

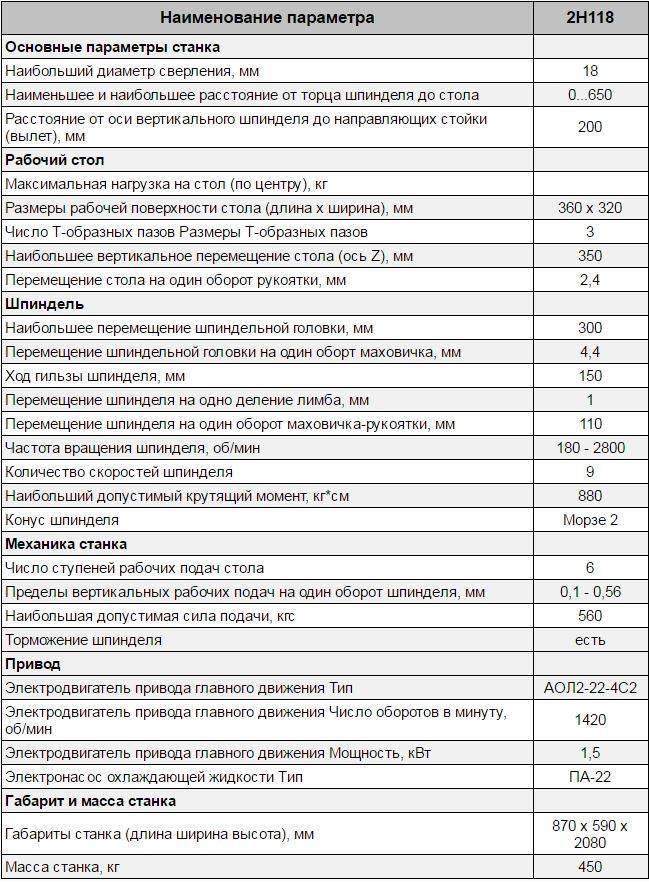
Технические характеристики станка 2н135
Характеристика | Значение |
Конус шпинделя | Морзе № 4 |
Наибольшее осевое перемещение шпинделя, мм | 250 |
Вылет шпинделя, мм | 300 |
Расстояние от конца шпинделя до стола, мм | 30–750 |
Частота вращения шпинделя, мин–1 | 31,5–1400 |
Число частот вращения шпинделя | 12 |
Подача, мм/об | 0,1–1,2 |
Число подач | 9 |
Мощность электродвигателя главного движения, кВт | 4,5 |
Частота вращения вала электродвигателя, мин–1 | 1450 |

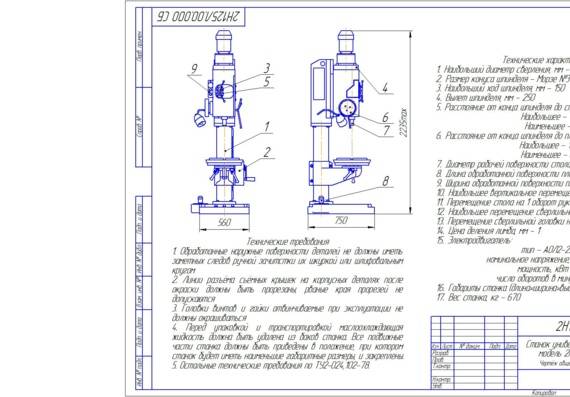
Рис. 3.7. Общий вид вертикально-сверлильного станка 2Н135
Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров 2Н118, 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35, 50.
Станки этой гаммы унифицированы между собой. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Движения в станке (рис. 3.8). Главное движение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя (N = 4,5 кВт; n = 1450 мин–1) через зубчатую передачу  и коробку скоростей.
и коробку скоростей.
Коробка скоростей с помощью одного тройного блока зубчатых колес и двух двойных блоков сообщает шпинделю 12 различных значений частот вращения. Последний вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.

Рис. 3.8. Кинематическая схема станка 2Н135
Движение подачи передается от шпинделя через зубчатые колеса, зубчатую передачу, коробку подач, червячную пару и реечную передачу на гильзу шпинделя.
Коробка подач обеспечивает получение девяти различных подач.
Вспомогательные движения. Коробки скоростей и подач, шпиндель и механизмы подач смонтированы внутри сверлильной головки, имеющей возможность перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную и реечную (z = 14; т = 3) пары. Вертикальное перемещение стола можно производить также вручную поворотом рукоятки через коническую и винтовую пары.
Радиально-сверлильный станок 2М55
Станок (рис. 3.9, 3.10, табл. 3.4) предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве.




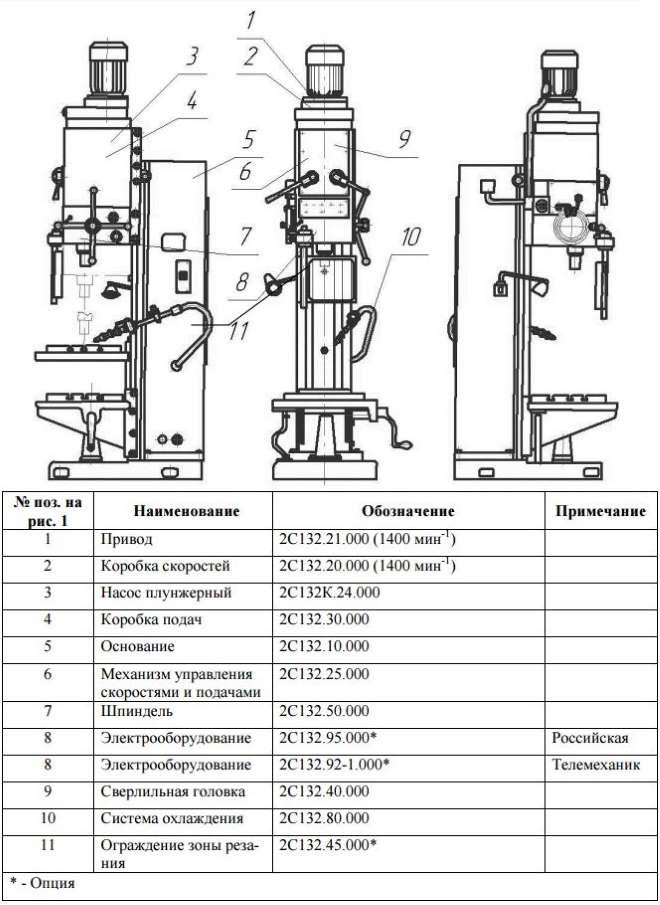




Таблица 3.4
Технические характеристики станка 2м55
Характеристика | Значение |
Наибольший диаметр сверления, мм | 50 |
Конус шпинделя | Морзе № 5 |
Вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны), мм | 375–1600 |
Частота вращения шпинделя, мин–1 | 20–2000 |
Подача, мм/об | 0,056– 2,5 |
Мощность электродвигателя главного движения, кВт | 4 |
Масса, кг | 4700 |
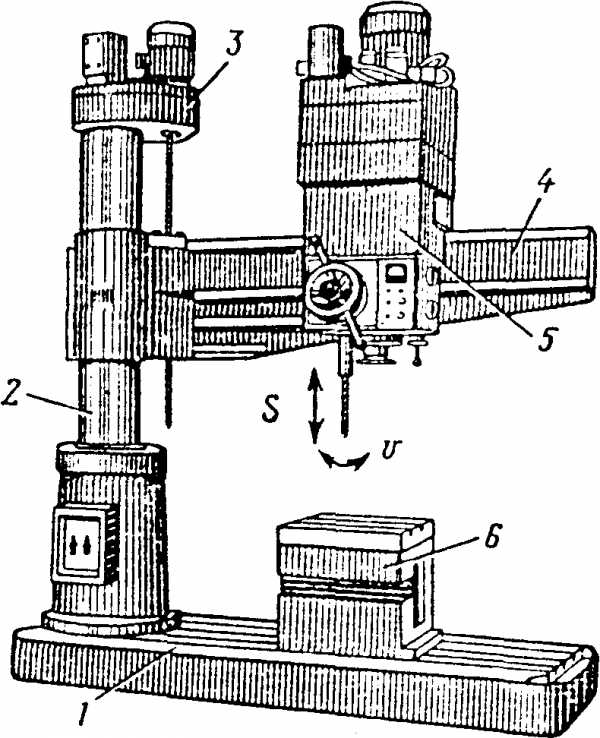
Рис. 3.9. Общий вид радиально-сверлильного станка 2М55
Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу 4 вместе с поворотной наружной колонной 2 и перемещая шпиндельную головку 5 по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Движения в станке. Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи – осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной высоте.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
3 Механизм подачи станка – как он работает?
Данный механизм представляет собой часть сверлильной головки. Он состоит из таких элементов:
- штурвал;
- червячная передача;
- обгонная храповая и кулачковая муфта;
- лимб;
- реечная шестерня на горизонтальном валу.

За счет описываемого устройства на станке можно производить ряд рабочих операций, указанных далее:
- опережение подачи (ручной режим);
- подвод к заготовке рабочего инструмента (вручную);
- нарезание резьбы посредством ручной подачи;
- включение и отключение подачи;
- отвод вверх (ручной) шпинделя.
Схема работы механизма подачи проста: оператор вращает на себя штурвал агрегата, что приводит в движение муфту кулачкового типа, которая задает движение вала-шестерни через полумуфту-обойму. На валу-шестерне при подходе инструмента к обрабатываемой заготовке образуется крутящий момент. Зубцы муфты (кулачковой) не способны передать его до того момента, пока кулачковые элементы не займут положение строго друг напротив друга.
Когда указанное положение достигается, муфта по отношению к валу совершает поворот на 20 градусов (больше не получится, так как угол ограничен штифтом и пазом). Тогда храповый двухсторонний диск, расположенный на полумуфте, соединяется с червячным колесом через зубцы диска. Итогом является то, что от червяка вращение идет на реечную шестерню, и шпиндель получает механическую подачу. Если продолжать крутить штурвал после этого, будет зафиксировано опережение (ручное) подачи.
По направляющим колонны сверлильную головку можно передвигать вручную, используя устройство, включающее в себя реечную и червячную пару. Также можно без проблем подавать шпиндель руками, отключив механическую подачу при помощи штурвала.
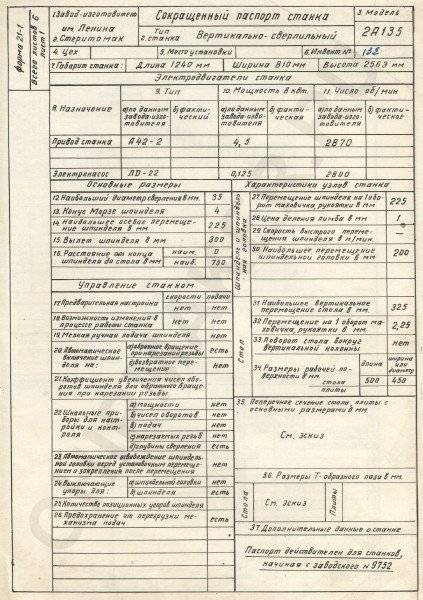
Назначение и применение сверлильного станка 2Н135
 Станок базовой модели 2135 представляет собой оборудование одно шпиндельного типа выпуск которого был освоен ещё в 1945 году на заводе города Стерлитамак. После этого, опираясь на данные по разработке и эксплуатации, были проделаны работы по технологической модернизации станков такого типа. Производство модели 2Н135 было запущено в 1965 году.
Станок базовой модели 2135 представляет собой оборудование одно шпиндельного типа выпуск которого был освоен ещё в 1945 году на заводе города Стерлитамак. После этого, опираясь на данные по разработке и эксплуатации, были проделаны работы по технологической модернизации станков такого типа. Производство модели 2Н135 было запущено в 1965 году.
Станки одно шпиндельные 2Н135 применяются в основном на промышленных предприятиях, которые занимаются единичным или мелкосерийным изготовлением различных деталей. В массовом выпуске изделий такие станки практически не используются.
Это универсальное оборудование способно решать многие производственные задачи, такие как сверление, зенкерование, развёртывание или подрезка торцов. Оператор оборудования самостоятельно может выбирать режим подачи шпинделя и число оборотов необходимых для обработки в оптимальном режиме конкретного материала или сверления отверстия. При этом работник может вручную перемещать шпиндель, благодаря специальному механизму.
Станок 2Н135 способен производить обработку деталей из разных материалов в огромном диапазоне габаритов. Особо высокую производительность можно достичь при работе с инструментом из высокоуглеродистой стали. Оператор имеет возможность нарезать резьбу из метчиков, осуществляя подачу шпиндельного устройства ручным способом, так как станок укомплектован реверсивной системой электрического двигателя.
Конструктивные особенности
Конструкция сверлильного станка состоит:
- Рабочая головка, которая служит для закрепления инструмента.
- Привод.
- Насос масляный плунжерного типа.
- Система охлаждения обрабатываемой зоны.
- Шпиндель.
- Коробка подач.
- Система электроснабжения агрегата, электрический шкаф для подключения к сети.
- Коробка скоростей.
- Система контроля скорости и подачи.
- Плита основания, колонна, рабочий стол.
Станина агрегата сделана в виде монолитной, массивной, чугунной конструкции. Положение производительной поверхности выполняется оператором по несущей колонне вручную, путём отжима фиксирующего устройства и поворота штурвала, выполняющего функцию регулировки положения шпинделя. Для движения поверхности стола на колонне сделаны специальные направляющие пазы.





А также чугунной является и опорная плита. Она имеет пустотелую конструкцию, внутри которой находится ёмкость для хранения жидкости охлаждения. Там же расположен отстойник для металлических крупных загрязнений и устройство фильтрации. На самой опорной колонне располагается электрический насос мощностью 120 Вт, который отвечает за подачу жидкости. Подача охлаждающей жидкости осуществляется через систему различного диаметра трубок, которые подают воду непосредственно к сверлильному элементу.
Силовой агрегат станка располагается на верху корпуса. Шпиндельный блок и коробка передач станка располагаются в корпусе. Кинематическая схема оборудования имеет простое конструктивное решение, при котором силовой агрегат и скоростная коробка соединены прямым валом. Механическая регулировка скоростей осуществляется с помощью рукоятки, размещённой на фронтальной стороне сверлильной головки. Регулировка скорости производится вручную. Коробка осуществляет передачу скорости вращения шпинделя на двенадцати частотах.
Смазка работающих элементов агрегата осуществляется с помощью плунжерного насоса в автоматическом режиме. Оператору понадобится только контролировать по датчику, который расположен на фронтальной панели, уровень количества масла.
На этой модели установлена система ручной подачи шпинделя. Эта система включает в себя:
- Штурвал, который выполняет регулировочную функцию.
- Передачу червячного вида.
- Обгонной храповой и кулачной муфты.
- Лимба.
- Вала, горизонтального расположения, с реечной шестерней.
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.
Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».
Нарезание резьбы в автоматическом цикле
ВНИМАНИЕ! Нарезание резьбы с автоматическим циклом подачи шпинделя, возможно только для станков 2С132ПФИ и 2С132Ц. Диапазоны подач указаны в табл
10
10.
При автоматическом цикле нарезание резьбы переключатель «Выбор режима» установить в крайнее правое положение «Нарезание резьбы». Установить кулачки в зависимости от глубины обработки. Нажать кнопку «Пуск цикла». Окончание нарезания резьбы на станке 2С132Ц контролируется соответствующими кулачками на лимбе, а на станке 2С132ПФ2Й по заданной программе.
На станках 2С132К и 2С132 предусмотрены следующие режимы:
- ручная подача шпинделя;
- механическая подача шпинделя.
Установить кулачки в зависимости от глубины обработки.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку «Останов».
Нарезание резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял правое вращение, нужно нажать на соответствующую кнопку.
1 Общие сведения о вертикально-сверлильном станке
Данный станок, разработанный специалистами Одесского СКБ, имеет диаметр (условный) сверления 35 миллиметров. Чаще всего, его применяют небольшие предприятия. Агрегат выпускался на станкостроительном комбинате города Стерлитамак. Аналогами этой установки являются следующие виды станков разных производителей:
- 2С125–01, 2С125, 2С125–04, 2Н132, 2С132 (Стерлитамакский завод);
- 2ТС140 и 2Т140 (комбинат станочных узлов г. Гомеля);
- КА–232 (завод станкостроения Киева);
- 2Н135Л (завод Краснореченска);
- PK032 (Болгарское предприятие “Zmm Metalik”).

Также существует и ряд модификаций данной установки:
- вертикально-сверлильные координатные агрегаты с крестовым и поворотным круглым столом – соответственно, 2Н135–1 и 2Н135К;
- сверлильное оборудование с числовым программным управлением с револьверной головкой и столом крестового типа – 2Р135Ф2;
- вертикально-сверлильные однопозиционные специальные аппараты с пинолью (фланцевой), на которую можно монтировать многошпиндельные головки – 2Н135С;
- установки с управлением при помощи кнопок и кулачков, настраиваемых перед операцией сверления (автоматизированный вид управления) – 2Н135А;
- многопозиционные станки с возможностью монтажа поворотных столов и многошпиндельных головок – 2Н135Н.

К основным узлам описываемого сверлильного агрегата относят:
- сверлильную головку;
- масляный плунжерный насос;
- привод;
- систему охлаждения;
- коробку подач;
- шпиндель;
- электрическое оборудование и электрошкаф;
- коробку скоростей;
- устройство контроля за подачами и скоростями;
- стол, колонну и плиту.

Достигается это за счет применения специального инструмента, изготовленного из быстрорежущих сталей (реже из обычных инструментальных сталей) и сплавов с высоким показателем твердости.
Пределы количества подач и оборотов шпинделя дают возможность получать требуемые отверстия на наиболее оптимальных схемах резки, что объясняет большую востребованность станков данной модели. Агрегаты, кроме всего прочего, оснащены механизмом реверсирования двигателя основного движения, что позволяет нарезать на них при подаче шпинделя вручную резьбы, используя машинные метчики.
Регулировка станка
После установки станка на фундаменте, смазки его механизмов и подключения к электрической сети не требуется никаких дополнительных регулировок. Однако в процессе эксплуатации первоначальная (заводская) регулировка может нарушаться и потребуется дополнительная регулировка некоторых механизмов станка.
- Предохранительная муфта механизма подач должна быть от регулирована на осевое усилие на шпинделе на 10% больше допускаемого. Для регулировки этой муфты необходимо снять крышку на правой стороне сверлильной головки и при помощи гайки на вертикальном валу уменьшить или увеличить натяжение пружины. Регулировку муфты нужно производить по динамометру.
- Регулировка направляющих стола производится винтами на правой боковой стороне поверхности направляющих стола. Зажим стола производится рукояткой, расположенной на правой стороне.
- Регулировка направляющих сверлильной головки производится винтами на правой боковой поверхности направляющих. Зажим сверлильной головки производится рукояткой, расположенной на правой стороне.
Настройка и наладка сверлильного станка 2н118
Наладка станка на обычную работу заключается в установке стола и сверлильной головки в необходимые для работы положения, зажиме их на колонне и установке необходимых чисел оборотов и подач шпинделя.
Кроме обычной работы с механической подачей на станке можно работать со следующими циклами:
- с ручной подачей шпинделя;
- с выключением подачи на заданной глубине;
- с автоматическим реверсированием шпинделя на заданной глубине при нарезке резьбы.
Наладка станка на работу с ручной подачей
Для включения ручной подачи колпачок с наладкой, расположенной в центре крестового штурвала, следует нажать от себя до отказа.
Наладка станка на работу с выключением подачи на заданной глубине
Для наладки станка на работу с выключением подачи на заданной глубине необходимо:
- установить инструмент в шпинделе, а деталь — на столе станка;
- опустить шпиндель до упора инструмента в деталь;
- лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом конуса инструмента;
- кулачок с буквой «П» закрепить так, чтобы его правый торец совпадал с соответствующей риской на лимбе.
После включения вращения шпинделя и подачи начнется обработка детали; по достижении нужной глубины подача прекращается, но шпиндель будет продолжать вращаться.
Наладка станка на автоматическое нарезание резьбы
Для наладки станка на нарезание резьбы с реверсом шпинделя на определенной глубине необходимо:
- установить патрон с метчиком в шпинделе, деталь на столе станка;
- опустить шпиндель до упора инструмента в деталь;
- лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки;
- кулачок с буквой «Р» закрепить так, чтобы его правый торец совпадал с соответствующей риской на лимбе.
После включения вращения шпинделя метчик вручную вводится в отверстие, через 2—3 оборота надобность в ручной подаче отпадает; после достижения заданной глубины шпиндель автоматически реверсируется и метчик выходит из отверстия.
Для того чтобы шпиндель снова принял правое вращение, необходимо нажать кнопку управления «Вправо».
Технические характеристики
Характеристики станка указывают на его хорошую универсальность. С помощью станка 2Н135 можно выполнять технологические операции с заготовками из разнообразных материалов, причём с размерами довольно широкого диапазона. Благодаря применению инструментов, изготовленных из быстрорежущих сталей и сплавов, имеющих высокие показатели твёрдости, это оборудование способно выполнить различные работы.









Основными техническими характеристиками, от которых зависит функциональность любого оборудования, являются: ход шпинделя; наибольший диаметр сверления; максимальный промежуток между рабочим столом и шпинделем; количество оборотов в минуту; размер рабочей поверхности.
Для станка 2Н135 эти параметры выглядят так:
- Расстояние между направляющими и осью шпинделя — 300 мм.
- Максимальный диаметр отверстий, которые способен проделывать станок в стали — 35 мм.
- Минимальное расстояние между опорной плитой и торцом шпинделя — 700 мм, максимальное — 1120 мм.
- Минимальное расстояние между рабочим столом и торцом шпинделя — 30 мм, максимальное — 750 мм.
- Максимальный крутящий момент, способный развивать шпиндель — 400 Нм.
- Частота вращения от 31,5 до 1400 оборота в минуту.
- Количество скоростей вращения -12.
- Максимальный ход шпинделя — 250 мм.
- При одном обороте маховика-рукоятки шпиндель совершает ход на 122,46 мм.
- Деление лимба соответствует ходу шпинделя на 1 мм.
- Максимальное усилие подачи — 15 кН.
- За один оборот шпиндель совершает подачу на 0,1−1,6 мм.
- Регулировка подачи — 9 ступеней. Все режимы устанавливаются вручную. Существует система динамической остановки шпинделя.
- Размеры рабочего стола — 450×500 мм, в вертикальной плоскости рабочая поверхность может перемещаться на 300 мм. Имеется три Т-образных паза.
- Габариты станка 2Н135—2535×825×1030 мм.
- Мощность электрического двигателя, осуществляющего за подачу шпинделя — 4 квт.
- Подача жидкости для охлаждения в зону обработки производится электрическим насосом серии Х14−22М.
- Масса станка — 1200 кг.
Этот станок, как и всё другое оборудование, собранное в производственных цехах станкостроительного завода города Стерлитамак, сделан с умом и на совесть. Пластмассовые детали, которые широко используются современными производителями для удешевления своей продукции, в конструкции этого станка полностью отсутствуют. Этот фактор даёт полную гарантию, что ремонт оборудования можно будет произвести при любой его поломке. Причём обойдётся ремонт не очень дорого из-за широкого ассортимента запасных частей на рынке.
Конечно, этот станок по многим техническим характеристикам уступает современному оборудованию. Сверлильные станки хороших производителей по скорости проведения операций, точности сверления, эргономичности и удобстве работы превосходят 2Н135. Однако, если вам важна надёжность, функциональность и минимальная стоимость для выполнения сверлильных работ в гараже или небольшой мастерской, то лучше чем станок 2Н135 не найти.
Основные преимущества этого оборудования — долговечность, выносливость и простой ремонт.
Производитель: Россия
Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.





