

Выполнение технологических операций с металлом на высечных (вырубных) ножницах
Для резки металла возможен один из следующих способов:
- Прямыми ножами, как и в обычных листовых ножницах. Нижний нож при этом неподвижен, а тот, что расположен в ползуне, выполняет возвратно-поступательные перемещения. Заготовка подаётся вручную и направляется по фигурным линейкам, закреплённым на столе или станине. Значительные вибрации исполнительного механизма (которые увеличиваются с возрастанием числа ходов) могут стать причиной вмятин на металле, деформации конечной заготовки, образования заусенцев (особенно для пластичных металлов: алюминия, низкоуглеродистой стали и т.п.);
- Методом просечки, когда образуется узкий длинный отход. При этом деформации подвергается именно он, а кромки заготовки получаются ровными и без дефектов. Уменьшается также вибрация. Однако просечку невозможно применить, если предусматриваются вырубные операции по малому радиусу, менее 40 мм. Для точной разметки стоит применять шаблоны, либо – при значительных программах выпуска однотипных деталей – заблаговременно изготовить фигурные направляющие;
- Методом перфорации, когда установленным комплектом «пуансон-матрица» последовательно производится отделение образующихся отходов металла. При надрезке – частичном внедрении пуансона в заготовку, толщина металла всегда принимается меньшей. Это связано с тем, что в начальный момент резки крутящий момент резко возрастает, что приводит к замедлению вращения электродвигателя, и даже к его полной остановке. Поскольку вырубные ножницы не имеют системы включения, то двигатель может сгореть.
В ручных вырубных ножницах иногда конструируют специальный механизм поворота подвижного ножа, при этом поворот производится вдоль оси ползуна. При этом необходимость в направляющих отсутствует. Поскольку трение на контактных поверхностях при этом возрастает, то данную конструкцию целесообразно использовать лишь при резке металла малой толщины (до 1,5 мм).
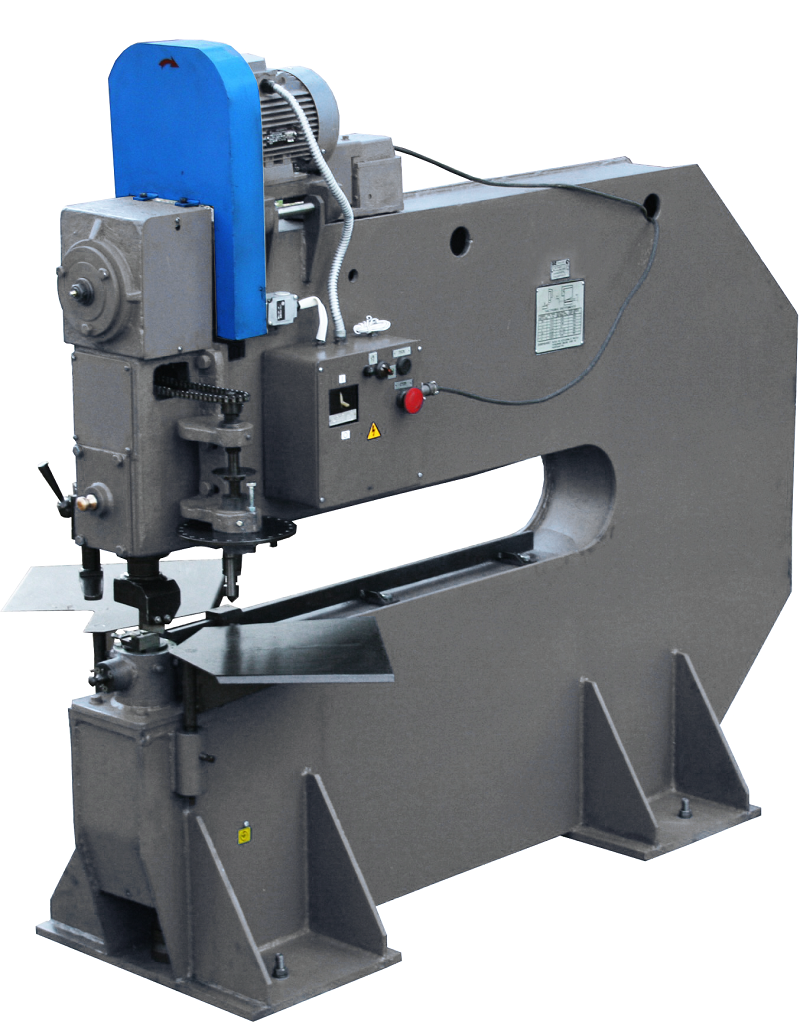
Принцип работы и конструкция высечных ножниц
По типу станины рассматриваемое оборудование представляет собой разновидность одностоечных открытых прессов, и отличается следующими кинематическими особенностями:
- сравнительно большим диапазоном ходов в минуту (до 3500);
- малой величиной перемещения ножей (до 10 мм);
- наличием сменных направляющих для позиционирования обрабатываемой заготовки;
- приводной поворотной головкой, которая размещается на ползуне.
В остальном компоненты схемы электрических высечных ножниц традиционны: двигатель, клиноременная передача (для высокоскоростных моделей предусмотрен прямой привод), главный вал эксцентрикового типа и исполнительный кривошипно-шатунный механизм. Естественно, имеются направляющие ползуна и рабочий стол, которые располагаются на сваренной из стальных листов станине. Главное отличие заключается в конструкции узла «ползун-шатун». Для высечных ножниц шатун узла – регулируемый, причём, как и для кривошипных прессов, регулировка выполняется изменением длины шатуна при помощи специального червячного редуктора, вращающего резьбовую головку. Этим регулируется перещение оборудования при выполнении операции.  Помимо изменения хода, вырубные ножницы имеют возможность изменять число ходов, т.е., регулировать свою производительность. Для этого фирмы-производители реализуют одно из следующих конструктивных решений:
Помимо изменения хода, вырубные ножницы имеют возможность изменять число ходов, т.е., регулировать свою производительность. Для этого фирмы-производители реализуют одно из следующих конструктивных решений:
- Устанавливают на эксцентриковом валу ступенчатый шкив, на который перебрасываются ремни клиноременной передачи. Такой способ подходит для агрегатов небольшой мощности, а также для неприводных вырубных ножниц, предназначенных для резки металла. Количество канавок на шкиве для приводных вариантов – не более двух, иначе эксплуатация ножниц будет неустойчивой. Ручные агрегаты могут иметь и большее число ступенек.
- Монтируют на главный вал эксцентриковую втулку, перемещая которую вдоль оси вала, можно изменить высоту штампового пространства. Изготовить такую втулку в кустарных условиях практически невозможно, поэтому этот вариант имеется лишь в моделях заводского производства. Его преимущество – возможность многоступенчатого изменения величины перемещения, поскольку число позиций регулирования определяется количеством соответствующих пазов в эксцентриковой втулке.
 Для того, чтобы компенсировать инерционные составляющие усилий, ползуны высокоскоростных высечных ножниц комплектуются пружинными уравновешивателями. Электрические вырубные ножницы, как правило, не оснащаются традиционными системами включения «муфта-тормоз». При значительном числе ходов жёсткие муфты будут действовать нестабильно, а период разгона-торможения может оказаться весьма значительным. То же касается и ленточных тормозов. Для пневмофрикционного привода дополнительно потребуется подводка сжатого воздуха. Поэтому ограничиваются установкой на оборудовании обычных кнопочных станций, а пуск и остановку ножниц выполняют при помощи электродвигателя.
Для того, чтобы компенсировать инерционные составляющие усилий, ползуны высокоскоростных высечных ножниц комплектуются пружинными уравновешивателями. Электрические вырубные ножницы, как правило, не оснащаются традиционными системами включения «муфта-тормоз». При значительном числе ходов жёсткие муфты будут действовать нестабильно, а период разгона-торможения может оказаться весьма значительным. То же касается и ленточных тормозов. Для пневмофрикционного привода дополнительно потребуется подводка сжатого воздуха. Поэтому ограничиваются установкой на оборудовании обычных кнопочных станций, а пуск и остановку ножниц выполняют при помощи электродвигателя.
Технологические возможности оборудования
При работе с листовым металлом (значительно чаще используется широкая полоса или даже карточки, предварительно нарезанные на гильотинных ножницах) высечные ножницы в состоянии выполнять следующие технологические переходы:
- резку по фигурному контуру, практически без ограничений по его сложности;
- просечку-перфорирование по разметочным шаблонам, либо с использованием специальных направляющих линеек;
- обычную резку прямыми ножами (ограничение по длине изделия определяет только величина вылета С-образной станины оборудования);
- штампо-сборочные операции – например, клёпку стальных листов;
- выколотку сфероподобных чаш.
- Профилирование полосового металлопроката.









Практические возможности данного оборудования определяются конструированием формы инструментальной оснастки. Вырубные ножницы могут также использоваться для фигурного разрезания неметаллических материалов, в том числе и хрупких: для этого достаточно создать в зоне реза сжимающие напряжения. Основные эксплуатационные параметры высечных ножниц регламентируются ГОСТ 16829. Ввиду малых усилий большинства операций, такое оборудование может иметь не только электрический, но и ручной привод. Ручные высечные ножницы устанавливаются преимущественно на мелких предприятиях, в ремонтных базах, используются также в домашнем хозяйстве или в индивидуальном бизнесе соответствующего профиля. 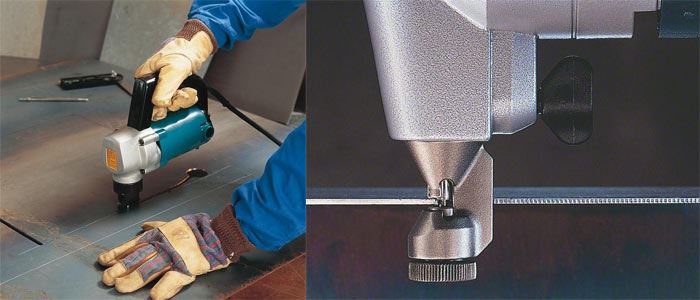 Технические характеристики оборудования по ГОСТ 16829 составляют:
Технические характеристики оборудования по ГОСТ 16829 составляют:
- диапазон номинальных усилий, кН – 8…50;
- толщина листового металла, мм – 0,5…6,3;
- длина ножа, мм – 5,5…10;
- производительность, мин-1 – 510…1450.
Особенности работы с ножницами
Высечные ножницы по металлу в целях уменьшения или устранения излишних нагрузок на режущий инструмент всегда устанавливаются на обрабатываемые детали с работающим электрическим двигателем. Для резки листов в форме трапеций используют матрицы особой формы или специализированные высечные ножницы, предназначенные для трапецеидальных изделий. Такие ножницы оборудованы режущими элементами большей длины, благодаря чему способны с высокой точностью повторять контуры любых профилей. Инструмент небольшой и зачастую оснащается ручками для более удобной резки.
Поверхность металлочерепицы, покрывается очень стойким полимерным лаком, обладающим высокими антикоррозийными характеристиками и который ни в коем случае нельзя повреждать.
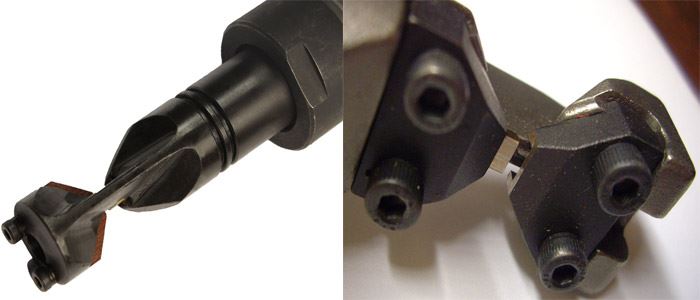
Принцип работы ножниц достаточно прост. Пуансоном наносятся удары по неподвижной матрице, располагающейся внизу. При этом происходит вырубка профиля, в результате чего образуется металлическая стружка. Форма пуансона (квадрат, круг или прямоугольник) подбирается согласно сечению материала и должна соответствовать форме матрицы. При работе матрица должна быть жестко зафиксирована. Образующиеся во время резки металлические высечки проталкиваются в отверстия, расположенные в матрице. В результате в изделии появляется дорожка строго заданной ширины.

Ширина разрезов в среднем может составлять 3,1мм. В целом ножницы могут обрабатывать металл толщиной:
- из алюминия – до 2мм;
- из нержавеющей стали – до 0,8мм;
- чистый цинк, латунь, медь, сталь с покрытием из цинка – до 1,5мм.
Маневренность ножниц напрямую зависит от длины матрицедержателя. Чем длина больше, тем удобнее работать с инструментом.










Угол наклона ручки ножниц при необходимости можно регулировать. Это позволяет избегать упора в профиль.
Следует помнить, что процесс реза должен проходить последовательно, от одного листа к следующему с обязательной защитой других листов черепицы от попадания на них образующейся металлической стружки.
С помощью высечных ножниц можно выполнять различные виды разрезов под любым заданным углом, даже в самых труднодоступных местах, а возможность высечки сложных фигур, делает подобный инструмент незаменимым при фигурной обработке металла.















