

Способы изготовления своими руками
Конструкция из фанеры
Независимо от конструкции основное предназначение приспособлений – жесткий зажим заготовок для их последующего сваривания либо наплавления поверхности. Угловые фиксаторы, изготовленные из фанеры, позволяют соединять как металлические детали, так и заготовки из дерева.
- пара брусков из твердых сортов древесины толщиной 25 мм;
- лист фанеры толщиной не менее 12 мм;
- крепежные элементы: шпильки, саморезы;
- ножовка либо лобзик;
- дрель.
Из фанерного листа вырезается квадрат размером сторон 250 или 300 мм, к которому под прямым углом прикрепляются бруски.
Сначала бруски следует приклеить, дождаться схватывания клея и прозенковать дрелью. В полученные отверстия вкручиваются саморезы или иные крепежные детали. От центра колодок необходимо провести перпендикулярные линии, вдоль которых будут перемещаться винтовые шпильки.
Также требуется подготовить подвижные бруски, которые соединяются со шпилькой. При вкручивании ее деталь будет придвигаться к угловой колодке.
При изготовлении угловой струбцины из массивного материала, например ДСП, для брусков следует подобрать материал большей толщины.
Конструкция из металла
Для изготовления основания потребуется листовой материал толщиной 8–10 мм. Для закрепления можно применить уголок соответствующего размера. Соединение элементов удобно выполнять электросваркой.
- Для винтового зажимного механизма между собой свариваются две гайки. Кронштейн с находящимся в центральной части резьбовым отверстием изготавливается высотой 30–40 мм. Для крепления рекомендуется использовать болтовое соединение, которое можно легко заменить при срыве резьбы.
- Особого внимания требует взаимное размещение прижимных губок. Необходимо идеально выставить прямой угол, так как при выполнении сварочных работ добиться их приемлемого качества будет невозможно. Сначала к зажиму приваривается один уголок, на него накладывается другой. Полученная конструкция плотно сжимается и приваривается на скобу.
- К боковым плоскостям фиксатора крепятся направляющие, обеспечивающие перемещение основания. По линии биссектрисы прижимного приспособления прорезается паз размером 8–10 мм.
- В верхнее основание струбцины закручивается болт. Резьба его не должна доходить до головки, что обеспечит свободное передвижение оснований относительно друг друга.
Делаем струбцину своими руками
Большинство моделей имеют стандартный угол крепления в 90 градусов, но выпускаются также устройства с возможностью изменения угла. Стоимость их на рынке на порядок выше, поэтому иногда есть смысл сделать конструкцию своими руками.
Струбцина углового типа довольно проста по своей конструкции и для многих будет несложно собрать её даже в домашних условиях.
Оптимальным материалом при изготовлении самодельной струбцины считается железо.
Для самостоятельного изготовления струбцины необходимо сделать следующее:
- Создать основание конструкции – для формирования основания устройства желательно использовать листовой металл с толщиной от 8 мм до 10 мм. Фиксирующим элементом послужит уголок нужного размера. Крепление деталей лучше делать с помощью электросварки, поскольку резьбовое крепление будет менее надёжным.
- Установить зажим – чтобы сделать винтовой зажим рекомендуется использовать 2 или 3 гайки, которые свариваются между собой. При этом лучше изготовить кронштейн с центральным резьбовым отверстием толщиной от 30 мм до 40 мм. Крепиться он с помощью болтов, чтобы в случаях срыва резьбы его можно было бы поменять.

Сформировать угол – особое внимание в струбцине углового типа необходимо уделить расположению зажимочных скоб. При сваривании уголки должны идеально подходить один к другому. В этих целях один из уголков приваривается к зажиму, на который потом накладывается второй уголок, прижимается и приваривается к скобе
Проверить движение основания – по боковым поверхностям конструкции необходимо установить направляющие, которые позволят перемещать внутреннее основание струбцины. Для этого вырезается паз с шириной от 8 мм до 10 мм по биссектрисе углового устройства. Просверлить отверстия – с помощью сверла в верхнем основании струбцины, в которое устанавливается болт, закручивающийся гайкой с шайбой. Перемещение оснований по отношению друг к другу должно быть свободным, поэтому лучше, чтобы резьба на болте не доходила до головки. Головка может также крепиться на основании с помощью кронштейна
В этих целях один из уголков приваривается к зажиму, на который потом накладывается второй уголок, прижимается и приваривается к скобе. Проверить движение основания – по боковым поверхностям конструкции необходимо установить направляющие, которые позволят перемещать внутреннее основание струбцины. Для этого вырезается паз с шириной от 8 мм до 10 мм по биссектрисе углового устройства. Просверлить отверстия – с помощью сверла в верхнем основании струбцины, в которое устанавливается болт, закручивающийся гайкой с шайбой. Перемещение оснований по отношению друг к другу должно быть свободным, поэтому лучше, чтобы резьба на болте не доходила до головки. Головка может также крепиться на основании с помощью кронштейна.

Во время эксплуатации такого стандартного варианта струбцины в виду ограничения положения устройства под прямым углом, рано или поздно может возникать вопрос об его узкой направленности в работе. Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией.
Учитывая, все вышесказанное следует помнить, что для получения профессионального сварочного соединения, необходим качественный инструмент, позволяющий упрощать работу и не допускать появление не состыковок и подгонов.
Лазерный построитель плоскостей. Красный луч поможет нам!
Сучкорезы. И лестницы не нужны!
Особенности конструкции

Слово «конструкция», пожалуй, звучит слишком громко в отношении угловых струбцин. Они банально просты, в работе послушны усилиям человека. Кажется, поломать их невозможно. Правда, может подвести материал, что пошел на изготовление.
Данное приспособление – это комбинация, объединяющая раму и подвижную часть. На последней находится место для зажимных винтов и зажимов.
Винты обеспечивают возможность регулировки, деталь будет фиксироваться с нужной силой. Зажимы снабжены зажимными губками. С помощью данного приспособления можно зафиксировать детали, размер которых не должен превышать 40 сантиметров.
Установочно-закрепляющие механизмы
 Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получают гарантировано правильное расположение деталей в одной плоскости. Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
При сваривании объемных изделий необходимо делать поворотные фиксаторы,. Это ускоряет монтаж и выемку изделия.
Вступление
При сварке угловыми струбцинами конфигурации фиксируют под нужным углом. Правда, самое простое приспособление, что используют в этих целях, угольник.
Однако угловая струбцина гораздо комфортней в работе. Ведь угольника хватает лишь на состыковку конструкций, их зафиксировать он не сможет.
Для угловой струбцины не столь важно, из какого материала и с каким сечением. Главное – варить можно под разными углами. Для работы не ограничиваются покупкой одного изделия
Для работы не ограничиваются покупкой одного изделия.
Не родился еще изобретатель, который запатентует универсальный зажим, подходящий для всех видов сварки да еще по сходной цене.
Приспособления, помогающие сварить детали под углом
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
Например, ГОСТ 23518-79 определяет, какими должны быть соединения деталей, сваренных в среде защитных газов, каким образом производить сварку под острым или тупым углом. В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
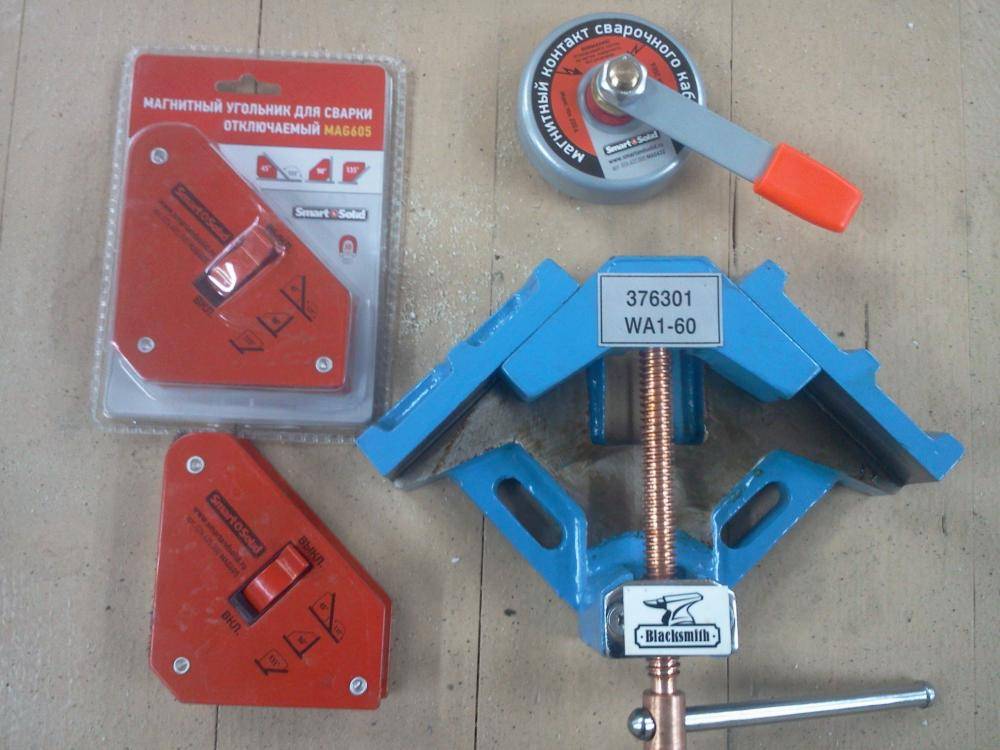
Применение магнитов
 При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
Наиболее простыми по конструкции и распространенными являются магнитные угольники. Достаточно приложить угольник к свариваемой детали одной плоскостью, и соответственно расположить вторую деталь, чтобы получить надежное закрепление под прямым углом.
Остается прихватить детали в нескольких местах. После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.









Как пример, можно рассмотреть устройство MagTab. Приспособление имеет две основные плоскости с магнитами. Угол между плоскостями меняется, поэтому приспособление можно закрепить на цилиндрической, ровной поверхности или в любом углу.
Предусмотрено еще две плоскости, к которым крепят детали. Плоскости расположены под прямым углом и имеют возможность смещаться относительно основания. Это дает возможность устанавливать свариваемое изделие в том положение, которое необходимо.
Если есть в наличие мощные постоянные магниты, особенно из неодима, то можно самостоятельно сделать подобные устройства. При использовании магнитных фиксаторов нужно учитывать, что они теряют свою силу под воздействием высокой температуры, поэтому нужно избегать их перегрева.
Самодельный фиксатор

Длина уголков может быть любой. Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Причем уголки (катеты) до вершины треугольника не доходят на несколько сантиметров. Это позволит в дальнейшем спокойно варить стержни или профильные трубы в месте стыка. Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.
Для того чтобы конструкцию не повело, сначала необходимо прихватить ее в четырех местах и только затем проваривать полностью. Полученное приспособление при закреплении его на столе прослужит не один год.
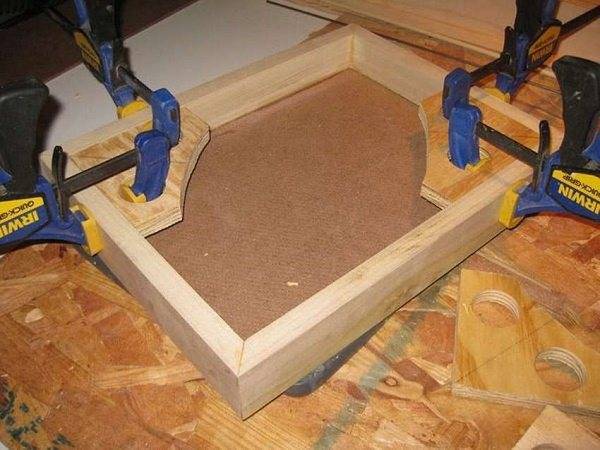
Простое приспособление для работы с бруском
 Узел временного закрепления струбцинами.
Узел временного закрепления струбцинами.
Для изготовления понадобится отрезок ДСП или фанеры с ровной поверхностью. Форма может быть прямоугольной или треугольной с одним прямым углом. По сторонам прямого угла на расстоянии 3 – 5 см от вершины нужно саморезами закрепить два бруска, располагающихся под углом 90°, от точности их установки будет зависеть качество сборки. Детали укладываются на поверхность и прижимаются к брускам обычными струбцинами. Для удобства выступающую вершину угла можно срезать, это обеспечит доступ к стыку с нижней стороны.
При желании конструкцию можно модернизировать. Для этого понадобится еще один отрезок фанеры или ДСП и два бруска. Из них нужно изготовить аналогичную конструкцию, которая будет прижимать детали. Бруски можно закрепить сверху листа или в торец, чтобы не было перепадов по высоте. Сжимать детали можно двумя обычными струбцинами.
Следующий шаг – устройство собственного винтового зажима. Для этого понадобиться длинная шпилька или болт, 3 гайки, скоба, ручка. Оптимальная форма оснований при установке зажима треугольная. Конец шпильки при полном сжатии без детали должен выступать за край основания.
Из прямого угла на нижнем основании нужно разметить биссектрису, линию, разделяющую прямой угол пополам. За 10-20 мм от точки пересечения с гипотенузой нужно закрепить скобой гайку с вкрученным в нее болтом. Скобу можно изготовить из тонкого металла, выгнув по форме гайки. На краях следует просверлить отверстия под шурупы.
Головка болта должна быть направлена на вершину прямого угла. На втором конце болта нужно двумя гайками закрепить ручку, которую можно изготовить из прямоугольной металлической пластины с отверстием в центре.
Струбцина своими руками готова к эксплуатации. Такую конструкцию можно использовать при изготовлении рам разного назначения из деревянных брусков, пластика, другого материала.
Главные виды сборочно-сварочных приспособлений
Для получения качественного шва детали изделия необходимо правильно расположить их в пространстве относительно друг друга. Чтобы сделать данное действие, применяются специальные приспособления различных видов для сборки и сварки.
Они разделяются на:
- сборочные;
- сварочные;
- сборочно-сварочные.
 Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Сварочные приспособления применяются для соединения заранее собранных изделий, зафиксированных в определенном положении. К ним также можно отнести зажим массы. Третий вариант позволяет совмещать перечисленные выше две операции.
Стоит отметить, что сборочные механизмы должны допускать свободное перемещение частей конструкции. В процессе работы они будут нагреваться, и их размеры могут меняться.
Если детали будут располагаться вплотную друг к другу без возможности перемещения, тогда могут произойти деформации, возникающие из-за термического воздействия.
При работе с крупными деталями, обладающими малой жесткостью, инструменты должны обеспечивать возможность соединения только кромок деталей, а не всей конструкции целиком.
Затем достаточно накинуть на изделие клеммы массы сварочного аппарата и можно приступать к работе. Иногда можно воспользоваться и массой самих деталей. Под своим весом они могут достаточно надежно расположиться в необходимой конфигурации.
Однако данный вариант не всегда применим, поэтому всегда лучше иметь под рукой клещи для сварки.
Изготовление металлической угловой струбцины
Металлические прижимные приспособления имеют хорошую фиксацию, высокую степень зажима и оптимальный эксплуатационный срок. Такие струбцины состоят из надежных крепких корпусов, подвижных механизмов и винтов, которые обеспечивают фиксирующую жесткость.

При помощи металлических струбцин можно:
- выполнять фиксацию элементов конструкций под любым углом;
- использовать для предварительного монтажа заготовок;
- осуществлять выравнивание деталей конструкций.
К тому же, угловые струбцины из металла часто используются при сварке. Подобный вид инструмента подразделяют на:
- Двухкоординатный.
- Трехкоординатный.
Посредством одного инструмента можно выполнять фиксацию сразу двух элементов металлоконструкций, для дальнейшего их сваривания. закрепить их сваркой.
Для изготовления своими руками угловой струбцины из металла необходимо обеспечить наличие таких комплектующих:
- стального листа, толщина которого 10 мм;
- гаек в количестве 3 штук;
- стального листа, на котором предусмотрена наружная резьба, соответствующая размерам гаек;
- шайб больших диаметров.
Процесс сборки струбцины:
Создаются основания конструкций. Чтобы выполнить формирование оснований на устройстве необходимо наличие листового металла, у которого толщина составляет от 8-10 мм. В качестве фиксирующего элемента можно использовать уголки нужных размеров. Для выполнения креплений стоит воспользоваться электросваркой, так как резьбовые крепления будут отличаться меньшей надежностью. Выполняется установка зажима – для создания винтового зажима можно воспользоваться двумя или тремя гайками, которые следует сварить друг с другом. К тому же оптимальнее всего выполнить изготовление кронштейна, на котором имеются резьбовые отверстия с толщинным размером 30-40 мм. Крепление осуществляется болтами, для того чтобы при срыве резьбы можно было осуществить его замену. Формируются углы
Важное значение, при сборке угловой струбцины, следует придать тому, как будут расположены зажимочные скобы. В процессе сварки каждый уголок должен идеальным образом соответствовать друг к другу. В связи с этим один уголок нужно приварить на зажим, после чего наложить второй, прижать и приварить к скобе
Осуществляется проверка движения оснований. На боковых поверхностях конструкций следует произвести установку направляющих, что должны будут позволить выполнять перемещение внутреннего основания струбцин. с этой целью нужно вырезать проем, ширина которого будет составлять 8-10 мм. Просверливание отверстий. При помощи сверл на верхних основаниях струбцин, куда устанавливаются болты, делаются отверстия. Основания касательно друг друга должны перемещаться максимально свободно, так что лучше предусмотреть, чтобы резьбы на болтах не доходили до головки, которая крепиться на основаниях посредством кронштейна
В связи с этим один уголок нужно приварить на зажим, после чего наложить второй, прижать и приварить к скобе. Осуществляется проверка движения оснований. На боковых поверхностях конструкций следует произвести установку направляющих, что должны будут позволить выполнять перемещение внутреннего основания струбцин. с этой целью нужно вырезать проем, ширина которого будет составлять 8-10 мм. Просверливание отверстий. При помощи сверл на верхних основаниях струбцин, куда устанавливаются болты, делаются отверстия. Основания касательно друг друга должны перемещаться максимально свободно, так что лучше предусмотреть, чтобы резьбы на болтах не доходили до головки, которая крепиться на основаниях посредством кронштейна.
После этого работу по сборке угловой металлической струбцины можно считать завершенной. Выполняя столярные, слесарные или сварочные работы таким инструментом можно выполнить надежную фиксацию конструкции. Приспособление позволяет заменить нескольких помощников и существенно ускорить рабочий процесс. Благодаря подвижным элементам можно соединять детали под необходимым углами и наклонами.
Рассмотрев основные способы изготовления угловых струбцин, теперь каждый мастер сможет сделать приспособление своими руками, так как это абсолютно не сложный процесс. Подбор вида конструкций должен осуществляться согласно необходимой степени будущей фиксации. Применение такого приспособления может быть полезно как для домашнего хозяйства, так и для профессиональных работ.
Разновидность струбцин: струбцины для сварки виды и назначение
Каждый вид струбцин отличается не только формой, но и конструктивными особенностями. В основном это габариты самой струбцины и её рабочая область.
Существует несколько видов струбцин: F-образные, G-образные, угловые и торцевые.
F-образные
Струбцины F-образной формы являются простыми по своему устройству. Это даёт возможность сварщику изготовить такую струбцину самостоятельно из подручных материалов.
Состоит F-образная струбцина из металлической станины с двумя губками, одна из которых неподвижная. С помощью вращения винта, движущаяся часть прижимает изделие к неподвижной.
Также существуют струбцина быстрозажимные для сварки деталей. Движением подвижной части осуществляется нажатием на специальный курок. Это очень удобно, когда есть необходимость быстро зафиксировать какое-либо изделие одной рукой. Единственный их недостаток – это их слабая надёжность. Поэтому струбцина сварочная быстрозажимная основном применяется для зажатия заготовок не подверженных сильной деформации при сварке.
G-образные
С виду такие зажимы напоминают букву G. Прижатие детали осуществляется подвижным винтом. G-образные струбцины для сварочных работ полностью изготавливаются из металла, и поэтому очень надёжны в эксплуатации.









Благодаря своей простоте, такого крепеж применяется при сварочных и сборочных работах. С их помощью можно надёжно прижать заготовку к столу. Единственный их минус – это малая рабочая область (до 200 мм).
Угловые
Данные струбцина применяют для сварки деталей под углом 90°. Состоит угловой зажим из двух частей. В неподвижную часть укладываются две детали и прижимаются подвижной частью с помощью винта.
Существуют струбцины для сварки под углом, у которых подвижная часть может регулироваться двумя винтами.
Торцевые
Применяются для прижатия различных элементов к торцу изделия. Внешне такой зажим напоминает F-образную струбцину. Но в отличие от них она имеет от 2-х до 3-х подвижных винтов.
Заключение
Для выполнения сборочно — сварочных работ, каждому сварщику пригодятся такие приспособления. Иметь в наличии струбцину для сварочных работ одного типа – неверно. В «арсенале» у каждого сборщика должны быть все типы струбцин и главное в большом количестве.
На рынке представлено большое количество разнообразных зажимов. В зависимости от качества растёт их цена. Если для пользователя не важен внешний вид, то такие приспособления можно сделать из подручных средств: кусков профильной трубы, пластин, болтов и гаек.
Выбор и применение
 Вот так выглядит это приспособление
Вот так выглядит это приспособление
Он зависит от того, какая сварка предстоит. Со струбциной, рассчитанной на ведение процесса под углом в 60 градусов, нечего делать там, где этот угол составляет градусов 90.
Не помешает вначале ознакомиться с предстоящей работой. Не получается? Тогда отправляйтесь на место сварки с комплектом струбцин, чтобы не опасаться неожиданностей в виде нехватки нужной для определенного угла.
Толщина зажимных губок – еще один существенный момент. Чем они толще, тем выше качество фиксации и меньше шансов для деформации шва. Не менее важен материал, из которого изготовлены винты. Лучшим считается медь. Хотя бы покрытие из меди.
Тогда винтам не страшны брызги, летящие от металла. У струбцин стоимостью меньше, винты, обычно, остаются без медной защиты. Частицы расплавленного металла, оседая на резьбу, легко выводят струбцину из строя.
Такая экономия аукается дополнительными расходами. Об этом желательно помнить домашнему умельцу при выборе данного приспособления.
При необходимости узнать применение тисков, если предстоит сваривать прямые трубы или прочие конфигурации, можно посмотреть видеоролик на эту тему. Достаточно вбить в поисковую строку браузера интересующий вас вопрос.
Вернемся еще раз к «экономному» уголку для сварки. Да, с его помощью можно разложить конфигурации под углом, который нужен.
Но тогда сварщику придется самому фиксировать свариваемые части, следить, чтобы не разъехались. При этом еще успевать варить. Угловая струбцина операцию интенсифицирует, избавив сварщика от дополнительной нагрузки.
Рачительность – дело хорошее, однако сварка – не совсем тот случай, где оная играет главную роль. Покупка набора доброкачественных, пусть и дороже, изделий оправдана. Прослужат дольше.
Угловые струбцины
Это серия узкоспециализированных струбцин. С их помощью можно точно стыковать фасонный прокат под прямым углом. Такие струбцины являются незаменимыми при изготовлении рам и каркасов. Угловая струбцина позволяет приваривать торцы труб, уголков, швеллеров и пр.

Различают мобильные и стационарные струбцины. Зажимы мобильного типа можно использовать по месту, то есть непосредственно на самой металлоконструкции. Стационарные же струбцины жестко крепятся к столешнице слесарного верстака или сборочного/сварочного стола. Стационарные зажимы позволяют стыковать прокат на одном месте, что позитивно отражается на точности изготавливаемых конструкций. Приспособления стационарного типа хорошо себя зарекомендовали при серийном и массовом производстве металлоконструкций.
Классические струбцины углового типа фиксируют заготовки при помощи зажимных губок. В более современных моделях фиксация проката реализована за счет магнитных сил. Достаточно просто разместить заготовки на направляющих, прокат сам «прилипнет» к струбцине. Магнитные зажимы отличаются простотой и надежностью конструкции.
Слабым местом магнитных угловых струбцин является возможность работать только с металлическими заготовками, которые проявляют магнитные свойства. Струбцины же с зажимными губками могут стыковать алюминий, легированную сталь, медь и всевозможные сплавы, которые не реагируют на магнит.
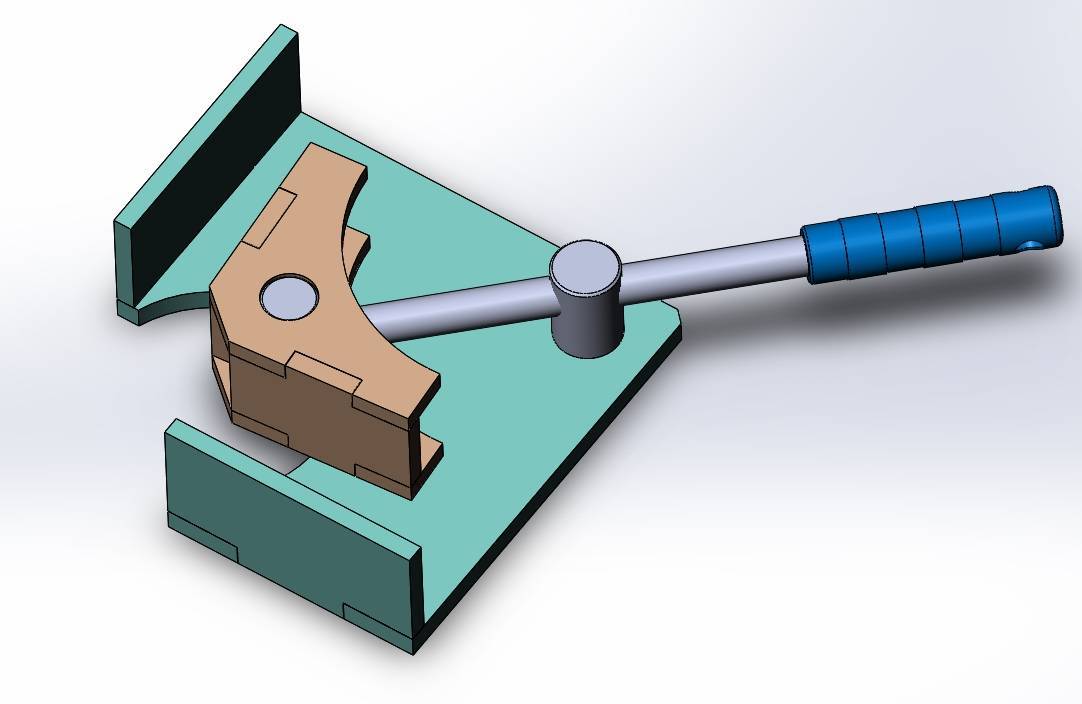
Пошаговый процесс изготовления угловой струбцины
После того как подготовили все необходимые материалы, можно приступать к изготовлению основных деталей конструкции, а потом — к сборке быстрозажимной струбцины.
Шаг 1. Основание самоделки
Из листового металла вырезаем заготовку прямоугольной формы. Закругляем углы, и сверлим по краям крепежные отверстия.

Шаг 2. Упоры для заготовок
Отрезаем два куска металлического уголка. Края заготовок обрезаем под углом. Отступаем от края основания 2 см, и привариваем упоры.

Шаг 3. Направляющая для штока
От профильной трубы отрезаем кусочек нужного размера. На основании чертим центральную линию.
Привариваем направляющую по центру основания, на противоположной стороне от прижимов.

Шаг 4. Прижим
Потребуется несколько основных деталей:
- металлический уголок;
- шайба;
- профильная труба.
Сначала отрезаем два куска металлического уголка. Края заготовок обрезаем под углом.

Затем отрезаем кусок профильной трубы, и привариваем к нему уголки. К торцу профтрубы приваривается шайба.


Шаг 5. Шток
В качестве штока выступает стальной кругляк (пруток). Отрезаем от него заготовку нужной длины.
Затем надо будет отрезать кольцо от круглой стальной трубы.
Привариваем его к одному из концов штока. Зачищаем сварные швы лепестковым кругом. Или можно просто обработать их напильником по металлу.

Обратите внимание: диаметр стального кругляка надо подбирать таким образом, чтобы шток свободно входил в направляющую и кусок профтрубы, приваренный к прижиму

Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.







Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.

Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Конструкция струбцины на 90 градусов для сварки
Угловая струбцина представляет собой универсальный инструмент, фиксирующий обрабатываемые заготовки под определенным углом во время сварки. В результате сварочный процесс становится намного более удобным. Любой сварщик сегодня уже не сможет обойтись без данного приспособления, поскольку иначе производительность и комфорт в работе будут крайне низкими.
Эти инструменты для сварки существуют в нескольких размерах и формах. Наиболее удобными в работе считаются быстрозажимные приспособления. Если планируются постоянные сварочные работы, желательно иметь набор инструментов различной конфигурации.
Производители этих изделий зачастую выпускают несколько модификаций, предназначенных для сварки металлических труб под фиксированным углом в диапазоне 30–90 градусов. Соответственно, вид приспособления будет зависеть от ширины соединяемых заготовок, их количества и угла соединения.
Угловая струбцина имеет свои особенности:
- Прижимные губки инструмента достаточно толстые, чтобы сварочный шов в процессе работы не выгибался. Таким образом, повышается жесткость соединения.
- Прижимные винты изготавливаются из меди либо омедненного металла. Медь и ее соединения способны отталкивать расплавленные металлические частицы, которые разбрызгиваются и оседают на поверхностях в процессе сварки. Так обеспечивается защита резьбовых частей от спайки жидким металлом и от последующего выхода из строя всего механизма.
- Рабочая зона увеличена в местах, где выполняется соединение заготовок электродами под углом в несколько градусов.
Основными составляющими частями зажимного инструмента являются рама и подвижный элемент. Последний, как правило, оснащен дополнительными зажимами (винт, рычаг), регулирующими давление на деталь при сжатии. Подвижная часть контролирует расстояние между прижимными губками и обрабатывающим инструментом.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Оснастка обладает максимальной подвижностью, благодаря чему возможна обработка деталей самых разных размеров и сечений. Использование же нескольких таких инструментов даст возможность располагать соединяемые изделия любым образом, обеспечивая наиболее комфортные условия для быстрой сварки.
Большая часть зажимных элементов предназначена для сварочного соединения элементов с максимальным диаметром 390 мм. Струбцина для сварки под 90 градусов снабжена Т-образной ручкой, позволяющей эффективно оказывать зажимное давление на обрабатываемые заготовки. Используемые в механизме скобы из чугуна при этом могут выдержать очень высокую температуру.
При выборе угловой струбцины для сварки обязательно учитывается тип работы. Например, для закрепления деталей небольшой толщины, как правило, используется G-образная оснастка. В случае монтажа более толстых заготовок следует выбирать инструмент формы «F» с регулируемым зажимом. Оснастку можно использовать в любых производственных помещениях или гаражах при наличии верстака с ровной столешницей.
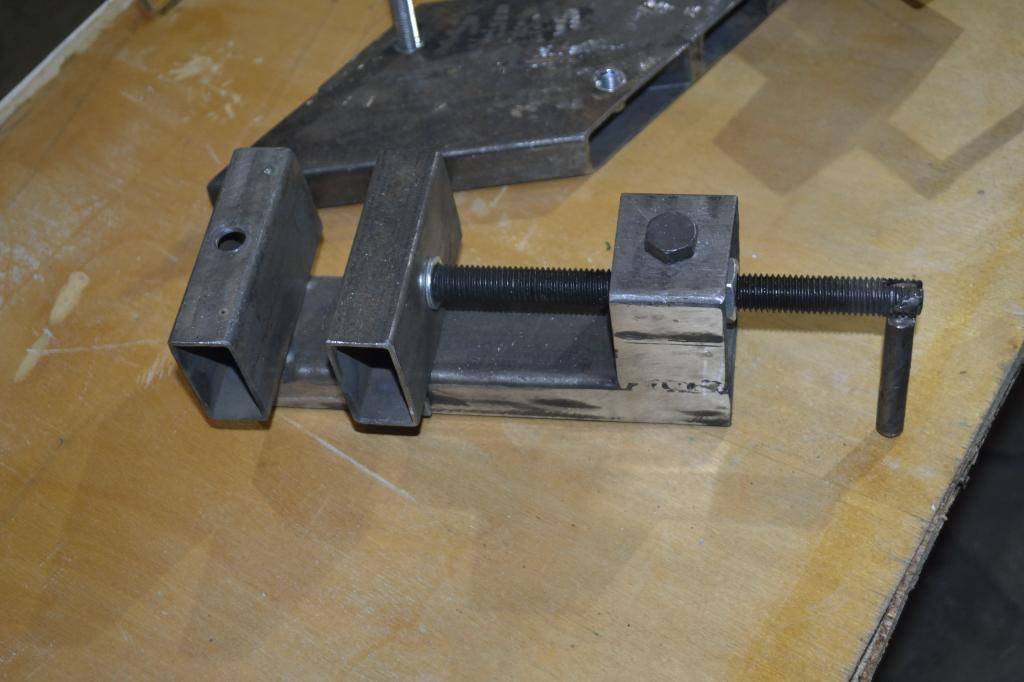
F-образный вариант своими руками
Для изготовления такой струбцины подойдут любые обрезки профильного металла. Также понадобится гайка, винт и несколько крепежных болтов. Весь процесс условно подразделяется на два этапа.
- На первом этапе предстоит сделать основание. Особых требований к профилю нет, но в качестве примера можно рассмотреть основание из трубы 25х60 мм. Нужно сделать три заготовки длиной 100, 200 и 300 мм. Если решено сделать струбцину с неподвижными губками, то заготовки собирают в виде буквы «F» и к торцу средней части приваривают гайку. После изготовления винта с прижимом струбцина будет готова.
- Чтобы сделать струбцину с подвижной губкой, необходимо обеспечить свободное перемещение средней части по основанию. Пользуясь болгаркой и сварочным аппаратом, любым доступным способом делают оправку для средней части, которая свободно надевалась на длинную часть основы.
Прижим изготавливается из части винта с пластиной на торце. Для удобного пользования предстоит смастерить рукоять. Описан самый тривиальный способ изготовления струбцины с регулируемым зевом, однако подвижная губка не фиксируется. Дело в том, что при вращении винта происходит такое перераспределение сил, при котором средняя часть (подвижная губка) становится с небольшим перекосом на основании, что не дает ей двигаться. Подобная струбцина считается самофиксирующейся.
Источник





