

Типы заводских приборов для гибки
Модельный ряд различается по наличию элементов и целевому назначению:
- Ручные приборы;
- Электрическое оборудование;
- Гидравлические станки.
Каждый из них имеет собственные особенности.
Ручной трубогиб
Это станок, изгибание трубопроката на котором производится своими руками. Иногда это может быть обычная ручка гидронасоса. Если посмотреть на фото станков, видно, что это предельно простые типы оборудования, не работающие с большими элементами. Но даже самодельный трубогиб ручной способен отлично сработать с металлическими, полимерными или нержавеющими трубами. Плюсы:
- Доступная цена, если станок самодельный, то экономия очевидна;
- Не требуется опыта ввиду примитивности прибора;
- Компактные размеры обеспечивают простоту транспортировки и расположения.
Недостатки:
Виды электрических трубогибов
- Сниженная скорость работы;
- Функциональность более видна на мягких металлах;
- Не подходит для изгибания массивных труб повышенной толщины стенок;
- Не всегда достигается 100% точность изгиба;
- Невозможность сделать на малом отрезке несколько изгибов.
Как правило, трубогиб, где работать нужно только своими руками, прилагая мускульную силу, используется в домашних условиях. Очень хорошо применять данный прибор с медью, алюминием и мягкой сталью. Но трубопрокат должен быть малого диаметра. При всех минусах, самодельный прибор пользуется сегодня наибольшей популярностью, из-за экономии финансов и простоты изготовления.
Гидравлический станок для гибки
Это оборудование, которое работает от сети. Может быть как самодельный, так и заводского изготовления. Использование оборудования позволяет работать с большими объемами. Технология проста: посредством зажимов трубный прокат помещается в станок, где происходит изгибание без приложения усилий. Работать можно только своими руками без привлечения помощи, а наличие дополнительных роликов помогает обработать трубы различного диаметра.
Достоинства оборудования:
- Не нужен большой опыт и даже если пользователь берется за оборудование первый раз, он отлично справиться с поставленной задачей;
- Оперативность обработки обуславливается тем, что не нужно гнуть трубы своими руками, все делает гидравлика;
- Можно согнуть довольно толстые трубы.
Минусы:
- Простота применения прибора обусловила повышенный спрос и цену;
- Невозможно гнуть тонкостенные трубы, оборудование заламывает элементы.
Электрический трубогиб
Это громоздкая конструкция, которая является высокоточным прибором для выполнения больших объемов работ. Отличается оборудование от прочих технологией обработки, принципом изгиба, способом управления. Для выполнения цели, нужно намотать необходимый радиус и поместить элемент в станок, все действия происходят в автоматическом режиме, и градус изгиба полностью соответствует предварительным чертежам.
Достоинства:
Виды трубогибов для сгибания круглых труб
- Высокая точность работ;
- Возможность сгибать заготовки любого диаметра;
- Показан для работы с круглой, тонкостенной трубой и для толстостенных изделий различного сечения.
Минусы:
- Дорогая стоимость;
- Большие габариты;
- Стационарность станка.
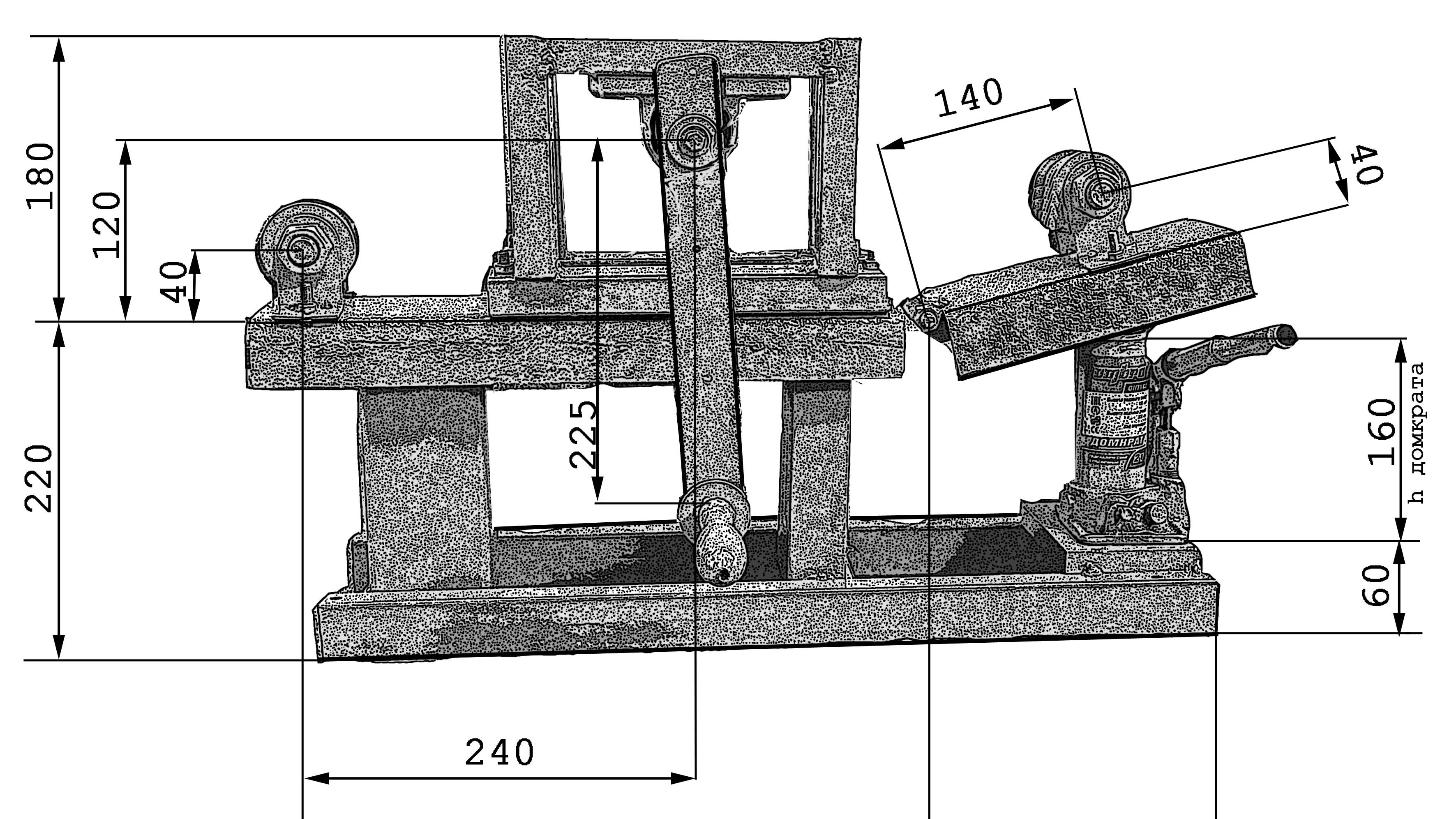
Арбалетные трубогибы
Довольно необычной конструкцией обладает станок арбалетного типа. Он получил свое название благодаря схожим чертам с средневековым оружием. Арбалетный трубогиб обладает следующими особенностями:
- Основа конструкции представлена рамой, которую можно изготовить при применении уголков и швеллера. Соединение всех элементов проводится при применении сварки, разъемные методы не рекомендуется применять, так как получаемая конструкция должна обладать высокой жесткостью.
- После создания рамы проводится крепление двух вальца.
- Самодельный вариант исполнения можно охарактеризовать тем, что усилие передается непосредственно через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно быть вполне достаточно. Передача усилия проводится через башмак, изготавливаемый из прочного металла с низким показателем пластичности.

Арбалетный трубогиб
Трубогиб арбалетного типа в большей степени подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Гидравлический трубогиб
Изготавливая трубогибочный станок собственными руками, необходимо сформироваться с тем, какого рода будет привод. Во многих случаях самодельные варианты выполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Впрочем аналогичная конструкция не способна работать с заготовками, которые делаются при использовании жёстких металлов. Гидравлический трубогиб дает возможность работать с заготовками крупного диаметра и с значительной толщиной стенок, впрочем конструкция довольно трудна в применении и имеет много свойств.

Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с приводом на гидравлике необходимо учесть такие моменты:
- Передача усилия проходит через жидкость для работы, в качестве которой применяется масло или вода. Все магистрали должны владеть большой степенью герметичности, а еще быть рассчитанными на определенное давление.
- Для создания давления может использоваться нагнетатель воздуха.
- Давление подается на рабочий орган через гидравлический цилиндр.
Трубогиб для труб сделанных из металлопластика собственными руками с приводом на гидравлике как правило имеет самую разную конструкцию. Центральным элементом в этом случае становится собственно привод, который дает возможность автоматизировать процесс гибки и сделать больше область использования устройства.
Правила эксплуатации
Чтобы правильно самодельное приспособление выполняло свои функции, необходимо придерживаться нескольких простых правил эксплуатации:
- при использовании сварной трубы с прямым сварочным швом, шов следует располагать в стороны изгиба;
- для того чтобы согнуть трубу большего диаметра, рекомендуется проводить работы как минимум вдвоем;
- ежедневно проводить осмотр оборудования, различных оправок, дополнительной оснастки, чтобы не было раскрученных гаек на болтах, трещин на сварке или других визуальных дефектов на рабочих поверхностях;
- периодически производить смазку подшипников, цепей и других вращающихся и трущихся деталей и механизмов, с применением качественной смазки.
Правила использования трубогибов в домашних условиях
При частом монтаже водопровода и отопительных систем с применением металлических труб без трубогиба обойтись сложно. В домашних условиях рекомендовано использовать инструмент, который имеет электропривод. Это приспособление облегчит работу оператора.
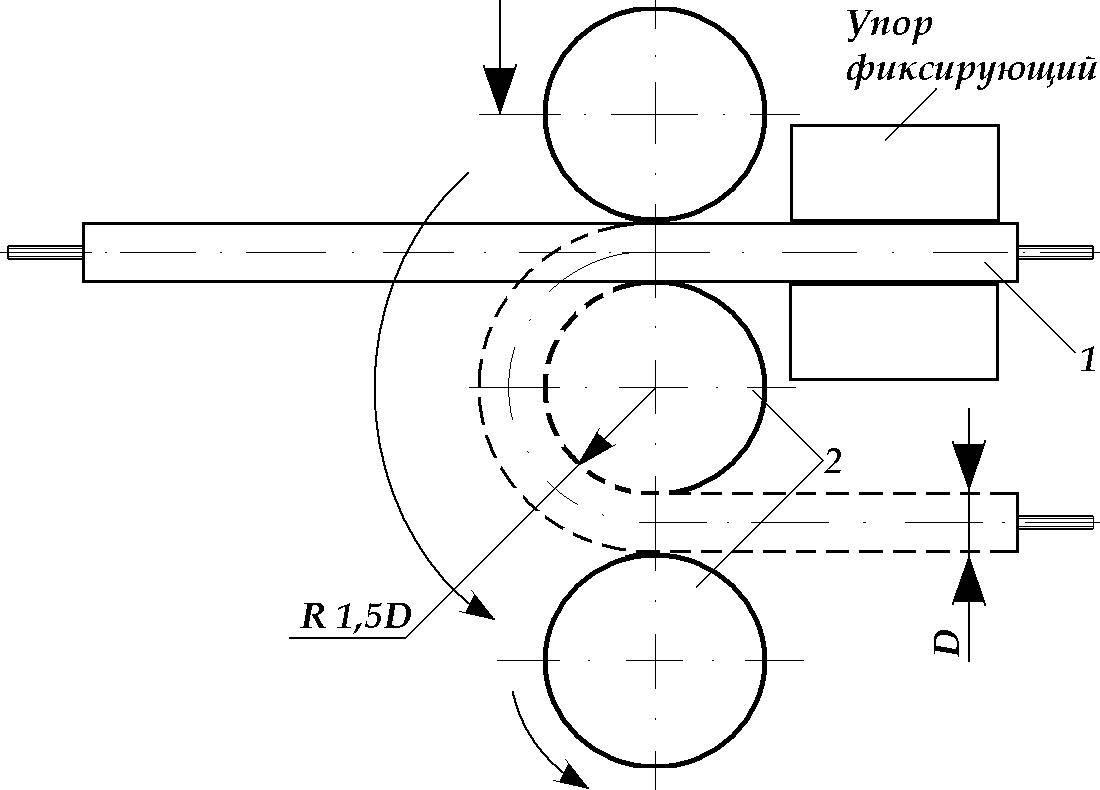
Универсальный трубогиб имеет прижимные ролики в количестве 2-3 штук, которые постоянно вращаются, что приводит к возрастающему давлению. Сгибание методом прокатки – это щадящий метод, который устраняет возможность повреждения металлического цилиндра.

Метод прокатки
При использовании метода прокатки регулируется степень изгиба металлоизделия. Соответственно конструкции трубогибы разделяются на два вида. К первому из них относится рамная конструкция, на которую проводится установка роликов и колеса, помогающего прокатывать трубу. Основания и боковые поверхности производятся из листового металла. Несмотря на высокую прочность материала, он поддается воздействию коррозии, поэтому после производства эти части рекомендуется покрыть порошковой краской.
Для перемещения прижимного ролика используется специальный винт. Благодаря особой конструкции таких трубогибов гарантируется возможность смены положения опорных роликов, что приводит к смене радиуса изгиба. Несущая конструкция этого инструмента – основание из дерева. Для производства роликов используются полимерные материалы или дерево. При вращении прижимного ролика протягивается труба. Такой принцип работы обеспечивает правильный уровень изгиба.
Трубогиб – это инструмент, который предназначается для придания трубам радиуса изгиба от 45 до 180 градусов. Он продается на строительном рынке. Если имеются детали, то трубогиб производится самостоятельно. Производится станок на станине. Также изготавливают переносные трубогибы, которыми сгибаются трубы диаметром до 60 миллиметров.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами.
Трубогиб для гибки профильной трубы.
Профилегиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.
Каркас профилегиба.
Профилегиб сделанный с подшипниками в корпусе.
Виды трубогибов
Рассматриваемая конструкция может обозначаться по достаточно немалому количеству признаков. В продаже можно встретить многофункциональные варианты выполнения, а еще для узконаправленного использования. Устройство отличается по таким признакам:







- По типу привода. Центральным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В наши дни широкое распространение получил электропривод, так как он небольшой и очень успешный. Гидравлический обладает высокой эффективностью, однако при этом сложен в работе, много занимает пустого пространства и просит периодического обслуживания. Трубогиб ручной выделяется наличием механизма, который значительно увеличивает приложенную силу. Если рассматривать рукодельный варианты выполнения, то делают собственно ручной трубогиб собственными руками. По мимо этого, можно сделать собственными руками трубогиб с электрическим приводом. А вот гидравлический вариант выполнения собственными силами почти что не сделать.
- Классификация проходит и по степени мобильности. Выделяют стационарного типа и переносные варианты выполнения конструкции. Во многих случаях, многоцелевой ручной трубгиб делается как переносная конструкция. Рукодельный трубогиб для круглой трубы может крепиться к основе разным образом. Необходимо учесть, что в ходе выполнения работы часть возникающего напряжения отводится именно на основу. По этому при разработке самодельного варианта выполнения необходимо обеспечить хорошую фиксацию устройства.
- По методу влияния на заготовку – ключевой признак спецификации. Например, трубогиб арбалетного типа имеет собственную особенную конструкцию, которая подойдет для гибки железной или металлопластиковой трубы. По мимо этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
Трубогиб собственными руками
Трубогиб рукодельный для труб сделанных из металлопластика может быть очень разного типа, однако чаще всего делают механический вид, когда за счёт особенной конструкции передаваемое усилие становится во много раз больше.
Техника безопасности
При работе с самодельным или покупным оборудованием нельзя забывать про технику безопасности. Работы желательно проводить с напарником. Не сгибать поврежденные изделия. Человеку пользоваться спецодеждой, защитными перчатками, очками. Самодельные станки необходимо проверять перед выполнением работ.
Трубогибы являются полезными на частных участках, в мастерских. С их помощью можно сгибать трубы под разными углами для изготовления металлоконструкций. Для проведения технологического процесса необходимо использовать специальное оборудование. Его можно купить или изготовить самостоятельно.
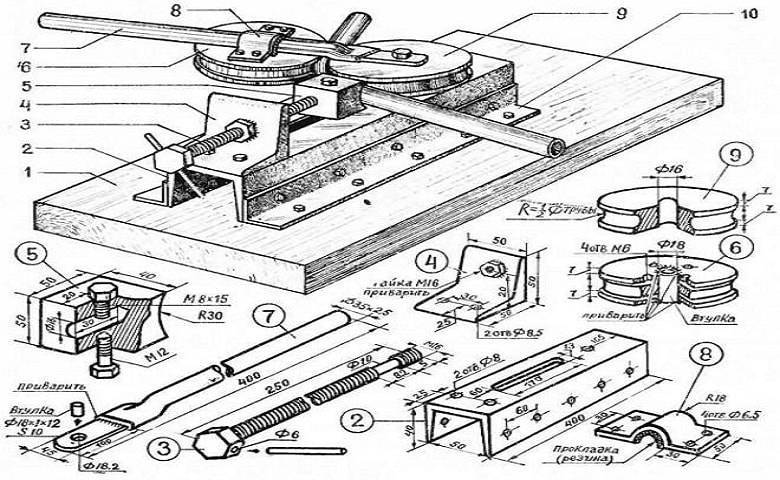
Что нужно для самодельного трубогиба
Самодельный станок как минимум на 50% будет состоять из подручных материалов. Что-то обязательно найдется в личном хозяйстве, что-то в гаражах у соседей. Купить скорее всего потребуется только 8 подшипников 303 серии. Они призваны выполнять функцию валов, что исключает необходимость в токарных работах. Стоят такие подшипники недорого, а если поискать, то можно найти вообще за копейки. Если и придется докупать какое-то железо, то по сравнению с магазинной ценой трубогиба, это почти ничего.Точно понадобятся отрезок швеллера 80х40 мм, стальной уголок 25х25 мм, профильная труба 20х20 мм, строительная шпилька диаметром 18 мм, 6 шайб М18 с увеличенным внешним диаметром – 56 мм, 9 гаек на 18 и еще кое-какая мелочевка, но о ней в процессе.Основной инструмент – болгарка, сварочный аппарат, дрель.
1. За основу конструкции берем швеллер 80х40 мм, размечаем и отрезаем заготовку примерно 40 см длиной.


3. Болгаркой частично снимаем резьбу со шпильки – так чтобы на нее свободно, но плотно садились подшипники, внутренний диаметр которых составляет 17 мм.

4. Дисковой пилой или болгаркой отрезаем от шпильки три отрезка – они будут использованы для изготовления роликов. Длину отрезков берем с запасом (примерно 100-120 мм), учитывая ширину шайб, подшипников, гаек. Лишнее потом удалим.

5. С помощью оправки и молотка задаем небольшую конусность шайбам – в пределах 1 мм, что обеспечит свободное вращение роликов.





10. Размечаем и нарезаем из уголка 25х25 мм четыре отрезка длиной 25 см для изготовления направляющих ведущего и прижимного роликов.

11. Привариваем отрезки уголков к основанию из швеллера, сохраняя зазор для оси ведущего ролика (вала).
Какие существуют виды трубогибов
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Классификация по типу привода
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.

Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.

Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.

Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Классификация по способу изгиба трубы
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.

Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.






Один из вариантов применения согнутого профиля — обустройство теплицы
Техника безопасности
При работе с самодельным или покупным оборудованием нельзя забывать про технику безопасности. Работы желательно проводить с напарником. Не сгибать поврежденные изделия. Человеку пользоваться спецодеждой, защитными перчатками, очками. Самодельные станки необходимо проверять перед выполнением работ.
Трубогибы являются полезными на частных участках, в мастерских. С их помощью можно сгибать трубы под разными углами для изготовления металлоконструкций. Для проведения технологического процесса необходимо использовать специальное оборудование. Его можно купить или изготовить самостоятельно.
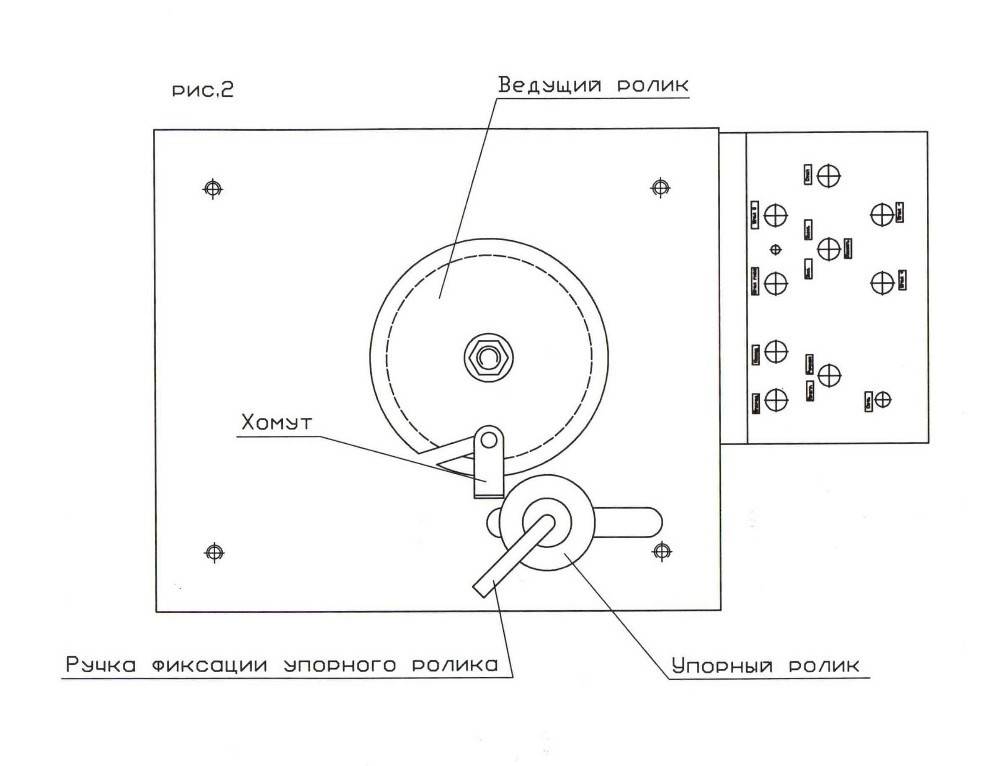
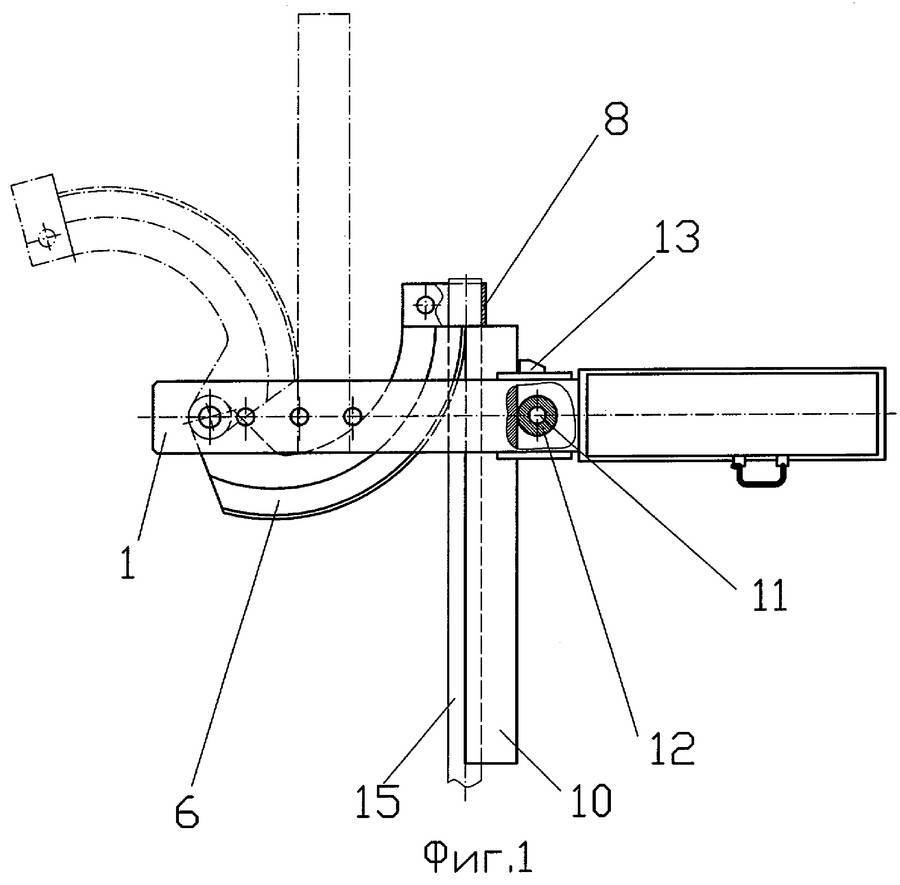
Улитковый трубогиб
В конструкции присутствует вилка, передвигающаяся по направляющим. За счёт движения вилки меняется положение ролика и осуществляется гибка. Направляющие должны иметь ограничительные упоры.

Ролики монтируются в подходящие по размерам отверстия, которые нужно предварительно выполнить в вилке. Изгибание производит маленький ролик, а большой фиксирует заготовку. Для смещения вилки на её обратной стороне делается прочная рукоять.
Этапы сборки трубогиба:
- Изготовления вилки для прижима ролика.
- Изготовление или покупка роликов подходящих размеров.
- Установить ролики на вилку. Крепёж лучше сделать с помощью болтов. Конструкция должна быть съёмной, чтобы можно было регулировать радиус.
- Изготовить станину из листа стали толщиной от 8 мм.
- Установить ограничители движения вилки на направляющие.

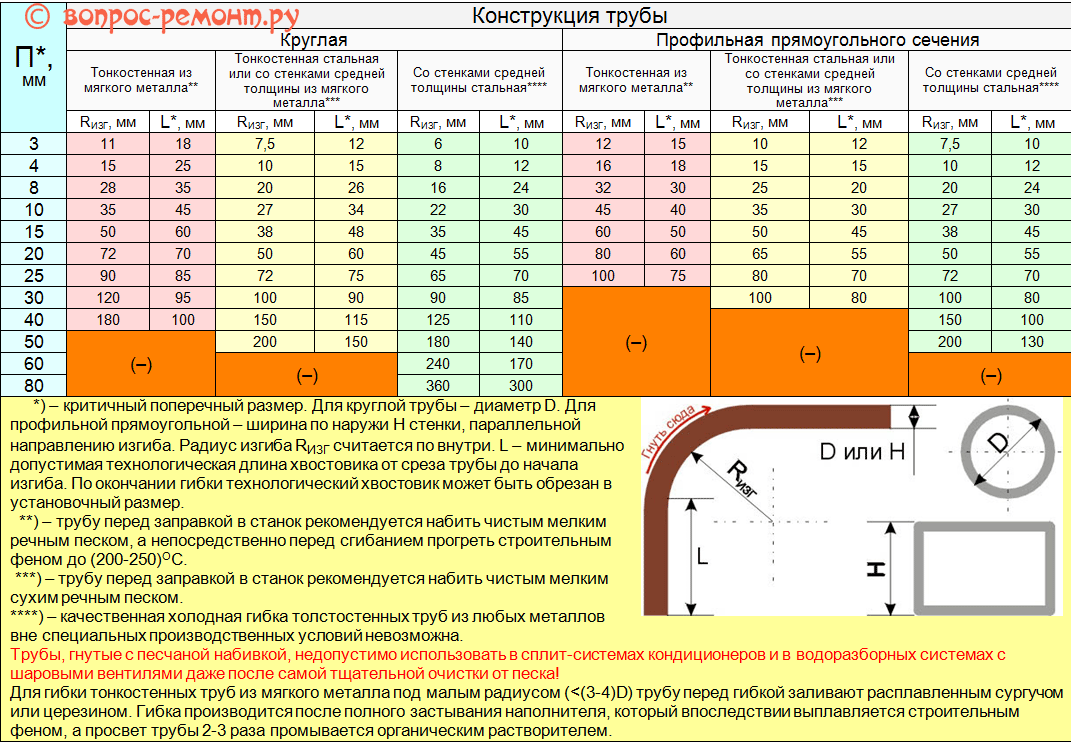
Главные правила
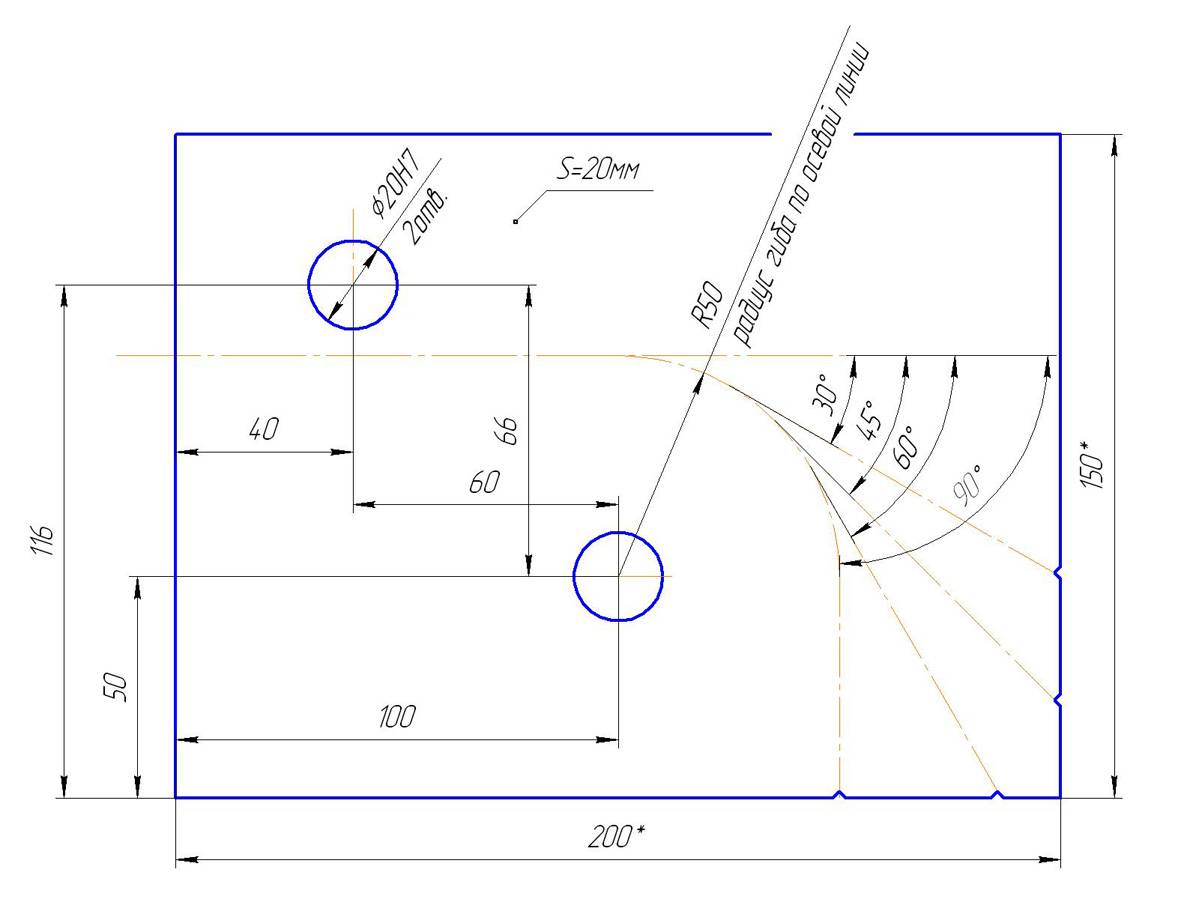
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:
ИЗГИЗГ
- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
- на малые радиусы RИЗГ<5D (или 5H);
- на средние радиусы 5ИЗГ<20 D или H;
- на большие радиусы 20D(H)ИЗГ;
Изготовление ручной роликовой модели
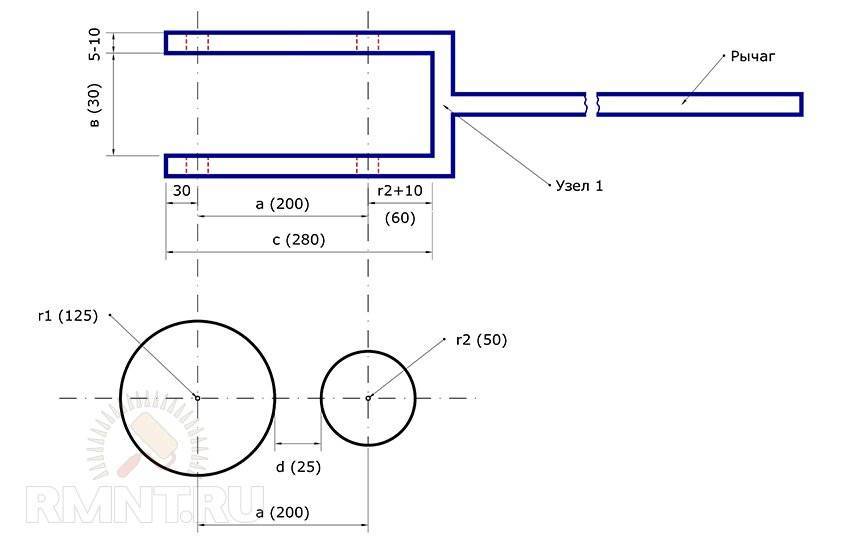
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Особенности работы
Правильно собранный по схеме трубогиб из домкрата позволит без проблем обрабатывать трубы в соответствии с решаемыми проблемами. С таким инструментом точно не возникнет трудностей с деформированием материала. Однако есть некоторые рекомендации, которые, возможно, облегчат работу.





Простейший гидравлический трубогиб, сделанный своими руками, позволит гнуть различные металлы. Стоит отметить, что выполнять данную операцию можно не только холодным, но и горячим методом, предварительно нагревая нужный участок трубы.
Холодный способ является наиболее простым. Его целесообразно применять к трубам, сделанным из пластичных материалов. Однако не стоит забывать наполнять ее песком, холодной водой или солью, чтобы достичь качественного изгиба.
Использование трубогиба в работе.
Горячий метод используется для деформации профтруб с толстыми стенками. Такой способ позволит выполнить качественную гибку с наименьшими затратами усилий.
Существуют некоторые советы, которые помогут выполнить работу качественно и без лишних затрат, а именно:
- использование звездочек не является обязательным, поскольку конструкцию можно выполнить на основе только одного ролика, а в качестве прижимного механизма использовать домкрат;
- во время гибки по шаблону следует пользоваться металлическими крючками, которые не дадут трубе соскальзывать;
- изгиб под большим радиусом следует выполнять на инструменте с темя роликами;
- если сделать ролики подвижными, тогда станок получится более универсальным, за счет возможности изменения радиуса гибки.
Важно помнить, что наиболее точное выполнение работы может быть осуществлено только с применением шаблона. Он изготавливается, как правило, из дерева. Использование шаблона позволит достичь необходимых параметров
Использование шаблона позволит достичь необходимых параметров.
Наиболее часто используемые трубогибы в домашних условиях
Самым эффективным и универсальным считается трубогиб прокатный, имеющий электропривод (детальнее: “Преимущества и недостатки электрических трубогибов, правила использования”). Такие механизмы находят применение у профессионалов, которым часто приходится сталкиваться со сгибанием трубных изделий, выполненных из разных материалов.
Главное преимущество таких устройств – возможность регулирования степень сгибания заготовки. По конструктивному исполнению такие механизмы могут быть нескольких видов:
- На рамной конструкции установлены вращающиеся ролики и колесо, способствующее прокатыванию трубного изделия.
- Для изготовления основания и боковых поверхностей используется листовой металл, а прижимной ролик перемещается посредством винта. В таких трубогибах опорные ролики могут менять свое положение, меняя соответственно радиус сгибания трубы.
В качестве несущей конструкции для таких трубогибов может использоваться деревянное основание с металлическими осями роликов, штоком, крепежными элементами и ручкой. Ролики могут быть деревянными или из полимерных материалов.
Перечисленные трубогибы протягивают трубы вращением прижимного ролика. Но есть устройства, в которых трубу продвигают вращающиеся опорные ролики. Электрические или ручные механизмы, сгибающие трубные изделия посредством вращения одного ролика, имеют ограниченные возможности. Трубогиб, у которого вращаются два опорных ролика, относится к более сложным конструкциям, так как в этом случае вращение передается на два элемента.
Более удобным является устройство с нижним расположением ролика. В этом случае легче следить за сгибанием трубы, так как верхняя несущая конструкция остается свободной для осмотра.
Все механизмы, предназначенные для сгибания трубных изделий, не отличаются особой сложностью, в основе их работы лежат простые законы механики. При единичном использовании трубогибов для придания необходимой формы трубным изделиям можно смастерить простое ручное устройство. По чертежам трубогиб электричекий своими руками сделать совсем несложно
Для осуществления профессиональных сгибаний трубных изделий понадобится более сложное устройство, например, трубогиб электрогидравлический. Он поможет снизить затраты физического плана, благодаря усилиям гидравлического домкрата, и сократит период изготовления изделий, благодаря электроприводу.





