

Виды трубогибов
Данный вид оборудования достаточно распространен, поэтому будущему пользователю важно понимать, какими могут быть трубогибы и какая именно модель будет лучше всего отвечать его потребностям. Итак, оборудование можно поделить в соответствии с:. Итак, оборудование можно поделить в соответствии с:
Итак, оборудование можно поделить в соответствии с:
- типом привода. Для домашнего применения больше всего подходят ручные модели, в которых для изгибания трубы используется человеческая сила. Механизированные устройства могут иметь гидравлический, механический и электромеханический привод, причем наиболее популярны гидравлические;
- мобильностью – переносные и стационарные. Естественно, стационарные чаще всего приобретаются для крупных производств;
- сечением обрабатываемого проката. Различают универсальные приспособления, которые поставляются с комплектом сегментов для сгибания труб с разным сечением, и специализированные, «заточенные» только под круглые или квадратные трубы определенного диаметра;
- технологией гиба. Аппараты могут снабжены дорнами, вальцами или работать по иному принципу;
- наличию программного обеспечения. Разумеется, в ручных трубогибах ни о каких программах и автоматизации настроек речи нет, это касается только профессионального оборудования.
Таким образом, для домашнего мастера больше всего подходят ручные мобильные трубогибы или, при большом объеме работ, простые модели с гидравлическим приводом.

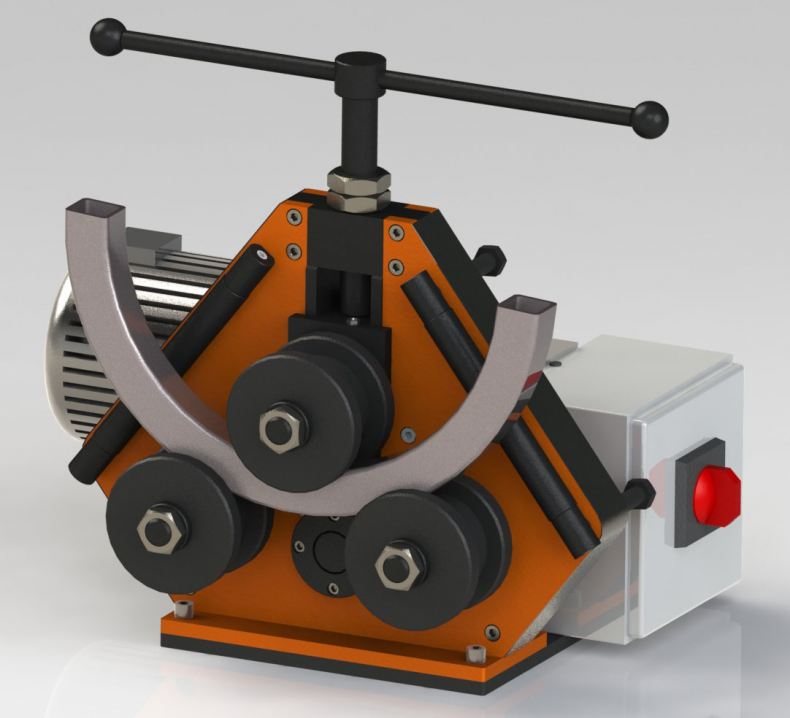
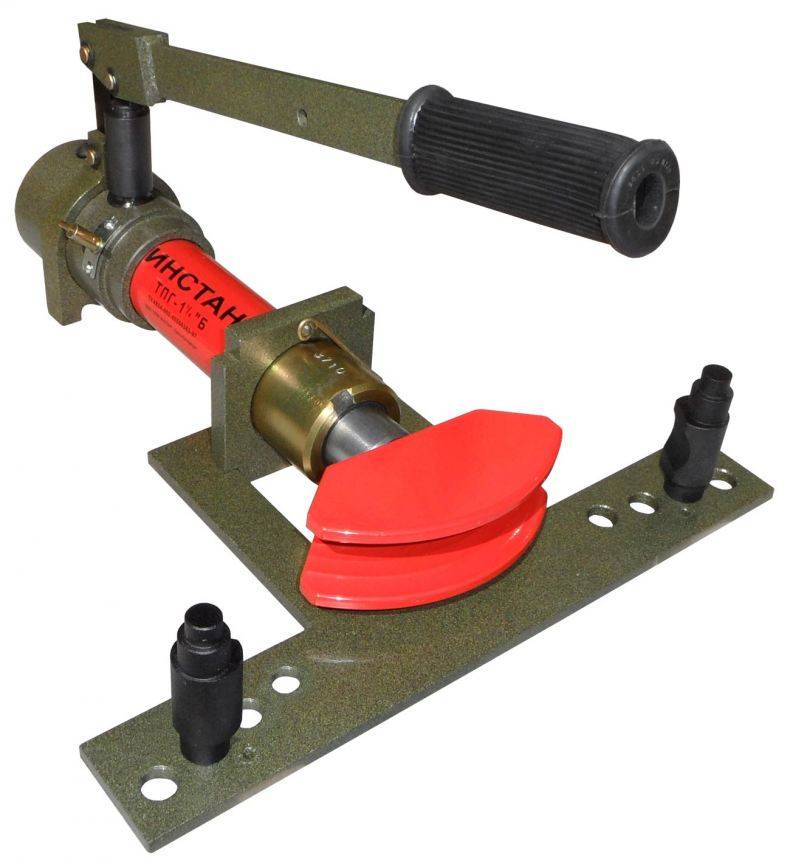
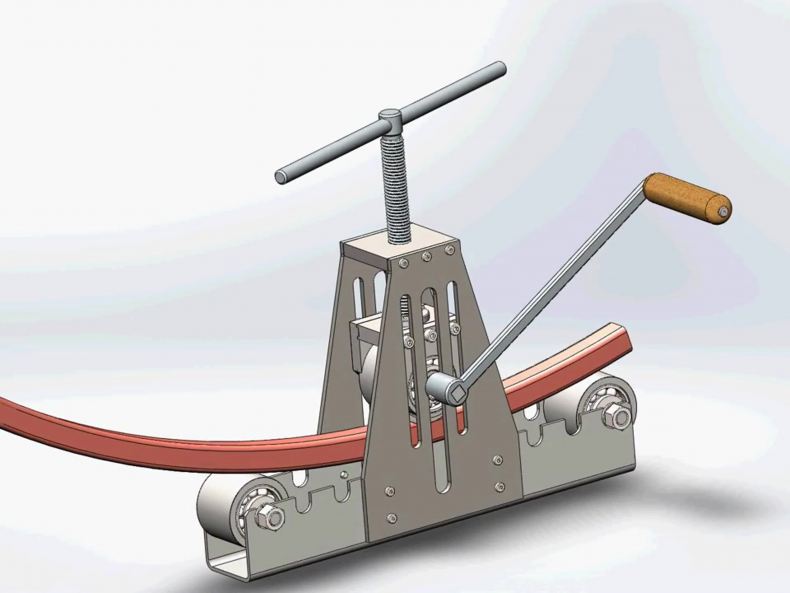
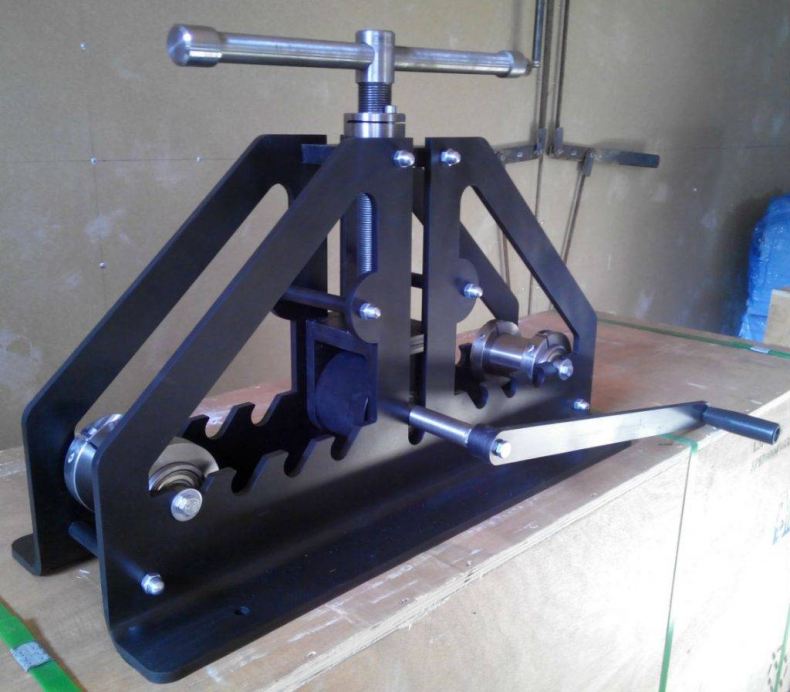
Трубогиб ручной с возможностью установки сменных роликов и вальцов

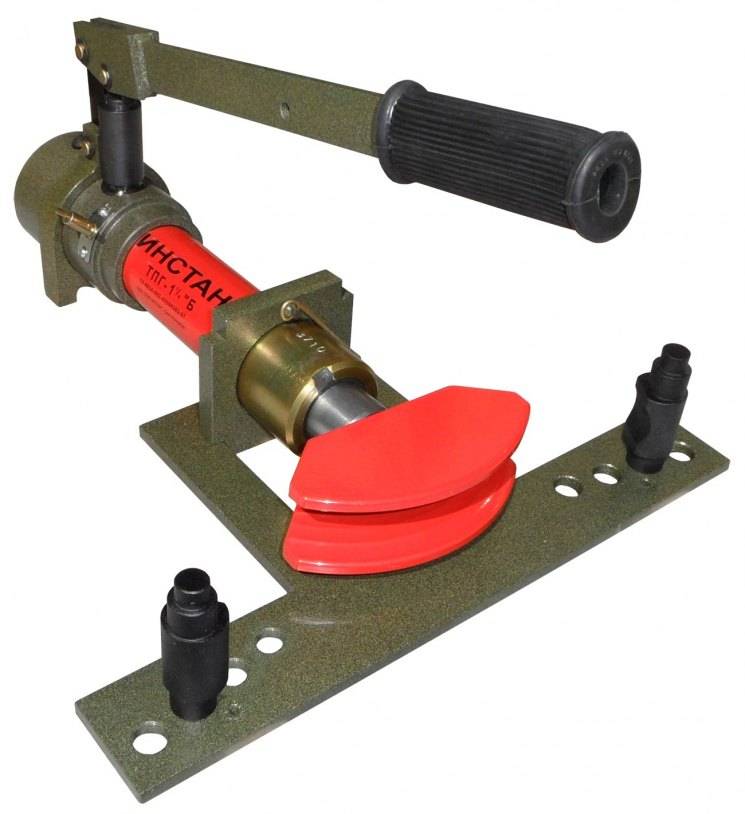
Простой гидравлический трубогиб с набором сменных сегментов для изгибания труб до различного угла
Обычный трубогиб
Самую простую конструкцию может изготовить любой желающий , так как для этого достаточно будет бетонное поверхности, перфоратора, бетонного бура и пары кусков толстой арматуры.














Вот подробная инструкция, как сделать простейший трубогиб:
- На бетонной плите начертите квадратную сетку со сторонами 40*40 или 50*50 мм.
- На перекрестках линий нужно просверлить с запасом отверстия по диаметру выбранной арматуры.
- Последним этапом в отверстия забиваются штыри из арматуры.

В результате получится трубогиб, с помощью которого можно будет сгибать трубы, величина диаметра которых не будет превышать 25мм.
Процесс гибки достаточно простой, для этого нужно заложить трубу между штырями и сгибать в нужном направлении. В процессе можно немного изменять угол сгибания, перемещая трубу по диагонали между прутами из арматуры.

С прижимающим роликом
Трубогиб, в котором имеется прижимающий ролик, уже является усложненным в конструктивном плане изделием. Для подобного изделия понадобятся либо металлические составляющие, либо деревянные.
- Трубы сделанные из мягких видов металла лучше гнуть деревянными валиками, так как они не деформируют металл.
- Самостоятельное изготовление таких валиков не будет сложным процессом, так как в сети можно найти массу подробных описаний этого процесса и точных чертежей.
- При изготовлении, в роли материала, можно применить кусок широкой доски и несколько сложенных слоев фанеры.

Прочно зафиксированный на платформе держак, должен обладать возможностью вращаться рядом с осью ролика, расположенного в центре.
С внешней стороны центрального ролика к держателю прикрепляется рукоятка, которая выполняет роль рычага, длина которого будет зависеть от прилагаемого усилия.,










На таком агрегате можно изгибать трубы с разными радиусами изгиба.
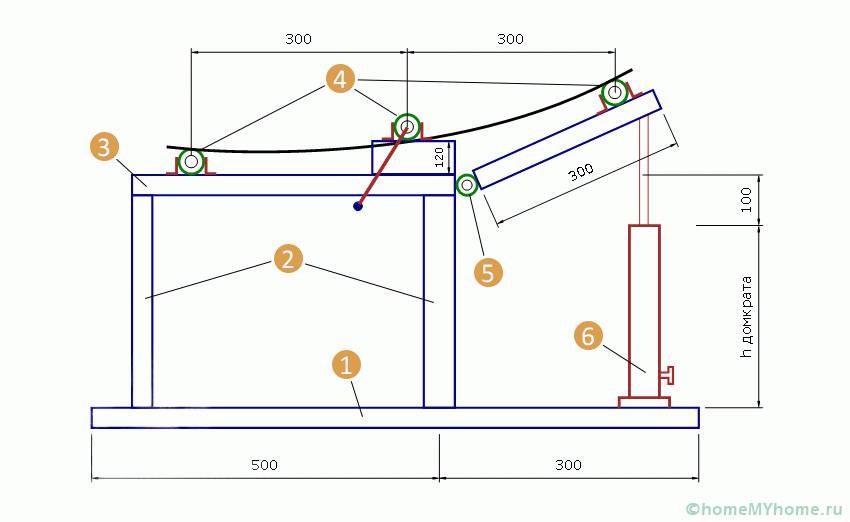
Намоточный трубогиб
Трубогиб такого типа, обычно, имеет гидравлический привод и лучше подходит для труб сечения в виде круга.
- Для данного устройства обязателен мощный шкив, на который и должна фиксироваться труба именно там, где нужно сделать сгибание. Шкив, при этом, должен быть прочно зафиксирован на платформе, в основании которой должен быть шток, приводимый в движение с помощью домкрата.
- Домкрат на шкиве создает большое усилие, которое переходит на крутящий шкив рычаг и накручивает на шкив трубу. При этом, рычаг может без проблем вращаться около оси шкива, связываясь с ним через просверленные по радиусу отверстия.

Похожий ручной инструмент возможно собрать самостоятельно, принцип которого будет основан на реечном домкрате. Но для того, чтобы пользоваться таким механизмом, нужно будет применить немалое физическое усилие.

Арбалетный трубогиб
Такое название получилось по причине схожести с арбалетом. Основанием для этого аппарата служит рамка, сваренная из небольшого тавра и набора металлических уголков.
По центру изделия, располагается домкрат, на котором зафиксированы подвижные небольшие валы, которые приводятся домкратом в движение и сгибают трубу.













Электрический трубогиб
Производительность такого изделия гораздо больше, ведь здесь задействуется гидравлический привод. Электропривод существенно ускоряет процесс работы и делает его не таким утомительным, что делает возможным делать изгиб одновременно на 2-3 трубах.

Изготовление такого устройства проходит в несколько этапов:
- На ровное основание крепится подающий вал.
- На его краю крепится шкив для ременной передачи от электродвигателя.
- На обратной стороне крепится звездочка, соединенная с цепью.
- Рядом с первым валом крепится второй, и на него крепится ведомая звездочка.
- Далее крепится формируемый ролик в необходимом отверстии. Роликовый вал располагается в рамке или между пластин. Шток поршня и расстояние трубы ограничивают движение ролика.

Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
Порядок работ:
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.
Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
Обкатка
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
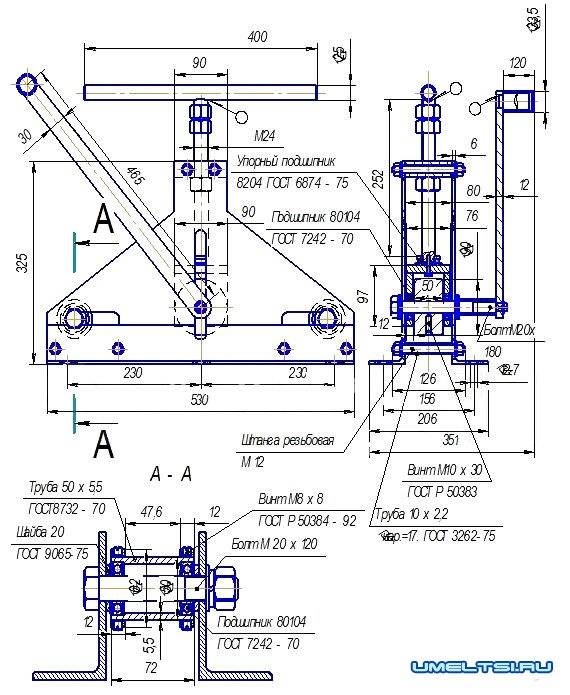
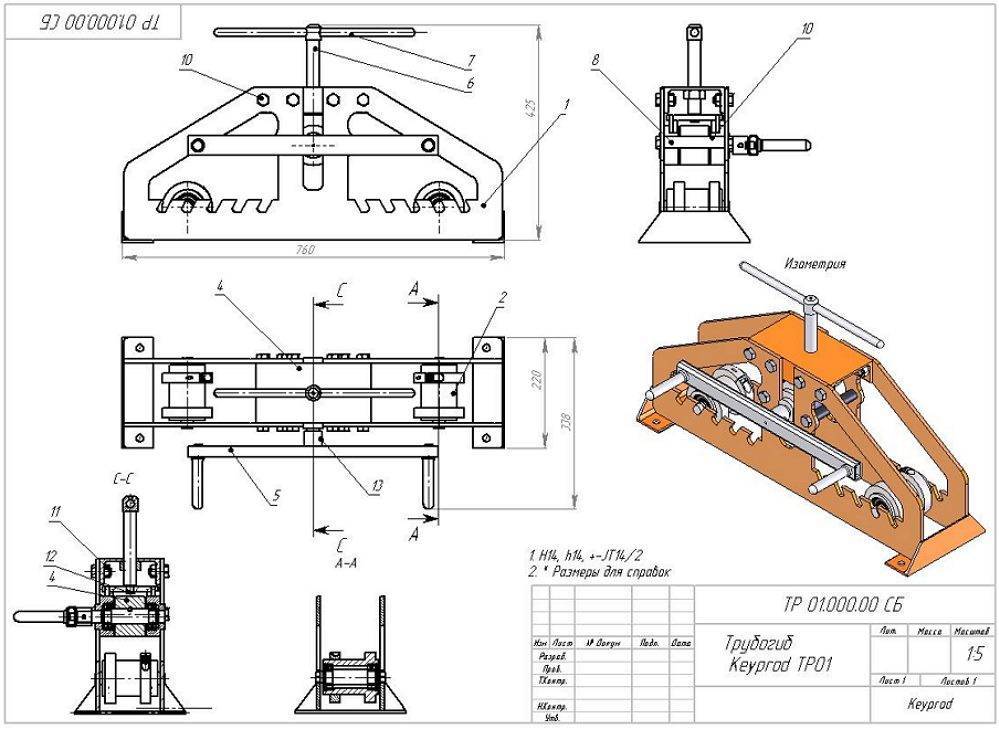
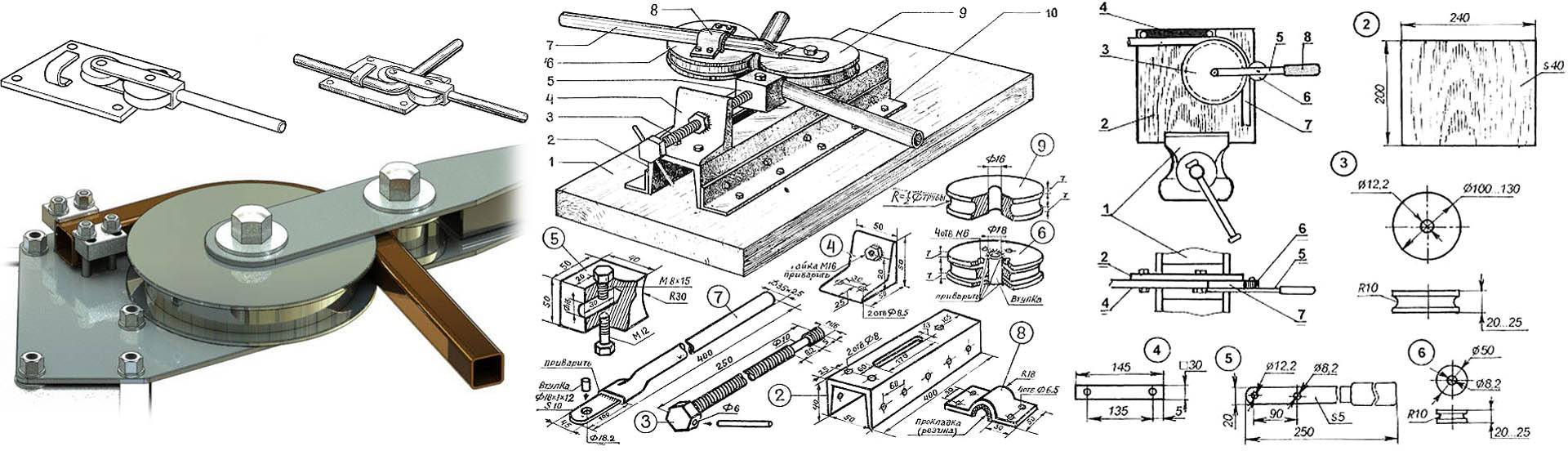
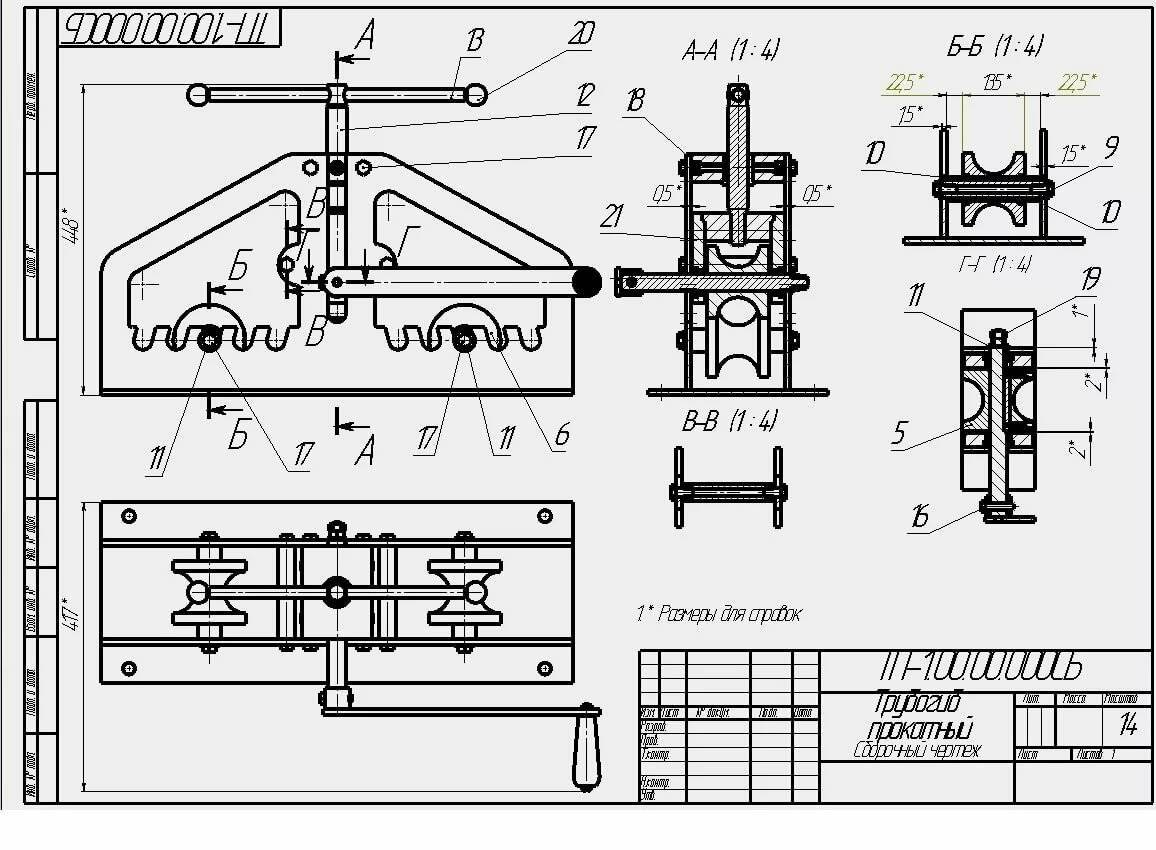
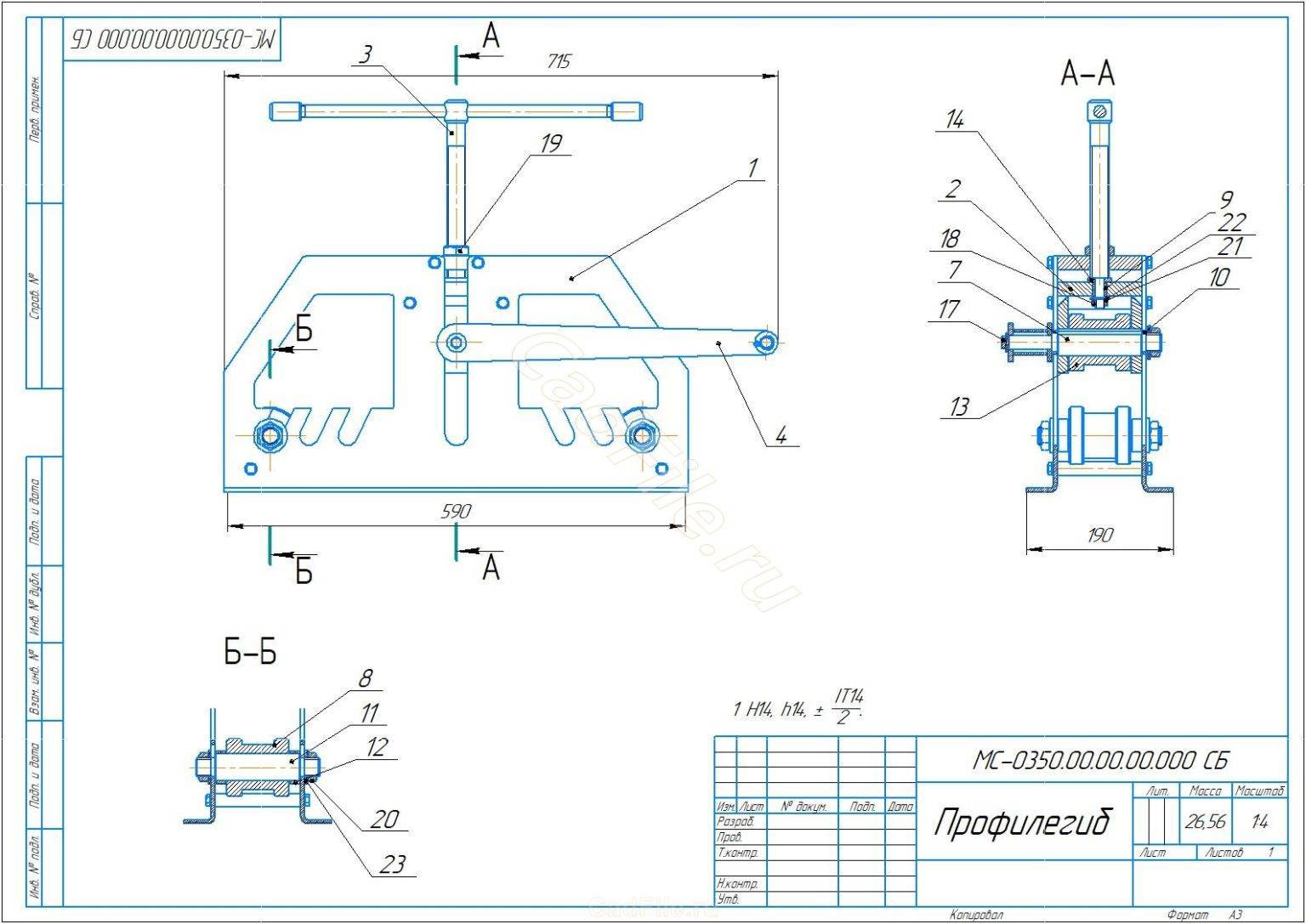
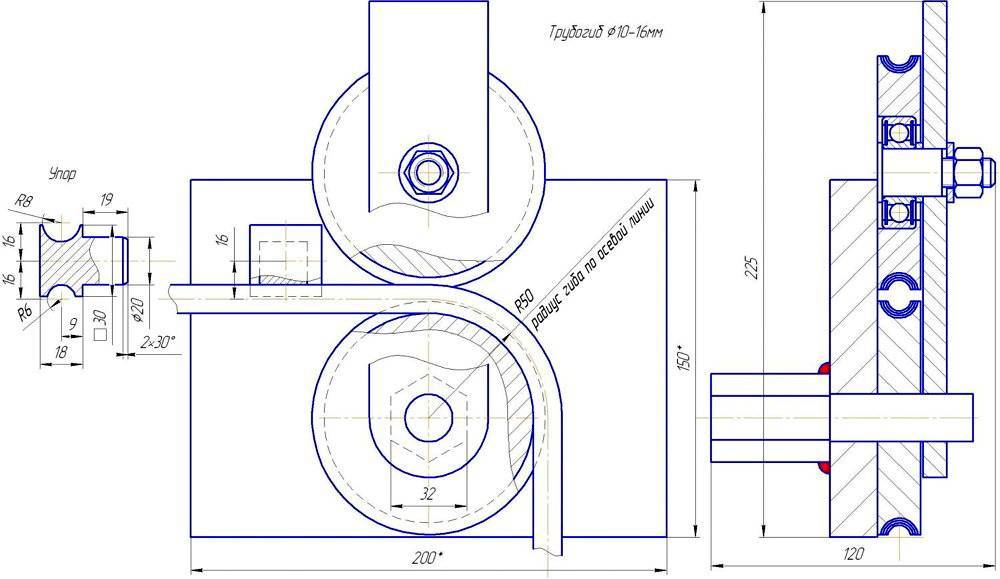
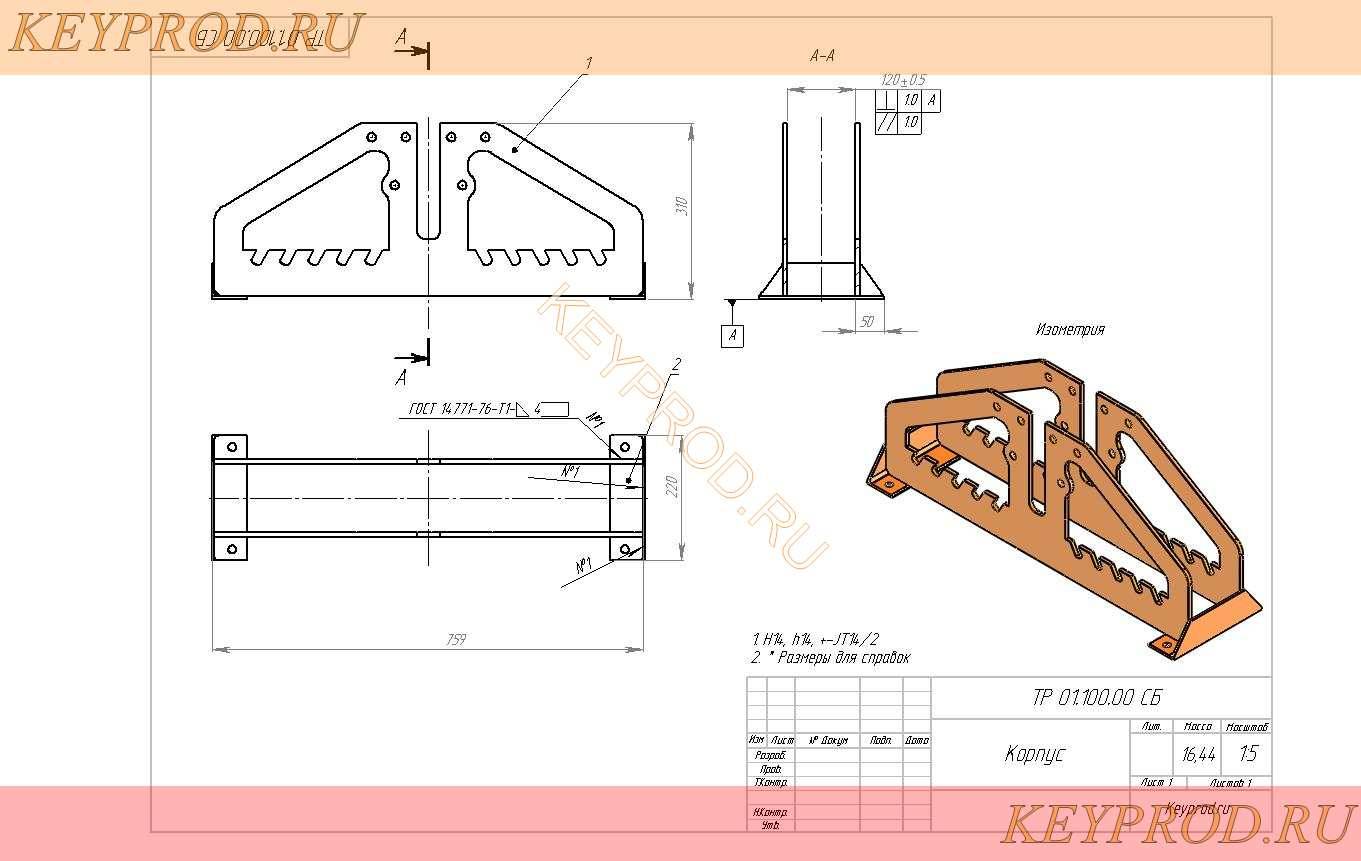
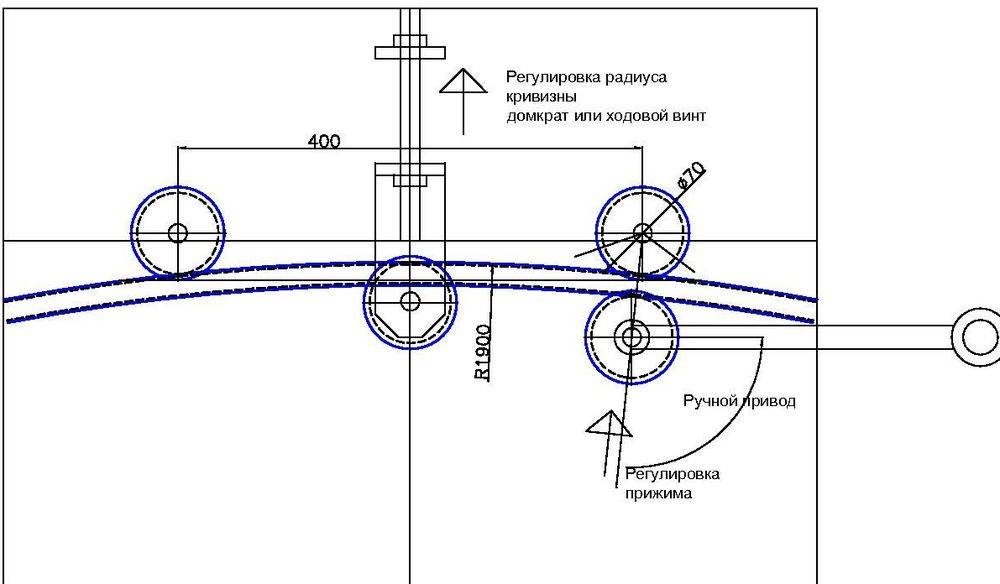
Чертежи обкаточного трубогиба
Намотка
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
Схема трубогиба, работающего по принципу намотки
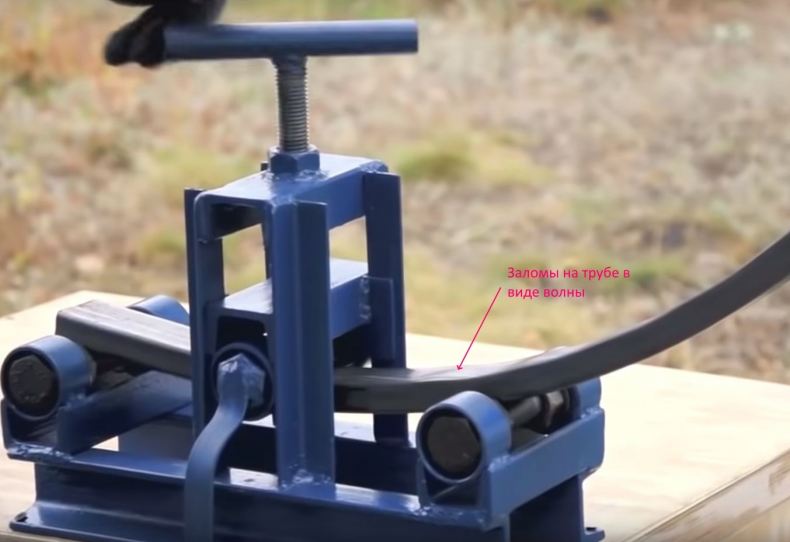
Арбалетные трубогибы
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
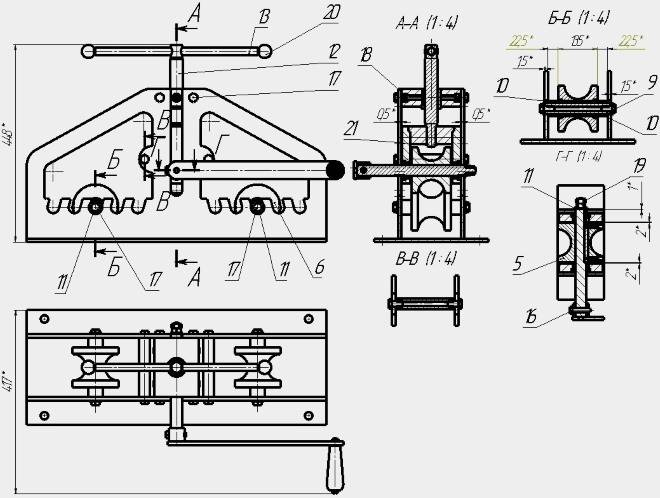
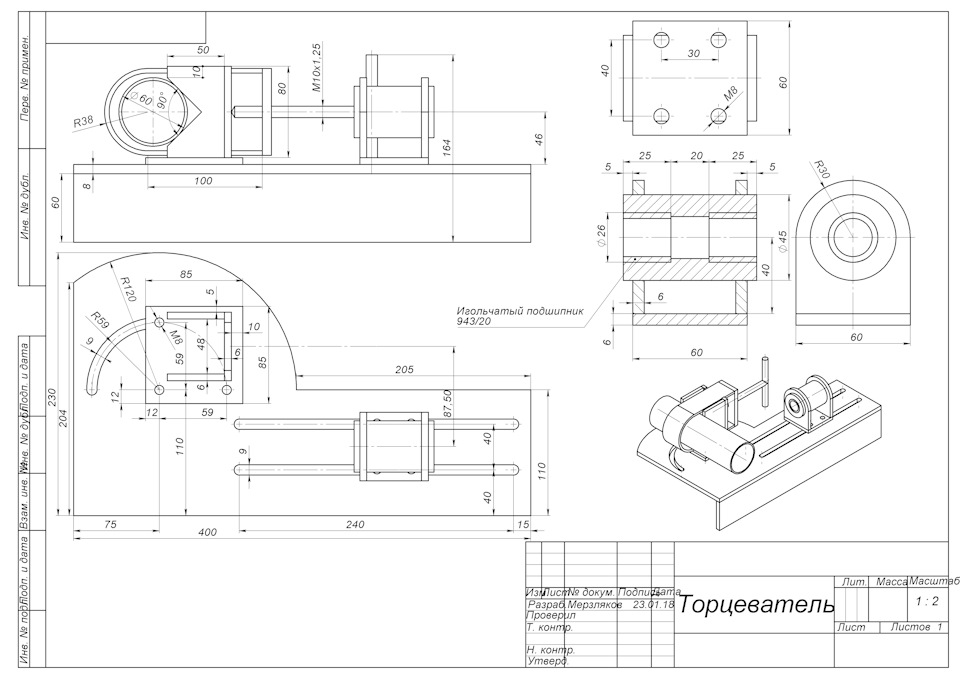
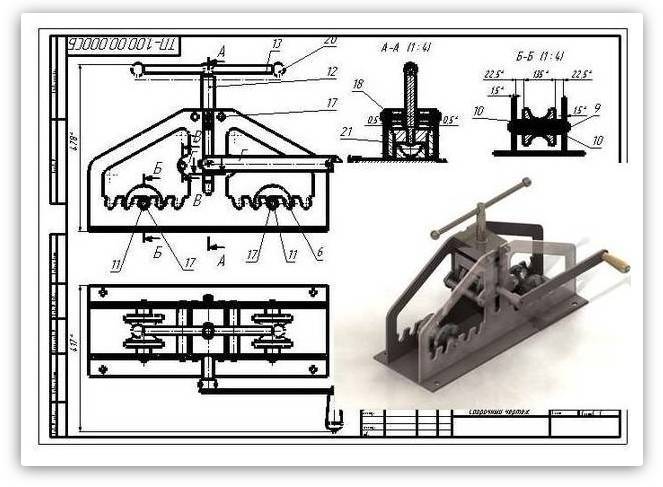
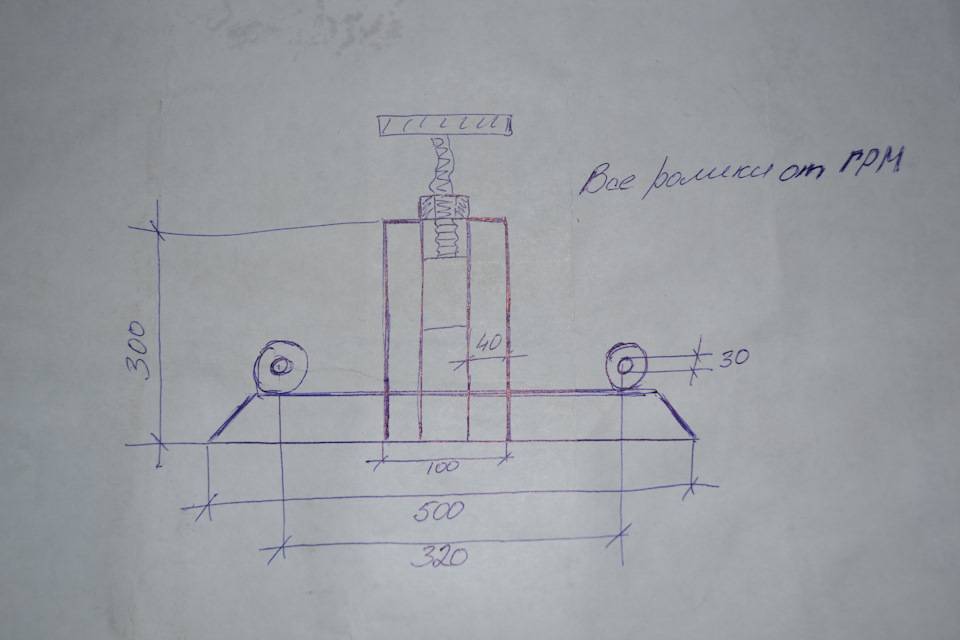
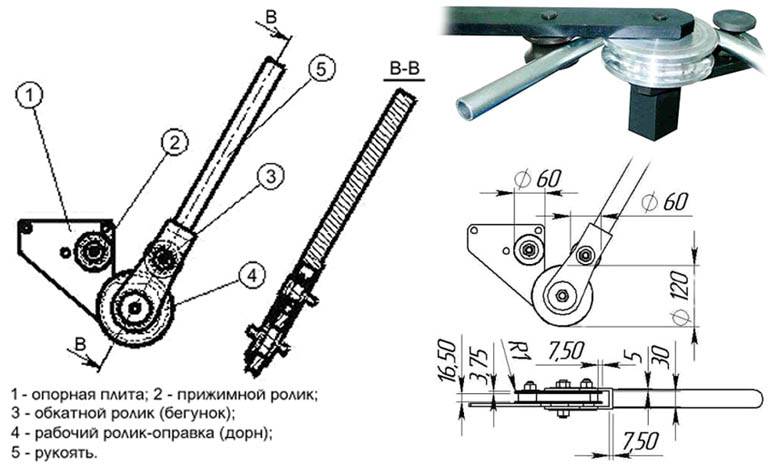
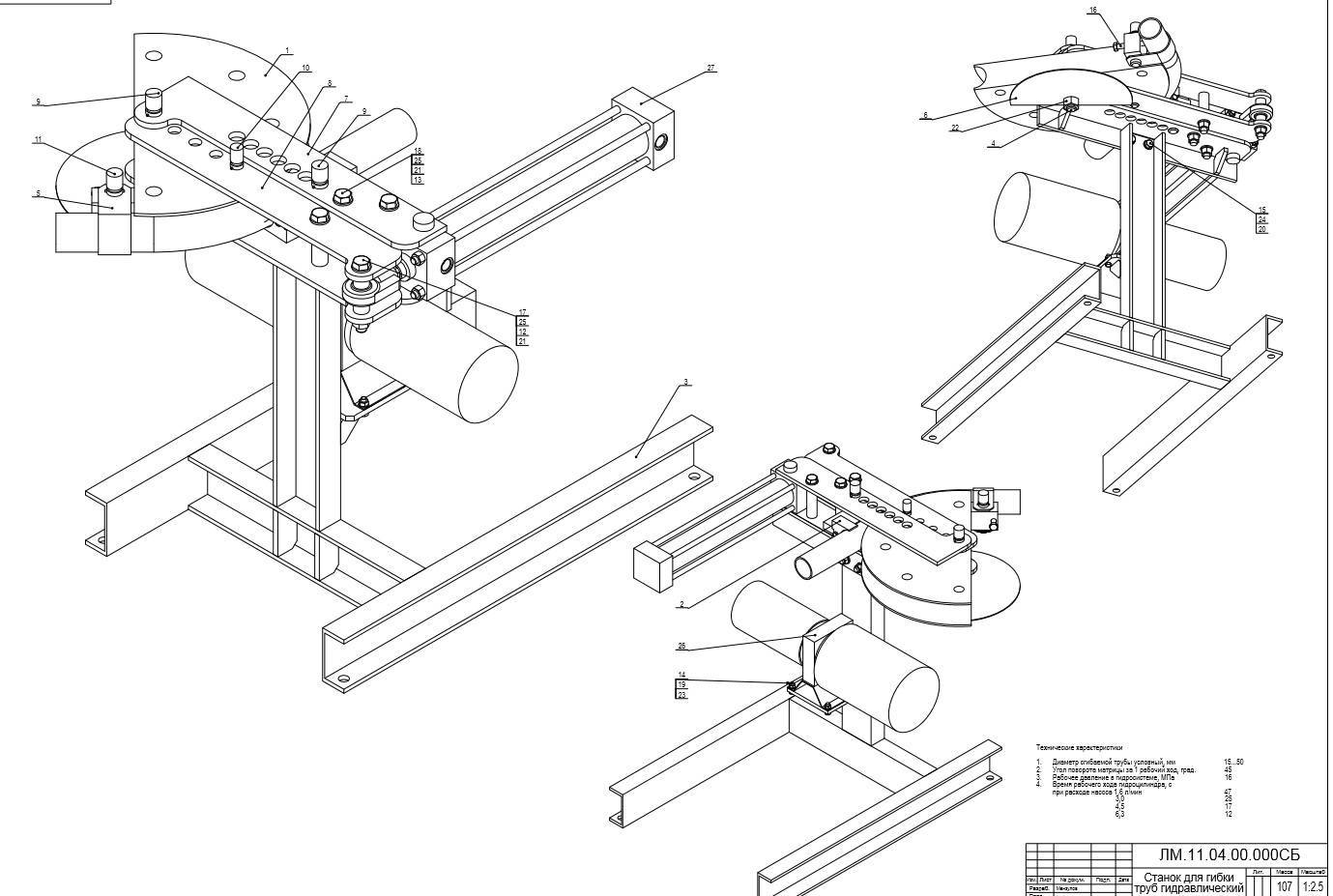
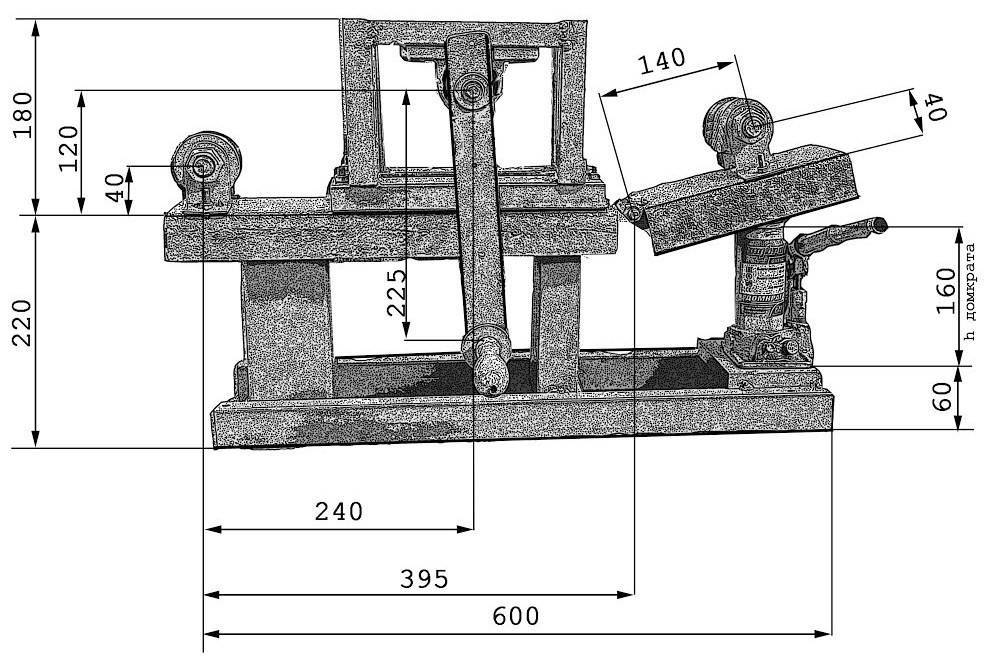
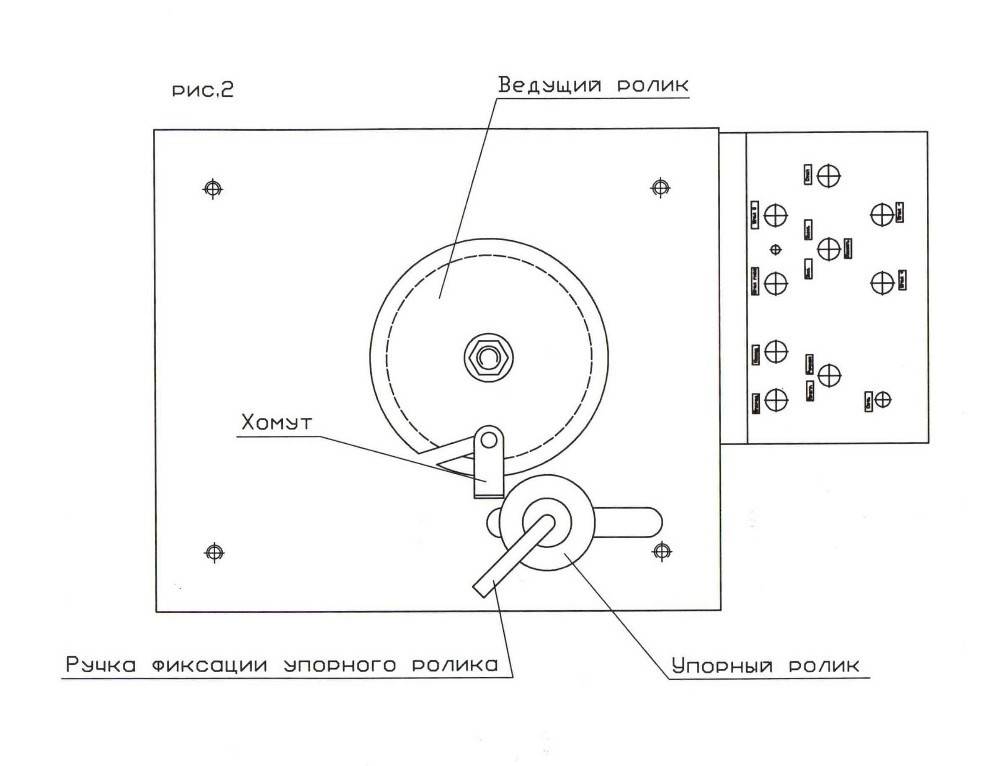
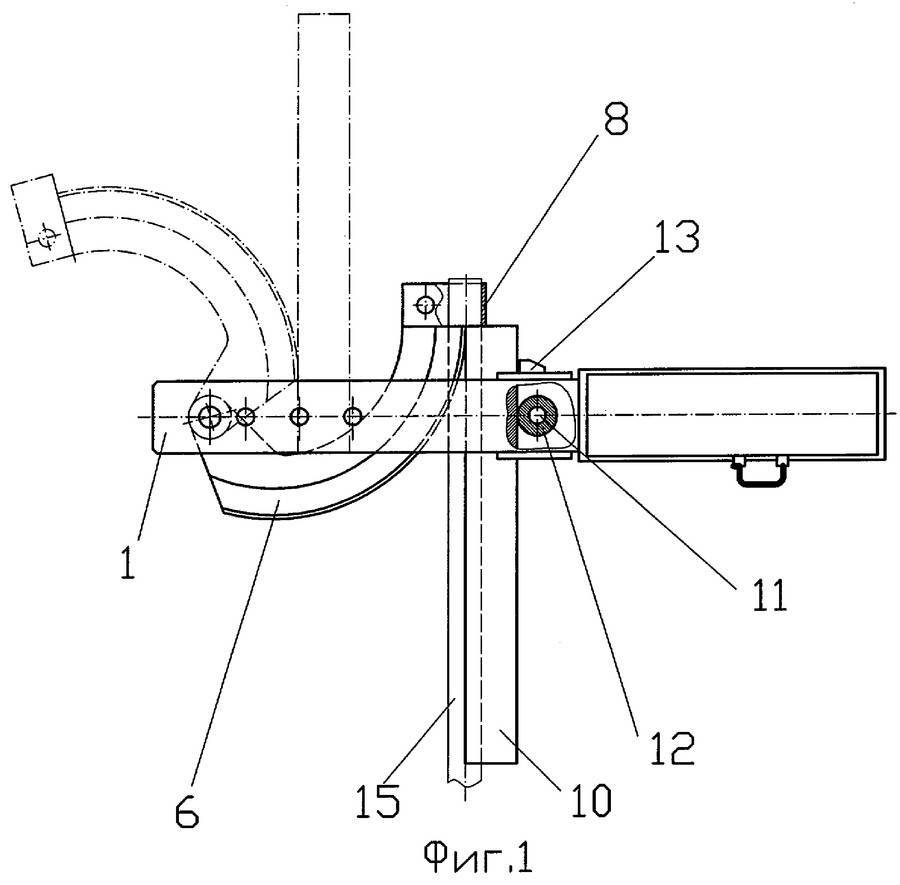
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
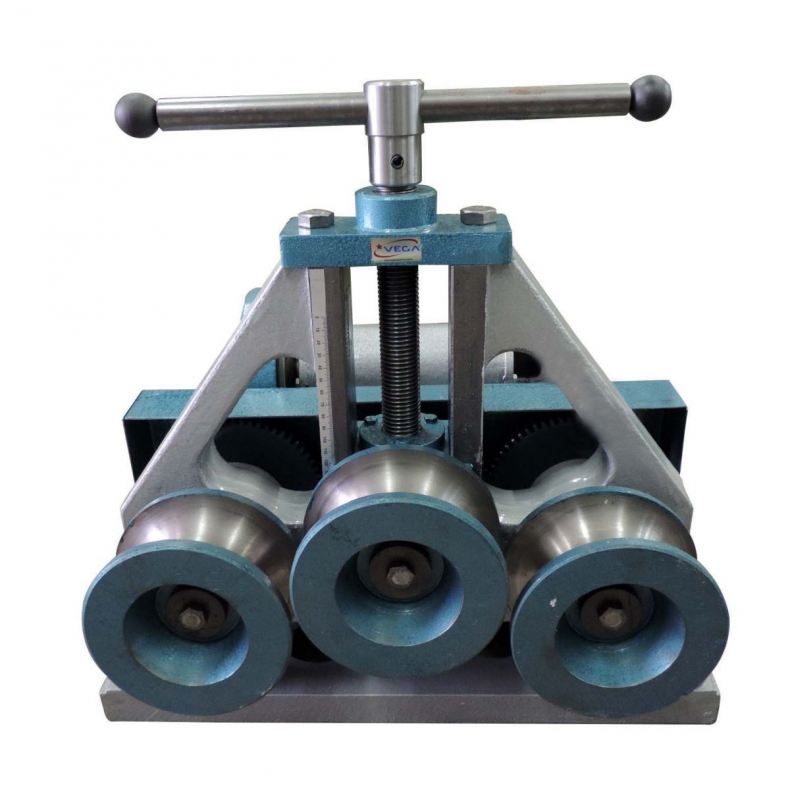
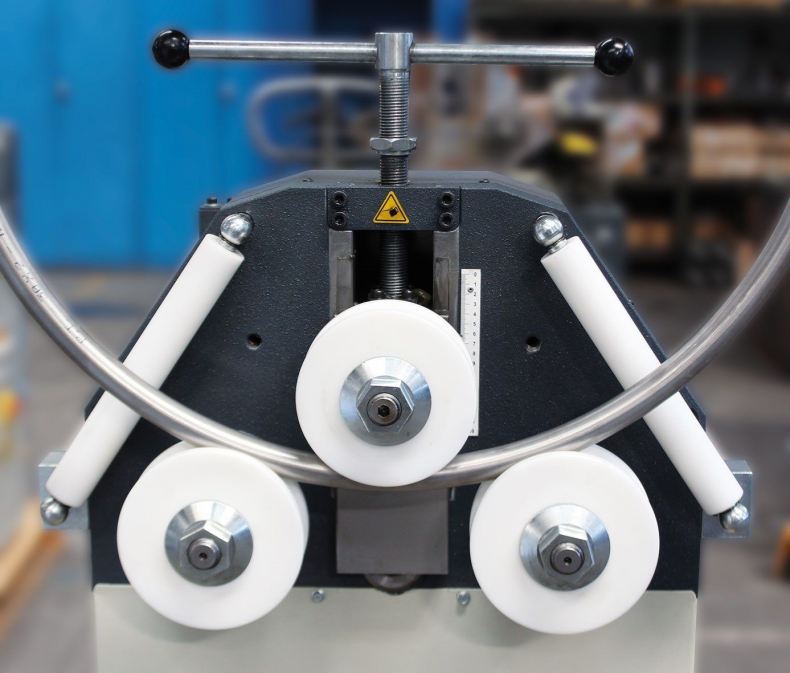
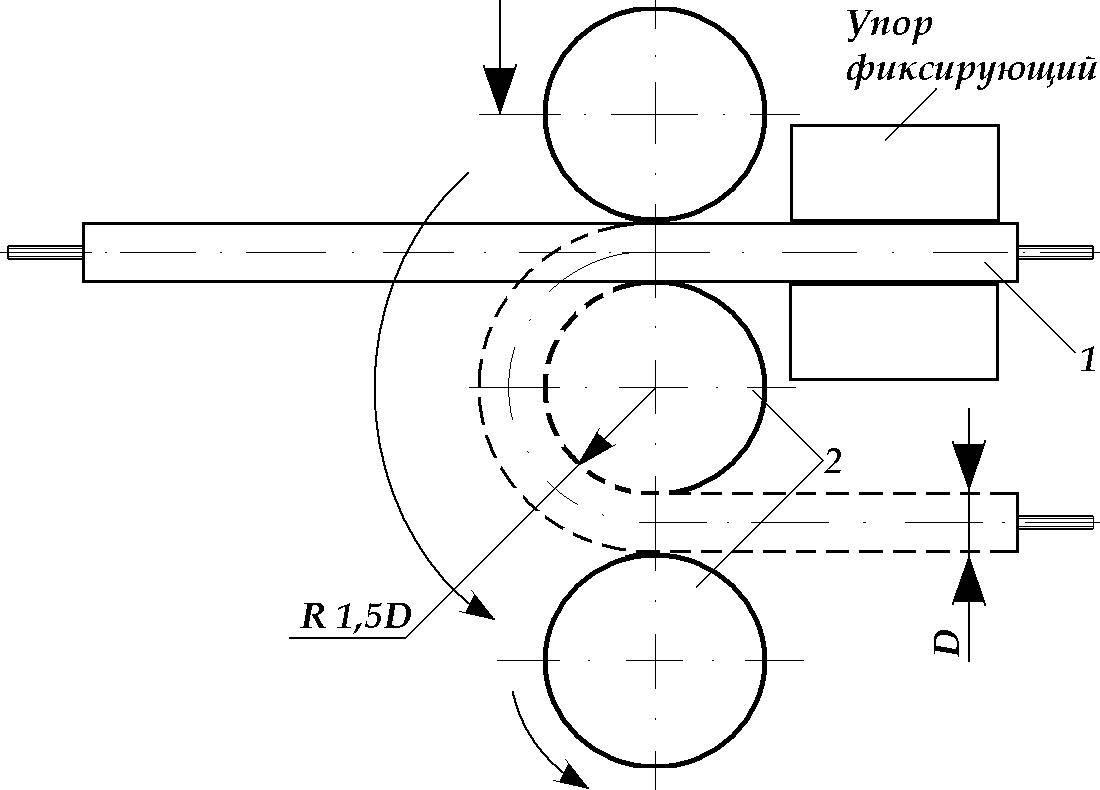
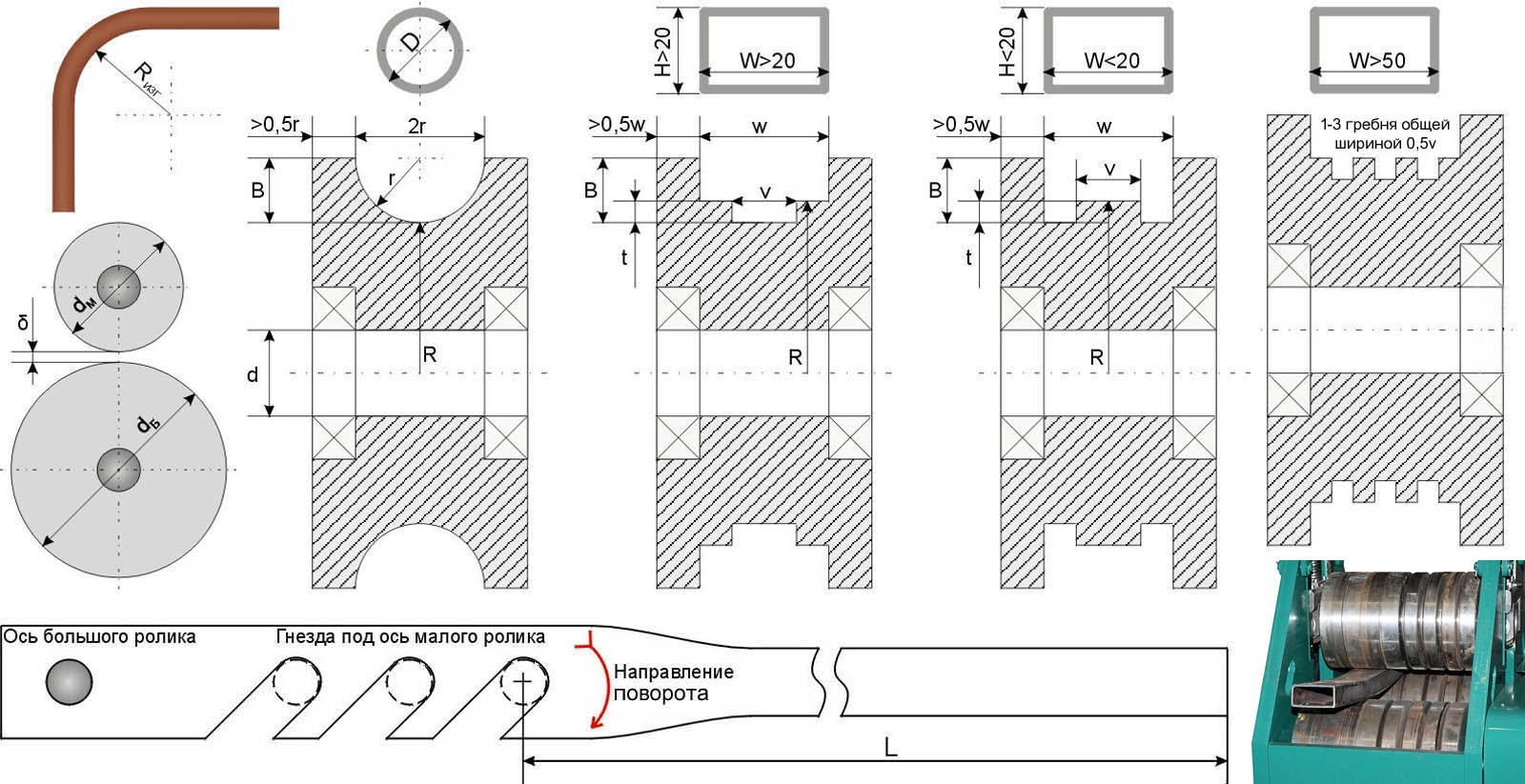
Прокатка, или вальцовка
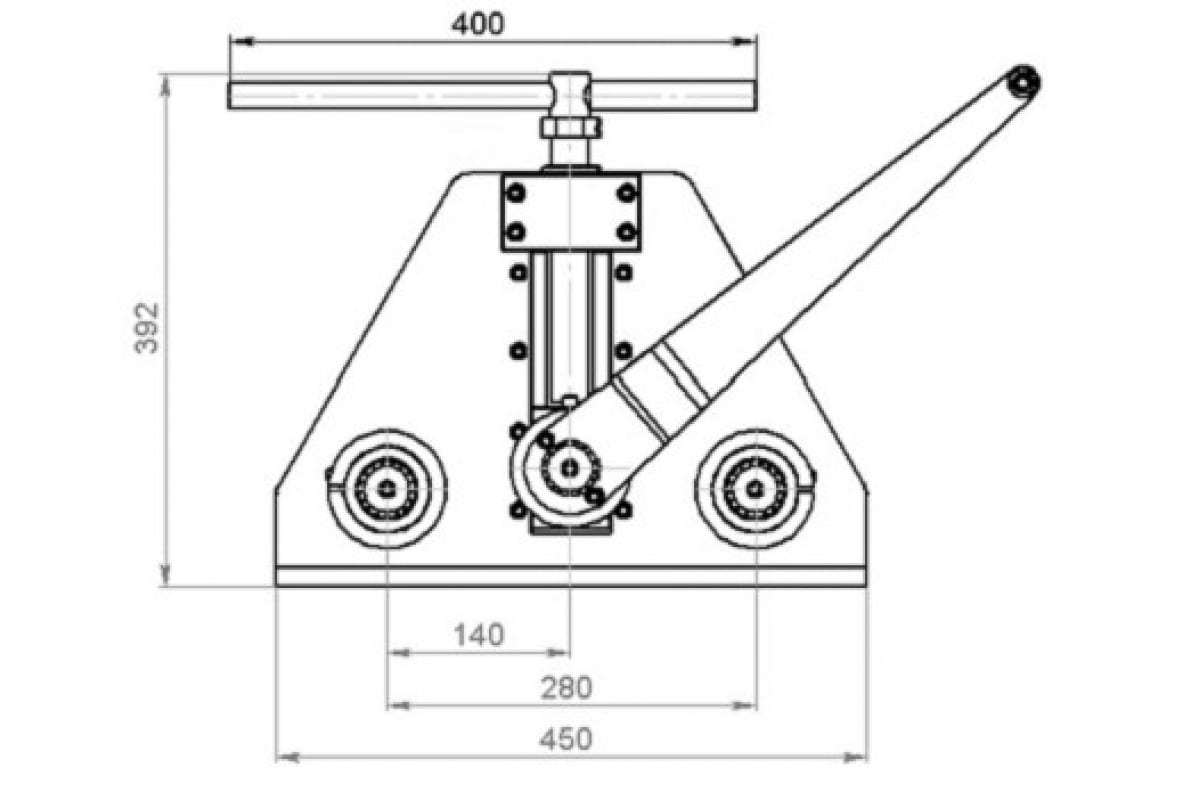
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.
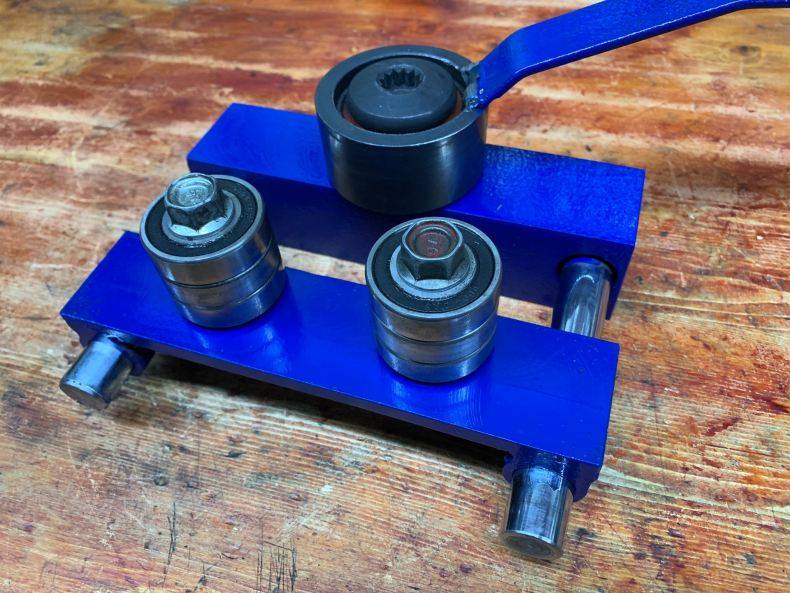
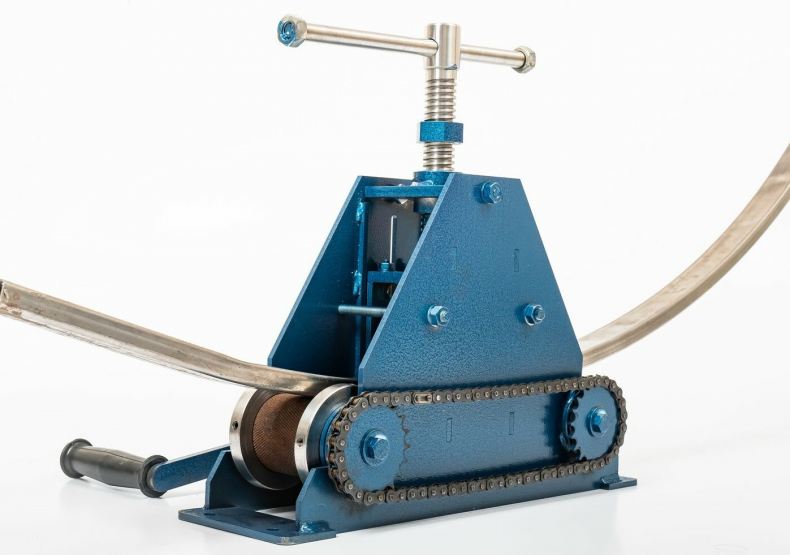
Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.
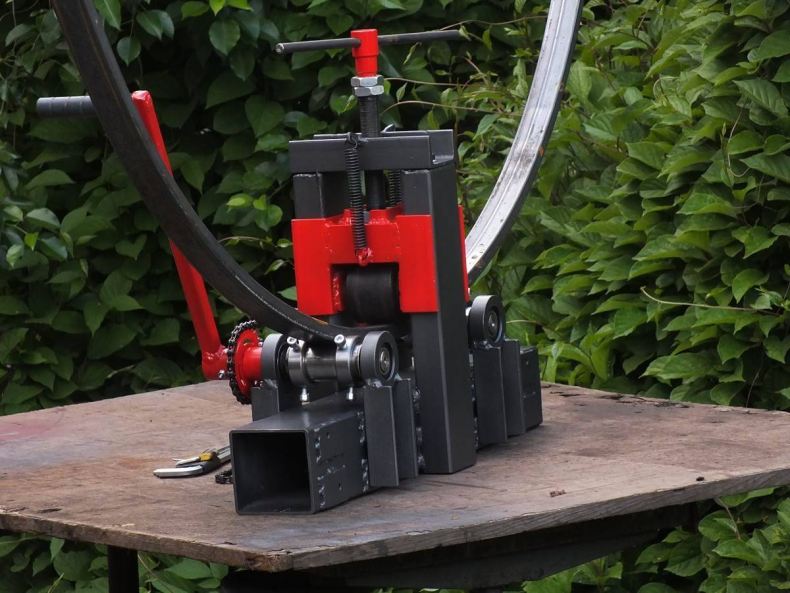
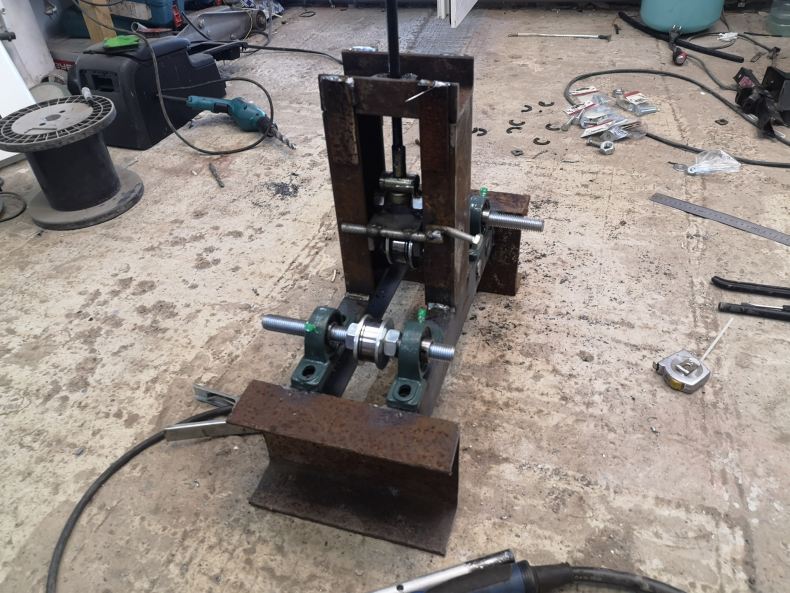
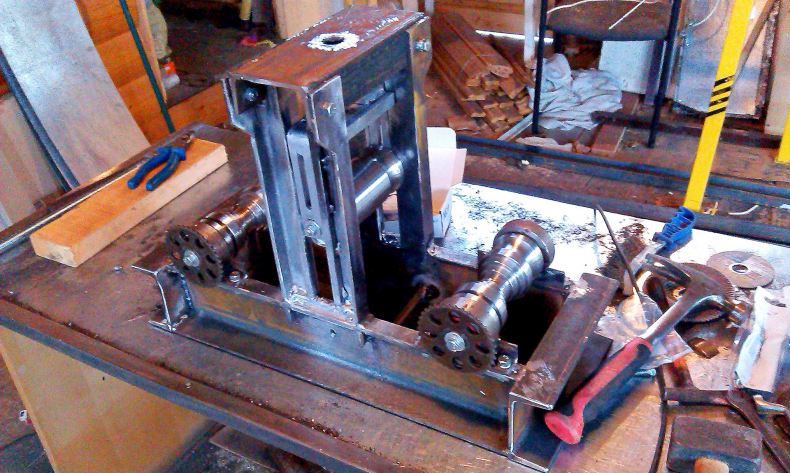
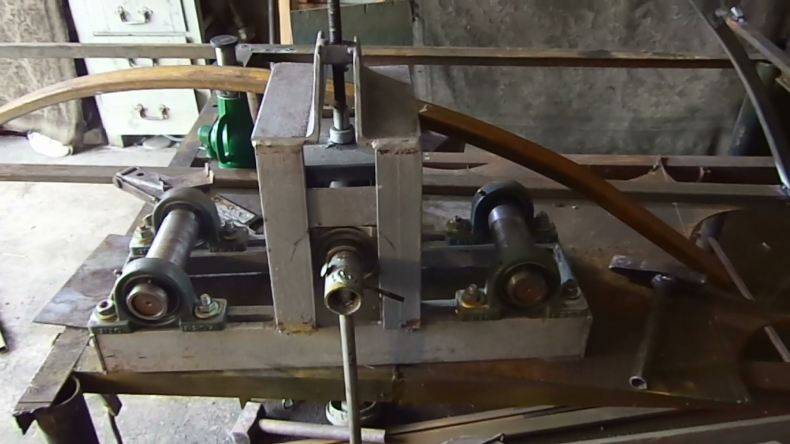
Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Изготовление электромеханического трубогиба
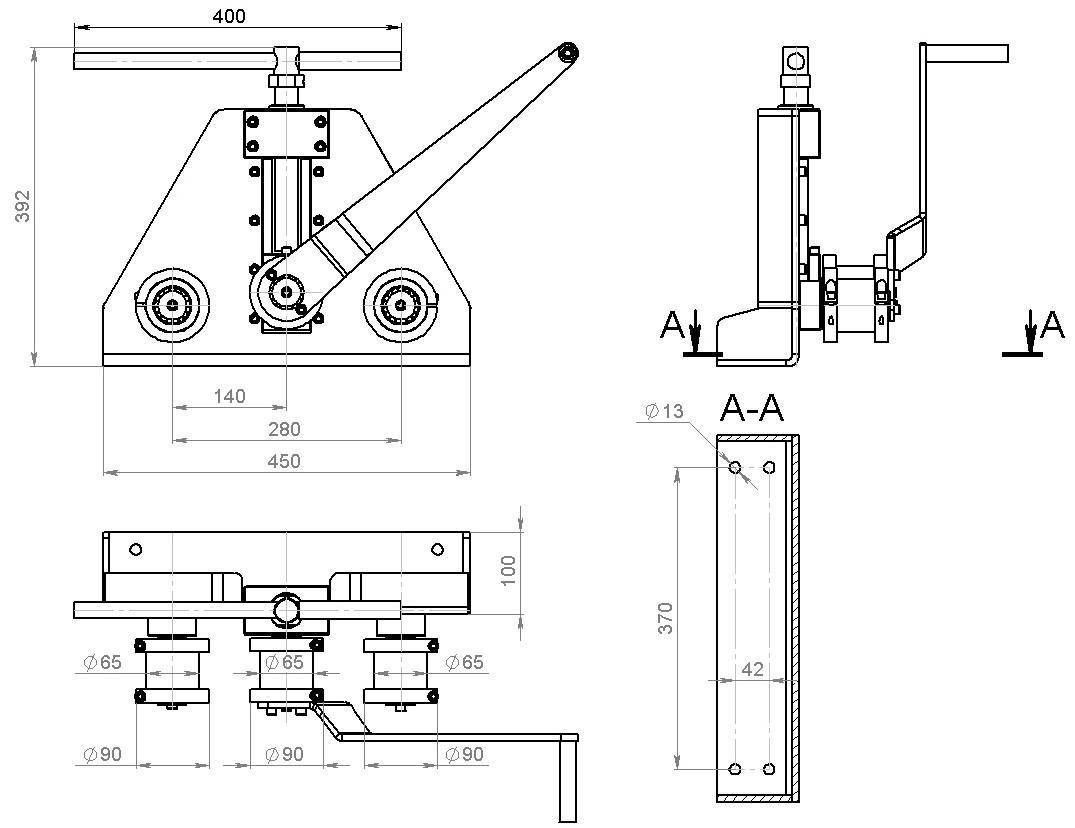
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.

Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.

Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
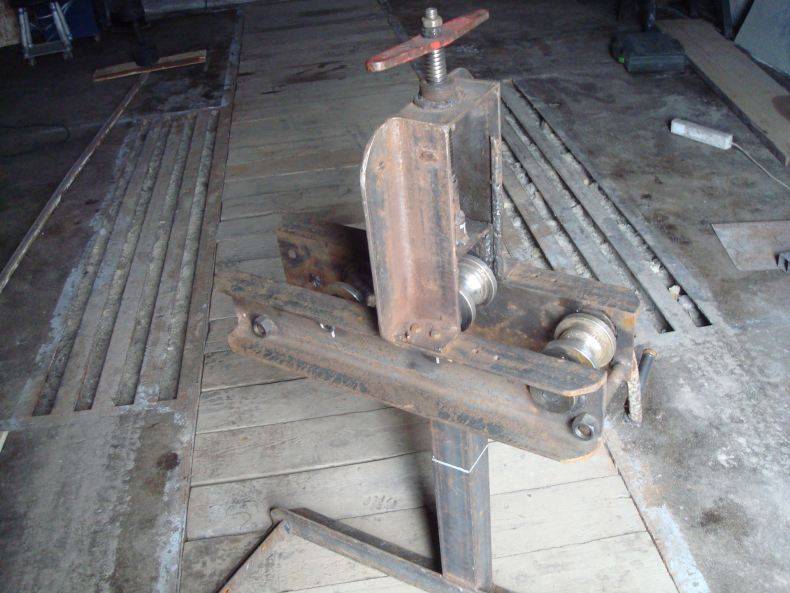
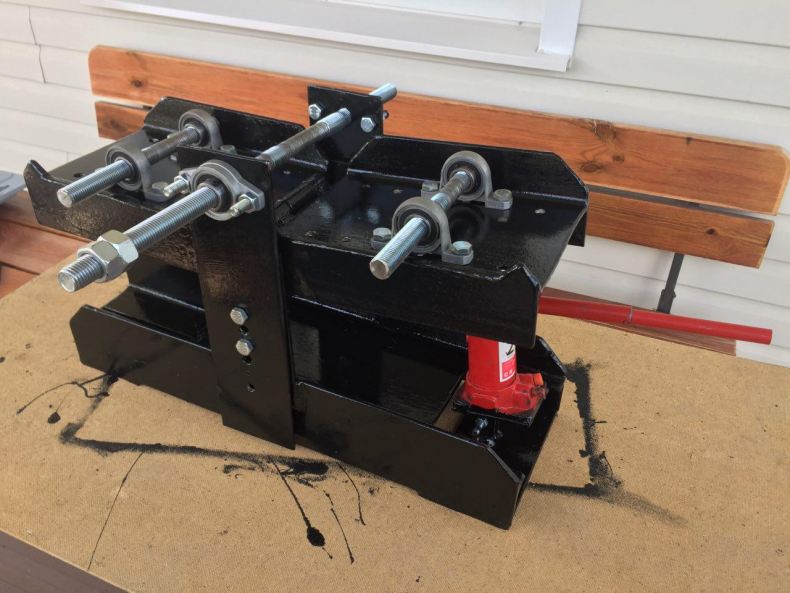
Арбалетный трубогиб
В самом деле внешне он чем-то напоминает арбалет (особенно некоторые серийные образцы). Фабричные выпускается в разных вариантах, в том числе компактные (почти ручные), но самодельные образцы делают стационарными, с мощной сварной станиной. В большинстве случаев умельцы просто копируют конструкцию. Сравните заводской и кустарный.
Конечно, есть разница исполнении, но производителю фирменного надо его подороже продать, производитель самодельного рассматривает свое изделие не как товар, а в качестве прочного и надежного инструмента.
Сварная рама из уголка и швеллера, внутри домкрат (заводские образцы могут иметь возвратные пружины для штока), два верхних подвижных упорных ролика со сменными положениями. На шток домкрата устанавливают прижимной башмак.
Эта простая конструкция имеет недостаток — неподвижный башмак может деформировать (сплющить) трубу. В принципе это общий признак для арбалетного типа. В нем можно гнуть круглую трубу, для профильной лучше использовать способы, когда труба движется по профилю шаблона — обкатывается, наматывается, а еще лучше, прокатывается.
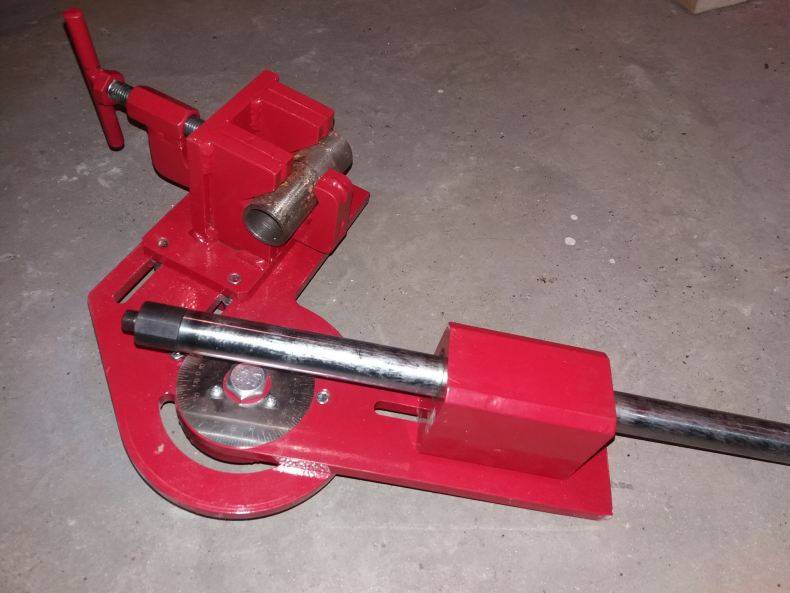
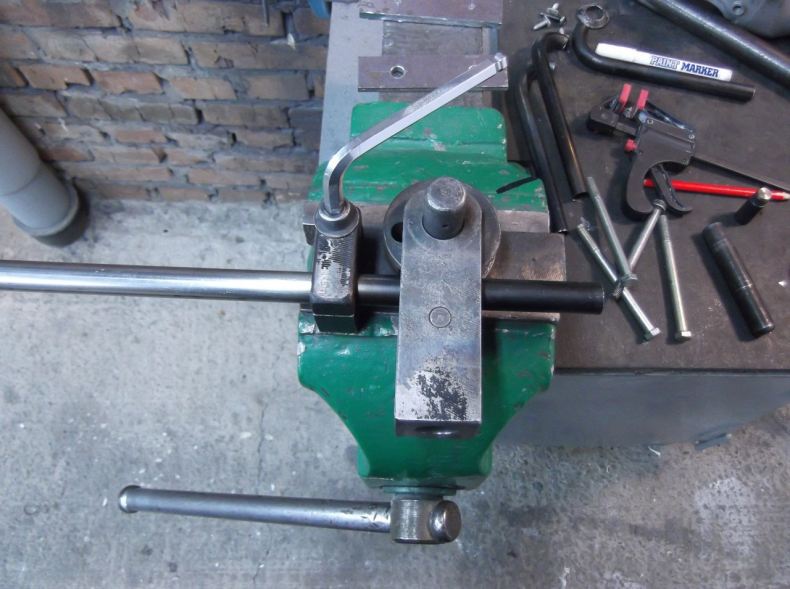
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Гибка труб в холодном состоянии
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны можно гнуть в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 156). Гибочная оправка 4 крепится к верстаку 1 с двух сторон скобами 2. Трубу для гибки вставляют между гибочной оправкой и хомутиком 3, нажимают руками и гнут ее по желобообразному углублению гибочной оправки.
Рис. 156. Гибка трубы в холодном состоянии на ручном приспособлении с неподвижной оправкой
Приспособление для гибки труб диаметром до 20 мм в холодном состоянии (рис. 157) состоит из плиты 4, гибочного ролика 3, нажимного ролика 7, рукоятки 6. упора 2, зажимного устройства 5. Приспособление крепится в слесарных тисках 1. При повороте рукоятки подвижной ролик давит на трубу и огибает ее по гибочному ролику до тех пор, пока ее конец не упрется в упор, после чего труба изгибается на участке, находящемся между гибочным роликом и упором, в результате получается труба с двумя изгибами.
Гибкие материалы: Виды гибких подводок и сроки эксплуатации
Рис. 157. Ручное приспособление для гибки труб диаметром до 20 мм в холодном состоянии

Основную гибочную оправку 9 и гибочные прижимные оправки 7 и 8 изготовляют с профилем, соответствующим профилю изгибаемой трубы, или с корректированным профилем в целях получения наименьшей деформации поперечного сечения трубы. В трубу вставляют оправку с пальцем (дорном), после чего закладывают ее между основной гибочной оправкой и гибочными прижимными оправками.
Вращением рукояток 4 и 5 трубу закрепляют перед гибкой. При гибке трубы рукоятку основной гибочной оправки вращают плавно, без рывков. Наружный диаметр дорна должен быть равным внутреннему диаметру трубы; перед работой дорн смазывают машинным маслом; находясь все время в месте изгиба, он предохраняет трубу от овальности и складок.
Рис. 158. Ручной трубогибочный станок для гибки труб диаметром от 10 до 24 мм
На трубогибочном ручном станке (рис. 159, а) гнут трубы диаметром до 50 мм с толщиной стенок 1 — 1,5 мм. На станине 1 укреплены упор 2 цилиндрической оправки, цилиндрическая оправка с пальцем 3, прижимная оправка 4, гибочный ролик. 5. Вращение гибочного ролика осуществляется рукояткой 6. Перед гибкой трубу надевают на цилиндрическую оправку с пальцем (дорном) и помещают ее между прижимом и гибочным роликом.
В процессе гибки трубы рукоятку вращают плавно и без рывков. В механических трубогибочных станках вместо цилиндрического дорна часто применяют цилиндрические оправки с одним или тремя шариками (рис. 159, б, б). При изгибе шарик все время остается в месте изгиба (рис. 159, г), препятствуя образованию складок на трубе.
Рис. 159. Работа на трубогибочном станке, позволяющем гнуть трубы диаметром до 50 мм при использовании оправок: а — момент гибки, б — оправка с одним шариком, в — оправка с тремя шариками, г — положение шарика в момент гибки
Гибку труб в кольцо осуществляют на трехроликовых гибочных станках. На рис. 160 изображен момент гибки на трехроликовом станке в кольцо труб диаметром до 25 мм без наполнителя. Для гибки предварительно производят наладку станка. Наладка верхнего ролика 5 относительно двух нижних роликов 1 и 2 осуществляется вращением рукоятки 4.
Рис. 160. Гибка трубы в кольцо на трехроликовом гибочном станке
Трубу в кольцо изгибают на трехроликовом станке в несколько переходов. После каждого перехода трубе придается форма, все более приближающаяся к форме кольца.
Устройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Улитковый трубогиб






Как сделать без помощи профессионалов трубогиб улиткового типа в домашних условиях своими руками.

Для этого понадобятся:
- Швеллер длиной 1 метр;
- 2 звездочки (подойдут от велосипедов);
- Железо листовое;
- Цепь — 1 шт.;
- Втулка с нарезанной внутренней резьбой.
- 3 вала;
- Труба диаметром полдюйма для воротов длиной 2 метра;
- Винт прижимной;
- 6 подшипников;
Этапы изготовления
Сварить основание, состоящее из 2 узких или 1 широкого швеллера. Также для изготовления основания применяется металлический лист толщиной 0,5 см.

Предварительно надетые на валы подшипники привариваются к основанию. Затем следует надеть звездочки, натянуть цепь, после чего приварить звездочки.

Вырезать направляющие прижимного устройства и при помощи сварки укрепить на основании. Надев подшипники на прижимающий вал, смонтировать пресс. Сваркой к пластине прикрепить втулку, предварительно сделав для нее основание.

Ввернуть прижимной винт и приварить к нему изготовленный из труб ворот. Во избежание коррозии подшипники необходимо смазать маслом. Собрав трубогиб, его следует испытать на прочность, а затем выкрасить для защиты сварочных швов от окисления.

Для удобства эксплуатации к направляющим крепится пружина, возвращающая пресс в исходную позицию.

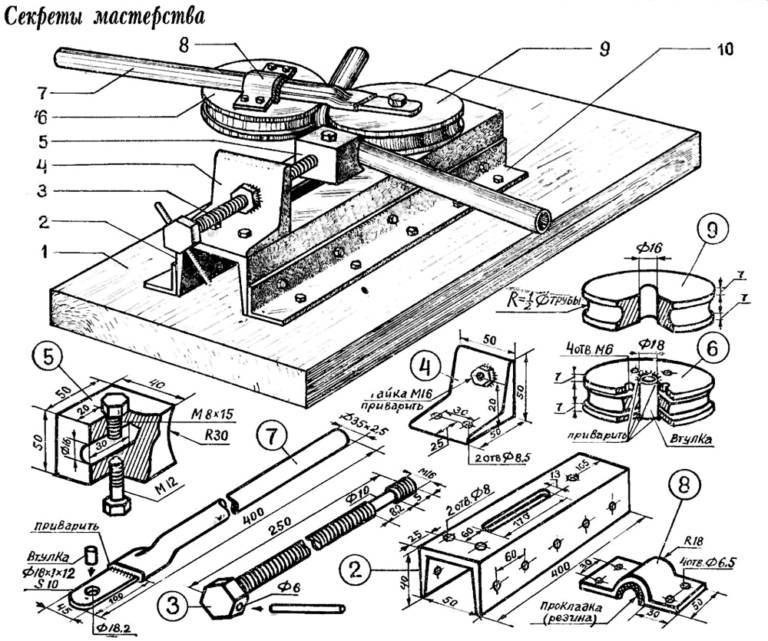
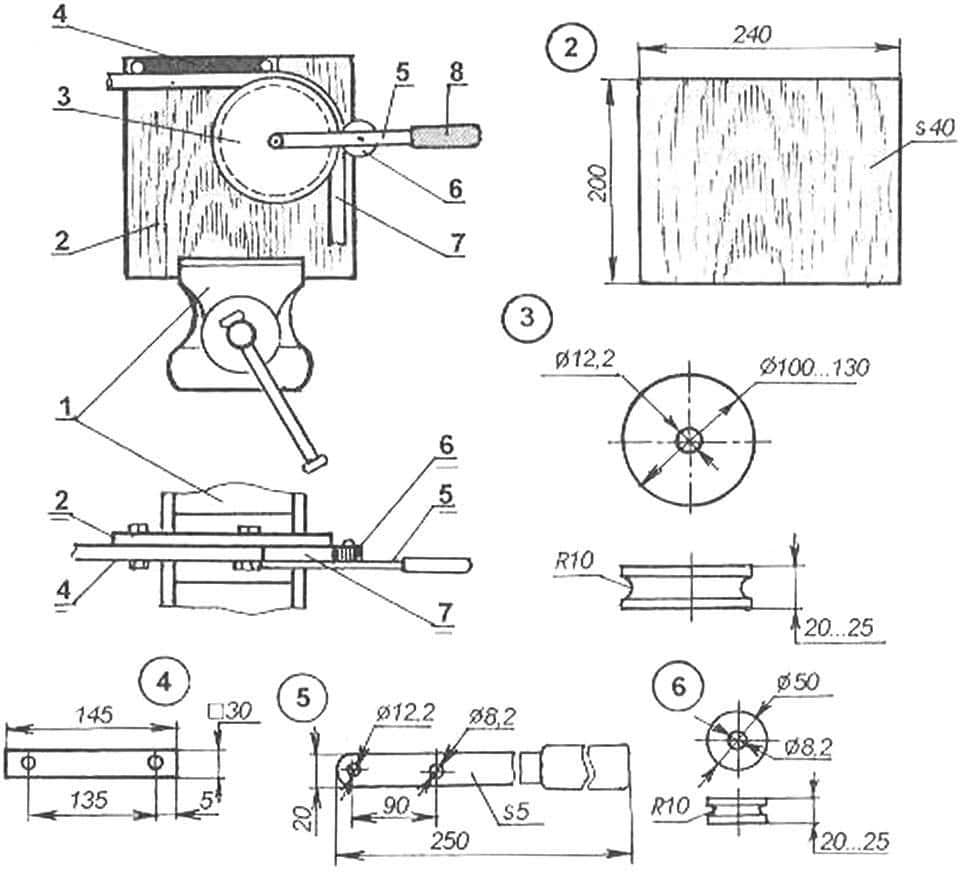
Изгиб трубы по шаблону
В большинстве случаев простейшим вариантом, подходящим для абсолютно всех мастеров, даже начинающих, является шаблон из дерева. Доски выбирают по толщине сгибаемых труб, обязательно оставляйте запас доски в пару сантиметров.

Чтобы во время работы профиль не съезжал с шаблона, на торцах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности, рядом проводится монтаж упора для трубы.

Профиль вставляется в промежуток между шаблоном и упором, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. Лебедка либо рычаг сделает работу легче.

Огромный плюс такого процесса, экономия средств и простота исполнения.


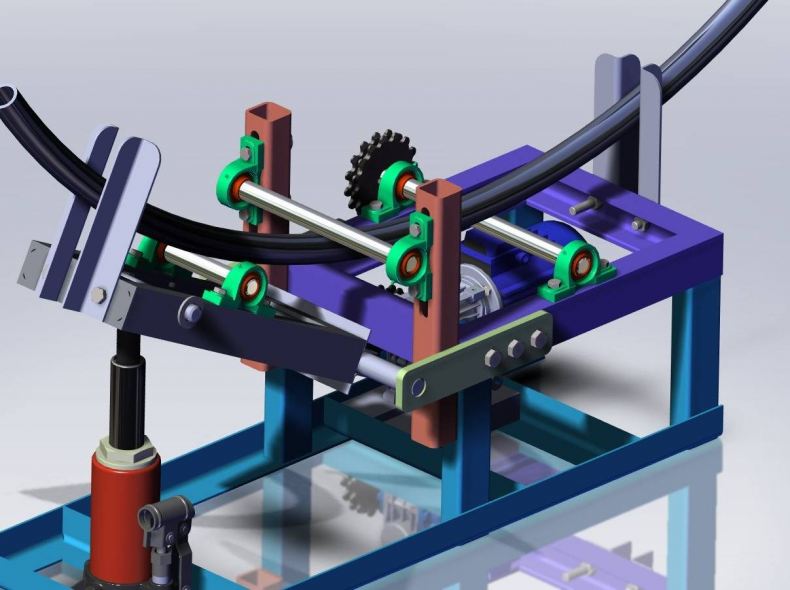
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
Watch this video on YouTube
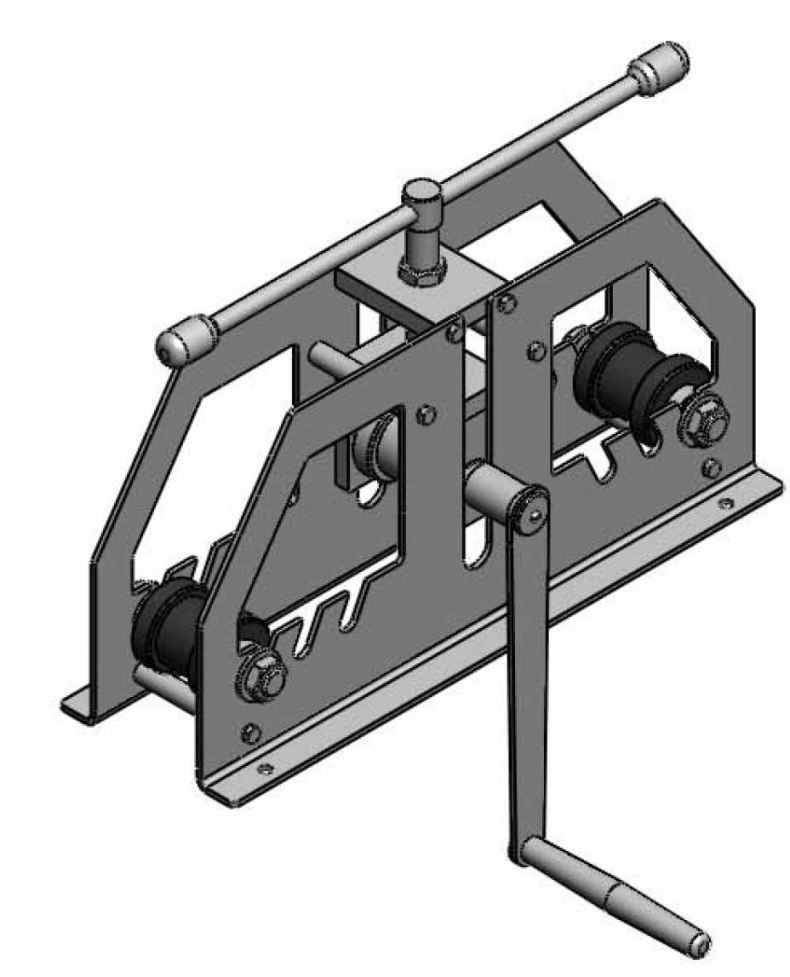
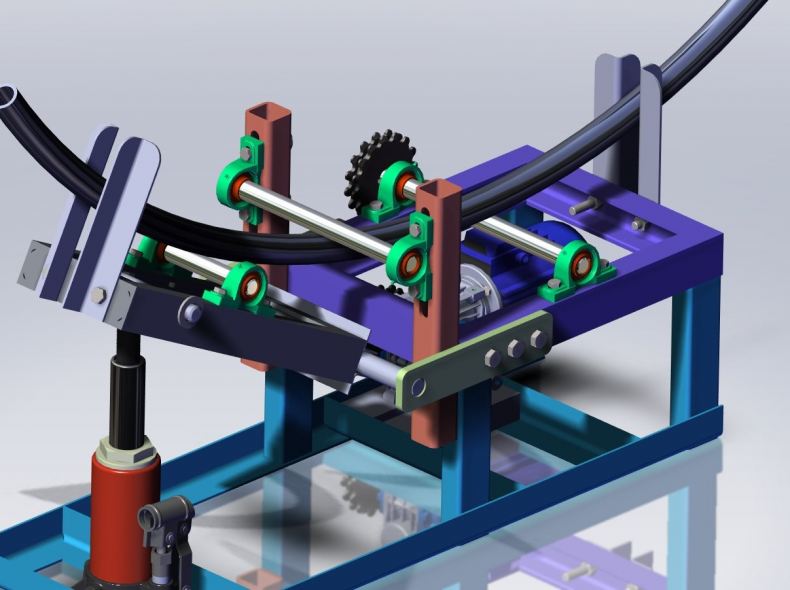
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
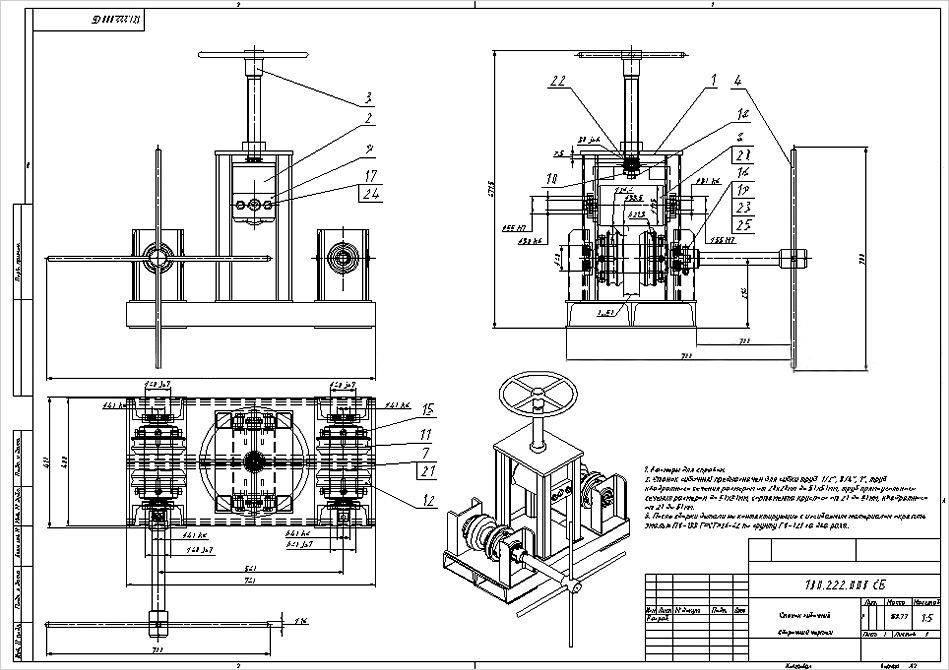
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станкаСхема валаЧертёж вилкиОпоры для подшипниковЧертёж щекиСхема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизатореОдеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайкуВставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.





