

Технология развальцовки трубок
Технология развальцовки трубок
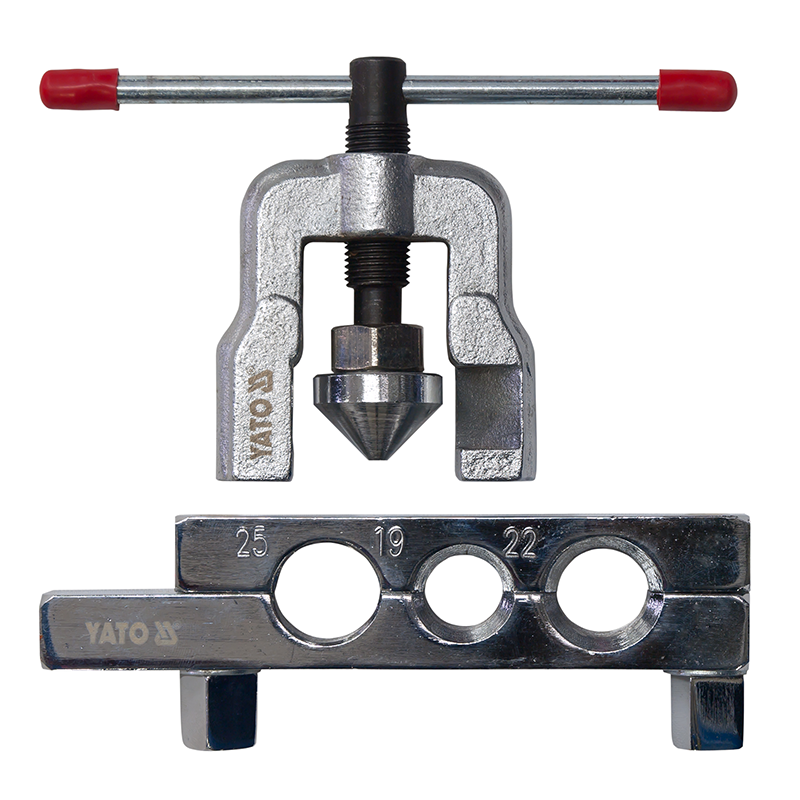
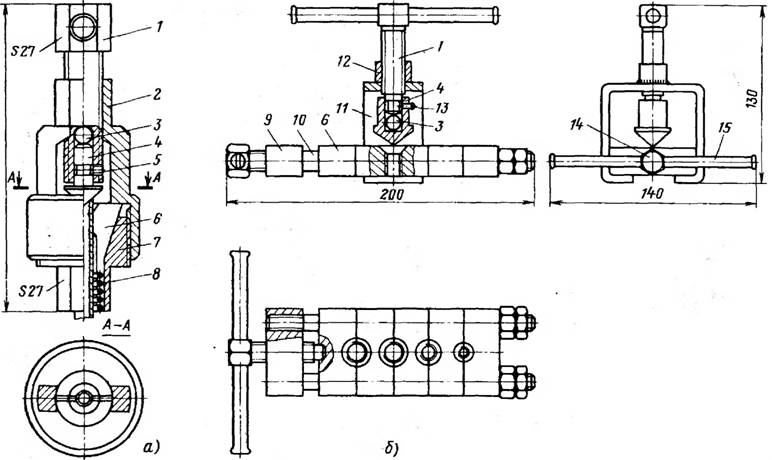
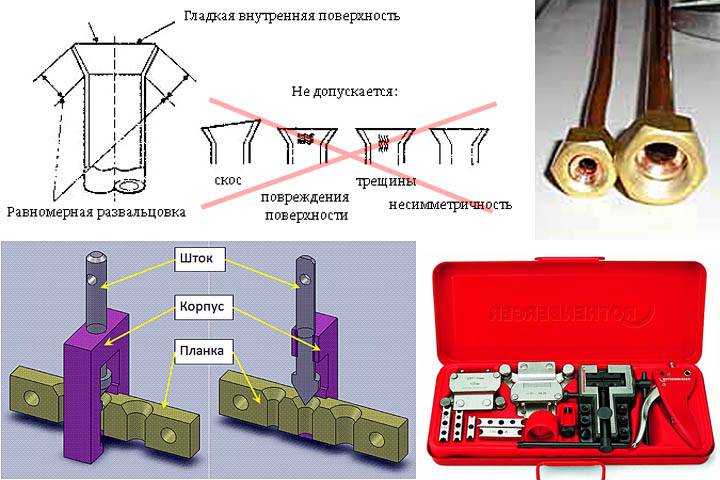
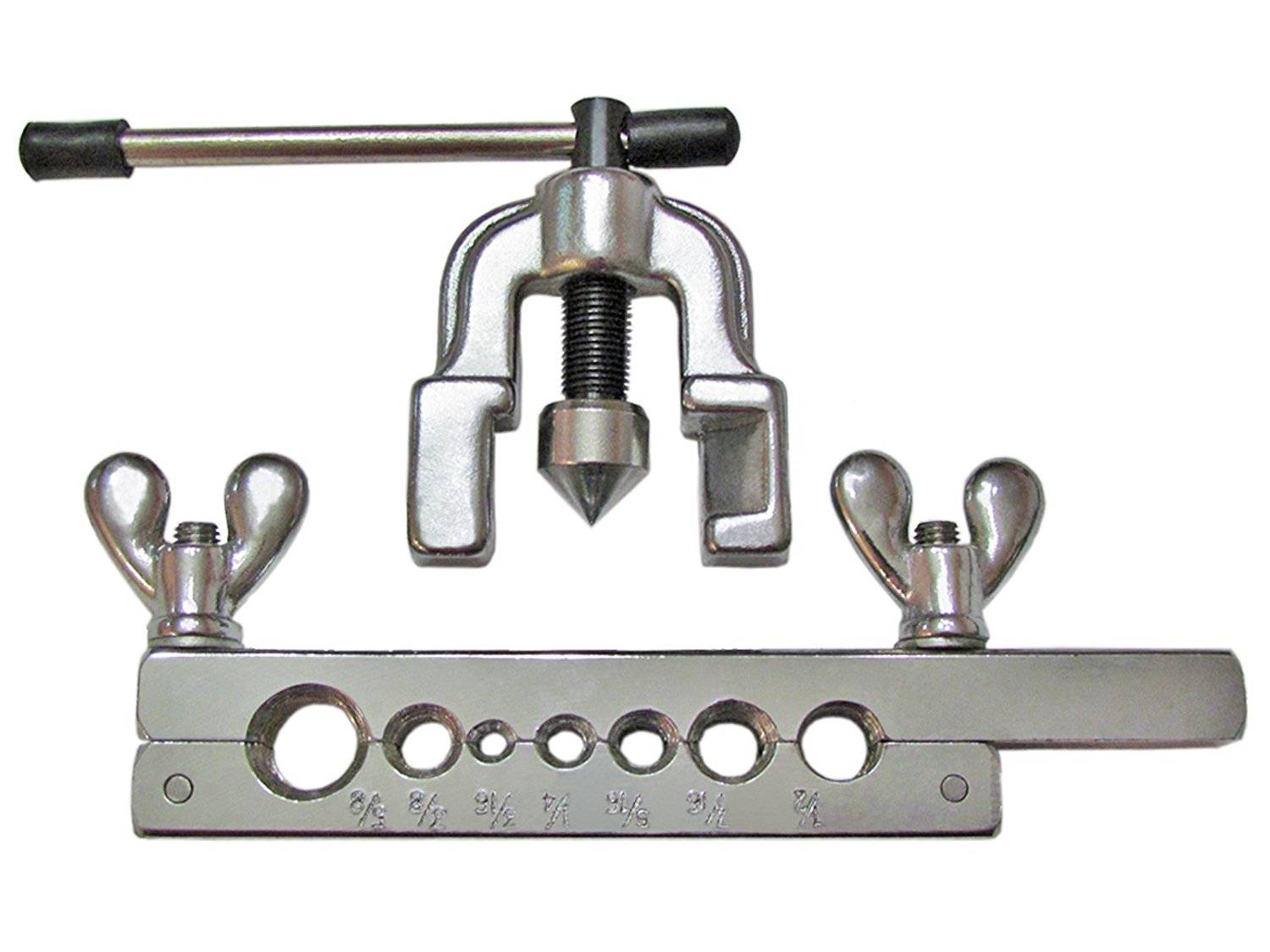
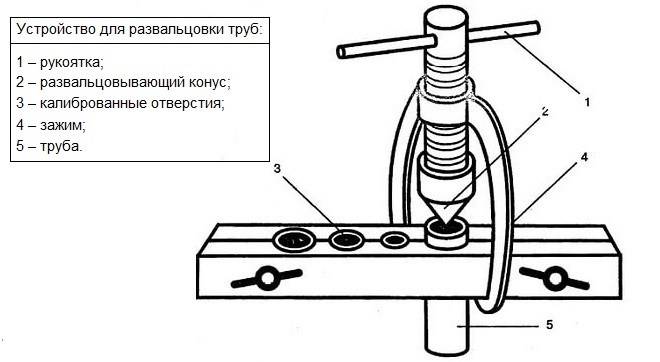
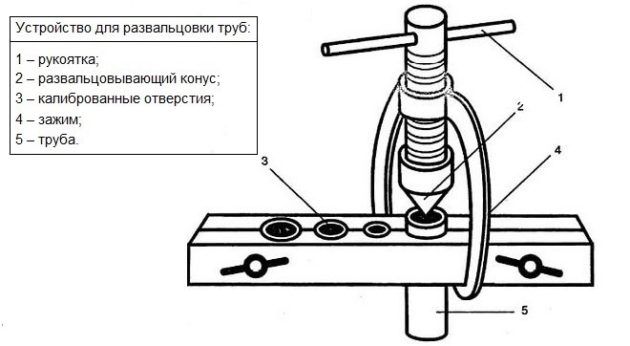
Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
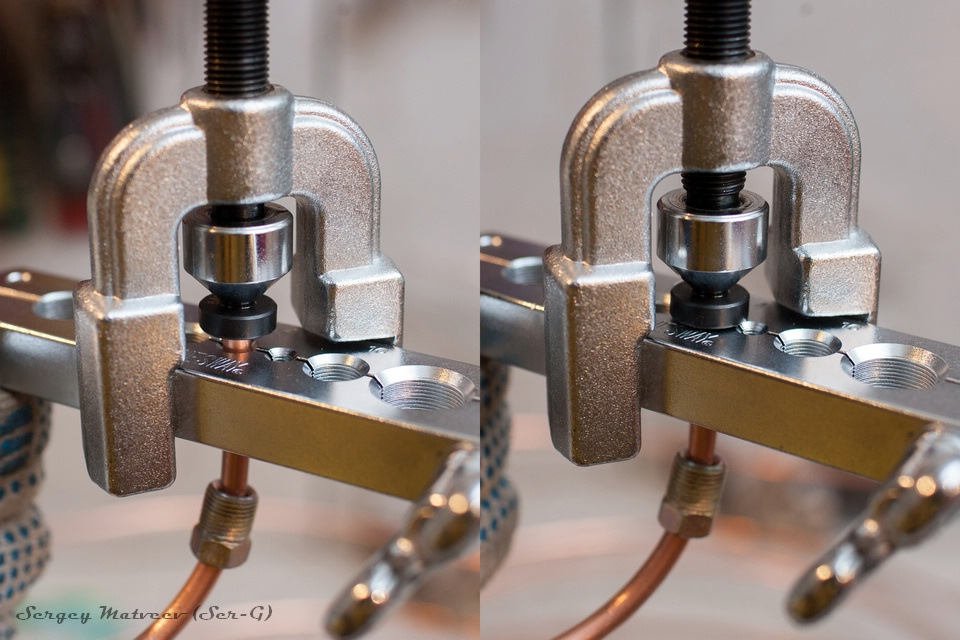
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
1 Приспособления и инструмент для вальцевания
Вальцовка различных трубных изделий (медных, из обычной и нержавеющей стали, алюминиевых, из черных металлов) выполняется при помощи станков, машин, гибочных вальцов, которые по своей сути являются универсальным оборудованием. Оно производится из высоких по качеству и твердости стальных сплавов, поэтому все приспособления для вальцевания характеризуются отличными эксплуатационными параметрами.

Инструмент для вальцовки крайне редко требует серьезного ремонта, им можно пользоваться очень долго, не беспокоясь о замене каких-либо частей, входящих в его конструкцию. В настоящее время существует немало машин для обработки трубных изделий, сделанных из разных материалов. Любой современный станок для вальцовки труб можно причислить к одной из следующих групп:
- «РТ»: инструмент, который создается специально для работы с трубами сечением от 5,5 до 11,5 миллиметров;
- «Т»: станки для изделий, имеющих сечение от 6 до 11 миллиметров, их особенность – возможность контролирования глубины вальцевания;
- «5Р»: приспособления, с помощью коих осуществляется вальцовка трубных конструкций с малой толщиной стенок, изготовленных из титановых либо коррозионно-стойких сплавов;
- «Р»: станки этой группы подходят для работы с большими трубами (сечение – от 12 до 40 миллиметров);
- «СТ»: инструмент, используемый в тех случаях, когда требуется обработать трубы за их сварочным швом, приспособления серии «СТ» обычно применяются для изделий сечением не более 11 миллиметров.

Кроме того, имеется и еще одна группа специальных вальцующих станков – «СР». На них происходит обработка труб, входящих в конструкцию толстых трубных решеток.
Особенности технологии
В современном автомобилестроении существует восемь видов развальцовки медных, латунных, алюминиевых и стальных трубок. Их применяют для создания разъемных соединений различных гидравлических и топливных систем в современных автомобилях. Большинство видов этих развальцовок производится промышленным способом на специальных станках в заводских условиях.

Три типа развальцовки
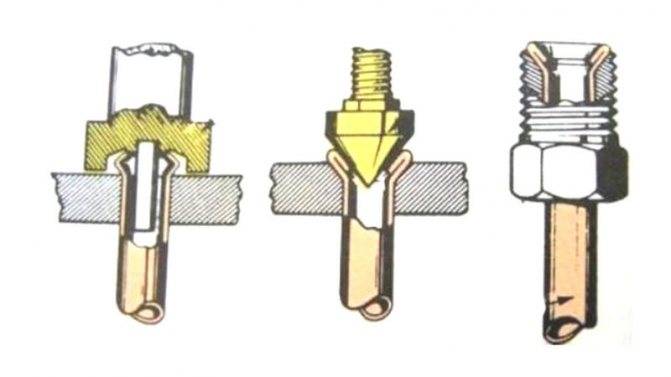
Но основные три типа развальцовки являются наиболее распространенными и применяются как в автомобилестроения, так и при монтаже различного энергетического оборудования. К ним относится:
- простая одинарная развальцовка под конус типа «D», делается под углом в 45 градусов в виде одинарной воронки, для ее изготовления подойдет большинство ручных приспособлений для развальцовки трубок;
- двойная развальцовка трубок под конус типа «E» также выполняется под углом в 45 градусов в виде одинарной воронки с двойным усиленным краем трубки, для ее выполнения подойдет уже более специализированный инструмент для развальцовки со специальными насадками;
- одноразовая развальцовка стальных труб под грибок типа «F», выполняется специальной эксцентриковой развальцовкой.
Развальцовка труб является достаточно непростой в технологическом плане операцией и требует тщательной подготовки. Поэтому для получения качественного соединения с помощью развальцовки необходимо выполнять и соблюдать следующие условия:
- срез трубы должен быть идеально ровным,
- стенки трубы, предназначенной под развальцовку, должны иметь одинаковую толщину по всему диаметру;
- место развальцовки должно быть идеально ровным и гладким, при этом не должно иметь следов остаточной деформации и трещин.
Инструменты и приспособления для вальцевания
Для качественного расширения концов труб применяют специальный инструмент – механический либо с электроприводом. Использование конусов или шаблонов и ручное расширение используют только для ручной вальцовки единичных труб. Если вам предстоит провести систему отопления или водопровод, имеет смысл приобрести механический развальцовщик.
Экспандер
Экспандер – простой вальцеватель с несколькими насадками-шаблонами для обработки труб разных размеров. Растягивает концы трубок достаточно быстро, усилие прилагается при помощи рычага, и больших физических усилий развальцовка не требует. Качество развальцованных изделий не идеально – скорее всего, деформация будет неоднородной, растянутся более тонкие участки стенок, и раструб будет иметь разную толщину. Возможно возникновение трещин и разрывов.

Конусный развальцовщик
Конусный инструмент – один из самых простых, обеспечивает приемлемое качество медного раструба, но хуже, чем у других видов механических развальцовщиков.
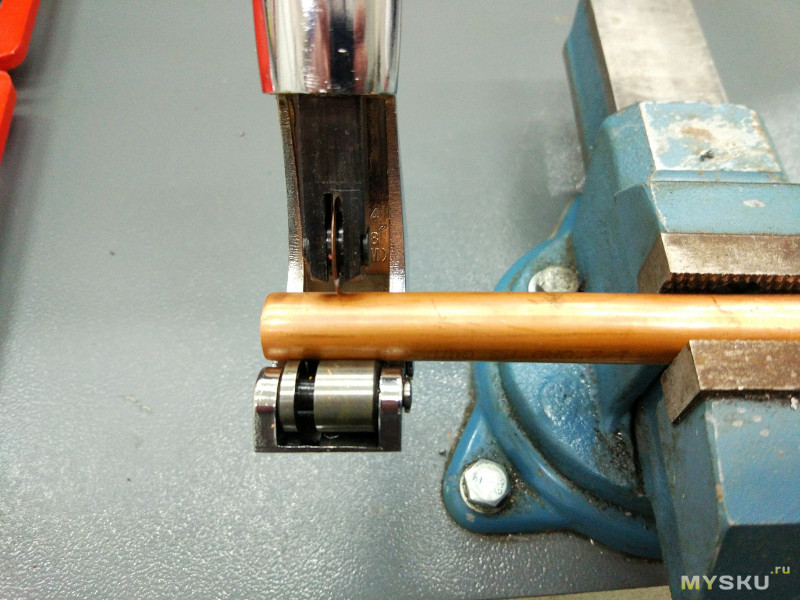
Труба фиксируется в тисках, конус вдавливается в заготовку несколько раз, каждый раз на большую глубину, затем извлекается – и так, пока не получится раструб нужной величины.
Применяют такое приспособление достаточно часто из-за его дешевизны и простоты.

Механический развальцовщик
Лучшее качество вальцовки обеспечивает развальцовщик, у которого обработка трубы производится несколькими валиками из легированных инструментальных сталей. Инструмент комплектуется набором валиков для нескольких диаметров труб. Валики многократно прокатываются с определенным давлением по внутренней поверхности заготовки, постепенно радиально деформируя ее. За каждое движение размер заготовки изменяется незначительно, процесс раскатки растягивает и толстые и тонкие участки, качество поверхности получается гладким, без шероховатостей и трещинок, толщина стенок раструба – одинаковой.

Развальцовщик с электроприводом
Выпускается и профессиональный инструмент для развальцовки с электроприводом. Это самые дорогие модели с высокой производительностью. Принцип работы таков: медный раструб раскатывается за несколько проходов прочными валиками. В России чаще всего встречаются развальцеватели итальянских, немецких, британских брендов. Качество изделий, обработанных электроинструментом, отличное, но окупается такой инструмент только при постоянном использовании.

В производственных условиях применяют и стационарные развальцовочные станки, но это оборудование однозначно не подходит для использования дома.
Советы по выбору инструмента
Перед покупкой приспособлений стоит оценить необходимость такого шага. Брендовый профессиональный инструмент очень дорог и окупается, только если вы профессионально заняты монтажом климатической или холодильной техники либо медных систем отопления.
Для установки систем отопления и водоснабжения в доме стоит приобрести бюджетную механическую модель. Стоит рассмотреть вариант взять напрокат или у друзей. Механические модели обеспечивают хорошее качество обработки заготовок – толщина стенок раструба получается одинаковой, без трещинок и разрывов, с гладкой поверхностью.
В любом случае покупать инструмент следует в специализированных магазинах или строительных супермаркетах, с чеком и оформленным паспортом, с гарантией и проверкой работоспособности продавцом.

Вальцовка для медных труб: ценная информация и 3 бесценных совета
Водопровод или газопровод входит в общую систему здания, промышленного объекта. Для прокладки трубопровода используются трубы разных диаметров и видов. Труба создается из металла и искусственных заменителей. Спросом пользуются медные комплектующие. При высокой стоимости медь обладает рядом положительных свойств, а вальцовка труб медного происхождения безопасно и доступно.

Описываемые изделия вальцуются ввиду мягкости материала: деформируются специальными вальцами с электро или гидроприводом, благодаря чему создаются высокоточные детали и заготовки. Кроме того, в частном секторе востребован эконом-вариант, т.е. вальцовка медных труб своими руками.





Применение развальцованных труб и инструмента
Трубные элементы соединяются в единую водопроводную линию накидными гайками, разрезными кольцами, фитингами, а для медных экземпляров лучше подходит пайка. Вдобавок в процессе работы может потребоваться труборасширитель, поскольку изделия одинаковых диаметров по-другому не связать. Возникает вопрос: как долго прослужит соединение, и как на него подействует механическое усилие или расширение под воздействием температуры? Как показывает практика, связь предметов надежна и практична.
Важно знать, как развальцевать медную трубу правильно, а затем спаять два звена. Применяется следующая технология: раздвигается входное отверстие одной трубы при помощи труборасширителя, затем в нее с зазором вводится вторая труба, а соединительное пространство заполняется припоем
Совет: пайка осуществляется с использованием флюса
Необходимо проследить за тем, чтобы расплавленный припой проник внутрь трубы максимально глубоко. Без флюса удачно произвести операцию не получится
Совет: пайка осуществляется с использованием флюса. Необходимо проследить за тем, чтобы расплавленный припой проник внутрь трубы максимально глубоко. Без флюса удачно произвести операцию не получится.
Такое соединение имеет место при таких мероприятиях, как:
- Монтаж сплит-систем кондиционирования.
Вальцовка трубок – ключевая по значимости операции при сборке кондиционера. Медный вариант трубы внедряется в систему для организации перетекания теплоносителя по блокам. Медь – хороший проводник тепла, потому она требуется для создания подходящего термического режима установки.
Восстановление тепловых насосов, холодильных и морозильных агрегатов.
Работа вышеперечисленной техники совпадает с практикой в кондиционировании: по трубкам из меди различных сечений протекает теплоноситель. При исправлении неполадок герметичность трубок может нарушиться, и тогда нужно будет сызнова соединять трубки пайкой. Без такого дела, как развальцовка, не обойтись.
Для вальцовки труб из сплавов – изделий из пластичных материалов (меди, латуни) – нужен подходящий инструмент. Мягкость материала дает шанс умелому мастеру попытаться обжать трубу или трубку на специально подобранном шаблоне. Однако стоит признать, что если не использовать инструмент для развальцовки медных труб, то обжим на шаблоне тянет на обычную кустарщину и к достойным результатам не приведет. Существует риск примять изделие, особенно если толщина стенки невелика – она рвется от сильного растяжения.
Альтернативным методом решения проблемы может послужить приспособление для развальцовки под названием экспандер – специфическое устройство с набором сменных насадок, которые придают заготовке необходимую форму. Действует как труборасширитель. Инструмент, к сожалению, справляется с заданием не совсем идеально: тонкая стенка еще больше утончается и в отдельных случаях трескается, а толстостенная поверхность остается недостаточно продавленной.
Поверхность трубки выйдет совершенной с помощью высококачественных вальцов. Все представляют, как смотрятся железнодорожные рельсы после продолжительного периода эксплуатации: нивелируются дефекты, рельсовая поверхность блестит. Аналогичный момент имеет место при процессе под названием вальцовка для медных труб высококачественными приспособлениями. Есть недорогое вальцевание с конусом, вдавливающимся в заранее зафиксированную трубу. Выходит не сногсшибательно, но, тем не менее, в итоге устраивает многих потребителей.
Самый классный вальцовочный инструмент – это валик из твердых видов металла, благодаря которому производится многократная прокатка по торцевой стороне болванки. После каждой прокатки место обработки сминается сильнее.
Использование подобного инструмента помогает избегнуть разрыва трубы. Повторные проходы валика слегка увеличивают диаметр трубки, а металл деформируется в щадящем режиме, постепенно.
Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.
Так выглядит развальцованная труба
Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.
Качественно проведенное растяжение позволит добиться максимальной герметичности соединения
Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.
Для комбинированных соединений используют сварку
Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.
Вальцовочный станок позволяет провести деформацию равномерно
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.
Можно использовать экспандер
Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы. В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов. В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Толщина стенок при этом изменяется равномерно, более плотные участки трубы с отличающейся толщиной стенок раскатываются до той же толщины, что и более тонкие. А поверхность становится идеально гладкой, без шероховатостей. Так же, как под весом трамвая, раз за разом проезжающего по рельсам, последние становятся гладкими и блестящими, поверхность детали под воздействием валов будет однородной.
Можно развальцевать отрезок и с помощью конуса. Принцип работы прост – конус вдавливается в предварительно зафиксированную в тисках трубу на нужную глубину, затем извлекается. Результат по качеству уступает работе с валами, но применяют конусы также довольно часто.
Инструменты для развальцовки медных труб
Виды развальцовок для большинства медных труб выполняют специальными, ручными и приводными развальцовочными приспособлениями. Первые из-за своей компактности и малого веса используются чаще.
В основу действия инструмента положен принцип поперечной раздачи ограниченного участка трубы. При этом должны учитываться следующие условия:
- Коэффициент развальцовки k = d/D (d – внутренний диаметр недеформированной части медной трубки, D – максимальный диаметр нижнего конуса после окончания развальцовки) не должен быть 0,75…0,85;
- Угол развальцовки не должен превышать 300; на практике это условие часто не выполняется, вследствие чего на торце конуса возможны волнообразные складки и даже трещины (в ряде случаев микротрещины видны даже на внутренней поверхности трубки). Такие изделия дефектны, и к установке допущены быть не могут;
- Торец трубки, которая подлежит развальцовке, должен быть ровно отрезан от мотка и тщательно зашлифован. Для резки рекомендуется использовать не обычную ножовку по металлу, а приспособление для кругового реза, которое обеспечивает чистый срез. Приспособление включает режущее лезвие, направляющее колесо и ручку для затяжки. При вращении инструмента вокруг заготовки, лезвие постепенно внедряется в материал, оставляя чистую кромку;
- После развальцовки наблюдается утонение стенки трубки, которое можно определить по формуле s1 = sk0,5 (s – исходная толщина стенки трубки, s1 – толщина стенки после развальцовки, в нижней части конуса).
При подогреве медной трубки предельное значение коэффициента развальцовки может быть снижено на 15-20 %.
Кратко рассмотрим наиболее часто встречающиеся типы развальцовочной оснастки.
Механический развальцовщик
Ключевой деталью такого приспособления является валик (реже – шарик), который изготовлен из твёрдого сплава или быстрорежущей закалённой стали. Валик прижимается к подготовленной кромке заготовки и с нажимом прокатывается по ней.





Интенсивность развальцовки устанавливается визуально, с учётом приведенных выше ограничений. Передвижение валика по деформируемой поверхности производят вручную. При выборе типоразмера устройства следует соотнести геометрические характеристики валика – радиус закругления, диаметр – с необходимым размером деформируемого торца изделия.
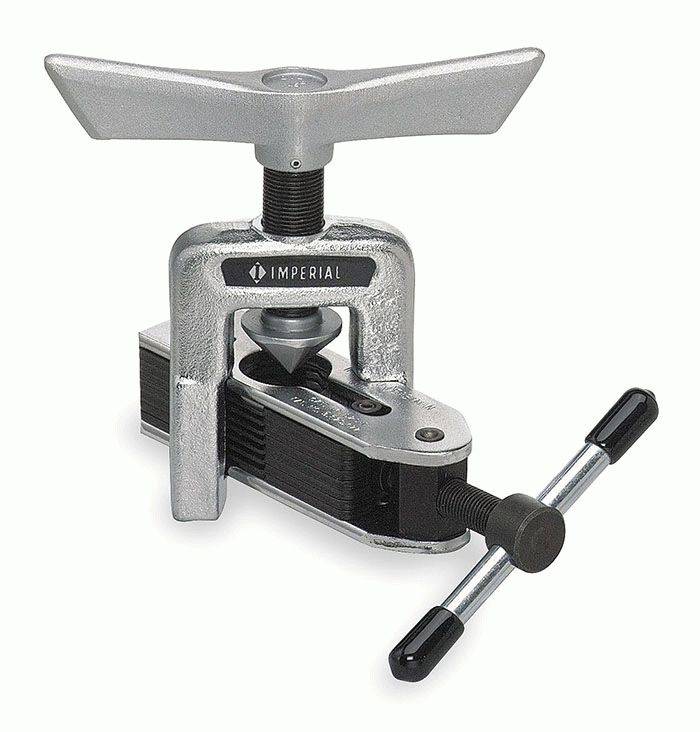
Конусный развальцовщик
Представляет собой наиболее удачную конструкцию инструмента. Основным элементом является конический пуансон. Перемещаясь в винтовой направляющей, он производит равномерную раздачу боковых стенок трубки. По внешнему виду напоминает ручной винтовой пресс, который можно закреплять на рабочем столе или верстаке.
Перемещение пуансона контролируется визуально, по достижении требуемой степени деформации. Для снижения трения внутреннюю поверхность заготовки можно смазать. При работе с конусным развальцовщиком усилие операции будет непрерывно возрастать.
Развальцовщик с электроприводом
Производители такого инструмента обычно комплектуют их наборами различных насадок, отличающихся углом конуса, радиусами закругления рабочей части и её длиной. Цена инструмента возрастает, зато и его эксплуатационные возможности увеличиваются. Развальцовка медных трубок приводными развальцовщиками целесообразна при значительном объёме выполняемых операций. Привод осуществляется от аккумулятора.
Эксцентрический развальцовщик
Работает по принципу перекатывания давильного приспособления по поверхности заготовки. Усилие обработки при этом – минимальное, однако существенным недостатком считается неравномерность характеристик деформируемой части трубки. Кроме того, сам процесс развальцовки происходит более длительное время.
Рычажный развальцовщик
Наиболее простой тип оснастки, который доступен для изготовления своими руками. Другое название – эспандер. Представляет собой систему из 2…4 рычагов, которые равномерно располагаются вокруг деформируемой заготовки, преодолевая при работе сопротивление возвратных пружин.
Развальцовка происходит последовательным и одновременным перемещением рычагов в направлении деформирования. Трёхрычажную схему используют реже, потому что для неё требуется работать вдвоём. Другим недостатком приспособления является невозможность текущего контроля качества.
Особенности технологии
Ремонт автомобиля, с чем бы он ни был связан, редко вызывает приятные эмоции у автолюбителя. Это объясняется еще и тем, что такое мероприятие, как правило, сопряжено с определенными финансовыми расходами. Между тем, если говорить о ситуации, при которой необходимо развальцевать тормозные трубки, расходы на такую процедуру можно минимизировать, если выполнить ее своими руками.
Итак, чтобы развальцевать тормозные трубки своими руками, требуется не только подробно изучить теоретическую информацию по данному вопросу и просмотреть соответствующее видео, но и приобрести специальное приспособление. В набор для развальцовки тормозных трубок, который можно достаточно недорого приобрести во многих автомобильных магазинах, входят следующие инструменты и приспособления:
- труборез;
- штуцер, применяемый в качестве соединителя;
- клещи.

В набор для развальцовки входит, как правило, зажим под различные размеры трубок
Используя такой несложный набор, к которому надо добавить дрель (чтобы снимать фаски на концах труб), а также бензин, необходимый в качестве смазывающего материала, можно не только качественно выполнить развальцовку своими руками, но и сэкономить приличную сумму денег, которые пришлось бы заплатить специалистам станции технического обслуживания.

При замене трубки на новую сначала делаем копию по образцу старой
Непосредственно перед процедурой развальцовки с тормозной трубкой необходимо выполнить следующие действия.
- Трубку при помощи инструмента или вручную откручивают от тормозного цилиндра или суппорта.
- При помощи визуального осмотра определяют наличие повреждений на поверхности трубки. Если они находятся близко к ее краю, то трубку можно восстановить, если нет, то ее надо заменить на новую.
- Используя такой инструмент, как труборез, от края трубки отрезают участок с повреждением и обрезанный край обрабатывают бензином.
- Обрезанный конец трубки зажимают клещами и в его внутренней части при помощи дрели со сверлом соответствующего диаметра снимают фаску.
- Участок внутренней поверхности трубки, где была снята фаска, очищают от стружки. После этого конец трубки вставляют в штуцер, выступающий в роли соединителя.

Аккуратно укорачиваем трубку с помощью специального резака
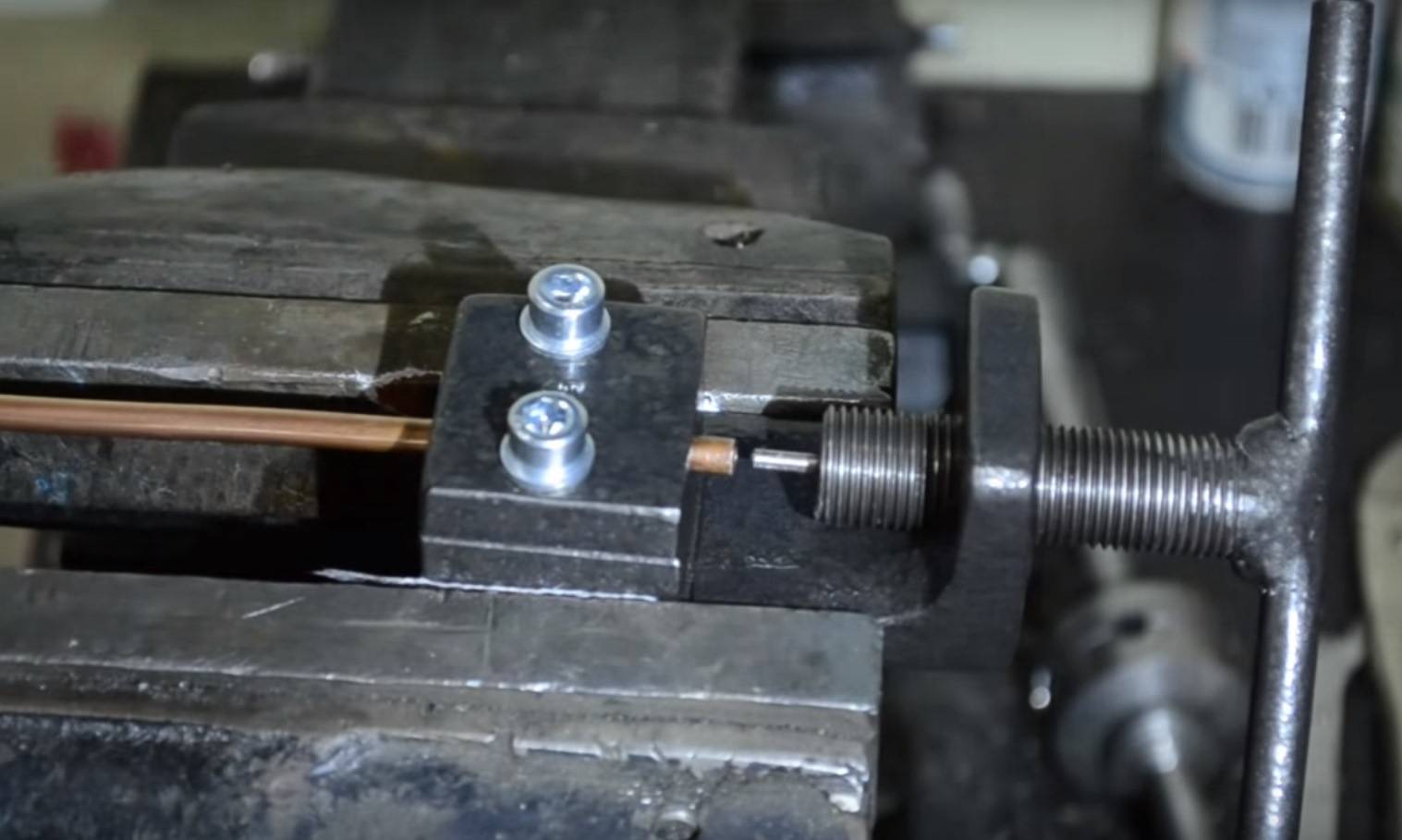
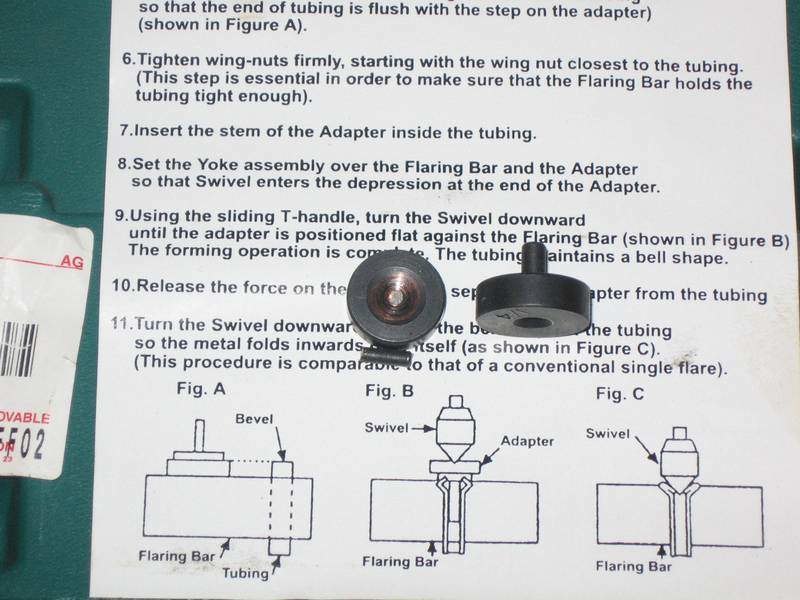
После того как все вышеописанные действия выполнены, трубку необходимо развальцевать, для чего лучше всего использовать специальный станок. Развальцовка, выполняемая при помощи такого станка, осуществляется по следующему алгоритму.
- Конец трубки, который требуется развальцевать, вставляют в зажимное отверстие станка. При этом часть трубки, выступающая из зажимного механизма станка, должна составлять примерно 5 мм.
- При помощи специального пуансона, которым оснащен такой станок, конец трубки развальцовывают.
- При необходимости развальцовки второго конца трубки вся вышеописанная процедура выполняется в такой же последовательности.

Сдавливаем плашку прессом, визуально следя за образованием грибка, и получаем качественно обжатую трубку
В результате выполнения развальцовки с помощью такого прибора, с правилами и тонкостями работы с которым лучше всего ознакомиться по видео, конец тормозной трубки становится аккуратно расширенным. Использование специального станка позволяет регулировать параметры такого расширения, ведь для тормозных систем, используемых на автомобилях разных марок, они могут серьезно разниться. Как правило, в специальных наборах, при помощи которых развальцевать тормозные трубки можно своими руками, есть и лекало, позволяющее осуществлять контроль за результатом выполнения технологической операции.

Разворачивание конца трубки посредством специального ножа, расположенного на задней стенке резака
Таким образом, развальцевать трубки, используемые в тормозной системе автомобиля, несложно, если использовать для этого специальные инструменты и приспособления. Выполняя такую развальцовку своими руками, вы не только экономите деньги, но и полностью контролируете процесс выполнения технологической операции, от результатов которой зависит работоспособность вашего транспортного средства. В таких случаях всегда следует помнить о том, что автомобильный слесарь выполняет работу не для себя, поэтому и относится к ней соответственно. Чтобы не переживать за результаты самостоятельного ремонта своего транспортного средства, необходимо придерживаться нескольких простых рекомендаций:
- четкое следование инструкциям, в качестве которых может выступать и видео;
- использование для развальцовки только качественных инструментов, приспособлений и расходных материалов;
- строгий контроль на всех этапах выполнения ремонтных мероприятий.
Источник
Как развальцевать медную трубку в домашних условиях
При монтаже медных систем трубопроводов нередко возникает необходимость расширить обрезанный конец трубы – для монтажа систем климат-контроля или пайки трубопроводов отопления и водоснабжения.
Приветствую нашего уважаемого читателя и предлагаю статью о том, что представляет собой развальцовка медных трубок, в каких ситуациях она применяется и как ее выполнить своими руками.
Что это такое и для чего необходима развальцовка
Развальцовка – радиальное равномерное расширение стенок медной трубы. При развальцовке может производиться конусное расширение только конца трубы или расширение достаточно длинного участка, при котором образуется гильза – участокбольшего диаметра.
Необходимость в такой деформации в домашних условиях возникает:
- При монтаже систем кондиционирования.
- При ремонте холодильников, теплообменников, автомобилей, бытовой техники, тепловых насосов.
- При монтаже систем отопления и водоснабжения.
При монтаже с помощью сварки (пайки) концы медных труб развальцовывают в виде муфты, вставляют в трубу исходного диаметра и сваривают. Развальцовку используют реже, чем пайку с помощью фитингов, так как этот метод немного менее надежен, но иногда фитингов может не хватать или не быть под рукой при ремонтных работах.
Необходимость в развальцовке возникает, если под рукой нет нужных фитингов, нет возможности приобрести медную трубку нужного диаметра либо требуется очень точная подгонка размера трубки по внутреннему сечению. Практически развальцовку применяют при монтаже климатической техники, в автомобилях и при срочных ремонтных работах, когда используют имеющиеся в хозяйстве медные трубки.
Стадии развальцовки
Для получения качественного конуса или муфты-расширения на конце трубы необходимо соблюдать правильный порядок работ.
Развальцовка как процесс деформации концов медных труб включает следующие этапы:
- Отрезать трубную заготовку. Медь – очень мягкий материал, поэтому необходимо использовать качественный труборез, предназначенный для мягких труб из цветных металлов.
- После порезки даже качественным труборезом медная труба заминается, и ее внутренний диаметр уменьшается. Поэтому с помощью специального приспособления – риммера – с внутренней части заготовки снимается фаска, форма восстанавливается.
- Зачистить торец трубки от заусенцев, очистить от медной стружки, пыли, грязи, смазки.
- Заготовку вставляют в развальцовщик и вращают ее до получения небольшого раструба с углом стенки 45° к оси трубы.
- Вынимают изделие, примеряют, годится ли оно по размеру для дальнейшего монтажа с накидной гайкой. Если диаметр раструба недостаточен, то операцию развальцовки повторяют. Недостаточный раструб при монтаже образует ненадежное соединение: утечка воды – это неприятно, утечка хладагента – опасно, так как он состоит из ядовитых фтороуглеродов.
- Затем используют трубу по назначению.
Все тонкости развальцовки медной трубки можно увидеть на видео.
Инструменты и приспособления для вальцевания
Для качественного расширения концов труб применяют специальный инструмент – механический либо с электроприводом. Использование конусов или шаблонов и ручное расширение используют только для ручной вальцовки единичных труб. Если вам предстоит провести систему отопления или водопровод, имеет смысл приобрести механический развальцовщик.



Экспандер
Экспандер – простой вальцеватель с несколькими насадками-шаблонами для обработки труб разных размеров.
Растягивает концы трубок достаточно быстро, усилие прилагается при помощи рычага, и больших физических усилий развальцовка не требует.
Качество развальцованных изделий не идеально – скорее всего, деформация будет неоднородной, растянутся более тонкие участки стенок, и раструб будет иметь разную толщину. Возможно возникновение трещин и разрывов.
Конусный развальцовщик
Конусный инструмент – один из самых простых, обеспечивает приемлемое качество медного раструба, но хуже, чем у других видов механических развальцовщиков.
Труба фиксируется в тисках, конус вдавливается в заготовку несколько раз, каждый раз на большую глубину, затем извлекается – и так, пока не получится раструб нужной величины.
Применяют такое приспособление достаточно часто из-за его дешевизны и простоты.
Механический развальцовщик
Лучшее качество вальцовки обеспечивает развальцовщик, у которого обработка трубы производится несколькими валиками из легированных инструментальных сталей. Инструмент комплектуется набором валиков для нескольких диаметров труб.
Ручная завальцовка труб

Как завальцевать трубку в домашних условиях, притом — быстро и качественно? Обжимная завальцовка механизированным способом возможна, если применить специальные клещи. Стоят они недешево, поэтому их можно изготовить и самостоятельно, используя в качестве заготовки изношенный трубный ключ по ГОСТ 18981 рычажного типа. Для этого губку подвижного рычага снимают, а вместо нее приваривают вставку под съемное полукольцо (для повышения универсальности можно изготовить несколько таких полуколец под наиболее употребительные диаметры трубок). Такое полукольцо должно быть установлено и на подвижном рычаге. При изготовлении таких клещей необходимо соблюсти максимальную соосность обоих полуколец, иначе качественной завальцовки не произойдет, более того, можно испортить обе соединяемых трубки.
- Зевом клещей охватить (не менее, чем половиной периметра обжимного кольца) внешний диаметр обжимаемой трубы;
- Подвести гайку вплотную к поводку инструмента;
- Повернуть подвижный рычаг до полного охвата им второго полупериметра трубки;
- Сильно сжать оба рычага, и провернуть клещи на угол не более 25-30 0 , после чего все предшествующие переходы повторить.
В зависимости от предельного диаметра соединяемым таким образом труб, можно использовать:
- Для трубок диаметром 10-36 мм — ключ №1;
- Для трубок диаметром 20-50 мм — ключ №2;
- Для трубок диаметром 30-63 мм — ключ №3.
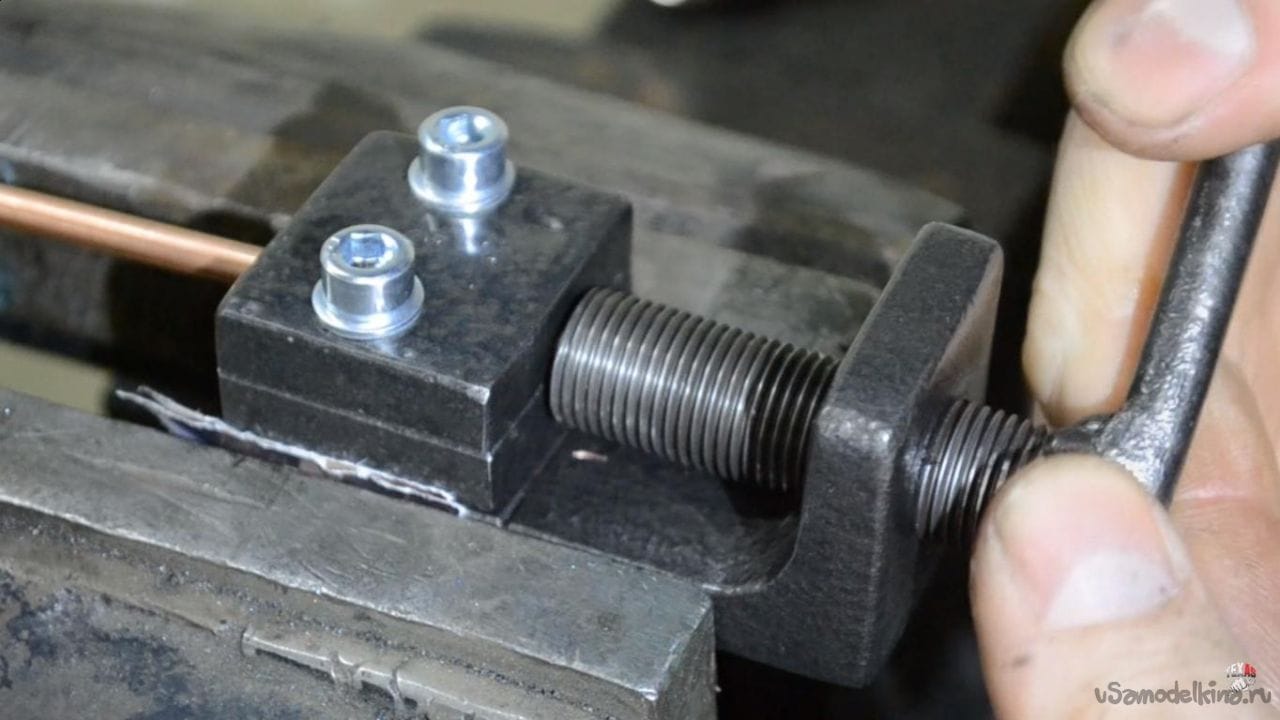
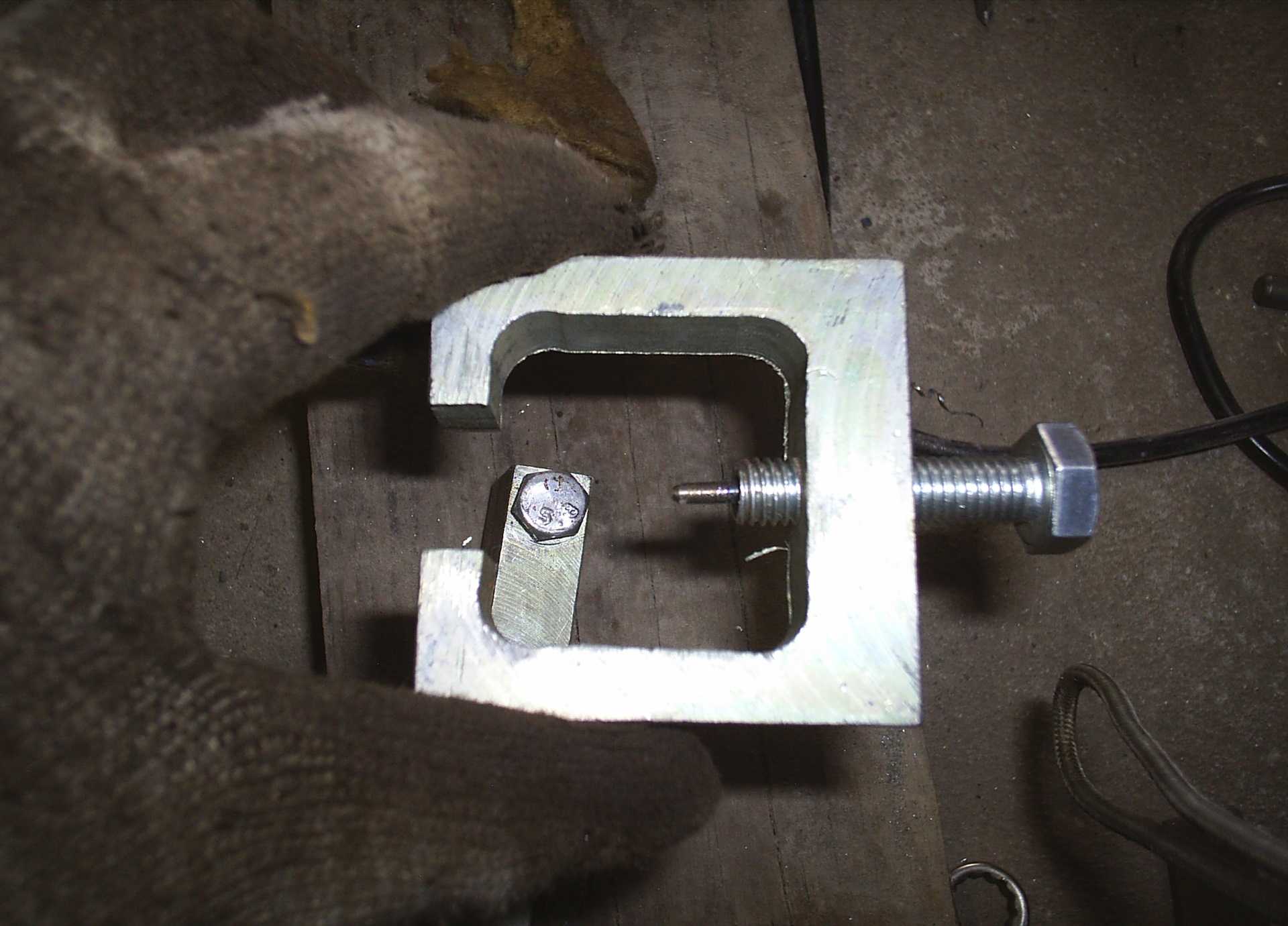
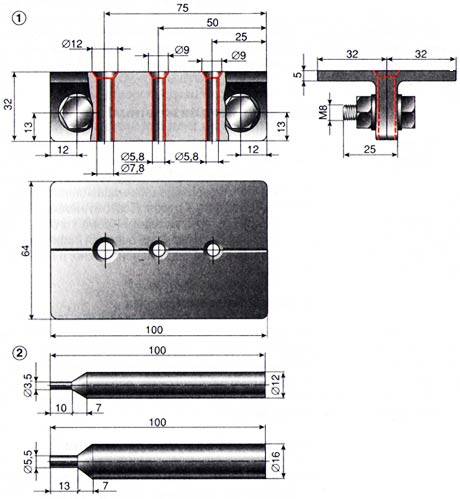
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
 Самодельный вальцовочный инструмент
Самодельный вальцовочный инструмент
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.



Порядок работ:
Порядок развальцовки трубы
- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.





