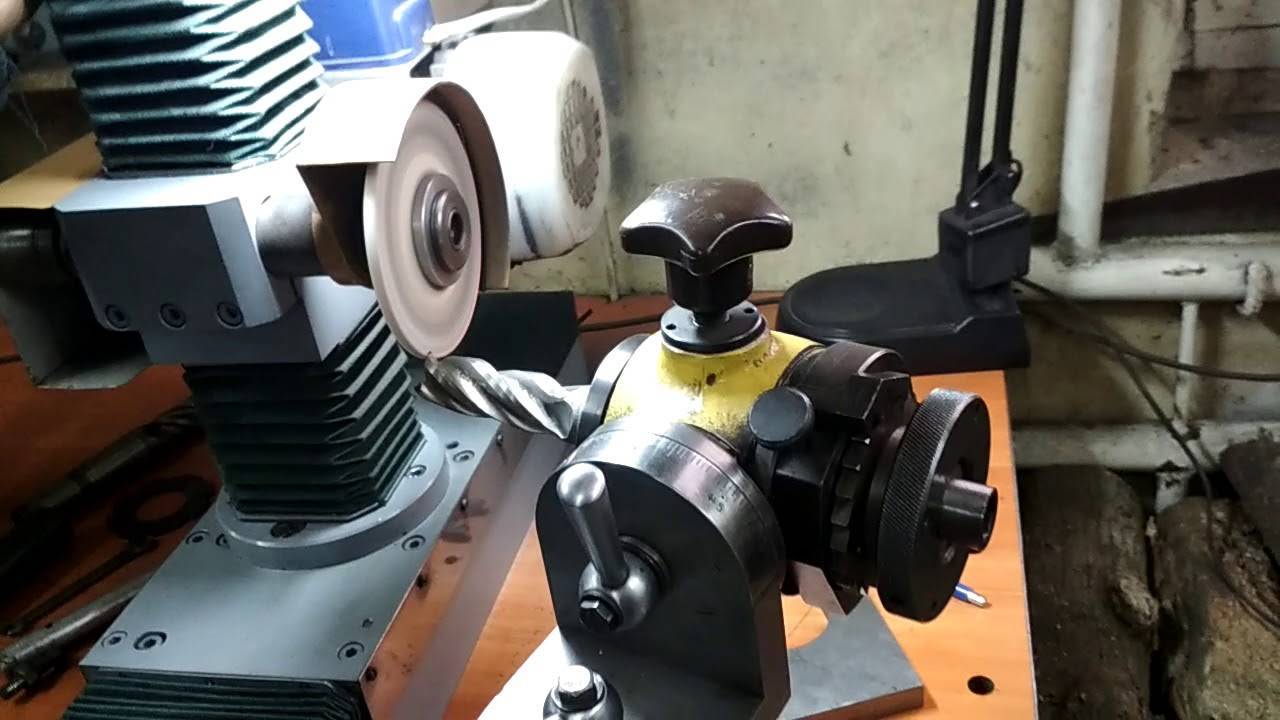
Особенности станка
Рассмотрим возможности этого станка, для чего он предназначен. Имеет регулировку длины по фрезе. То есть, можно длинные фрезы зажимать. Имеется много отверстий, проточка для установки необходимой длины. Упор.
В одной части не хватает деталей. Судя потому, что здесь нарезана резьба, должны быть патроны для зажима других фрез. Не хватает цанг. На внешней стороне патрона имеется 16 отверстий. Здесь тоже должен быть штифт, плотно вставляться и делить на кратное количество. Движение от руки, немного туговато. Судя по цанге, если найти другие размеры, можно заложить достаточно толстую фрезу по диаметру.
Типы применяемого инструмента
На промпредприятиях используются разные типы инструмента:
- Цилиндрические – для обработки заготовок с применением станков оборудованных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Применяются на установках при вертикально-фрезерной отделке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – во время обработки фасонных поверхностей.
Рис. 2 Набор червячных фрез.
Для обработки заготовок применяется оснастка, которая необходима для работ:
Фрезы с подобающей оснасткой выпускают в большинстве случаев в качестве наборов с посадочными размерами крепежной части разнообразного диаметра. Для того чтобы фреза применялась длительный срок она обязана быть всегда наточена, а при проведении рабочей операции нужен режим температур, не допускающий перегрев, который уменьшает их характеристики прочности.
https://youtube.com/watch?v=b-uOa95tnn0
Конструктивные особенности
Фреза – металлорежущий инструмент, работающий за счет вращательно-поступательных движений. В зависимости от предназначения, фрезы делятся на разные типы: дисковые, торцевые, угловые, отрезные и шпоночные. Самую простую конструкцию имеют цилиндрические фрезы, изготавливающиеся цельно-литьевым методом.









 Фрезы по металлу
Фрезы по металлу
Большое разнообразие и широкий спектр применения позволяет постоянно вносить изменения в их геометрию и конструкцию. Усовершенствования касаются преимущественно концевых фрез – изменяются угол наклона винтовых зубьев, за счет чего повышается эффективность отвода стружки во время работы с металлом. Современные концевые инструменты для станков имеют стандартный угол наклона, равняющийся 30 градусам. В международной практике использования фрез по обработке металлических деталей и уступов применяются фрезы с таким углом наклона:
- Для деталей с диаметром 4-25 мм применяются фрезы с углом наклона 35 градусов;
- Заготовка диаметром 25-30 обрабатывается инструментом с углом наклона 40 градусов;
- Детали с диаметром 30-50 обрабатываются инструментом с углом наклона зубьев 45 градусов.
 Концевые фрезы для копировально-фрезерных станков
Концевые фрезы для копировально-фрезерных станков
Концевые фрезы испытывают значительные трудности при обработке жаропрочных и титановых сплавов, а также вязких и труднообрабатываемых материалов. Поэтому для концевых фрез производят подточку поверхности по всей длине с целью повышения качества резьбы.
 Концевые фрезы по металлу
Концевые фрезы по металлу
Что касается обработки многотонных заготовок, то для их обработки применяются концевые фрезы больших размеров. Например, для отделки детали общей массой 1 т. применяют фрезы, весящие больше 170 кг.
https://youtube.com/watch?v=pf2gWU7OqSw
Концевые фрезы по металлу
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
- поворотные столы;
- тиски;
- зажимы.
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность. Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Чертеж полноценного приспособления
Довольно простой способ изготовления самодельного заточного оборудования, которое практически ничем не отличается от заводского изделия. Для его сборки по готовым чертежам требуется около 1,5-2 часов времени.
Для изготовления своими руками приспособления для заточки сверл необходимо предусмотреть наличие следующих расходных материалов, оборудования и инструментов:
- сварочного аппарата;
- электрической дрели;
- болгарки;
- стандартного слесарного набора инструментов;
- уголка, размер полок которого 30х30, а его длина 100-150 мм;
- металлических пластин, имеющих разную толщину (3-5 мм);
- шпильки или куска стальных прутов, диаметр которых составляет 10-12 мм;
- шайб, винтов, болтов и гаек, имеющих различные размеры.
В первую очередь выполняется изготовление станины, которое будет основанием в точильном устройстве. Для этого используют стальную пластину, на которую приваривается стальной пруток (12 мм в диаметре) под углом 75 градусов. Он будет являться осью.
После чего на приваренный прут следует насадить шайбу, которая будет представлять собой опорный подшипник. Величина угла, поворота станины при затачивании сверла будет незначительной, поэтому в использовании стандартного шарикового подшипника нет резона.
Ложе, где будет размещаться затачиваемый инструмент, выполняется из подготовленного уголка. Одну сторону на угловом профиле, которая обращена к стороне точильного камня, необходимо сточить под углом 60 градусов. На ложе, согласно чертежа, приваривается кронштейн, посредством которого будет выполняться фиксация поворотного узла приспособления. В результате этого будет изготовлена конструкция, углы которой, в случае параллельного положения ложа и станины, должны быть расположены к поверхности абразивного камня в соответствии с углом затачиваемого сверла.
У заточного станка, который представлен на чертеже предусмотрены фиксированные углы наклона, но для больших возможностей желательно обеспечить возможность регулирования углов. В таких случаях будет больше шансов использования приспособления при необходимости восстановить инструменты, с разными углами заточки, например, если необходимо заточить сверла по металлу, бетону и пр.
Для создания более функционального узла можно воспользоваться чертежами других конструкций, имеющих возможность регулировки углов:
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев. Про их заточку читайте в статье Заточка дисковых пил.
Заточку осуществляют на специализированных и универсальных станках для заточки фрез, реже вручную.
Материал фрез
Из инструментальных сталей используются марки У7А, У8А, У9А, ХГ, ХВ5, 9ХС, ХВГ и пр.
Быстрорежущая инструментальная сталь, идущая на изготовление фрез, подразделяется на сталь нормальной производительности (Р6М5, Р9, Р12, Р18 и пр.) и повышенной. К последней категории относятся стали, легированные кобальтом, ванадием, вольфрамом и молибденом (Р6М3, Р18Ф2К5, Р9Ф2К10, Р9Ф2К5 и др.).
Твердые сплавы, из которых делают зубья фрез, производятся в виде пластин стандартных размеров и форм, крепящихся к корпусу фрезы высокотемпературной пайкой (например, серебряным припоем ПСр-40) или с помощью резьбовых соединений (сборные фрезы). Они состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. Фрезы, изготовленные из вольфрамо-кобальтовых сплавов (ВК2, ВК3, ВК6, ВК6М, ВК8 и пр.), используются для обработки чугуна, цветных металлов, неметаллических материалов. Титаново-вольфрамо-кобальтовые сплавы (Т5К10, Т15К6, Т14К8, Т30К4 и др.) менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали. Трехкарбидные сплавы, состоящие из карбидов вольфрама, тантала, титана и кобальта (ТТ7К12 и пр.), в основном также применяются для обработки сталей.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
Для обработки заготовок используется оснастка, которая предназначена для работ:
- по металлу;
- по дереву.
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Вывод
Заточка является достаточно сложной операцией. Относится к процессу следует предельно внимательно. Ведь от этого зависит дальнейшая эффективность работы с деревянными заготовками. Видео в этой статье продолжит знакомить вас с нюансами заточки.
Заточка фрез – это операция для восстановления режущих свойств, которые были утрачены в результате износа зубьев.
Современное оборудование, которое использует наша компания, позволяет затачивать отрезные фрезы с идеальной точностью:
при заточке фрез, как и любого другого инструмента мы соблюдаем все необходимые параметры;
обеспечиваем максимальное количество переточек инструмента в будущем;
обеспечиваем наилучшие показатели при обработке материалов, отсутствие сколов, увеличение срока службы фрезы между заточками.
Хорошо выполненная заточка фрезы увеличивает ее стойкость, что значительно снижает расход режущего инструмента. Если вы эксплуатируете фрезу достаточно долгое время или только планируете ее эксплуатировать, то помните о том, что величина износа фрезы не должна превышать установленные оптимальные значения, которые приняты за критерий затупления. Для того чтобы сохранить фрезу в ее практически изначальном виде, требуется следить за состоянием режущих кромок и конечно вовремя производить заточку фрезы, стараясь не допустить слишком большого износа или поломки зубьев.
Как правило, заточка дисковой фрезы производится на универсально-заточных станках. Для того чтобы процесс заточки происходил правильно, нужно соблюдать существующие и введенные определенные нормы допускаемых биений, установленного обеспечения качества режущих кромок и качества поверхностей.
Наша компания предлагает вам работу самого высокого качества. Обращаясь к нам, вы обращаетесь к высококвалифицированным профессионалам своего дела, которые подходят к выполнению своей работы со всей ответственностью.
Заточка фрез именно у нас обеспечит долгую жизнь и работоспособность вашего инструмента, обеспечит надежность эксплуатации, так как затупленная фреза очень опасна! Помните об этом при выполнении определенного задания, при котором вам может потребоваться данный инструмент. А в случае неполадок или подхода к концу ресурса отрезных дисков – обращайтесь в нашу компанию.
Правила приема дисковых фрез на переточку
1.
Для осуществления заточки дисковых фрез, между заказчиком и исполнителем должен быть заключен “Договор на переработку давальческого сырья”.
2.
Фрезы принимаются только при наличии накладной формы М-15 от Заказчика, в которой необходимо указать номер договора и номенклатуру дисковых фрез.








3.
При сдаче отрезных дисковых фрез на переточку Заказчик должен получить от Исполнителя «Наряд на осмотр», подписанный Исполнителем, в котором указывается стоимость и срок исполнения работ.
4.
Получение фрез осуществляется только по доверенности.
2016-11-04
Заточка фрез — сложная работа
, требующая специальной подготовки и оборудования. Геометрия режущих кромок имеет криволинейную структуру — в этом и состоит главная особенность процесса. Точильный круг должен следовать точно вдоль контура острых зубьев фрезы, чтобы сохранить ее фасонный профиль.
- Затылованные зубцы затачивают по передней поверхности.
- Остро торчащие зубчики обрабатывают по задней стенке.
- Прорезные и отрезные фрезы точат по лицевой и тыльной сторонам.





