

Нюансы гибки труб из цветных металлов
Одно из отличительных свойств цветных металлов – большая пластичность. Однако для выполнения гибки ее может быть недостаточно. Прилагаемые усилия сжатий и растяжений часто бывают причиной смятий и даже разрывов заготовки
Чтобы этого избежать, важно четко следовать технологической инструкции
Гибка труб из меди и латуни.
При работе с заготовками из меди и латуни используют как холодный, так и горячий способы гибки труб. И в том, и в другом случае в полость объекта помещается наполнитель: для холодного метода – расплавленная канифоль, для горячего – песок. Технологически процесс ничем не отличается от работы со стальными трубами.
Прежде чем приступить к гибке медных или латунных заготовок, их нужно обжечь, а затем остудить. Термическое воздействие на оба материала одинаковое: +600…+700 °С. А вот способы их охлаждения разные: медь для этого окунают в воду, а латунь оставляют на воздухе.
Когда труба приобретает нужную форму, канифоль из нее выплавляют. Чтобы не нарушить целостность изделия, процесс извлечения начинают с краев. Трубогиб может быть как простым инструментом, так и сложным технологичным станком.
Устройства с ручным приводом работают за счет приложения немалой физической силы мастера, а гидравлические агрегаты требуют минимального ее количества. Станки того и другого типа имеют сменные насадки, позволяющие работать с заготовками разных диаметров.

Хотя трубы из меди и латуни гнуть легче, чем стальные, сложности процесса, связанные с законами физики, остаются те же – в точке сгиба наружная стенка заготовки растягивается и истончается.
В то же время, внутренняя стенка сжимается и становится толще. Такие деформации могут привести к изменению формы полости трубы с круглой на овальную, снизить ее проходимость
Поэтому прежде чем приступить к любому из способов гибки труб, важно принять меры по предотвращению негативных явлений
Гибка труб из алюминия.
Способы работы с алюминиевыми трубами такие же, как с медными или латунными:
- с использованием роликов;
- прокатка;
- откатывание;
- давление.
Прежде чем выбрать способ гибки труб из алюминия, важно ознакомиться с существующими вариантами. Первый подходит для работы с тонкими заготовками, диаметр сечения которых не превышает 10 см
С его помощью можно получить пологий изгиб без высокой градусной точности. Минимальный радиус сгибания установлен строго и составляет 5-6 диаметров трубы.
Степень изгиба зависит от положения отклоняющегося ролика. Этот метод, как правило, встречается при работе с декоративными элементами интерьера. При помощи второго способа выполняют манипуляции с трубами большого сечения. Для этого часто применяют 3-роликовое гибочное устройство. Заготовку располагают между приводными роликами. Радиус гибки настраивается путем изменения их положения.
В этом способе гибки труб получить точный угол еще сложнее, чем в первом. Зато заготовку можно пропускать через роликовую систему до тех пор, пока нужная конфигурация не будет достигнута.
При откатке в полость трубы не помещают наполнитель, поэтому такой метод применим лишь в случаях, когда нужен небольшой изгиб. Работая этим способом, не получится выполнить точные требования по степени овальности сечения на участке воздействия.
Конструктивное исполнение трубогибов
Инструменты с гидравлической силовой тягой по их конструктивному исполнению бывают горизонтальные и вертикальные. Первые конструкции отличаются размещением гидроцилиндра в горизонтальной плоскости. Соответственно, направление силового действия также осуществляется в горизонтальной плоскости. Для вторых конструкций отличительная черта – вертикальное расположение гидроцилиндра и вертикальное силовое направление.
Если в данном случае судить о преимуществах и недостатках с учётом выбора инструмента, за основу следует брать:
- условия обработки труб;
- габаритные размеры труб;
- площадь рабочего помещения;
- удобства работы с точки зрения пользователя.
А сейчас более подробно о характеристиках.
Опубликовано 02.06.2020 Обновлено 13.06.2020 Пользователем admin
Делаем арбалетный трубогиб
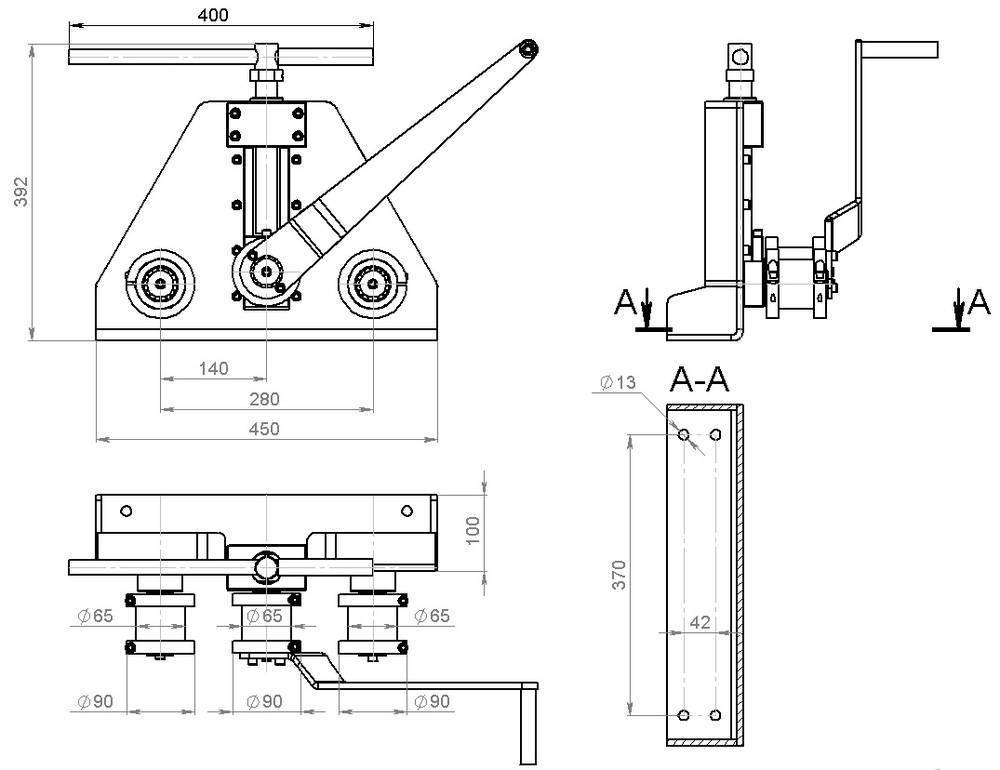
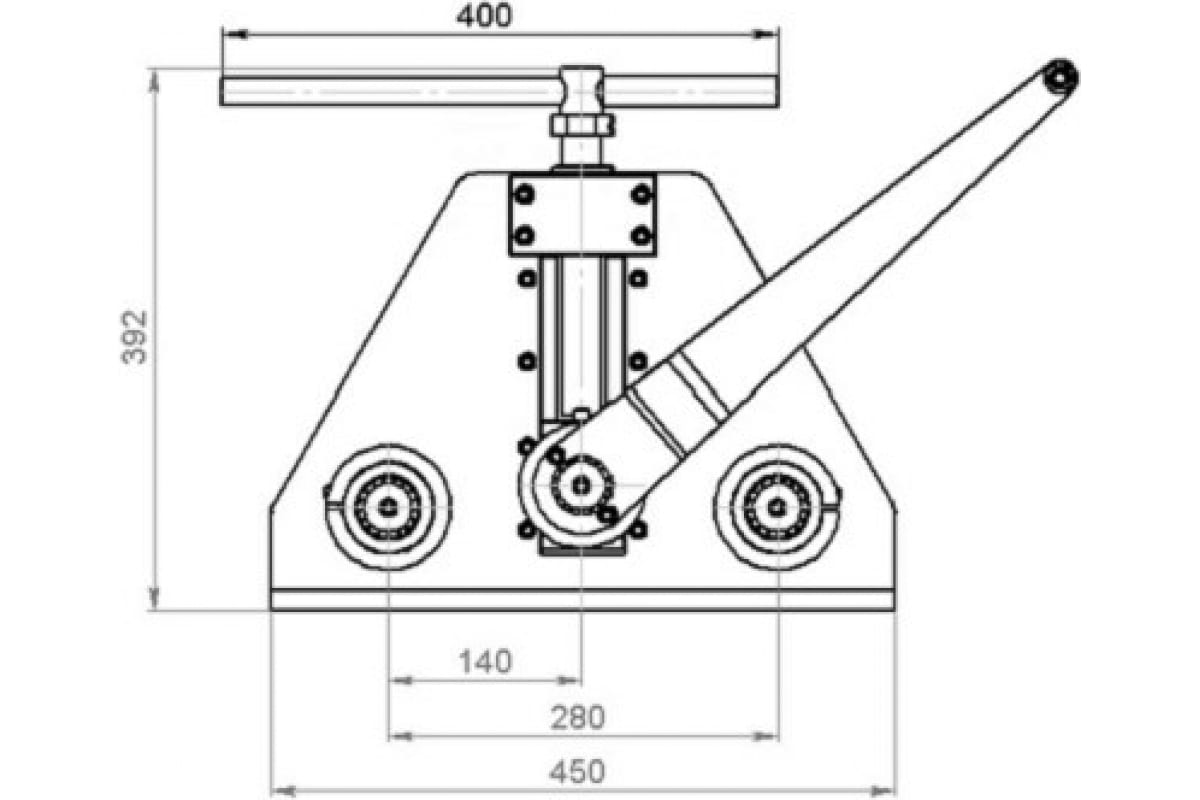
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.
Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Как сделать трубогибочный станок своими руками?
Перед тем как приступить к выполнению ручного трубогибочного станка, необходимо проработать схему его сборки. Трубогибочный станок выполняется поэтапно, а при его сборке нужно быть очень внимательным. В первую очередь составляется схема для его основания. Каркас станка желательно выполнять из профильных труб, которые имеют прямоугольную форму сечения. А также не стоит забывать про усиление стенок, так как это необходимо для надёжного использования станка.

Из подручных средств и простых деталей можно собрать самодельный трубогиб, который будет справляться с бытовыми задачами
Рукоять и зажим для трубного профиля — это шпилька, на которую с двух сторон закрепляются следующие элементы:
- с одной стороны фиксируется контргайка с гайкой типа «барашек»;
- с другой стороны устанавливается фиксатор, который имеет вид буквы «Т».
После того как основание будет изготовлено, можно заняться выполнением ручки фиксатора. Для этого понадобятся следующие материалы:
- две металлические пластины;
- перемычки.
Рассмотрим поэтапно процесс изготовления такого станка своими руками (начиная с ручки фиксатора):
- Пластины для ручки необходимо подбирать толщиной примерно 4–5 мм. Это связано с тем, что ручка устанавливается на тело оси каркаса, поэтому стоит внимательно отнестись к выбору металлических пластинок. А также стоит отметить, что необходимо разместить эти пластины на оси с запасом примерно в 5 мм.
- Шкив рукоятки можно отрегулировать, чтобы упростить процесс сборки трубогибочного станка.
Обратите внимание! Отдельные элементы, а также их расположение желательно проконтролировать посредством измерительных приспособлений
- На третьем этапе нужно выполнить отверстие. Сама ось не нуждается в закреплении посредством сварки — фиксация выполняется шплинтами.
- После того как ручка на станок трубогиб будет закончена, необходимо установить на неё шкив, который необходим для придания движения приводному ремню.
- Далее, необходимо зафиксировать основание собранного аппарата. Для этого, как правило, применяются тиски.
- Затем на ось остова надевается одна пластинка рукоятки трубогиба.
- Надевается вторая пластина.
- На этом этапе устанавливается основной шкив. В тело гайки (широкой) на остове необходимо ввинтить шпильку крепёжного элемента. Рабочий шкив фиксируется на ось основы посредством затяжных ремней.
Таким образом и производится сборка трубогибочного станка своими руками. Станок трубогиб — полезное устройство, с помощью которого можно выполнить гибку трубы в домашних условиях. В случае необходимости можно приобрести нестационарное оборудование, которое стоит гораздо меньше. Но если вам необходим трубогиб не на один раз, то тогда желательно внимательно изучить схему его сборки и изготовить его собственноручно.







Основные технологии гибки труб
Гибку труб можно выполнить разными способами. Выбор того или иного метода зависит от таких факторов, как:
- диаметр трубы;
- качественные показатели прочности трубы после гибки и ее долговечность;
- материал заготовки;
- предельно допустимая деформация объекта;
- профиль;
- радиус сгиба;
- толщина стенок;
- требуемая точность гибки.
Горячая гибка труб. Этот способ гибки труб применяют в тех ситуациях, когда использование трубогибочных агрегатов, работающих с холодным материалом, невозможно. Горячий метод достаточно трудоемок. Он предполагает предварительный разогрев трубы и использование наполнителей. В качестве последнего часто выступает очищенный речной песок
Важно, чтобы в нем отсутствовали органические объекты и слишком мелкие частицы (при повышении температуры они могут спекаться и пригорать к поверхности), а также влага (из-за нагревания заготовки она может превратиться в пар и критически повысить давление в трубе).
Во время сгибания труба подвергается воздействию температуры примерно в +900 °С. Длина рабочего участка зависит от сечения и радиуса гибки
При этом необходимо исключить пережоги или повторное нагревание – это снижает качество изделия. Когда все манипуляции выполнены и труба приобретает нужную конфигурацию, из нее извлекаются заглушки, убирается песок и промывается ее внутренняя поверхность.
Холодная гибка труб. Этот способ гибки труб имеет ряд преимуществ по сравнению с предыдущим: он более технологичен, процесс занимает меньше времени, а такая производительность способствует снижению затрат на выполнение работ. Холодным методом сгибают заготовки из пластичных цветных металлов. Например, медь и алюминий имеют высокий показатель ковкости, поэтому трубы из этого материала легко поддаются деформированию и без предварительного нагрева.
Если быть откровенным, то сгибание снижает качественные показатели труб и вызывает их некоторые дефекты. Чаще всего встречаются:
- истончение внешней по отношению к изгибу стенки;
- образование гофровых неровностей на внутренней по отношению к изгибу стенке;
- изменение формы полости трубы (проход может стать не круглым, а овальным).
Тонкостенные изделия из мягких металлов особенно подвержены деформациям, поэтому способы гибки труб с такой особенностью предполагают обязательное использование механического стабилизатора – дорна.
Дорн – это специальный элемент оснастки, который размещают в рабочем участке полости трубы на время гибки для того, чтобы не произошло производственной деформации ее стенок. Конструкция дорна может быть жесткой или гибкой.
Жесткий дорн – это стержень, выполненный из твердого материала. С одного края рабочей стороны имеет закругленную форму. Устанавливается в полость трубы в точку изгиба. Гибкий дорн также выполнен из твердого металла, но на краю имеет один или несколько гнущихся сегментов в форме сфер или полусфер специальной конфигурации.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Находясь во время работы внутри трубы, он обеспечивает сохранность формы ее стенок. Когда гибка завершена, дорн подлежит извлечению. В процессе выталкивания шарики дополнительно выравнивают внутреннюю поверхность изделия. Применение гибкого дорна несколько сложнее –требуется устройство по его автоматическому управлению, встроенное в трубогибочный аппарат.
Установки, работающие с использованием дорна, бывают только стационарного типа. Способ гибки труб при этом может быть автоматическим или полуавтоматическим. Наиболее производительные и дорогостоящие агрегаты оснащены системой ЧПУ, которая отслеживает и контролирует все технические моменты рабочего процесса.

Как согнуть профильную трубу
Труба, имеющая вид, отличный от круглого сечения, называется профильной. Она может быть квадратной, прямоугольной, овальной или шестиугольной формы.

Несмотря на кажущуюся легкость работы, гибка профильной трубы может повлечь некоторые проблемы:
- внутренняя сторона может превратиться в гофрированную;
- произойдет разрыв наружной стенки;
- заготовка при изгибе потеряет соосность элементов.
В настоящий момент используются два способа изменения конфигурации профильной заготовки — горячий и холодный. В первом случае процесс изгиба производится только на разогретой трубе. Такое технологическое решение значительно увеличивает пластичность материала и облегчает его загибание. Второй способ применяется на изделии без предварительного воздействия нагревательным элементом.
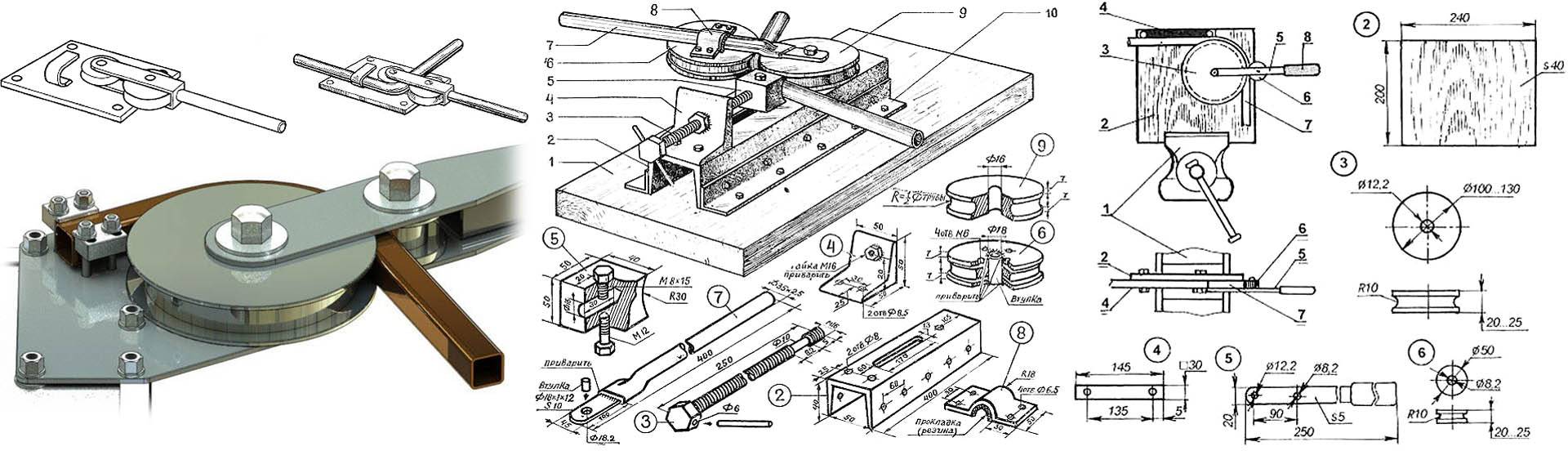
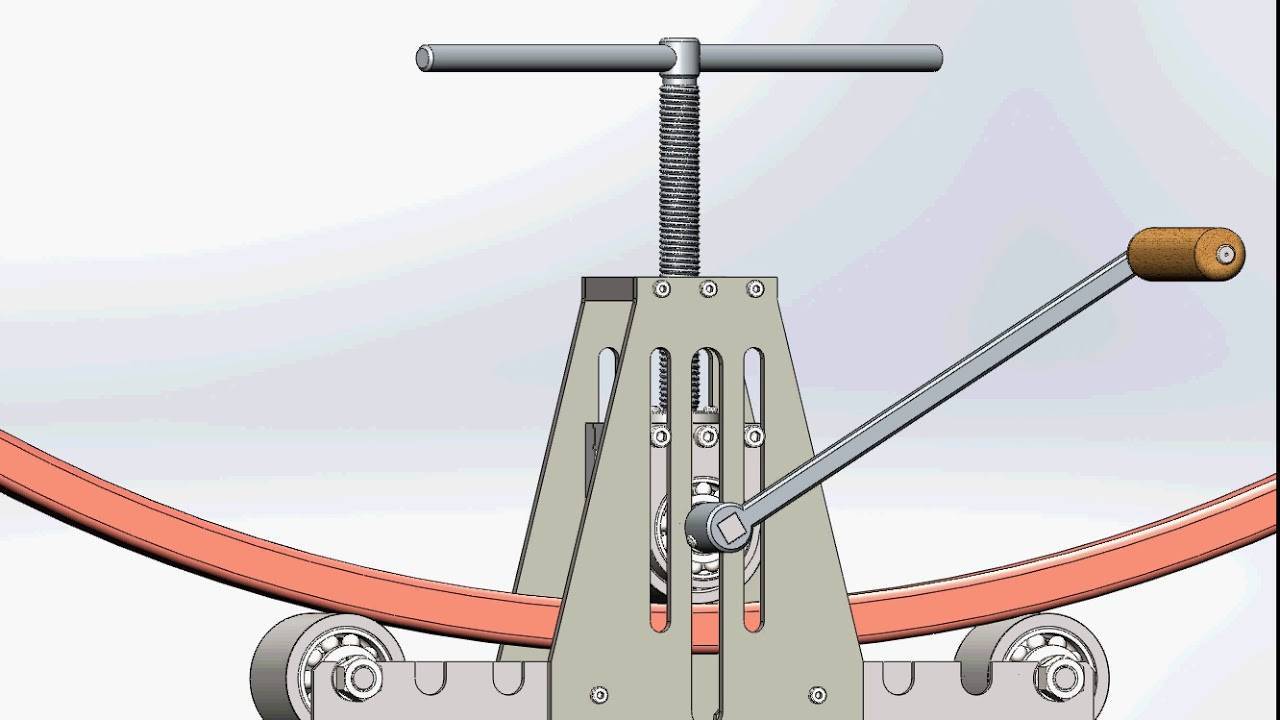
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.
Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.
Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.
Лебедка поможет расширить функциональность простейшего ручного трубогиба
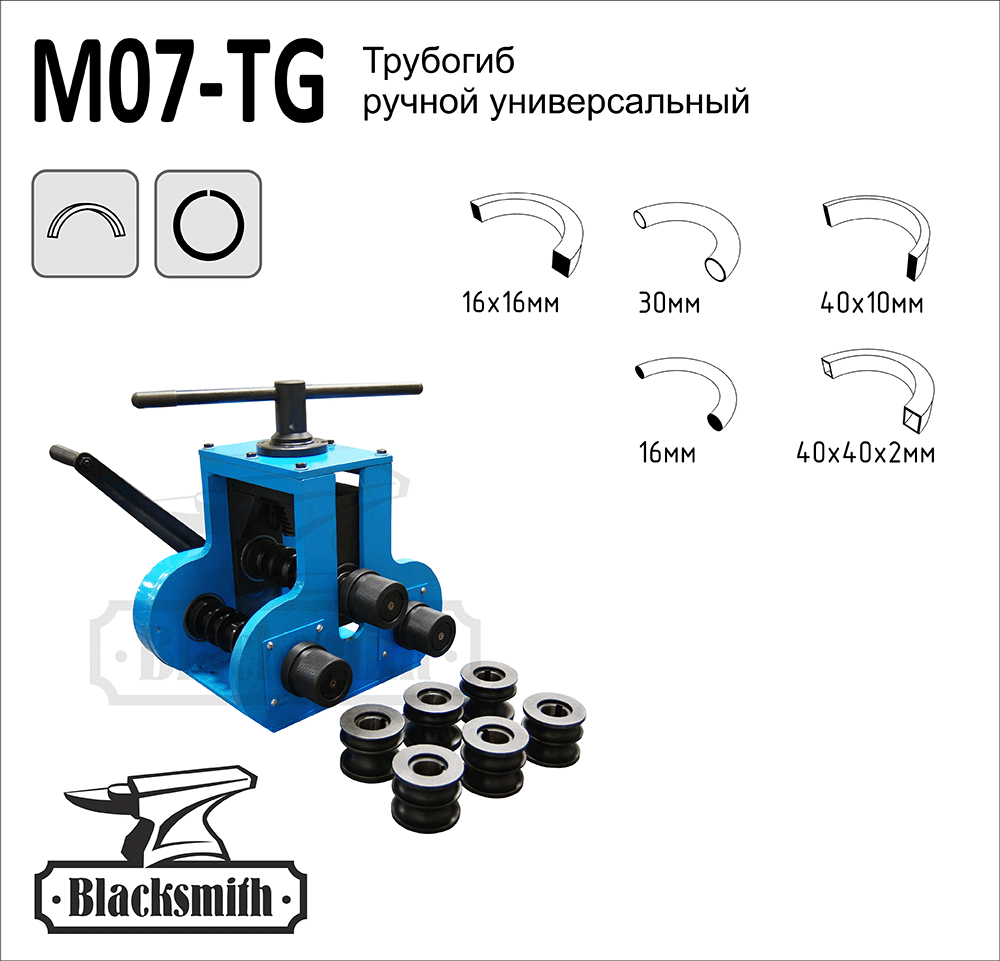
Ручной трубогиб.
Используется для обработки тонких заготовок. С их помощью деформируются трубы из нержавеющей стали, титана, меди, алюминия и латуни. Сжатие таким инструментом осуществляется путем оказания физической силы оператора. Такой станок является мобильным и может переноситься на место проведения сборки. Чтобы снизить нагрузку на руки человека, который пользуется трубогибом, его механизм оснащается длинными рычагами.
Ручные трубогибы являются самыми дешевыми и легкими. Они маневренные, поэтому используются сантехниками, газовщиками и мастерами занимающимися прокладкой труб теплоснабжения. С помощью станка можно провести деформацию заготовки по месту, без необходимости переноски крупногабаритной трубы в мастерскую. Весьма распространенной является винтовая конструкция трубогибов. При ее вкручивании вытягивается шток, который и деформирует заготовку. Для облегчения работы можно прогревать тело трубы в месте перегиба газовым резаком.
Ручной трубогиб Stalex TR-40
Как выбрать
Необходимо обращать внимание на несколько факторов во время выбора трубогиба, а именно:
Эти величины особенно актуальны, когда применяется ручной и гидравлический привод. Профессиональные устройства большие и требуют специального фундамента, к которому монтируется основание.










Угловые, которые позволяют согнуть трубу на определенном участке, а также трехвалковые для изменения радиуса изгиба на всей протяженности изделия.
Приходилось ли Вам работать с электрическим трубогибом?
Было дело!Не довелось
Наиболее простым считается ручной привод. Они используются операторами лично. При этом нужно прикладывать немалые физические усилия. Гидравлический привод позволяет уменьшить прикладываемое давление. Электрический привод применяется в производственных цехах, так как подобные устройства стоят недешево. Но они обеспечивают максимально точный результат с минимальными трудозатратами.
Можно встретить универсальные агрегаты и те, которые используются в узких областях. Специализированные лучше подходят для выполнения определенной задачи, поэтому производственные предприятия стараются выбирать их. Для домашнего использования подойдут универсальные модели.
Стоит подробнее рассмотреть лучшие электрические трубогибы, которые применяются в производственных цехах. Они обладают отличной производительностью и позволяют добиться нужного диаметра изделия на заданном участке.
Меры безопасности при эксплуатации трубогиба
Обратите внимание на то, что когда трубогибочная машина движется, корпус не может входить в зону поворота вращающегося рычага.
Во время работы трубогиба весь персонал не должен входить в пространство вращающегося рычага и трубопроводной арматуры.
В гидравлической системе трубогиба используется обычное гидравлическое масло YA-N32 (оригинальный номер 20). Обычно масло меняют один раз в год, одновременно с этим необходимо очищать фильтр.
При регулировке трубогиба (или матрицы) регулировка должна производиться регулятором
Один человек настраивает машину запрещается, а другой работает на шкафу управления .
При регулировке трубогиба или езде на порожнем автомобиле снимайте оправку.
Давление гидравлической системы не должно превышать 14 МПа.
При регулировке скорости цилиндра вручную вращающийся рычаг должен быть повернут более чем на 900 °. Скорость регулировки синхронна с линейной скоростью кромки поворотного колена. Запрещается толкать скорость больше, чем край вращающейся формы в ручном состоянии.
Через некоторое время обычная машина должна проверить натяжение цепи и поддерживать ее эластичность и устойчивость.
Автоматическая работа в режиме изгиба сердечника, возврат к прежнему изогнутому рычагу, оператор должен убедиться, что головка сердечника находится в трубе, или убедиться, что вал сердечника не блокируется при изгибе рычага назад, в противном случае головка сердечника или стержень сердечника могут быть изогнуты или сломан.
После работы отключите электропитание, хорошенько поработайте по чистке и смазке.
Гидравлические.
Гидравлический трубогиб является более эффективным. Он рассчитан на толстые трубы диаметром от 3 дюймов. Такой инструмент может быть мобильным или стационарным. Его стоимость выше, чем у ручных трубогибов. Это мощная установка, которая оснащается гидравлическим механизмом. Его наличие исключает нагрузку на руки оператора. Хотя данное оборудование и очень мощное, оно имеет сравнительно небольшой вес. Станки данного типа могут обрабатывать большие диаметры труб. Стандартная масса станков используемых для деформации тонких труб, применяемых для прокладки коммуникаций в домах, составляет около 50 кг. Трубогибы, которые используются для труб на 4 дюйма и больше, весят от 500 кг. Они массивные и занимают много пространства в мастерской. Их нельзя устанавливать под стеной, чтобы иметь место для зажатия длинномерных заготовок.
По принципу действия гидравлические трубогибы подобны автомобильным домкратам. Преимущества применения трубогибов этого типа заключается в том, что они обеспечивают плавную деформацию.
Трубогиб гидравлический STALEX MHPB-1А
Что такое трубогиб? разновидности трубогибов и преимущетва их использования.
Трубогиб – специализированное оборудование, использующееся для сгибания заготовки трубы под определенным радиусом. Отличительной особенностью данного оборудования является то, что процесс сгибания выполняется без деформации стенок, появления складок или изменения внутреннего сечения. В некоторых случаях трубогибочные машины применяют для вальцевания металлопроката: профилей, прутьев, уголков и т.д. Сфера применения трубогибов широка: производство металлоконструкций, прокладка газовых, нефтяных, водопроводных коммуникаций, отопительных магистралей, в строительстве, пищевых производствах и т.д.
Применение трубогибов позволяет:
- Рационально использовать пространство, отведенное под магистраль
- Сократить трудозатраты на ремонт или замену трубопровода
- Свести к минимуму количество отводов, что в свою очередь, сделает систему более герметичной
- Уменьшить производственные расходы на дополнительные сварочные работы, приобретение материалов
- Сократить время на ремонтно-монтажные работы
- Монтировать трубопровод из труб, выполненных из различных материалов.
Виды трубогибов:
- Ручной инструмент
- Трубогиб с электроприводом
- Станок с гидравлическим приводом
- Пневматические трубогибочные машины.
Трубогиб с гидравлическим приводом
Гидравлические трубогибочные машины – агрегаты, работающие от сети. От механических трубогибов их отличает высокая производительность и скорость обработки деталей. Принцип работы машин заключается в том, что электромотор устройства приводит в действие гидравлический насос, который в свою очередь, запускает в работу гибочный ролик. Также, гидропривод задействует функцию выдвижения и изъятия дорна, выполняет зажим детали, смазку дорна, включает в работу скользящий башмак.
Станок для двусторонней гибки Витязь SW 50-А / 38-А
Посмотреть
Трубогибочный станок C.B.C. UNI 70 C-OS (диаметр труб до 50мм)
Посмотреть
Главным преимуществом машины с гидроприводом является высокая производительность и способность обрабатывать толстостенный трубопровод. Данные агрегаты относятся к разряду профессионального оборудования. Их задействуют на сложных магистралях, в строительстве, для ремонта городских коммуникаций и т.д.
Рис. 2. Конструкция гидравлического трубогибочного агрегата
Сущность и особенности ручного трубогиба

Является станком ручного типа, который управляется человеком при помощи прикладывания собственного усилия к рычагу инструмента. Встречаются модели, выполненные с ручкой гидравлического насоса.
Ручной трубогиб предназначен для работы с трубами больших и малых диаметров, изготовленных из металла (медь и алюминий), полимерных материалов и нержавеющей стали.
Положительные свойства:
- приемлемая и доступная цена;
- небольшие габаритные размеры и вес позволяют переносить на большие расстояния;
- для работы не требуется огромный опыт и навыки.
Недостатки:
- необходимо продолжительное время для выполнения изгибов труб;
- не работает с массивными и крепкими трубами, подходит только для мягкого материала;
- не дает 100% точности изгиба;
- работая с ним испытываешь определенные неудобства и затруднения при выполнении изгиба на небольшом отрезке трубы более одного раза.
Ручной трубогиб зарекомендовал себя в домашних условиях, где не требуется высокая точность. Для труб большого диаметра используют другой вид инструмента.
Как самостоятельно сделать трубогиб для профильной трубы?
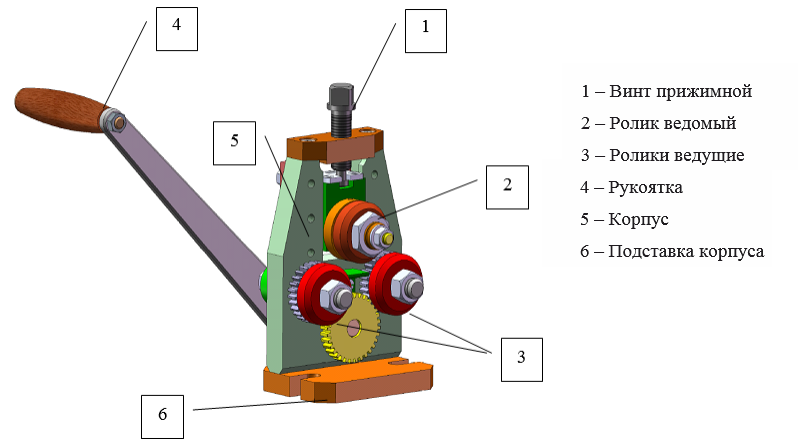
При работе с профильными трубами указанный выше вариант не может использовать. Поместить в крюки прямоугольные или квадратные изделия просто не получится. Поэтому для работы с подобным металлопрокатом нужно собрать специальный роликовый трубогиб. Ознакомившись с чертежами и правилами сборки станка, можно сделать действительно удобный и практичный станок. Для его изготовления потребуются: металлический каркас из стального профиля (изготавливается самостоятельно), домкрат, 3 вала, ролики. О том, как сделать трубогиб своими руками, расскажет следующая инструкция:
1. Изготовить металлический каркас из стальных профилей. К нижней части можно дополнительно приварить крепления, с помощью которых он будет фиксироваться на столешнице. Между нижней (опорной) и верхней частью (на ней будут располагаться валы) размещаются 2 вертикальные опоры: в центре или с одной из сторон. С другой стороны без опоры часть профиля с валиком будут подниматься, поэтому она должна прикрепляться к остальной конструкции болтами. Для подъема этой части будет использоваться домкрат.
2. К готовому каркасу с подъемной движимой частью привариваются валы. Пара располагается слева и справа, ближе к краю. Под третий прижимной вал нужно заготовить опоры. К ним он должен привариваться.
3. К прижимному валу приваривается ручка из стальной трубы. Она поможет вручную проводить изгиб трубы.





4. Чтобы изгибаемая труба не смещалась, необходимо приварить между боковыми валами и прижимным валом по паре вертикальных валов и роликов. Проходя между тонким валом и роликом, труба не будет значительно сдвигаться в сторону, что обеспечит аккуратность проведения работ.
5. В завершении под движимую часть профиля с боковым валиком монтируется домкрат (можно использовать гидравлический бутылочный или обычный реечный). При необходимости его можно зафиксировать на каркасе.
Перед началом работ обязательно нужно изучить параметры используемого домкрата и в соответствие с его размерами заготовить каркас. Предварительно рекомендуется нарисовать схемы с подробным описанием указанных деталей: это позволит избежать ошибок при сборке станка. Металлический каркас и вспомогательные элементы обязательно нужно качественно сваривать. В противном случае при значительном усилии они могут просто отсоединиться, что приведет к необходимости повторной сварки станка. Также стоит изучить прилагаемые фото и видео материалы, позволяющие ознакомиться с особенностями изготовления и использования самодельных трубогибов в быту.
Способы гибки
Рассмотрим четыре способа гнутья:
- обкатка;
- волочение;
- вальцовка;
- наматывание.
 Последним способом гнутся трубы небольшого сечения (до 150 мм). Изгиб выполняется достаточно просто: деталь наматывается на ролик, и путем воздействия на ее торцы получается деталь. Раньше у этого способа имелся ряд недостатков. Главный минус заключался в том, что в месте изгиба деформировалась труба (утончалась одна стенка, а на другой образовывались гофры).
Последним способом гнутся трубы небольшого сечения (до 150 мм). Изгиб выполняется достаточно просто: деталь наматывается на ролик, и путем воздействия на ее торцы получается деталь. Раньше у этого способа имелся ряд недостатков. Главный минус заключался в том, что в месте изгиба деформировалась труба (утончалась одна стенка, а на другой образовывались гофры).
Сейчас от данного недостатка можно избавиться путем применения трубогибочного станка с дорном — металлическим прутом, размещающимся перед гибкой в трубе. Благодаря этому исключается деформация стенок заготовки. Хотя модели без дорна тоже популярны, с их помощью гнут трубы с большими сечением и тонкими стенками.
Как правильно выбрать трубогиб: советы и рекомендации
Очень важно совершить правильный выбор при покупке трубогиба. Специально для этого мы собрали несколько советов для вас
Придерживаясь их, вы сможете совершить правильный выбор и не попасться на удочку мошенников:
определитесь с целью покупки. Если трубогиб нужен вам для бытовых нужд, то предпочтение можно отдать приборам в пределах цен до 10.000–15.000 рублей. Для работы в цехах, на заводах или крупных предприятиях следует выбрать механизм подороже;
уточните вес модели и визуально оцените его габариты. От этого действительно многое зависит (в том числе способ транспортировки и перемещения инструмента);
одним из самых важных показателей при выборе трубогиба является то, каким диаметром может обладать сгибаемая труба
Обязательно обратите на это внимание;
перед покупкой обязательно осмотрите товар на присутствие механических дефектов. Если на приборе есть царапины или потёртости, то лучше купите другую модель.





