Технологические свойства стали 40Х13
Марка 40Х13 обладает хорошей технологичностью при проведении пластической деформации в горячем состоянии. Ее проводят при температуре от 850 до 1100 ºC. Но надо помнить что при резком нагреве, сталь может потерять ряд своих уникальных свойств, например, твердость. Именно поэтому процедуру нагрева необходимо проводить с небольшой скоростью. По достижении температуры 830 ºC можно выполнять прокат или ковку. Охлаждение стали необходимо также проводить медленно.
Ряд характеристик коррозионно-стойкой и углеродистой стали во многом схожи, в частности, в твёрдости. Но они имеют различную микроструктуру и это приводит к появлению определённых сложностей в процессе механической обработки.
Основные сложности, возникающие при точении и фрезеровании стали марки 40Х13 это:
- упрочнение, возникающие в процессе резания;
- удаление отходов обработки;
- ускоренный износ режущего инструмента.
Дело в том, что при обработке 40х13 резанием, стружка не ломается как у большинства углеродистых сталей, а завивается в виде длинной стружки. Для решения этой проблемы на режущий инструмент устанавливают специальные приспособления — стружколомы.
Низкая теплопроводность хороша при использовании 40Х13 на практике, но создаёт определённые сложности при точении. То есть в месте обработки резко поднимается температура, вследствие чего происходит образование наклёпа и неравномерное упрочнение поверхности. Такое свойство стали приводит к снижению ресурса режущего инструмента и увеличению обработки детали.
Еще одно свойство 40Х13 — это наличие в ее составе карбидных и других соединений, имеющих микроскопический размер. Их наличие делает сталь неким подобием абразива, который выводит режущий инструмент из строя и это приводит к замедлению обработки.
Для эффективной обработки нержавейки применяют режущий инструмент, на поверхность которого наносят карбид вольфрама и другие упрочняющие покрытия.
Характеристики
К числу характеристик стали 40х относят:
- твёрдость;
- плотность;
- предел текучести/прочности;
- ударную вязкость и пр.
Твердость
Твёрдость стали (hb – hrc) может выражаться в разных числовых значениях, в зависимости от шкалы измерения:
- По Роквеллу — методика основана на измерении глубины проникновения индентора (твёрдого наконечника) в исследуемый материал. Твёрдость по этой шкале составляет 217 МПа.
- По Бринеллю — индентор вдавливают в образец металла в течение 2-8 секунд (нагрузка — плавно нарастающая) и измеряют диаметр получившегося отпечатка. В качестве инденторов применяют шарики из прочных сплавов диаметром от 1 до 10 мм. Твёрдость стали 40х по Бринеллю равна 187 МПа.
- В состоянии плавки — твёрдость в период плавления колеблется в пределах 18 МПа.
Обратите внимание! Чем твёрже сталь, тем меньшей прочностью она обладает. В первом случае её невозможно (или сложно) чем-либо поцарапать, во втором — она способна повредиться даже от лёгкого удара (это и есть недостаточная прочность)
Плотность
Плотность стали 40х равна 7820 кг/м³. Плотность вещества является постоянной величиной, и измеряется при помощи гидростатического метода — образец взвешивают в воздухе, а потом в воде, и вычисляют его плотность (отношение массы тела к объёму). Жидкость, используемая в качестве измерения, должна хорошо смачивать материал, но при этом не вступать с ним в реакцию. Поэтому для взвешивания применяют дистиллированную воду.
Марка
Данная марка подразумевает содержание в стали 0,40% углерода и около 1,5% хрома.
Возможные заменители — 45Х, 38ХА, 40ХС и др. Класс: конструкционная легированная. Вид и состояние поставки:
- сортовой прокат (в т. ч. фасонный);
- пруток и серебрянка;
- лист толстый;
- трубы и т. д.
Термин «конструкционная» указывает на то, что металл используется для изготовления различных конструкций, механизмов и деталей, например, в сфере строительства и машиностроения.
Предел прочности
Под пределом прочности понимают такое механическое напряжение, выше которого материал разрушается или деформируется. Максимальная прочность стали в момент сгиба составляет 509 МПа, а при временном сопротивлении — 960 МПа.
Этот показатель измеряется с помощью испытаний на растяжение и деформацию. При этом устанавливают не только предел прочности, но и удлинение, временное сопротивление и др.
Свариваемость
| Без ограничений | Ограниченная | Трудно свариваемая | |
| Подогрев | нет | до 100–1200С | 200–3000С |
| Термообработка | нет | есть | отжиг |
Предел текучести
Физический предел текучести — это значение напряжения, при котором деформация испытываемого материала увеличивается без дополнительной нагрузки. Предел текучести стали 40х равен 785 Н/мм2. На конечный результат влияют различные факторы:
- толщина металла;
- режим термообработки;
- наличие примесей в составе продукта;
- дефекты кристаллической решётки и т. д.
Прочность
Прочность — это стойкость металла к воздействию внешних нагрузок. Чтобы узнать, какая прочность стали, проводят испытания на специальных машинах с разной мощностью. Последние состоят из нагружающего механизма, создающего усилие, и бывают механическими и гидравлическими.
Сталь 40х обладает высокой прочностью — 271 МПа. Также она способна сохранять структуру при больших нагрузках.
Предел выносливости
| σ-1, МПА | J-1, мПа | n | Состояние стали |
| 363 | 240 | 106 | σв=690 МПа |
| 470 | 106 | σв=690 МПа | |
| 509 | 5*106 | σ0,2=690 МПа, σв=690 МПа | |
| 333 | σв=690 МПа | ||
| 372 | Закалка 860 °С, масло, отпуск 550 °С |
Ударная вязкость
Ударная вязкость данной марки составляет 400 – 850 кДж/кв. м. Предел прочности на разрыв равен 980 Н/м2. Под ударной вязкостью понимают способность металла поглощать механическую энергию, образующуюся в процессе разрушения и деформации.
Прокаливаемость стали по ГОСТ 4543-71
| Расстояние от торца, мм | Примечание | |||||||||
| 1,5 | 4,5 | 6 | 7,5 | 10,5 | 13,5 | 16,5 | 19,5 | 24 | 30 | Закалка 860 °С |
| 20,5-60,5 | 48-59 | 45-57,5 | 39,5-57 | 35-53,5 | 31,5-50,5 | 28,5-46 | 27-42,5 | 24,5-39,5 | 22-37,5 | Твердость для полос прокаливаемости, HRC |
Резка
| Исходные данные | Обрабатываемость резанием Ku | |||
| Состояние | HB, МПа | sB, МПа | твердый сплав | быстрорежущая сталь |
| горячекатаное | 163–168 | 620 | 1,2 | 0,95 |
Температурные изменения в структуре
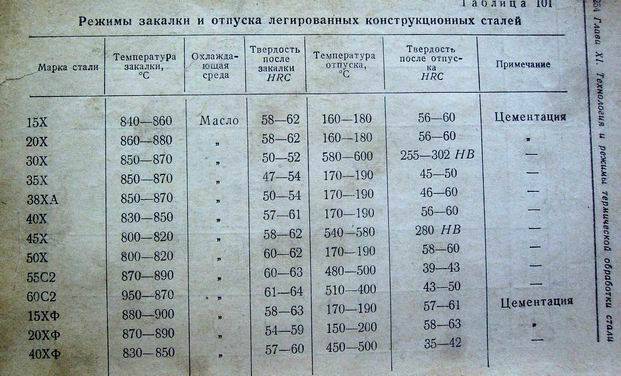
Закалка проводится весьма часто для продукции, изготовленной из качественных конструкционных сталей, содержащих более 0,4% С, и практически всегда – для конструкционных легированных сталей, поскольку именно для них обычно и предъявляются повышенные прочностные требования.
Выбор режима закалки зависит от предназначения детали. Наиболее распространены следующие технологии:
- Термообработка малоуглеродистых конструкционных сталей (менее 0,2% С), для которых необходимо сочетание поверхностной твёрдости с достаточно вязкой сердцевиной. В этом случае сначала выполняют цементацию — насыщение поверхности дополнительным количеством углерода, а уже потом сталь закаливают;
- Термообработка среднеуглеродистых сталей с 0,3…0,6% С. Они применяются для производства ответственных машиностроительных изделий сложной формы, которые работают в условиях знакопеременных нагрузок. Нормализация всегда выполняется после закалки;
- Химико-термическая обработка, которая выполняется относительно высоколегированных сталей, где глубинные слои могут оставаться вязкими. Основные варианты исполнения такой обработки – цианирование, нитридирование, сульфурирование – производятся также после закалки.

3 формы кристаллов железа в сверхвысокоуглеродистой стали
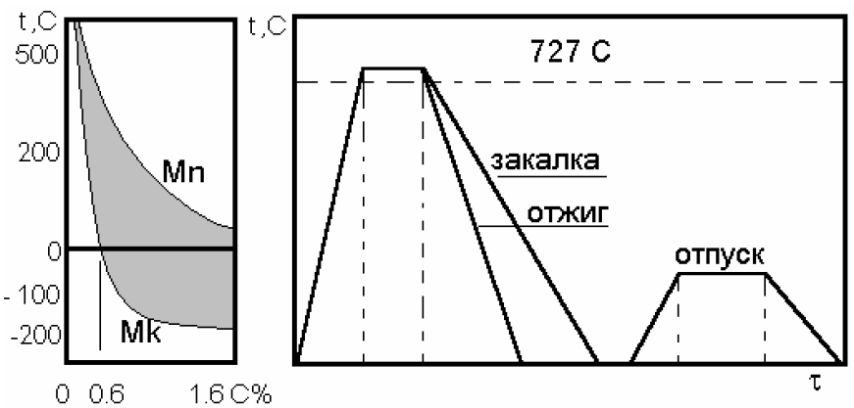
Все конструкционные стали относятся к виду доэвтектоидных: процентное содержание углерода в них не превышает 0,8%. В структуре стали после закалки в зависисмотси от условий нагрева имеются следующие составляющие:
- В диапазоне температур до 723 °С – феррит и перлит (перлит представляет собой механическую смесь феррита и цементита, куда подмешиваются и карбиды легирующих элементов).
- Выше этой температуры и до 850…900 °С– смесь феррита с аустенитом, причём область устойчивого существования структуры зависит от процента углерода, и постепенно снижается от диапазона 950…723 °С до 0.
- Ниже этой температурной линии структура является уже чисто аустенитной.
https://youtube.com/watch?v=sz_x-WqkcIs
Для отображения динамики структурных изменений в конструкционных сталях при их нагреве широко применяется известная диаграмма «железо-углерод», по которой устанавливают режимы закалки и последующего отпуска. Часто тут же приводятся и фотографии структурных составляющих.
ГОСТы на прокат стали 40х13
- ГОСТ 19903-2015
- ГОСТ 1133-71 «Кованая круглая и квадратная. Сортамент»;
- ГОСТ 18143-72 «Проволока из высоколегированной коррозионно-стойкой и жаростойкой стали. Технические условия.»;
- ГОСТ 18907-73 «Прутки нагартованные, термически обработанные шлифованные из высоколегированной и коррозионно-стойкой стали. Технические условия.»;
- ГОСТ 5582-75 «Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия»;
- ГОСТ 5632-72 «Высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки»;
- ГОСТ 5949-75 «Сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная.
- ГОСТ 4405-75 «Полосы горячекатаные и кованые из инструментальной стали. Сортамент.»;
- ГОСТ 14955-77 «Качественная круглая со специальной отделкой поверхности. Технические условия.»;
- ГОСТ 2590-2006 «Прокат сортовой стальной горячекатаный круглый. Сортамент.»;
- ГОСТ 2591-2006 «Прокат сортовой стальной горячекатаный квадратный. Сортамент.»;
- ГОСТ 7417-75 «Калиброванная круглая. Сортамент.»;
- ГОСТ 4405-75 «Полосы горячекатаные и кованые из инструментальной стали. Сортамент.»;
- ГОСТ 8559-75 «Калиброванная квадратная. Сортамент.»;
- ГОСТ 8560-78 «Прокат калиброванный шестигранный. Сортамент.»;
- ГОСТ 1133-71 «Кованая круглая и квадратная. Сортамент.»;
- ГОСТ 5632-72 «Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки.»;
- ГОСТ 103-2006 «Прокат сортовой стальной горячекатаный полосовой. Сортамент.»;
- ГОСТ 5949-75 «Сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия.»;
- ГОСТ 2879-2006 «Прокат сортовой стальной горячекатаный шестигранный. Сортамент.»;
- ТУ 14-11-245-88 «Профили стальные фасонные высокой точности. Технические условия.»;
- ОСТ 3-1686-90 «Заготовки из конструкционной стали для машиностроения. Общие технические условия.»;
Резка
Исходные данные | Обрабатываемость резанием Ku | |||
Состояние | HB, МПа | sB, МПа | твердый сплав | быстрорежущая сталь |
закаленное отпущенное | 340 | ≥735 | 0,6 | 0,4 |
Коррозионная стойкость
Вид коррозии | t | Длительность испытания | Среда | Балл или группа стойкости |
0С | ч | |||
Общая | 720 | H2SO4 (концентрированная) | ||
H2SO4 (р-р 63,4%) | ||||
720 | Аммиак (24%) |
Для увеличения стойкости к коррозии рекомендуется закалку и отпуск проводить при t=250–3000С.
Сталь 40Х13 – химический состав
Массовая доля элементов не более, %:
Кремний | Марганец | Никель | Сера | Углерод | Фосфор | Хром |
0,6 | 0,6 | 0,6 | 0,025 | 0,35–0,44 | 0,035 | 12–14 |
Марка 40Х13 – физические свойства
t | r | R 109 | E 10-5 | l | a 106 | C |
0С | кг/м3 | Ом·м | МПа | Вт/(м·град) | 1/Град | Дж/ (кг·град) |
7650 | 590 | 2.18 | 461 | |||
100 | 7630 | 650 | 2.14 | 10.8 | 482 | |
200 | 7600 | 710 | 2.06 | 27.2 | 11.9 | 523 |
300 | 7570 | 790 | 1.98 | 28.3 | 12.3 | 565 |
400 | 7540 | 860 | 1.88 | 29.1 | 607 | |
500 | 7510 | 940 | 1.76 | 29.1 | 13.6 | 674 |
600 | 7480 | 1000 | 1.63 | 29.1 | 13.5 | 775 |
700 | 7450 | 1120 | 1.48 | 28.3 | 13.8 | 988 |
800 | 7420 | 1180 | 1.4 | 27.9 | 14.6 | 825 |
900 | 1160 | 28.5 | 691 |
Сталь 40Х13 – точные и ближайшие зарубежные аналоги
Англия | Германия | Евросоюз | Испания | Италия | Китай | ||||||||||||||||||||
BS | DIN, WNr | EN | UNE | UNI | GB | ||||||||||||||||||||
|
|
|
|
Польша | США | Франция | Чехия | Швеция | Япония | |||||||
PN | — | AFNOR | CSN | SS | JIS | |||||||
|
Материал 40Х13 – область применения
Сталь марки 40Х13 используют в машиностроении для изготовления деталей с высокой износостойкостью/ прочностью, работающих в коррозионных средах или при температурах до 4500С.
Условные обозначения
HRCэ | HB | KCU | y | d5 | sT | sв |
МПа | кДж / м2 | % | % | МПа | МПа | |
Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
Ku | s0,2 | t-1 | s-1 |
Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
Без ограничений | Ограниченная | Трудно свариваемая | |
Подогрев | нет | до 100–1200С | 200–3000С |
Термообработка | нет | есть | отжиг |
R | Ом·м | Удельное сопротивление |
r | кг/м3 | Плотность |
C | Дж/(кг·град) | Удельная теплоемкость |
l | Вт/(м·град) | Коэффициент теплопроводности |
a | 1/Град | Коэффициент линейного расширения |
E | МПа | Модуль упругости |
t | 0С | Температура |
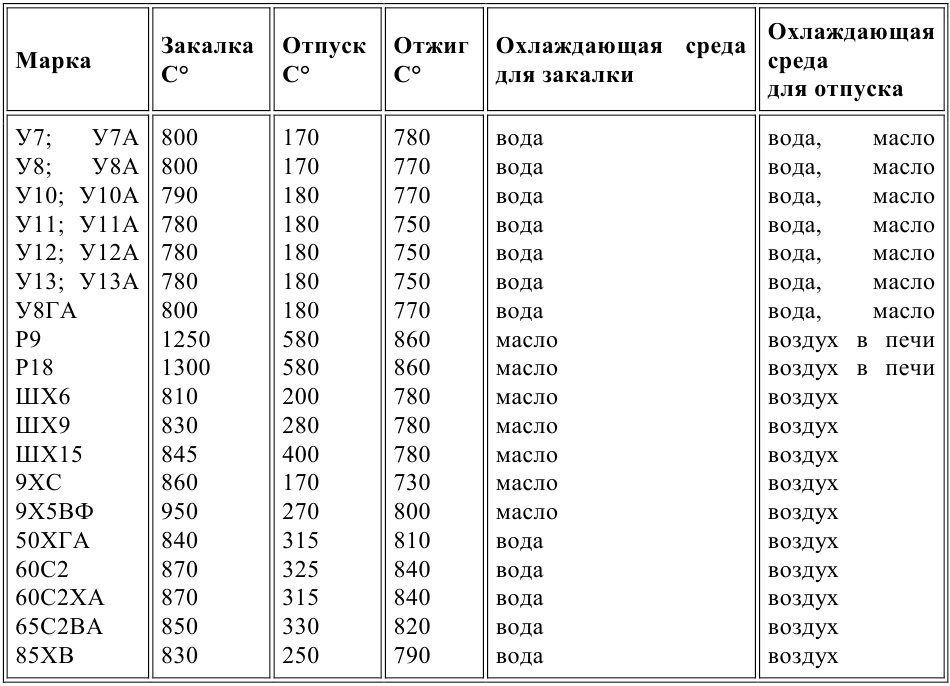
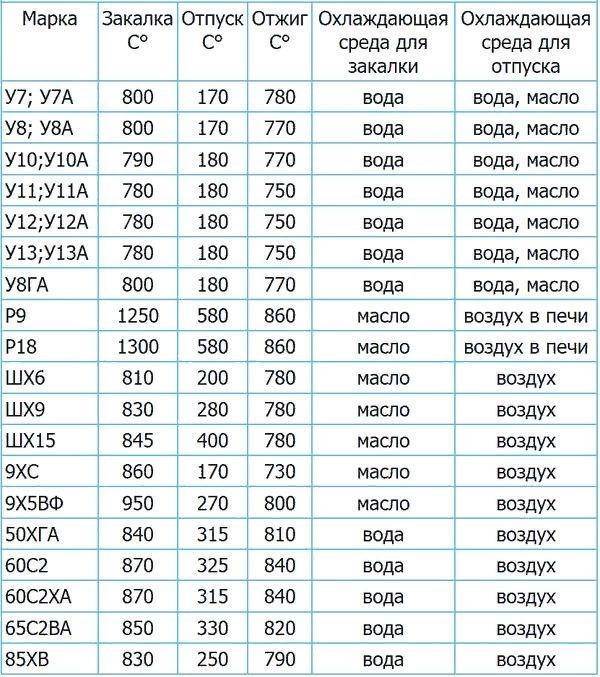
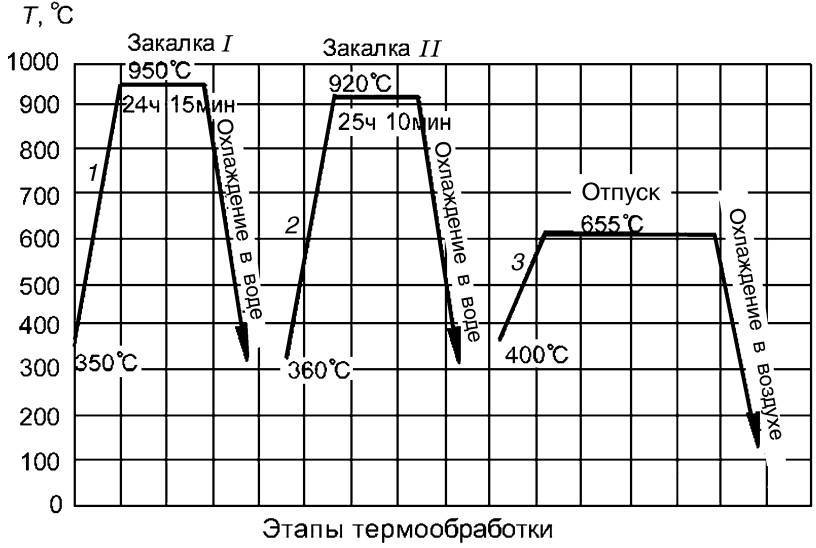
Технология закалки стали 40Х13
Нержавеющая сталь 40Х13, химический состав которой должен соответствовать требованиям ГОСТ 5632, производится в сортаменте катаных прутков и листов по ГОСТ 5949. Специфические особенности эксплуатации этой стали обуславливают повышенный уровень требований к качеству её термической обработки.







Закалка стали 40Х13
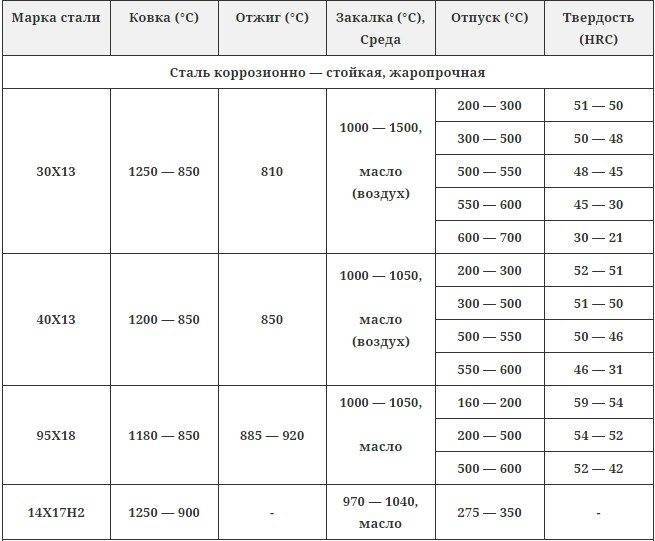
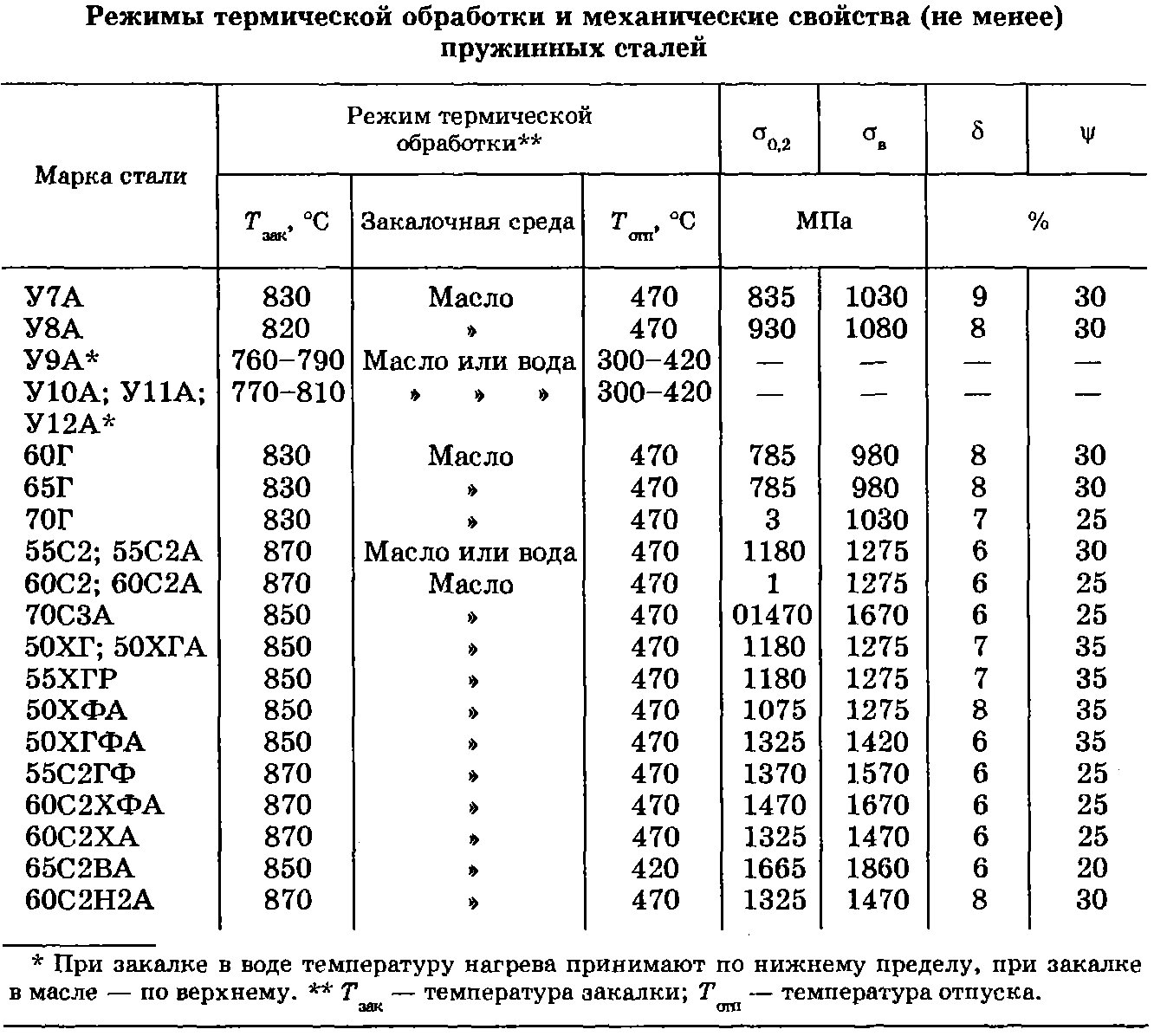
Состав, свойства и применение
Сталь 40Х13 отличается повышенным содержанием хрома (от 12 до 14%), при минимально допустимом процентном содержании марганца (до 0,8%). Никель, обычно добавляемый в стали мартенситного класса, в данной стали отсутствует. Это уменьшает опасность образования карбидов по границам зёрен, и способствует стабильности механических характеристик.
Приводимый далее комплекс механических свойств позволяет относить данный материал к сталям повышенной жаропрочности:
- при температуре в 200 °С постоянной эксплуатации изделий, изготовленных из стали 40Х13, предел временного сопротивления составляет не менее 960 МПа, при пределе текучести 830 МПа, и коэффициенте ударной вязкости 500 кДж/м2;
- при температуре в 400 °С постоянной эксплуатации изделий, изготовленных из стали 40Х13, предел временного сопротивления составляет не менее 795 МПа, при пределе текучести 685 МПа, и коэффициенте ударной вязкости 750 кДж/м2.

Технологические свойства 40Х13
Таким образом, эта сталь отличается повышенной стойкостью против вибраций и знакопеременных нагрузок, возникающих в узлах и деталях оборудования, эксплуатационные температуры которого превышают 300…350 °С. К числу таких деталей относятся мерительные приспособления, используемые в ковочно-штамповочном производстве, ответственные детали компрессорных установок, пружины, нагретые до 75 °С. Иногда из данного материала производят и деформирующие инструменты, например, отрезные ножи горячештамповочных автоматов.
Все перечисленные области применения требуют от материала повышенной прочности и твёрдости. Между тем относительно сталей мартенситного класса это сочетание получить довольно трудно, поскольку при повышенной твёрдости изделия становятся достаточно хрупкими, и при ударных нагрузках склонны к трещинообразованию.
Технологические свойства стали 40Х13
Марка 40Х13 обладает хорошей технологичностью при проведении пластической деформации в горячем состоянии. Ее проводят при температуре от 850 до 1100 ºC. Но надо помнить что при резком нагреве, сталь может потерять ряд своих уникальных свойств, например, твердость. Именно поэтому процедуру нагрева необходимо проводить с небольшой скоростью. По достижении температуры 830 ºC можно выполнять прокат или ковку. Охлаждение стали необходимо также проводить медленно.
Ряд характеристик коррозионно-стойкой и углеродистой стали во многом схожи, в частности, в твёрдости. Но они имеют различную микроструктуру и это приводит к появлению определённых сложностей в процессе механической обработки.
Основные сложности, возникающие при точении и фрезеровании стали марки 40Х13 это:
- упрочнение, возникающие в процессе резания;
- удаление отходов обработки;
- ускоренный износ режущего инструмента.
Дело в том, что при обработке 40х13 резанием, стружка не ломается как у большинства углеродистых сталей, а завивается в виде длинной стружки. Для решения этой проблемы на режущий инструмент устанавливают специальные приспособления – стружколомы.
Низкая теплопроводность хороша при использовании 40Х13 на практике, но создаёт определённые сложности при точении. То есть в месте обработки резко поднимается температура, вследствие чего происходит образование наклёпа и неравномерное упрочнение поверхности. Такое свойство стали приводит к снижению ресурса режущего инструмента и увеличению обработки детали.
Еще одно свойство 40Х13 – это наличие в ее составе карбидных и других соединений, имеющих микроскопический размер. Их наличие делает сталь неким подобием абразива, который выводит режущий инструмент из строя и это приводит к замедлению обработки.
Для эффективной обработки нержавейки применяют режущий инструмент, на поверхность которого наносят карбид вольфрама и другие упрочняющие покрытия.
Закалка с помощью ТВЧ

Закалка производится в индукционной печи с применением токов высокой частоты. Нагрев сечения детали происходит неравномерно. Плотность тока на наружной части стали намного выше в сравнении с центром. Основная часть теплового воздействия приходится на поверхность, в этой зоне и происходит упрочнение.
Охлаждается сталь в печи распрыскивающими устройствами.
Важно! После закалки необходим отпуск для снятия тепловых напряжений. Результатом этих операций становится неоднородность структуры стали
Поверхностный закалённый слой полностью состоит из мартенсита, а сердцевина из феррита. Увеличение показателя прочности глубинного слоя совершается проведением процесса нормализации
Результатом этих операций становится неоднородность структуры стали. Поверхностный закалённый слой полностью состоит из мартенсита, а сердцевина из феррита. Увеличение показателя прочности глубинного слоя совершается проведением процесса нормализации.
Преимущества закалки ТВЧ:
- Производительность выше, чем при закалке в печах.
- Сталь защищена от влияния окисления и обезуглероживания.
- Толщина закаленного слоя зависит от частоты токов.
- Автоматизированный процесс.
Закалка значительно меняет структурную решетку и эксплуатационные качества металла. Данная технология позволяет получить заготовки с высоким уровнем износостойкости и широкой областью применения.
Влияние термической обработки на качество
Сталь в исходном состоянии представляет собой довольно пластичную массу и поддается обработке путём деформирования. Ее можно ковать, штамповать, вальцевать.
Для изменения механических свойств и достижения необходимых качеств применяется термическая обработка металла. Суть термической или тепловой обработки заключается в применении совокупности операций по нагреву, выдержке и охлаждению твердых металлических сплавов. В результате такой обработки сплав изменяет свою внутреннюю структуру и приобретает определенные, необходимые производителю и потребителю, свойства.
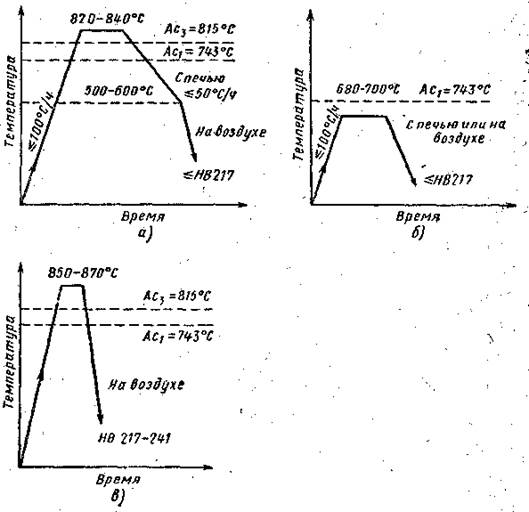
Критические точки
Критические точки — это температуры, при которых изменяется структура стали и ее фазовое состояние. Вычислены в 1868 году русским металлургом и изобретателем Дмитрием Константиновичем Черновым, поэтому иногда их называют точками Чернова.
Обозначают такие точки буквой А. Нижняя точка А1 соответствует температуре, при которой аустенит превращается в перлит при охлаждении или перлит в аустенит при нагреве. Точка А3 — верхняя критическая точка, соответствующая температуре, при которой начинается выделение феррита при охлаждении или заканчивается его растворение при нагреве.
Если критическая точка определяется при нагреве, то к букве «А» добавляется индекс «с», а при охлаждении — индекс «r».
Для данной стали определена следующая температура критических точек:
- 743*С — Ас1;
- 815*С — Ас3;
- 730*C — Аr3;
- 693*C — Ar1.
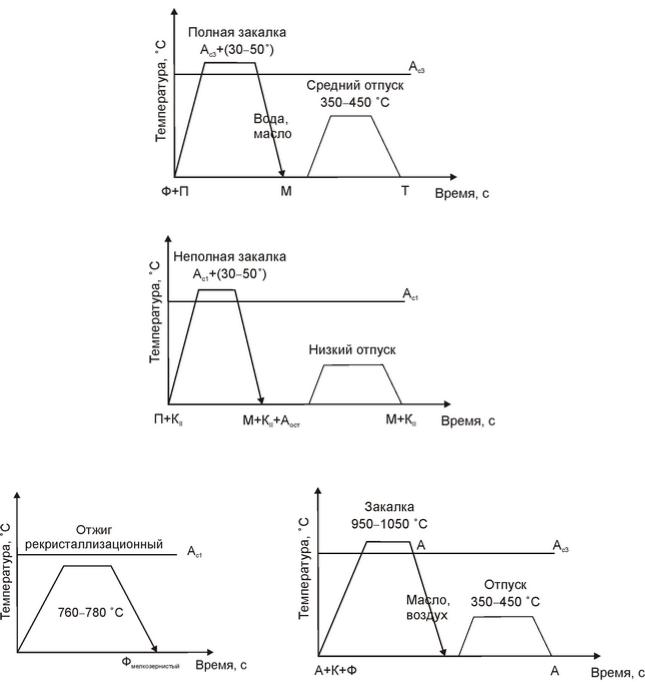
Алгоритм термообработки стали и сплавов:
- отжиг:
- закалка;
- отпуск;
- нормализация;
- старение;
- криогенная обработка.
Термообработка для стали 40х. Характеристика температурного режима в соответствии с требованиями ГОСТ 4543–71:
- закалка стали 40х в масляной среде при температуре 860*С;
- отпуск в воде или масле при температуре 500*С.
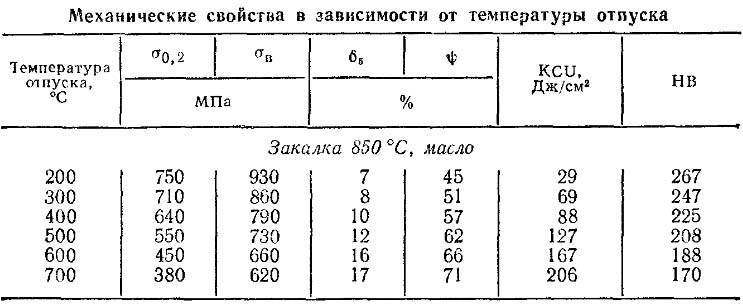
В результате такой термической обработки данная сталь приобретает повышенную твердость (число твердости НВ не более 217), высокий предел прочности при разрыве (980 Н/м2) и ударную вязкость 59 Дж/см2.
Предел текучести
Говоря о механических свойствах, нужно обязательно упомянуть о такой важной характеристике, как предел текучести. Если приложенная нагрузка слишком велика, то конструкция или ее детали начинают деформироваться и в металле возникают не упругие (полностью исчезающие, обратимые), а пластические (необратимые остаточные) деформации. Говоря другими словами, металл «течет»
Говоря другими словами, металл «течет».
Предел текучести — это граница между упругими и упругопластическими деформациями. Значение предела текучести зависит от множества факторов: режима термической обработки, наличия примесей и легирующих элементов в стали, микроструктуры и типа кристаллической решетки, температуры.
В металловедении различают понятия физического и условного предела текучести.
Физический предел текучести — это такое значение напряжения, при котором деформация испытываемого образца увеличивается без увеличения приложенной нагрузки. В справочниках эта величина обозначается σт и для марки 40х ее значение не менее 785 Н/мм2 или 80 КГС/мм2.
Следует отметить, что пластические (необратимые) деформации появляются в металле не мгновенно, а нарастают постепенно, с увеличением приложенной нагрузки. Поэтому, с точки зрения технологии, уместнее применение термина «условный (технический) предел текучести».
Условным (или техническим) пределом текучести называется напряжение, при котором опытный образец получает пластическое (необратимое) удлинение своей расчетной длины на 0.2%. В таблицах эта величина обозначается как σ 0,2 и для стали 40х составляет:
- при температуре от 101 до 200*С — 490 МПа;
- при температуре от 201 до 300*С — 440 МПа;
- при температуре от 301 до 500*С — 345 МПа.
Механические свойства стали 40Х13
Нормированные механические свойства при 20 °С
| ГОСТ | Вид продукции | Режим термической обработки | σ в , Н/мм² | δ 5 , % | |
| Лист тонкий | |||||
| Сорт Ø, ¤ до 200 мм Калиброванная сталь | Отжиг или отпуск | ||||
| Закалка: с 950-1050°С; с 1000-1050 °С, охлаждение в масле; отпуск при 200-300°С, охлаждение на воздухе или в масле | |||||
| Лента δ = 0,2-2 мм | Отжиг или отпуск при 740-800 °С | ||||
| δ |
Механические свойства при повышенных температурах
| t исп , °С | σ в , Н/мм² | σ 0,2 , Н/мм² | δ 5 , % | KCU , Дж/см 2 | t исп , °С | σ в , Н/мм² | σ 0,2 , Н/мм² | δ 5 , % | KCU , Дж/см 2 |
| Сталь 30Х13 (закалка с 1000 °С на воздухе, отпуск при 650 °С) | Сталь40Х13 (закалка с 1050 °С на воздухе, отпуск при 600 °С, твердость 311-331 НВ) | ||||||||
| Сталь 40Х13 (закалка с 1050 °С на воздухе, отпуск при 650 °С, твердость 277-286 НВ) |
Можно ли выполнить отпуск стали в домашних условиях?
Чаще все термообработка распространяется на различные простые детали, домашнюю утварь — ножи, вилки, металлические чашки, детали автомобилей и так далее. Однако домашняя металлургия обладает множеством ограничений, о которых простой человек может не знать. Рассмотрим основные проблемы, с которым может столкнуться человек во время отпуска стали в домашних условиях:
- Большинство домашних печей не могут выполнить нагрев до высоких температур. Поэтому в домашних условиях можно сделать только низкий или средний отпуск. Теоретически можно попытаться переоборудовать или «усилить» свою печь, чтобы повысить температуру нагрева, однако сделать это человеку без опыта будет сложно.
- Для проведения термической обработки необходимо использовать защитную среду (масло, щелочи, селитра). Но каждое вещество имеет свои температурные особенности. Простой пример: соединения на основе селитры могут взрываться при нагреве до высоких температур, что может быть опасно для жизни, здоровья домашнего металлурга.
- Выполнение отпуска без применения защитной среды может быть фатально для самого металла. Дело в том, что без использования защитной среды металл будет остывать быстро, что может повлиять на качестве стали (повышение хрупкости, образования изгибов, пластическая деформация, появление ржавчины).
- Также не стоит забывать о низкотемпературной хрупкости первого рода (от 250 до 300 градусов). В случае неправильного температурного режима из-за нее может серьезно пострадать качество металла вплоть до полного разрушения сплава.
Сталь 40Х. Применение в производстве.
Сталь 40Х является конструкционной углеродистой легированной сталью. После закалки и соответствующего отпуска, Сталь 40Х приобретает высокую прочность при одновременном сохранении достаточной пластичности, позволяющей применять её при производстве валов-шестерен первой ступени редукторов типа РМ, таких как редуктор РМ 250, редуктор РМ 350, редуктор РМ 750, редуктор РМ 850 и редуктор РМ 1000. Также из Стали 40Х изготовлены зубчатые колёса редукторов типа Ц2Н. Это редуктор Ц2У 400, редуктор Ц2Н 450, редуктор Ц2Н 500, редуктор Ц2Н 630 и редуктор Ц2Н 710. Все подробные характеристики этих механизмов приведены в нашем каталоге.