

Материалы
Не менее важную роль, чем чертежи и механизмы, играет материал, из которого изготавливаются детали подъёмного стола. От этого зависит его прочность и надёжность, устойчивость к повреждениям и климатическим воздействиям, масса и габариты конструкции. Итак, наиболее популярны при изготовлении следующие виды материалов:
ДСП. Сочетает в себе невысокую цену, функциональность и приятный вид. Материал легко обрабатывается, самая лёгкая рабочая поверхность для циркулярки.
ДВП. Выбирайте плиты как минимум средней плоскости! Тогда материал будет столь же прост в обработке, как и ДСП, что позволит изготовить детали любых форм и габаритов. Экологически чист.
Натуральное дерево. Значительно более прочный, хотя и дорогостоящий материал. Подойдёт только под соответствующий интерьер.
Стекло. Выглядит оригинально и стильно, занимает мало места, широкие возможности для декора
Однако, очень важно выбрать прочное стекло, иначе итоговая конструкция окажется слишком хрупкой; закалённое же стекло по прочности не уступит твёрдым породам дерева.
Металл. Самый прочный и тяжёлый материал, тяжелее прочих поддающийся обработке. Не рекомендуется для установки дома; хотя некоторые малые модели актуальны для таких современных стилистических направлений, как лофт и хайтек.
Не рекомендуется для установки дома; хотя некоторые малые модели актуальны для таких современных стилистических направлений, как лофт и хайтек.
Особенности конструкции и принцип работы
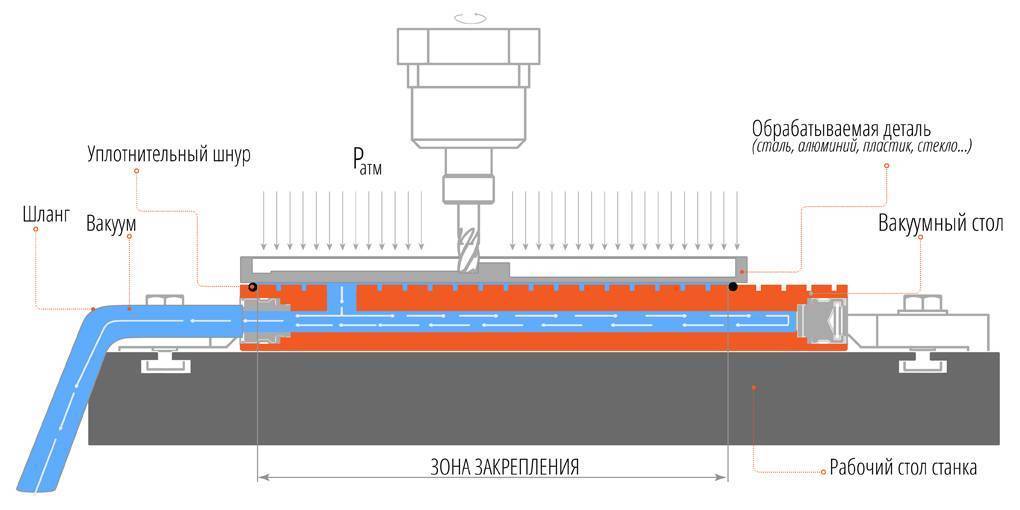
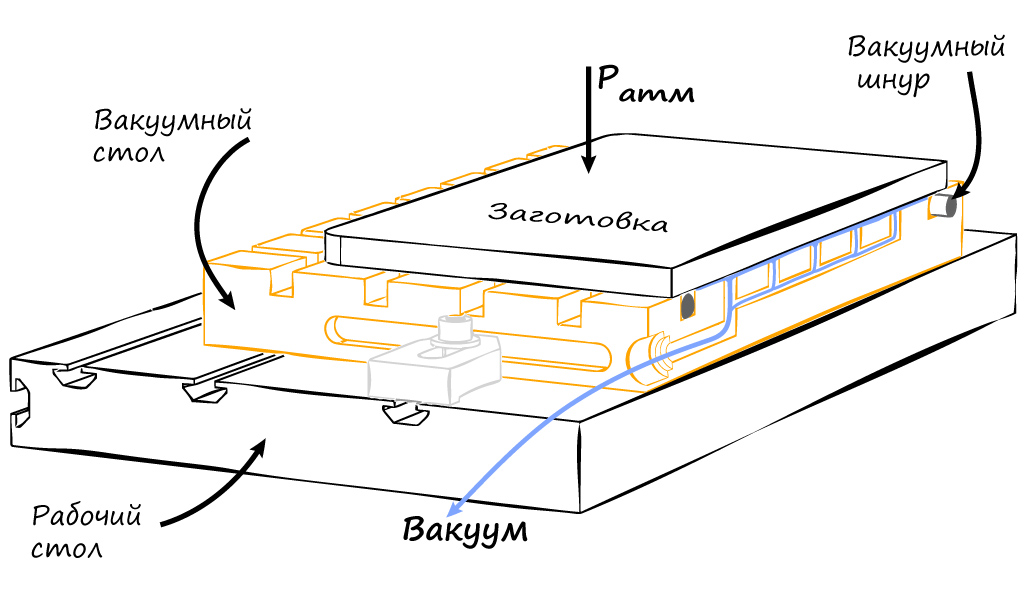
Вакуум – термин, характеризующий область разрежения, которая формируется между вакуумным столом и закрепленной на нем заготовкой. По факту на деталь действует не вакуум, а атмосферное давление. Оно прижимает заготовку к поверхности стола.
Сила вакуума может отличаться в зависимости от мощности установленного насоса, но она никогда не будет больше атмосферного давления. На данный момент существует несколько разновидностей вакуумных столов.
Решетчатый
Это приспособление создает замкнутый контур для рабочей заготовки. Канавки на рабочей стороне выполнены в виде решеток. Подходит для несквозной обработки деталей. Решетчатый стол включает в себя плиту из алюминиевого сплава с решеткой из канавок на рабочей стороне, а также специальное отверстие для откачки воздуха из-под детали и разряжения.

Поворотный для ЧПУ
По принципу работы не отличается от предыдущей модели, но устроен так, что может поворачиваться. Это значительно ускоряет и упрощает рабочий процесс. Вакуумный шланг есть возможность подключить как в центральной части плиты, так и с ее торца.
Это позволяет на обрабатываемой поверхности делать вертикальные, поперечные и продольные движения. Также такая модель плиты может создать нужный угол наклона. это позволяет работать с круглой или спиралевидной болванкой в разных плоскостях.

Шлицевый
Этот стол необходим для работы с мелкими болванками, а также с деталями, которые имеют множество отверстий. Отличается данный стол повышенным коэффициентом трения, что и создает высокое вакуумное усилие. Это позволяет снизить возможность сдвига болванки в процессе работы и повышает точность ее обработки.

С пористыми вставками
Плита данного стола рассчитана на болванку любой формы и размера. Сила закрепления зависит от площади обрабатываемой поверхности. Пористые блоки плиты могут быть изготовлены из алюминия, стали или бронзы и позволяют не использовать в процессе работы фольгу или другой тонкий материал. Также нет необходимости перенастраивать стол при изменении вида работ.
Нужен ли вакуумный стол для фрезерного станка с ЧПУ?
Фрезерные станки с ЧПУ являются «классическими» представителями оборудования для контактной механической обработки заготовок резанием. При помощи фрезерных станков с ЧПУ производится огромное количество различных изделий – из дерева, металла, пластика, камня, стекла. Благодаря специальным техническим решениям (высокая жёсткость станины, применение лёгких сплавов для подвижного инструментального портала, использование высококачественных подшипников скольжения и т.п.) фрезерные станки с ЧПУ могут поддерживать высокий темп обработки. А применение программного управления, с одной стороны обеспечивает высокое качество и точность обработки, а с другой стороны – делает фрезерный станок универсальным, легко переналаживаемым оборудованием.
Универсальность фрезерного оборудования предполагает не только наличие возможности обрабатывать заготовки из разного материала, но и обеспечивать лёгкую смену режущего инструмента, а также быстрое и надёжное крепление заготовки на рабочем столе
Последнее качество очень важно – как обеспечивающее сам принцип фрезерования
Механическое крепление заготовок
Современные фрезерные станки с ЧПУ имеют консольную конструкцию – заготовка располагается на рабочем столе, а сверху подводится фреза, закреплённая во вращающемся патроне шпинделя. Шпиндель крепиться на скользящем инструментальном портале, чем обеспечивается перемещение фрезы относительно поверхности заготовки. Горизонтальная плоскость рабочего стола служит опорой для заготовки. А её крепление может осуществляться струбцинами при помощи стандартных болтов, вставляемых в Т-образные пазы, которыми снабжён рабочий стол.
Недостатки подобной схемы очевидны. Во-первых, заготовка может иметь сложную геометрию и не всегда можно равномерно расположить струбцины «по краям» для надёжного закрепления. Во-вторых, механический прижим и значительное усилие затяжки струбцин (которое требуется для компенсации высокого крутящего момента фрезы – особенно для станков с мощным шпинделем) может повредить поверхность заготовки. Что совершенно недопустимо при обработке стеклянных или тонких композитных панелей.
И в-третьих, механическим креплением не всегда удаётся создать надёжный прижим. К примеру, при обработке тонких металлических пластин большой площади, при касании фрезой участка достаточно удалённого от крепёжной струбцины, заготовка может прогибаться, «играть», нарушая точность обработки. В таком случае для надёжного закрепления требуется как можно больше струбцин – буквально «в каждой точке». На практике осуществить это механическим способом практически невозможно.
Вакуумное крепление заготовок
В ряде случаев (при обработке тонких стеклянных, композитных или металлических панелей большой площади) вакуумный стол является единственным средством надёжного крепления заготовок. Практически все производители либо серийно комплектуют вакуумным столом свои модели фрезерных станков с ЧПУ, либо допускают его установку в качестве дополнительного оборудования (как собственного производства, так и стороннего выпуска).
Плюсы и минусы вакуумного прижима
Каждый, кто задумывался о приобретении вакуумного стола, задавался вопросом: стоит ли переплачивать за дорогую систему? Оправдает ли она затраты в условиях конкретного производства? Какие функции системы будут полезными, а какие окажутся «балластным довеском»?
По удобству и надёжности крепления плоских заготовок вакуумный стол практически не имеет альтернатив. Однако при работе с некоторыми «пористыми» материалами (плиты из МДФ, дерева, ДСП) очень трудно создать нужное разрежение и надёжно прижать заготовку, ведь воздух «просачивается» сквозь саму плиту! Кроме того, вакуумный стол может быть несовместим с рядом дополнительных систем (например, СОЖ). Поскольку обработка некоторых материалов (особенно металлов) без СОЖ является крайне низкопроизводительной, вакуумным прижимом приходится жертвовать.
Особенности конструкции и принцип работы
Вакуум – термин, характеризующий область разрежения, которая формируется между вакуумным столом и закрепленной на нем заготовкой. По факту на деталь действует не вакуум, а атмосферное давление. Оно прижимает заготовку к поверхности стола.
Сила вакуума может отличаться в зависимости от мощности установленного насоса, но она никогда не будет больше атмосферного давления. На данный момент существует несколько разновидностей вакуумных столов.
Решетчатый
Это приспособление создает замкнутый контур для рабочей заготовки. Канавки на рабочей стороне выполнены в виде решеток. Подходит для несквозной обработки деталей. Решетчатый стол включает в себя плиту из алюминиевого сплава с решеткой из канавок на рабочей стороне, а также специальное отверстие для откачки воздуха из-под детали и разряжения.

Поворотный для ЧПУ
По принципу работы не отличается от предыдущей модели, но устроен так, что может поворачиваться. Это значительно ускоряет и упрощает рабочий процесс. Вакуумный шланг есть возможность подключить как в центральной части плиты, так и с ее торца.
Это позволяет на обрабатываемой поверхности делать вертикальные, поперечные и продольные движения. Также такая модель плиты может создать нужный угол наклона. это позволяет работать с круглой или спиралевидной болванкой в разных плоскостях.





Шлицевый
Этот стол необходим для работы с мелкими болванками, а также с деталями, которые имеют множество отверстий. Отличается данный стол повышенным коэффициентом трения, что и создает высокое вакуумное усилие. Это позволяет снизить возможность сдвига болванки в процессе работы и повышает точность ее обработки.
С пористыми вставками
Плита данного стола рассчитана на болванку любой формы и размера. Сила закрепления зависит от площади обрабатываемой поверхности. Пористые блоки плиты могут быть изготовлены из алюминия, стали или бронзы и позволяют не использовать в процессе работы фольгу или другой тонкий материал. Также нет необходимости перенастраивать стол при изменении вида работ.
Правила эксплуатации
Фрезерный станок, даже если речь идет о варианте с ЧПУ, является опасным оборудованием. Поэтому:
- перед эксплуатацией проверяется стабильность конструктивных узлов, уровень смазки и электрическое оборудование;
- пропускается как минимум 5 холостых ходов;
- проверяется отдельно упругость крепления заготовки на шпинделе;
- даже при автоматическом управлении устройство под наблюдением;
- регулярно проводится осмотр;
- работают в защитной одежде, если это требуется, защищаются руки и глаза.
При выборе станка в первую очередь смотрят функциональность оборудования, насколько эффективность устройства сочетается с флангом выполняемых на производстве или дома работ. Не переплачивайте за дорогие модели с массой функций, если не знаете, понадобятся ли они.
Вакуумный стол для ЧПУ своими руками: пошаговая инструкция
Для работы на фрезеровочном станке с ЧПУ с деталями больших размеров необходим большой вакуумный стол. Такое оборудование очень дорогое в связи со сложностью транспортировки и не всегда подходит для определенных задач, но можно сконструировать стол самостоятельно, под индивидуальный размер и потребности.
Вакуумные столы для ЧПУ предназначены для станков фрезерной работы с крупными листами дерева или металла. Большинство станков с ЧПУ используют криволинейную обработку. Для работы на фрезерных станках нужна поверхность, которая надежно фиксирует обрабатываемые детали.
Вакуумный стол прижимает изделия к поверхности, не давая им перемещаться, делая работу на фрезерном станке более точной, комфортной. Кроме того, полноценное оборудование обеспечивает нагрев до нужной температуры.
Он более универсальный, чем магнитный стол, подходящий только для обработки металлических изделий.
Довольно часто фрезерные станки с ЧПУ идут в комплекте с вакуумным столом, однако при его отсутствии или недостаточно большом размере требуется другой прибор. В этом случае можно купить подержанное устройство сомнительного качества или изготовить его самостоятельно.
Необходимые материалы и инструменты
Чтобы изготовить вакуумный стол для фрезерного станка, необходимо найти все комплектующие. Для создания функционального оборудования понадобится:
- деревянный или металлический лист соответственного размера;
- металлопрофиль;
- вакуумный насос;
- нагревательный элемент;
- блок управления.
Из инструмента потребуется: дрель, отвертка, гаечные ключи, паяльник. Остальные инструменты используются опциально, при наличии.
Изготовление рабочей поверхности и короба
В начале изготовления вакуумного стола для ЧПУ своими руками нужно создать рабочую поверхность. Для этого берется заранее заготовленный лист материала.
В нем аккуратно, в шахматном порядке при помощи дрели или шуруповерта высверливаются дырки. Позже с тыльной части поверхность будет примыкать к вакуумному насосу, служащему для надежного закрепления изделий.
Для повышения надежности конструкции устанавливаются перегородки. Они не дают столу деформироваться в процессе эксплуатации.
Коробка
Наиболее значимой здесь является высота, так как стол конструируется под станок с числовым программным управлением.
Из металлических и деревянных частей собирается устойчивая конструкция для закрепления рабочей поверхности. Поверхность над рабочей зоной будет исполнять роль держателя для нагревательного элемента.
Желательно, чтобы короб был разборным: это облегчит, дальнейшую работу, наладку оборудования или транспортировку стола в дальнейшем.
Рабочий стол должен быть максимально устойчивым и надежным. Поэтому в конструкции желательно избегать недолговечных или подвижных соединений. Для облегчения перестановок инструмента можно использовать ножки регулируемой высоты. Это позволит работать на неровной поверхности, обеспечивая устойчивость.
Нагревательный элемент
Вакуумная формовка пластика также требует наличия специального стола. При работе на изделие действует вакуумное поле и нагревательный элемент, разогревающий пластик до необходимой температуры.
Для этого над столом устанавливается нагревательная панель. В качестве нагревательного элемента лучше всего зарекомендовала себя нихромовая нить.
Однако из-за дороговизны материала, а также сложности с поиском его в свободной продаже при самостоятельном изготовлении обычно используются галогеновые лампы.
Среди преимуществ использования следует отметить равномерный нагрев, а также качественное освещение рабочей области.
В качестве заготовки берется лист металла. В нем также высверливаются отверстия для ламп, после чего следует закрепление нагревательных элементов и монтаж электрической части. Все лампы требуется соединить параллельно.
Для сокращения проводки, более приятного вида, удобства работы и большей надежности проводки рекомендуется использовать печатную плату или несколько небольших плат. Конструкция световой панели также должна быть разборной для обслуживания.
Вакуумный насос
Самый важный элемент оборудования. Служит для создания вакуума и надежной фиксации детали. Лучше всего использовать специализированный генератор вакуума с манометром. При отсутствии специализированного вакуумного насоса подойдут несколько вакуумных вентиляторов. Возможна замена промышленными вакуумными пылесосами, однако на практике их эффективность ниже.
Как выглядит вакуумный стол?
Данное приспособление представляет собой поверхность для обработки с разделенным на сектора покрытием. По площади устройства равномерно распределены специальные присоски и канавки, которые крепят заготовку в необходимом положении. Чем больше площадь вакуумного стола, тем он функциональнее и дороже.
Обрабатываемые детали фиксируются благодаря специальному вакуумному насосу. Именно он отвечает за надежное крепление заготовки к поверхности стола. Благодаря такому изобретению стала возможной криволинейная обработка листовых деталей с большими размерами.
Примечательно, что вакуумные пылесосы применяют предпочтительно для обработки деревянных заготовок. Если есть необходимость выполнить похожие работы с металлом, то в этих целях используют магнитные столы.
Стоит отметить, что в зависимости от размеров и функциональных способностей, цена на вакуумные столы может существенно колебаться. В то же время даже наиболее дешевый заводской вакуумный стол обойдется покупателю минимум в 150-170 долларов.
Также можно приобрести подержанный аппарат, но качество такого стола будет всегда под вопросом. Именно из-за перечисленных выше факторов многие умельцы создают вакуумные столы в домашних условиях.
Вакуумный стол из МДФ. Использование зон.
Если у вас есть стол большего размера, и вы разделяете камеру статического давления на отдельные зоны, вам понадобится способ их деления и включать и выключать разные зоны. Лучшее решение — это простая 2-дюймовая ПВХ труба из любого строительного магазина. Используйте шаровые краны, чтобы контролировать различные зоны, и добавьте в систему манометр, чтобы вы могли оптимизировать воздушный поток и давление вакуума.
Вакуумная сантехника
При прокладке водопровода избегайте множества крутых поворотов, так как это может привести к ограничению доступа воздуха и снижению производительности. Используйте Y-образные соединители вместо тройников и совместите все расположенные под углом порты, чтобы поток проходил в том же направлении, что и воздух.
Если вы обнаружите, что не получаете достаточной отдачи от двигателя, вы можете добавить второй, удвоив мощность.
Перемещение частей
Если вы беспокоитесь о смещении деталей при прорезании всего материала, вот небольшая хитрость. На первом проходе оставьте тонкий кусок материала (он же «луковая кожура») внизу разреза, чтобы удерживать разрезы на месте, пока режется остальная часть. Это будет поддерживать сильный вакуум, чтобы ваши ранее обработанные детали не сдвигались.








Как только большая часть материала будет удалена, вернитесь и выполните последний проход, чтобы прорезать полностью. Ваши первые резы значительно снизили силу резания и трение (которые уменьшаются с глубиной резания из-за небольшого количества оставшегося материала), поэтому вероятность смещения ваших деталей гораздо меньше
- Столешница из ламината плюсы и минусы
- Ems2102 подключение на столе
- Сделать стол из мдф
- Как вытащить ящик из стола икеа алекс
- Стол из алюминия своими руками
Вакуумный стол из МДФ
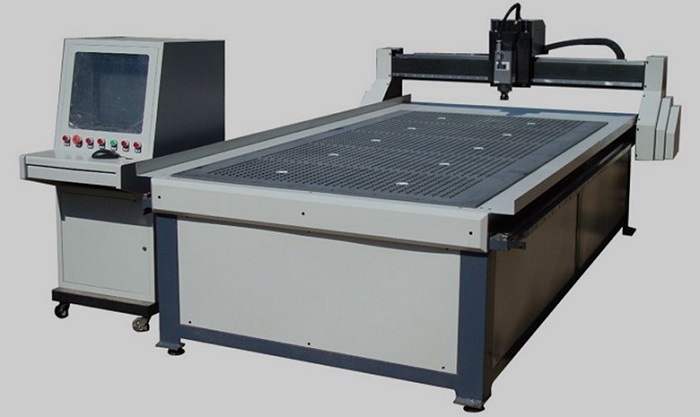
Вакуумный стол позволяет значительно упростить и ускорить установку на стол фрезерного станка с ЧПУ листовых материалов. Это могут быть и листы МДФ, и акрила. При этом, если лист выгнут, то вакуумное крепление позволяет его выровнять на время работы. Если на станке регулярно обрабатывается МДФ, то наверняка станок оснащен мощной вытяжкой (пылесосом для сбора стружки и древесной пыли – см. фото ниже). Такая вытяжка, мощностью 2,2 кВт способна не только удалять опилки из зоны резания, но и обеспечивать работу вакуумного стола.
 Пылесос для сбора стружки и древесной пыли Корвет 65
Пылесос для сбора стружки и древесной пыли Корвет 65
 Шильдик с указанием параметров пылесоса
Шильдик с указанием параметров пылесоса
ВНИМАНИЕ! Безопасность работы гарантирована только при определенных условиях: размер фрез должен быть не более допустимого усилием прижима заготовки, режим резания – только опробированный с имеющимся вакуумным столом. Иначе возможен отрыв заготовки в процессе обработки, что чревато травмами с тяжестью вплоть до фатального исхода. Вакуумный стол выполнен из двух слоев МДФ толщиной 20мм
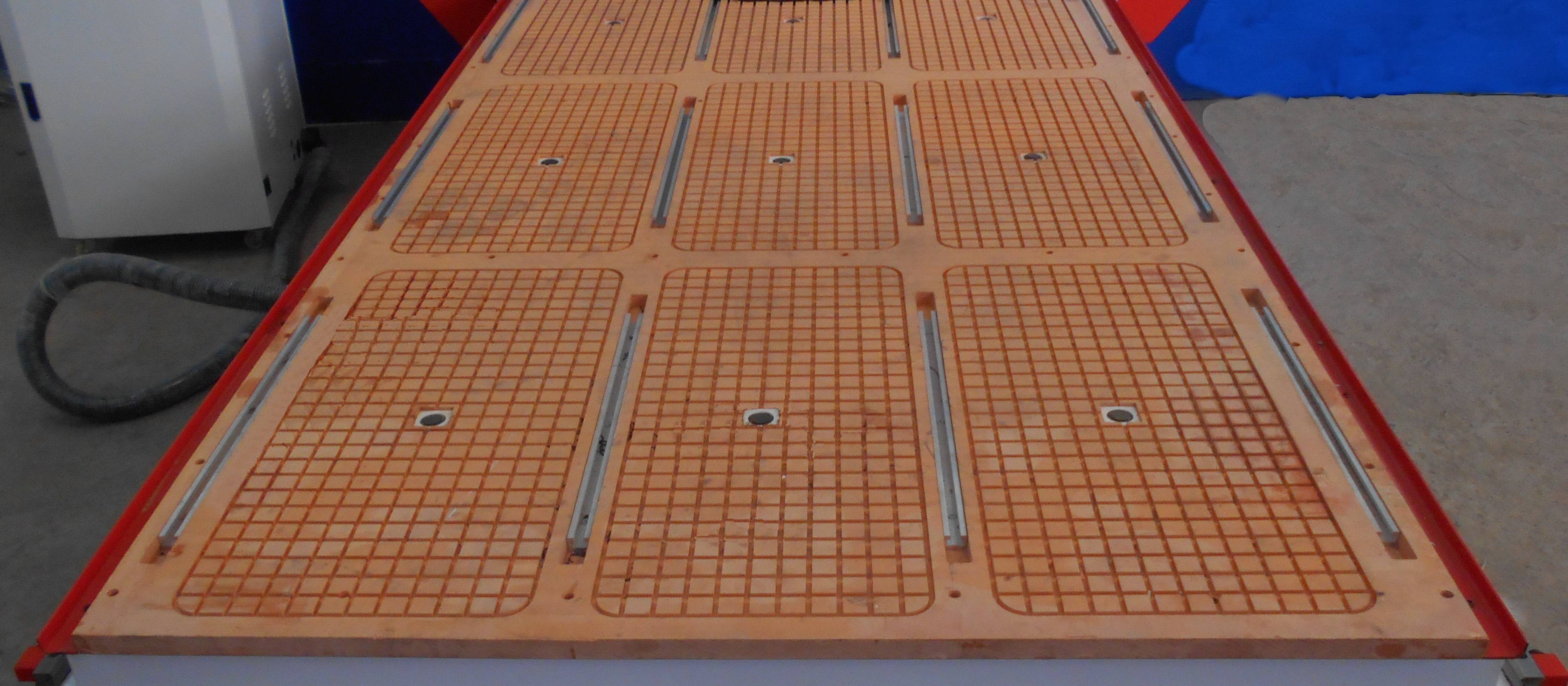
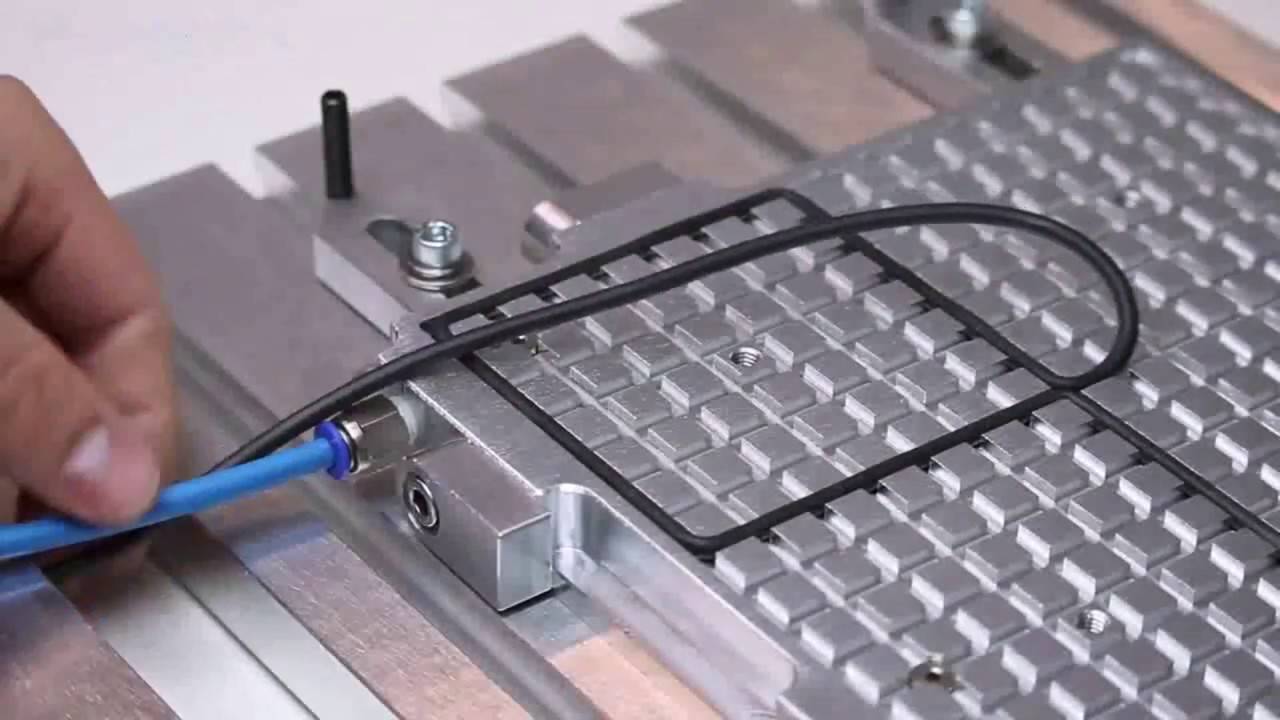
Верхний слой – лицевой – нужен для присасывания листов обрабатываемого материала. Каналы на нем разделены на шесть зон (см. фото ниже), которые за необходимостью можно по одной заглушить в зависимости от размера и конфигурации обрабатываемой заготовки. Сечение каналов выбрано таким, чтобы при необходимости каждую зону можно было уплотнить по контуру с помощью бытовой уплотнительной резиновой ленты D-образного сечения (лента для уплотнения окон и дверей). Лента снабжена самоклеящимся слоем и хорошо фиксируется в каналах. Глубина каналов подобрана так, чтобы заготовка при включении вакуумного стола легла на поверхность стола, придавив уплонительную ленту
Вакуумный стол выполнен из двух слоев МДФ толщиной 20мм. Верхний слой – лицевой – нужен для присасывания листов обрабатываемого материала. Каналы на нем разделены на шесть зон (см. фото ниже), которые за необходимостью можно по одной заглушить в зависимости от размера и конфигурации обрабатываемой заготовки. Сечение каналов выбрано таким, чтобы при необходимости каждую зону можно было уплотнить по контуру с помощью бытовой уплотнительной резиновой ленты D-образного сечения (лента для уплотнения окон и дверей). Лента снабжена самоклеящимся слоем и хорошо фиксируется в каналах. Глубина каналов подобрана так, чтобы заготовка при включении вакуумного стола легла на поверхность стола, придавив уплонительную ленту.
 Вакуумный стол после монтажа на станке
Вакуумный стол после монтажа на станке
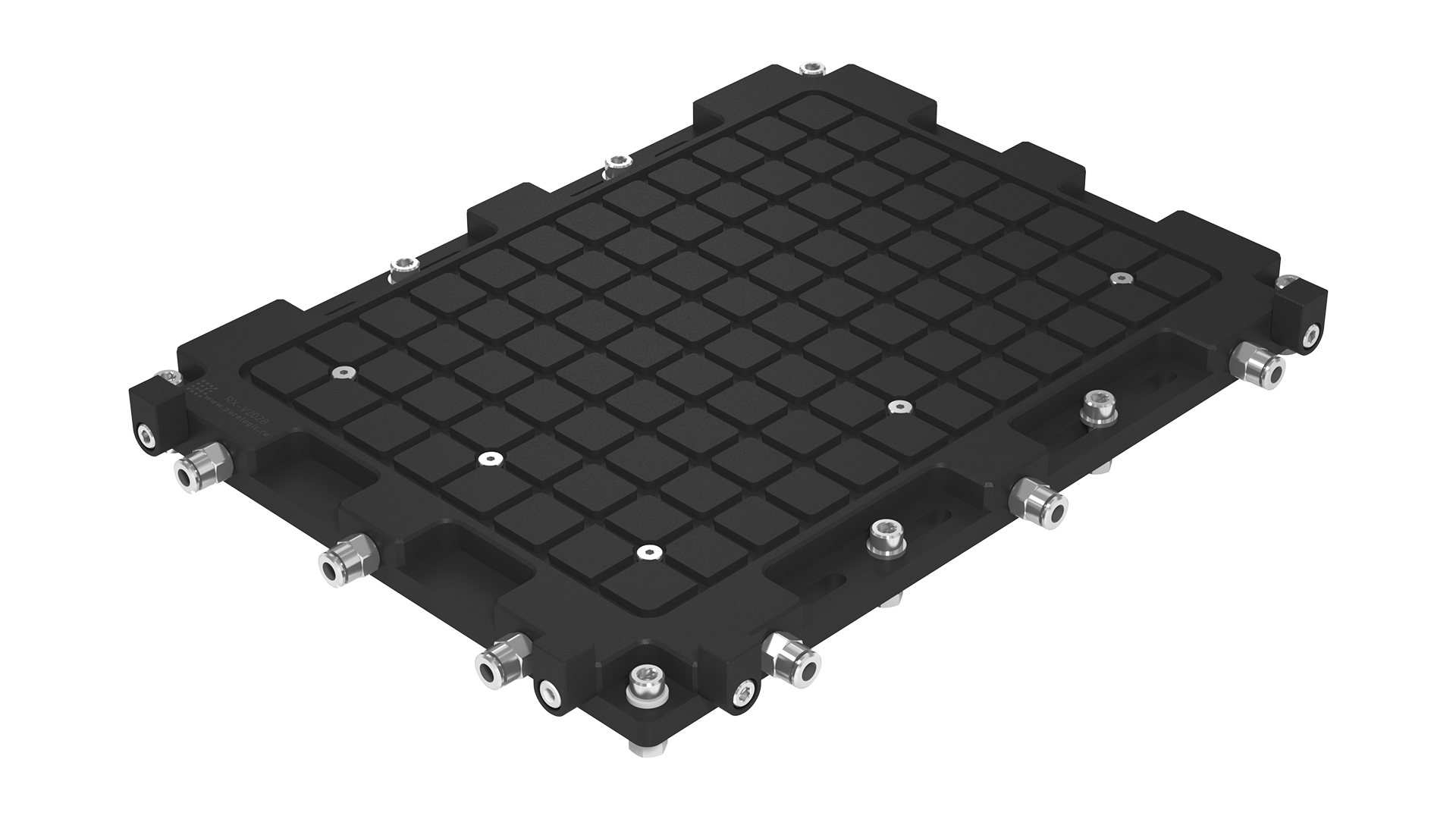
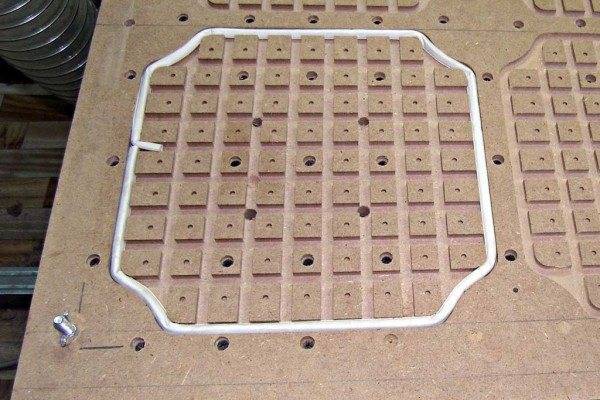 Ячейка вакуумного стола
Ячейка вакуумного стола
Нижний слой вакуумного стола служит для подвода разрежения поотдельности к каждой зоне верхнего слоя стола. В каналах верхнего слоя выполнены вертикальные отверстия для перепуска разрежения из каналов нижнего слоя в каналы верхнего. Таких отверстий по 4 шт. на каждую зону. Впрочем чем больше их количество – тем лучше.
Подключить вакуумный стол к пылесосу проще всего с помощью повсеместно распространенного трубопровода, например канализационного (см. фото ниже). Это и дешевле, и технологично. На фото видно, что для подвода разрежения к станку использована труба канализационная диаметром 110 мм. Непосредственно к станку разрежение подводится шестью гофрошлангами диаметром 50 мм. Каждый гофрошланг пристыкован к вакуумному столу посредством вкрученного в стол штуцера. Все соединения герметично уплотнены либо стандартными уплотнениями, либо хомутами (желательно с применением герметика).
 Нижний слой вакуумного стола
Нижний слой вакуумного стола
 Подключение вакуумного стола к пылесосу
Подключение вакуумного стола к пылесосу
Перед сборкой стола все его каналы следует обработать клеем ПВА или грунтовкой, чтобы обеспечить непроницаемость МДФ для воздуха (МДФ действительно обладает неплохой воздухопрницаемостью). Верхний слой вакуумного стола прикручен к нижнему саморезами. Чтобы шляпки саморезов не мешали работе со столом, в его поверхности выполнены отверстия, в которые шляпки утапливаются. После сборки стола его поверхность следует обработать фрезой, чтобы обеспечить плоскостность поверхности.
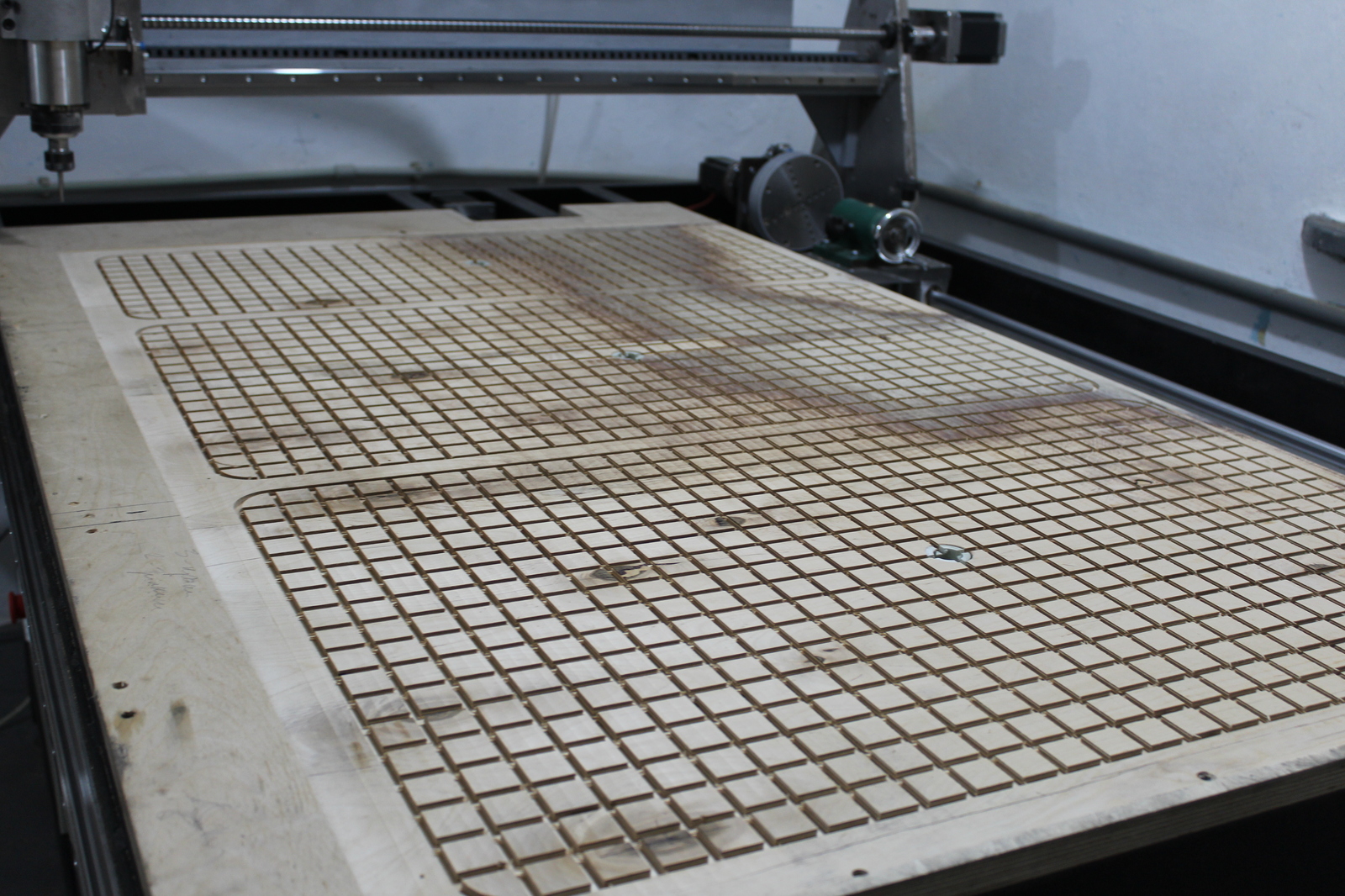
Матричные (решетчатые) рабочие столы станка ЧПУ
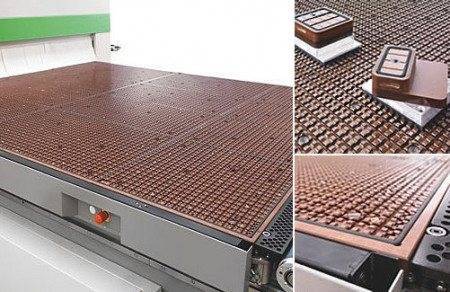 Матричные столы изготавливаются из листового композитного материала на основе фенольных смол и синтетических волокон. Поверхность рабочего стола разделена глухими каналами в форме решетки, к которым, через специальные отверстия, подводится вакуум. Для того чтобы создать область вакуума для фиксации детали на рабочем столе станка ЧПУ, необходимо вокруг одного или нескольких отверстий подвода вакуума вложить в каналы уплотнительный шнур. При этом шнур не должен выступать за область периметра закрепляемой заготовки, а его концы должны быть плотно замкнуты для исключения подсоса воздуха. Остальные незадействованные отверстия системы подвода вакуума рабочего стола закрываются резиновыми пробками.
Матричные столы изготавливаются из листового композитного материала на основе фенольных смол и синтетических волокон. Поверхность рабочего стола разделена глухими каналами в форме решетки, к которым, через специальные отверстия, подводится вакуум. Для того чтобы создать область вакуума для фиксации детали на рабочем столе станка ЧПУ, необходимо вокруг одного или нескольких отверстий подвода вакуума вложить в каналы уплотнительный шнур. При этом шнур не должен выступать за область периметра закрепляемой заготовки, а его концы должны быть плотно замкнуты для исключения подсоса воздуха. Остальные незадействованные отверстия системы подвода вакуума рабочего стола закрываются резиновыми пробками.
Такой способ крепления заготовки детали на рабочем столе станка ЧПУ наиболее эффективен при обработке фрезами верхней плоскости детали. Однако если в процессе изготовления фасадов МДФ необходимо обработать боковые стороны заготовки, или выполнить криволинейный распил, когда нижний край фрезы должен выходить за пределы обрабатываемой заготовки, то, чтобы не повредить поверхность рабочего стола, применяют, так называемую, «жертвенную» подложку.
В качестве «жертвенной» подложки можно использовать любые доступные пористые материалы. Как правило, это шлифованное ДСП, черновое МДФ или ХДФ.
Благодаря пористости материала подложки, силой вакуумной системы, из ее внутренней структуры быстро откачивается воздух, а на поверхности создается область разряжения. Таким образом, если положить ламинированную заготовку детали на данную подложку, то она плотно прижмется к ней и надежно зафиксируется.
С помощью «жертвенной» подложки на рабочем столе станка ЧПУ можно фрезеровать как отдельные детали, так и производить распил и обработку широкоформатных листов по технологии Nesting.
Однако тут стоит заметить, что выполняя таким способом раскрой широкоформатных листов на фрезерном станке ЧПУ можно столкнуться с сильной потерей вакуума в области пропилов и, как следствием, смещением или вылетом из-под инструмента мелких деталей и обрезков. Чтобы минимизировать вероятность возникновения подобных ситуаций, перед использованием «жертвенной» подложки следует убедиться, что вакуумный насос обладает достаточной мощностью, а подводящие элементы вакуумной системы достаточной пропускной способностью.
Решить проблему в ситуации, когда требуется обработать на станке ЧПУ мелкие заготовки, или устранить вероятность смещения деталей при обработке по технологии Nesting, помогут конструктивные особенности рабочего стола матричного типа. Дело в том, что производители деревообрабатывающих фрезерных станков ЧПУ практично предлагают конструкцию рабочего стола, состоящую из нескольких автономных матричных рабочих столов, разделенных Т-образными пазами.
Эффект от разделения рабочей поверхности на отдельные зоны достигается, когда в соответствии с запрограммированным порядком обработки деталей из широкоформатных панелей, с помощью открытия или закрытия кранов магистралей вакуумной системы, вся мощь от работы вакуумного насоса, не распределяется на несколько зон, а переносится в область, где на текущий момент производится обработка.
Т-образные пазы на рабочей поверхности станка ЧПУ позволяют зафиксировать заготовку без использования вакуумной системы, с помощью механических зажимов (струбцин). С одной стороны, данный способ позволяет надежно фиксировать мелкие детали. С другой – отключать вакуумный насос и экономить электроэнергию при обработке заготовок методом гравировки, когда весь процесс может достигать нескольких часов.
Следует также отметить, что некоторые производители станков ЧПУ в качестве дополнительной опции к матричному рабочему столу предлагают набор вакуумных присосок, аналогичных тем, что используются на консольных столах.
Универсальный вакуумный стол из МДФ своими руками
В этой статье вы узнаете как сделать вакуумный стол из МДФ для фрезерного ЧПУ станка своими руками. А так же о том какие необходимы для этого материалы и инструменты, какой выбрать насос, и зачем делить рабочую область на зоны.
Вакуумный стол из МДФ
Необходимые материалы
Те из вас, у кого есть фрезерные станки с ЧПУ, знакомы с разочарованием при работе с зажимами или винтами для фиксации заготовки, а также с последующей обработкой, необходимой для вырезания и шлифования выступов. Универсальная вакуумная прижимная система может устранить многие из этих проблем. Вы просто кладете заготовку на рабочий стол, включаете вакуумный двигатель — и готово! Теперь у вас есть прижимная сила в несколько килограммов на квадратный сантиметр, удерживающая вашу заготовку.
Обычные вакуумные прижимные системы требуют, чтобы вы вырезали специальный вакуумный шаблон, чтобы надежно удерживать заготовку. Универсальные вакуумные столы позволяют захватывать заготовку в любом месте. Им нужен больший поток воздуха, так как они сравнительно негерметичны, но их намного проще использовать.
Однако есть некоторые ограничения для универсальных настроек. Небольшие детали и компоновки с множеством разрезов могут не иметь достаточной площади поверхности для поддержания сильного вакуума, что делает универсальный вакуумный стол идеальным вариантом для большинства применений, но не для всех.
Поверхность стола: основание, камера статического давления и выпускной патрубок
Устройство вакуумного стола
Поверхность универсального вакуумного стола состоит из трех склеенных между собой слоев. Во-первых, это основная плита , которая прикручивается к раме вашего ЧПУ и прикрепляется к трубопроводу вакуумной системы. Далее идет пленум . Он содержит решетку каналов воздушного потока, которые распределяют вакуум по всему столу. Последний слой — это прокачиваемая доска , пористая спойлерная доска, которая позволяет воздуху проходить через нее.
Нанесение дополнительных слоев герметика на обрезанные кромки МДФ.
Герметизация МДФ шпателем для дерева
Плинтус и камера статического давления обычно изготавливаются из древесноволокнистой плиты средней плотности (МДФ), так как это дешево и доступно в большом количестве. (Вы также можете сделать их из пластика высокой плотности, такого как АБС или ПВХ.) Эти слои МДФ пористые, и их необходимо герметизировать, чтобы обеспечить сильный вакуум. Вы можете использовать любой готовый герметик для дерева, такой как полиуретан на водной или масляной основе, герметики на основе эпоксидной смолы или даже клей для дерева, разбавленный водой. На обрезанные кромки МДФ следует нанести дополнительные слои герметика, так как они подвержены протеканию больше, чем верхняя и нижняя поверхности.
Добавление плиты прокачки
Доска для прокачки другая. Она должна быть достаточно твердой, чтобы поддерживать вашу заготовку, но достаточно пористой, чтобы воздух мог проходить через нее относительно легко. Рекомендуемый материал — МДФ Ultralite; он на 40% легче и пористее, чем обычный МДФ, за счет меньшего количества эпоксидных связующих. Перед тем, как приклеить прокладочную пластину к камере статического давления, вам необходимо снять более плотные верхний и нижний слои, поскольку они могут ограничивать поток воздуха, уменьшая вакуум.





Этапы изготовления
Проектирование и выбор заготовки
Для того чтобы собрать вакуумный стол для станка с компьютерным управлением самостоятельно, в первую очередь необходимо разработать чертеж. Размеры для его создания можно взять из каталогов, а образцом выбрать любой из продуктов массового производства.
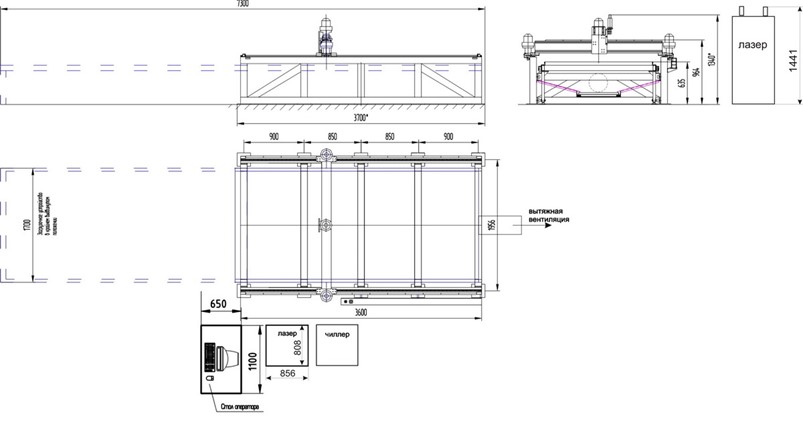
Чаще всего размеры сетки берутся с шагом 12,5 мм, шириной канавки 4 мм и толщиной от 32,5 до 48 мм. Ширина плиты от края до оси первой канавки составляет 6,25 мм, что соответствует ровно половине шага сетки. Горизонтальные размеры устанавливаются произвольно, на основании размеров заготовок, которые будут обрабатываться на станке.
В продаже, как правило, встречаются цельные плиты, состоящие из одного модуля, но при создании собственного вакуумного стола пользователи могут разработать системы с несколькими вакуумными зонами.
В качестве основы могут быть использованы:
- листы фанеры (толщиной от 1,6 до 2 см);
- листы ДСП (ламинированные);
- дюралевые или текстолитовые плиты типа Д16Т или Д16АТ толщиной от 8 до 1,2 мм.

Создание рабочей поверхности и короба
Рабочая поверхность стола должна быть предельно ровной, иначе обрабатываемые детали будут копировать неровности лежащей в основе плиты. После выравнивания на листе в шахматном порядке высверливаются отверстия. Тыльная сторона материала при этом предназначается для примыкания к насосу.
Надежность конструкции обеспечивается за счет установки перегородок. Они позволяют избежать деформации стола во время его эксплуатации.
Следующий шаг – нарезка канавок в соответствии со схемой, выбранной ранее. Оптимальная глубина нарезки на начальном этапе – не более 2,8 мм. После нарезки в канавки закладывается уплотняющий шнур.
Далее идет этап изготовления трассы. Для ее создания потребуется пластиковая труба с диаметром от 2,5 до 3,2 см. Если рабочая поверхность сплошная – плита делается из двух частей, после чего стык надежно герметизируется. Трасса в таком случае подается с торцевой стороны.
Для каждой из зон устанавливается собственный шаровой вентиль, который обеспечивает автономную работу отдельных секторов.
После того как сборка трассы завершена, наступает этап сверления отверстий. Чаще всего высверливаются:
- 1 отверстие на стыке канавок (для обеспечения вакуума);
- в центре квадратов для крепления к штатному столу;
- дополнительные отверстия для фиксации заготовок с торцов.

Коробка
При изготовлении коробки повышенное внимание уделяется определению ее высоты. Это обусловлено тем, что заготовка вакуумного стола предназначается для станков с ЧПУ
Из металлических или деревянных частей создается устойчивая конструкция, на которой будет крепиться рабочая поверхность. Над рабочей зоной при этом устанавливается нагревательный элемент.
При сборке крайне нежелательно использовать подвижные соединения или недолговечные материалы.
Нагревательный элемент
В качестве нагревательного элемента при самостоятельной сборке вакуумного стола лучше всего себя зарекомендовала нихромовая нить, но высокая стоимость не сделала ее популярной в массах. Именно поэтому при самостоятельной сборке пользователи чаще всего применяют галогеновые лампы.
В металлическом листе просверливаются три отверстия, в них крепятся нагревательные элементы и монтируется электрическая часть. Лампы при этом необходимо соединять параллельно друг другу. Соединение обеспечивается спайкой медных проводов. Конструкция световой панели также должна предусматривать возможность ее разбора.
Вакуумный насос
Наиболее важный конструктивный элемент, который обеспечивает создание разреженной среды и надежную фиксацию деталей. Предпочтение при выборе стоит отдавать специализированным генераторам вакуума с манометрами. Если специализированный насос не может быть установлен – возможно использование вакуумных вентиляторов, несмотря на их менее высокую мощность. Если конструкция стола слишком сложна – манометр и регулятор нагрева устанавливаются в управляющий блок.
Блок управления
Электронная составляющая вакуумного стола необходима для того, чтобы обеспечивать эффективную регулировку нагрева рабочей поверхности и наиболее стабильную фиксацию деталей. Для работы потребуется:
- микроконтроллер с дисплеем;
- реле для управляющих блоков;
- датчики температуры и давления.
В минимальной комплектации требуются 2 реле (для включения и выключения насоса, а также контроля над нагреванием панели) и по одному датчику.
Если планируется создание автономно работающих секций – потребуется большее количество реле и более производительный контроллер.





