ДОПУСКИ
Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 3 – 5.
Таблица 3
Допуски диаметров d и D1
Шаг Р, мм | Наружная резьба | Внутренняя резьба | Шаг Р, мм | Наружная резьба | Внутренняя резьба | ||
Степень точности | Степень точности | ||||||
4 | 6 | 4 | 4 | 6 | 4 | ||
Допуск, мкм | Допуск, мкм | ||||||
Td | Td | ||||||
1,5 | 150 | 236 | 190 | 16 | 710 | – | 1000 |
2 | 180 | 280 | 236 | 18 | 800 | – | 1120 |
3 | 236 | 375 | 315 | 20 | 850 | – | 1180 |
4 | 300 | 475 | 375 | 22 | 900 | – | 1250 |
5 | 335 | 530 | 450 | 24 | 950 | – | 1320 |
6 | 375 | 600 | 500 | 28 | 1060 | – | 1500 |
7 | 425 | 670 | 560 | 32 | 1120 | – | 1600 |
8 | 450 | 710 | 630 | 36 | 1250 | – | 1800 |
9 | 500 | 800 | 670 | 40 | 1320 | – | 1900 |
10 | 530 | 850 | 710 | 44 | 1400 | – | 2000 |
12 | 600 | 950 | 800 | 48 | 1500 | – | 2120 |
14 | 670 | – | 900 |
Таблица 4
Допуски диаметров d2 и D2
Номинальный диаметр резьбы d, мм | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||||
Степень точности | |||||||||
6 | 7 | 8 | 9 | 6 | 7 | 8 | 9 | ||
Допуск, мкм | |||||||||
Св. 5,6 до 11,2 | 1,5 | 132 | 170 | 212 | 265 | 180 | 224 | 280 | 355 |
2 | 150 | 190 | 236 | 300 | 200 | 250 | 315 | 400 | |
3 | 170 | 212 | 265 | 335 | 224 | 280 | 355 | 450 | |
Св. 11,2 до 22,4 | 2 | 160 | 200 | 250 | 315 | 212 | 265 | 335 | 425 |
3 | 180 | 224 | 280 | 355 | 236 | 300 | 375 | 475 | |
4 | 212 | 265 | 335 | 425 | 280 | 355 | 450 | 560 | |
5 | 224 | 280 | 355 | 450 | 300 | 375 | 475 | 600 | |
8 | 280 | 355 | 450 | 560 | 375 | 475 | 600 | 750 | |
Св. 22,4 до 45 | 2 | 170 | 212 | 265 | 335 | 224 | 280 | 355 | 450 |
3 | 200 | 250 | 315 | 400 | 265 | 335 | 425 | 530 | |
5 | 236 | 300 | 375 | 475 | 315 | 400 | 500 | 630 | |
6 | 265 | 335 | 425 | 530 | 355 | 450 | 560 | 710 | |
7 | 280 | 355 | 450 | 560 | 375 | 475 | 600 | 750 | |
8 | 300 | 375 | 475 | 600 | 400 | 500 | 630 | 800 | |
10 | 315 | 400 | 500 | 630 | 425 | 530 | 670 | 850 | |
12 | 335 | 425 | 530 | 670 | 450 | 560 | 710 | 900 | |
Св. 45 до 90 | 3 | 212 | 265 | 335 | 425 | 280 | 355 | 450 | 560 |
4 | 236 | 300 | 375 | 475 | 315 | 400 | 500 | 630 | |
5 | 250 | 315 | 400 | 500 | 335 | 425 | 530 | 670 | |
8 | 315 | 400 | 500 | 630 | 425 | 530 | 670 | 850 | |
9 | 335 | 425 | 530 | 670 | 450 | 560 | 710 | 900 | |
10 | 335 | 425 | 530 | 670 | 450 | 560 | 710 | 900 | |
12 | 375 | 475 | 600 | 750 | 500 | 630 | 800 | 1000 | |
14 | 400 | 500 | 630 | 800 | 530 | 670 | 850 | 1060 | |
16 | 425 | 530 | 670 | 850 | 560 | 710 | 900 | 1120 | |
18 | 450 | 560 | 710 | 900 | 600 | 750 | 950 | 1180 | |
20 | 450 | 560 | 710 | 900 | 600 | 750 | 950 | 1180 | |
Св. 90 до 180 | 4 | 250 | 315 | 400 | 500 | 335 | 425 | 530 | 670 |
5 | 280 | 355 | 450 | 560 | 375 | 475 | 600 | 750 | |
6 | 300 | 375 | 475 | 600 | 400 | 500 | 630 | 800 | |
8 | 335 | 425 | 530 | 670 | 450 | 560 | 710 | 900 | |
12 | 400 | 500 | 630 | 800 | 530 | 670 | 850 | 1060 | |
14 | 425 | 530 | 670 | 850 | 560 | 710 | 900 | 1120 | |
16 | 450 | 560 | 710 | 900 | 600 | 750 | 950 | 1180 | |
18 | 475 | 600 | 750 | 950 | 630 | 800 | 1000 | 1250 | |
Св. 90 до 180 | 20 | 475 | 600 | 750 | 950 | 630 | 800 | 1000 | 1250 |
22 | 500 | 630 | 800 | 1000 | 670 | 850 | 1060 | 1320 | |
24 | 530 | 670 | 850 | 1060 | 710 | 900 | 1120 | 1400 | |
28 | 560 | 710 | 900 | 1120 | 750 | 950 | 1180 | 1500 | |
32 | 600 | 750 | 950 | 1180 | 800 | 1000 | 1250 | 1600 | |
Св. 180 до 355 | 8 | 355 | 450 | 560 | 710 | 475 | 600 | 750 | 950 |
10 | 400 | 500 | 630 | 800 | 530 | 670 | 850 | 1060 | |
12 | 425 | 530 | 670 | 850 | 560 | 710 | 900 | 1120 | |
18 | 500 | 630 | 800 | 1000 | 670 | 850 | 1060 | 1320 | |
20 | 530 | 670 | 850 | 1060 | 710 | 900 | 1120 | 1400 | |
22 | 530 | 670 | 850 | 1060 | 710 | 900 | 1120 | 1400 | |
24 | 560 | 710 | 900 | 1120 | 750 | 950 | 1180 | 1500 | |
32 | 530 | 800 | 1000 | 1250 | 850 | 1060 | 1320 | 1700 | |
36 | 670 | 850 | 1060 | 1320 | 900 | 1120 | 1400 | 1800 | |
40 | 670 | 850 | 1060 | 1320 | 900 | 1120 | 1400 | 1800 | |
44 | 710 | 900 | 1120 | 1400 | 950 | 1180 | 1500 | 1900 | |
48 | 750 | 950 | 1180 | 1500 | 1000 | 1250 | 1600 | 2000 | |
Св. 355 до 640 | 12 | 450 | 560 | 710 | 900 | 600 | 750 | 950 | 1180 |
16 | 500 | 630 | 800 | 1000 | 670 | 850 | 1060 | 1320 | |
20 | 560 | 710 | 900 | 1120 | 750 | 950 | 1180 | 1500 | |
24 | 600 | 750 | 950 | 1180 | 850 | 1060 | 1320 | 1700 | |
48 | 800 | 1000 | 1250 | 1600 | 1060 | 1320 | 1700 | 2120 |
Таблица 5
Допуски диаметра d3
Номинальный диаметр резьбы d, мм | Шаг Р, мм | Основное отклонение диаметра d2 | ||||||
с | е | g | ||||||
Степень точности | ||||||||
8 | 9 | 6 | 7 | 8 | 6 | 7 | ||
Допуск , мкм | ||||||||
Св. 5,6 до 11,2 | 1,5 | 405 | 471 | 232 | 279 | 332 | 197 | 245 |
2 | 445 | 525 | 259 | 309 | 366 | 226 | 276 | |
3 | 501 | 589 | 298 | 350 | 416 | 261 | 313 | |
Св. 11,2 до 22,4 | 2 | 462 | 544 | 271 | 321 | 383 | 238 | 288 |
3 | 520 | 614 | 310 | 365 | 435 | 273 | 328 | |
4 | 609 | 721 | 360 | 426 | 514 | 325 | 391 | |
5 | 656 | 775 | 386 | 456 | 550 | 351 | 421 | |
8 | 828 | 965 | 482 | 576 | 695 | 435 | 529 | |
Св. 22,4 до 45 | 2 | 481 | 569 | 284 | 336 | 402 | 251 | 303 |
3 | 564 | 670 | 335 | 397 | 479 | 298 | 361 | |
5 | 681 | 806 | 401 | 481 | 575 | 366 | 446 | |
6 | 767 | 899 | 449 | 537 | 649 | 411 | 499 | |
7 | 813 | 950 | 475 | 569 | 688 | 433 | 527 | |
8 | 859 | 1015 | 507 | 601 | 726 | 460 | 554 | |
10 | 925 | 1087 | 544 | 650 | 775 | 490 | 596 | |
12 | 998 | 1173 | 589 | 701 | 833 | 534 | 646 | |
Св. 45 до 90 | 3 | 589 | 701 | 350 | 116 | 504 | 313 | 379 |
4 | 659 | 784 | 390 | 470 | 564 | 355 | 435 | |
5 | 712 | 837 | 419 | 500 | 606 | 384 | 465 | |
8 | 890 | 1052 | 526 | 632 | 757 | 479 | 585 | |
9 | 943 | 1118 | 559 | 671 | 803 | 509 | 621 | |
10 | 963 | 1138 | 569 | 681 | 813 | 515 | 627 | |
12 | 1085 | 1273 | 639 | 764 | 920 | 584 | 709 | |
14 | 1142 | 1355 | 680 | 805 | 967 | 620 | 745 | |
16 | 1213 | 1438 | 721 | 853 | 1028 | 661 | 793 | |
18 | 1288 | 1525 | 763 | 900 | 1088 | 703 | 840 | |
20 | 1313 | 1550 | 775 | 912 | 1100 | 708 | 845 | |
Св. 90 до 180 | 4 | 690 | 815 | 408 | 489 | 595 | 373 | 454 |
5 | 775 | 912 | 456 | 550 | 669 | 421 | 515 | |
6 | 830 | 986 | 493 | 587 | 712 | 455 | 549 | |
8 | 928 | 1103 | 551 | 663 | 795 | 504 | 616 | |
12 | 1122 | 1335 | 670 | 795 | 958 | 615 | 740 | |
14 | 1193 | 1418 | 711 | 843 | 1018 | 651 | 783 | |
Св. 90 до 180 | 16 | 1263 | 1500 | 753 | 890 | 1078 | 693 | 830 |
18 | 1338 | 1588 | 794 | 950 | 1138 | 734 | 890 | |
20 | 1363 | 1613 | 806 | 962 | 1150 | 739 | 895 | |
22 | 1450 | 1700 | 849 | 1011 | 1224 | 780 | 943 | |
24 | 1538 | 1800 | 899 | 1074 | 1299 | 828 | 1003 | |
28 | 1625 | 1900 | 950 | 1138 | 1375 | 880 | 1068 | |
32 | 1718 | 2005 | 1015 | 1203 | 1453 | 945 | 1133 | |
Св. 180 до 355 | 8 | 965 | 1153 | 576 | 695 | 832 | 529 | 648 |
10 | 1088 | 1300 | 650 | 775 | 938 | 596 | 721 | |
12 | 1173 | 1398 | 701 | 833 | 1008 | 646 | 778 | |
18 | 1400 | 1650 | 825 | 987 | 1200 | 765 | 928 | |
20 | 1488 | 1750 | 875 | 1050 | 1275 | 808 | 983 | |
22 | 1513 | 1775 | 887 | 1062 | 1287 | 818 | 993 | |
24 | 1600 | 1875 | 936 | 1124 | 1361 | 865 | 1053 | |
32 | 1780 | 2092 | 1053 | 1265 | 1515 | 983 | 1195 | |
36 | 1885 | 2210 | 1118 | 1343 | 1605 | 1048 | 1273 | |
40 | 1925 | 2250 | 1138 | 1363 | 1625 | 1063 | 1288 | |
44 | 2030 | 2380 | 1203 | 1440 | 1715 | 1128 | 1365 | |
48 | 2145 | 2545 | 1273 | 1523 | 1810 | 1188 | 1438 | |
Св. 355 до 640 | 12 | 1223 | 1460 | 733 | 870 | 1058 | 678 | 815 |
16 | 1375 | 1625 | 815 | 978 | 1190 | 755 | 918 | |
20 | 1550 | 1825 | 912 | 1100 | 1337 | 845 | 1033 | |
24 | 1663 | 1950 | 986 | 1174 | 1424 | 915 | 1103 | |
48 | 2233 | 2670 | 1335 | 1585 | 1898 | 1250 | 1500 |
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.






Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок
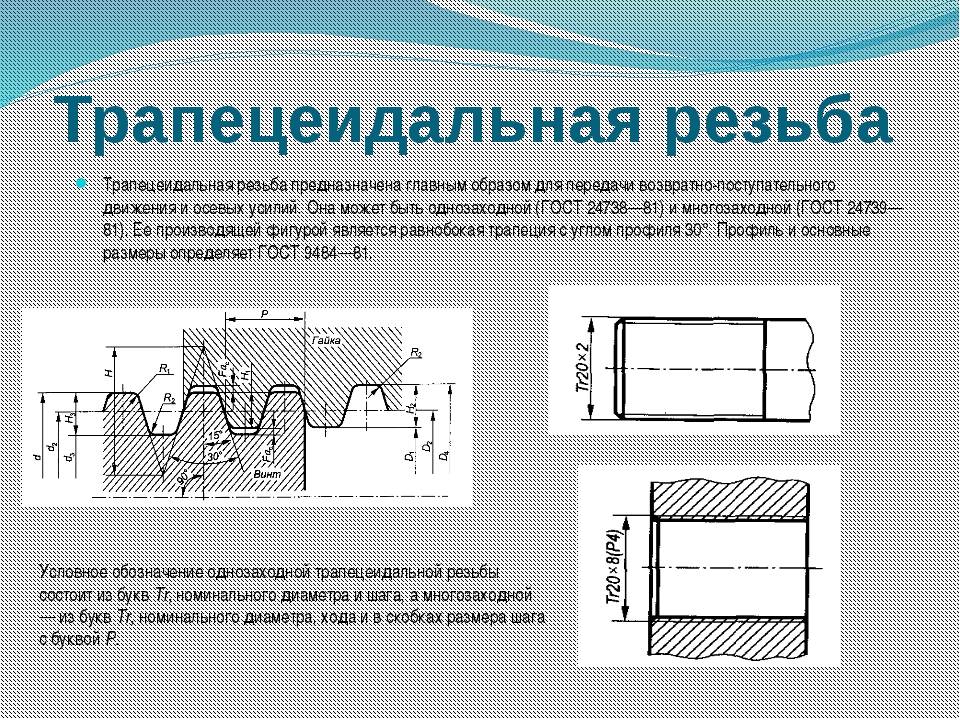
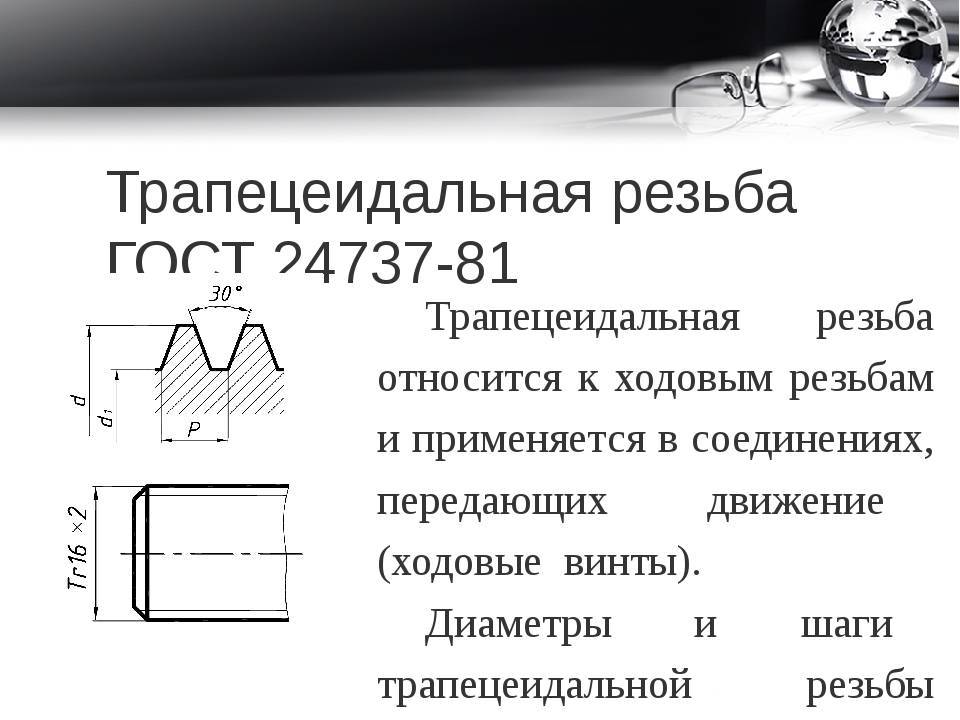
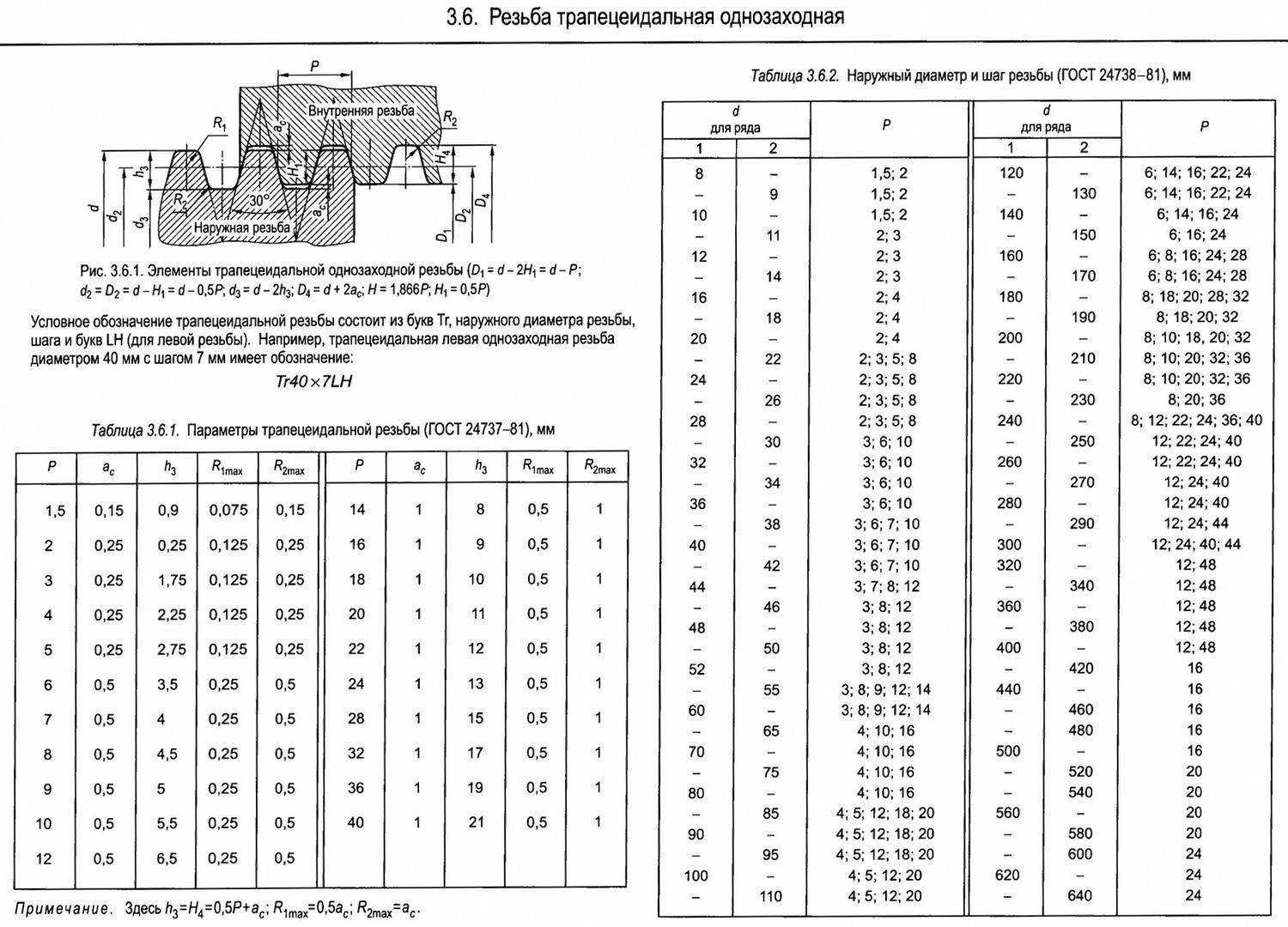
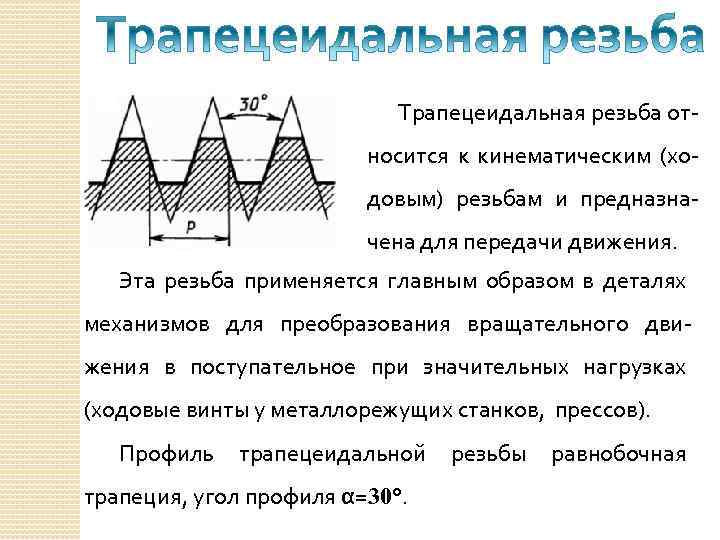
Особенности трапецеидальной резьбы
Угол профиля трапецеидальной резьбы составляет 15–40° и образует форму трапеции. Угол подъема равняется 30°. Угловой коэффициент профиля, тип смазки и материал влияют на показатели трения. Трапецеидальная резьба, благодаря свойству самоторможения, позволяет заготовке не деформироваться при сильных нагрузках. Она обладает лучшей износоустойчивостью, в отличие от трубной резьбы.
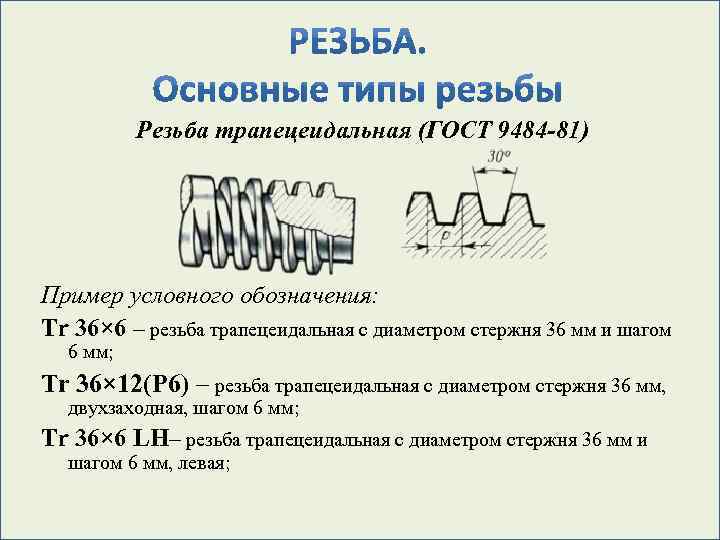
Наибольшим эффектом обладают трапецеидальные резьбы, обладающие средним шагом. Они способны обеспечить умеренные показатели точности осевых перемещений и износостойкости обрабатываемой детали. Измерение среднего шага производится при помощи штангенциркуля. Для проведения расчетов достаточно посчитать количество и провести замер протяженности стержня. Результат деления этих величин будет являться значением усредненного шага.В связи с тем, что трапецеидальная резьба является метрической, величина шага указывается в миллиметрах. На чертеже она имеет следующую маркировку:
- обозначение латинскими буквами “Tr”;
- указание значений диаметра и шага в мм;
- обозначение левой однозаходной при помощи латинских символов “LH”.
Пример маркировки: Tr25x5LH – резьба с профилем в форме трапеции, однозаходная левая, длина диаметра составляет 25 мм, величина шага равняется 5 мм. Определить основные размерные параметры возможно также при помощи ГОСТ 9484-81.
Трапецеидальная резьба обладает следующими преимуществами:
- Радиальные зазоры возможно выявить при помощи размещения резьбы посередине диаметра.
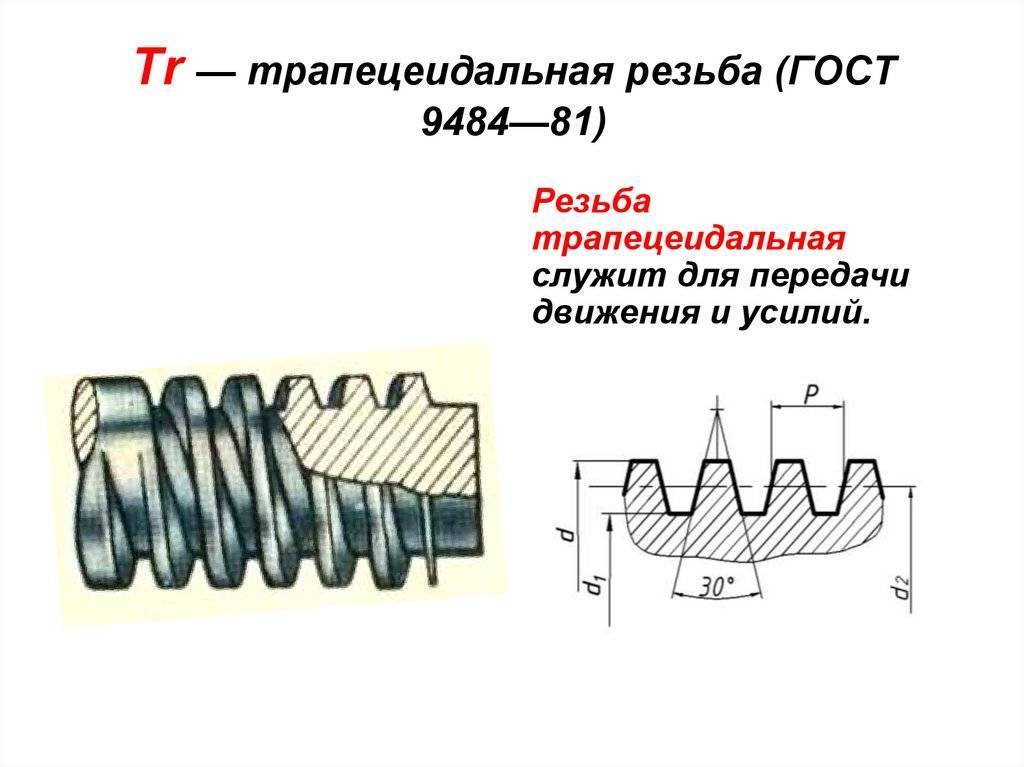
- В отличие от дюймовой резьбы, она обладает преобразовательной функцией, превращая вращение изделия в поступательные движение. Преобразование осуществляется посредством гайки и винта. От этой функции зависит производительность и устойчивость рабочих инструментов.
- Предоставляется возможность конструировать и демонтировать более комплексные устройства и предметы неограниченное количество раз.
- Облегчает процесс сбора и разбора деталей, благодаря самостоятельному регулирования силы сжатия.
- Упрощенный процесс изготовления заготовок в различных вариациях. Качество разработанных деталей определяется от материала исходной заготовки.
Несмотря на большое количество достоинств, она имеет несколько недостатков:
- В результате сильного трения возникает большое напряжение на впадинах резьбы.
- Этот вид нарезания нельзя использовать при обработке механизмов, обладающих высокими показателями вибрации. В противном случае это может привести к самостоятельному выкручиванию винтов.
- Высокая стоимость. Многозаходные резьбы стоят дороже однозаходных. Цена зависит от материалов, количества затраченного времени, технологической базе и объема используемой электроэнергии.
Из-за данных особенностей трапецеидальная резьба используется в узконаправленных отраслях производства в небольшом количестве.
Технология нарезания резьбы
Исходя из обозначенных характеристик, подбирают соответственный резец и режимы нарезания резьбы. До того как приступить к получению на поверхности детали винтообразной канавки треугольного, прямоугольного либо трапецеидального сечения нужно обточить заготовку до нужного поперечника.
Осуществляется данный вид работ стандартным проходным резцом на соответственных скоростях. В связи с частичным расширением металла при нарезании поперечник заготовки нужно сделать на 0,1 мм меньше требуемого поперечника будущей резьбы.
READ Как нарезать резьбу в титане метчиком
Последующий шаг – настройка станка, а конкретнее – гитарного механизма, регулирующего скорость подачи резца. При помощи соответственных таблиц зависимо от хотимого шага нужно выполнить установку нужных зубчатых колес. После чего можно нарезать резьбу на токарном станке.
Для этого в резцедержатель устанавливают резьбовой резец с нужным углом заточки и употребляют для его управления ручку подключения суппорта к ходовому винту. Благодаря данному приспособлению вершинка режущего инструмента производит спиральное движение вдоль поверхности детали, равномерно проход за проходом углубляясь на требуемую глубину до получения полного треугольного профиля.
Для получения наибольшего свойства изготавливаемой резьбы не запамятовывайте временами смазывать поверхность детали машинным маслом. Это понизит шероховатость и отчасти охладит обрабатываемый стержень. Более тщательно поглядеть технологию получения резьбы на токарном станке можно на предлагаемом
Нарезание резьбы прямоугольного и трапецеидального профиля
Нарезание резьбы такого профиля имеет ряд отличительных особенностей от нарезания треугольных резьбы. Прямоугольные и трапецеидальные резьбы часто бывают с двух-, трех- и с большим числом заходов, а следовательно, и угол подъема винтовой линии может быть значительно больше угла подъема винтовой линии треугольных резьбы и достигать значений |/>40°.
При нарезании резьбы прямоугольного и трапецеидального профиля применяют стержневые резцы. Форма профиля резца должна соответствовать профилю, который получается в пересечении винтовой поверхности резьбы с передней поверхностью резца. Главная режущая кромка резца должна быть параллельной оси нарезаемой резьбы. Передний угол резца равен нулю, а задний — 6-8°.
Для обеспечения нормальных условий резания необходимо, чтобы действительный задний угол был не менее 3°. При нарезании правозаходной резьбы задний угол у левой режущей кромки резца должен быть на 2° больше угла подъема резьбы, а задний угол у правой режущей кромки — около 3°. При нарезании лево- заходной резьбы значения этих углов изменяют на противоположные.
Наиболее распространены два способа установки резца при нарезании резьбы с углом |/>4° подъема винтовой линии. При первом способе главную режущую кромку резца устанавливают параллельно оси детали (рис. 10.11,а), что позволяет нарезать резьбу, профиль которой совпадает с профилем резца. Недостатками этого способа являются неодинаковые условия работы боковых режущих кромок резца. Угол резания у правой боковой кромки резца больше 90°(-уо), что ухудшает условия резания. Для улучшения их на передней поверхности вдоль этой режущей кромки выполняют канавку (рис. 10.11,6). Угол резания у левой боковой кромки резца получается меньше 90°, что ослабляет режущую кромку, снижает ее стойкость. В результате резец приходится часто перетачивать. Кроме того, с увеличением угла подъема резьбы возрастает нагрузка на резец, он отклоняется влево и вниз, что может привести к подрезанию профиля резьбы.
40°»/>
Рис. 10.11.Способы (a-в) установки резца при нарезании резьбы с углом наклона винтовой линии у>40°. При втором способе (рис. 10.11,в) главную режущую кромку резца устанавливают перпендикулярно винтовой линии, т.е. боковым поверхностям резьбовой канавки. В этом случае обе боковые режущие кромки находятся в одинаковых более благоприятных условиях работы. Недостатком этого способа является искажение профиля резьбы, которое тем больше, чем больше угол подъема резьбы.
Учитывая достоинства и недостатки каждого способа, второй способ установки резца используют при черновых рабочих ходах для снятия больших припусков. При нарезании резьбы с шагом 3-4 мм, а также при чистовых рабочих ходах (с припуском 0,2-0,3 мм) применяют первый способ установки резца. Главную режущую кромку устанавливают точно на линии центров станка с помощью поворотной головки 3 (рис. 10.12). Фиксируют головку в нужном положении (по риске А относительно шкалы В) винтом 6, который навинчивают на стержень 5 головки по резьбе с крупным шагом и ввинчивают в корпус 4 резца по резьбе с мелким шагом. Такое устройство позволяет надежно закреплять головку 3 в нужном положении. Резец 1 закрепляют в головке винтом 2.
Рис. 10.12.Державка с поворотной головкой для резьбового резцаРис. 10.13.Блок из двух резцов для нарезания трапецеидальной резьбы:1- трапецеидальный (профильный) резец, 2 — прорезной резец
Рис. 10.14.Патроны для нарезания многозаходной резьбы:1,2, 3 и 4 — прорези для нарезаний двух- и четырехзаходной резьбы,
Г, 2′ и 3′ — прорези для нарезания трехзаходной резьбы, 5 — поводковая часть, 6 — корпус,
Иногда головку резца выполняют с прорезью, которая позволяет резцу незначительно отжиматься для повышения качества обработанной поверхности.
Трапецеидальные резьбы с шагом более 3-4 мм нарезают двумя способами. По первому способу канавочным резцом, ширина которого на 0,1-0,2 мм меньше ширины профиля резьбы, прорезают винтовую канавку с внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы, а затем винтовой канавке придают форму трапеции (правым и левым резцами), ширина основания которой по наружному диаметру резьбы на 0,3-Ю,4 мм меньше требуемой. Окончательную обработку боковых поверхностей резьбы производят резцом с полным профилем. По второму способу трапецеидальным резцом прорезают профильную канавку, ширина которой по среднему диаметру резьбы на 0,3^0,4 мм меньше требуемой, а затем эту канавку прорезают прорезным резцом на глубину для получения внутреннего диаметра резьбы. Окончательную обработку боковых поверхностей резьбы производят резцом с полным профилем (рис. 10.13).
Виды резьбы
На сегодняшний день существуют такие типы:
- Метрическая. Она служит для закрепления нескольких элементов. Условия нарезки установлены в нормативной документации. Профиль представляет собой треугольник с равносторонними углами. Этот показатель равен 60°. Винты с метрической резьбой выполняются с малыми и большими шагами. Первый вид применяется для закрепления тонколистовых элементов для создания повышенной герметичности. Такой вид присоединения можно встретить в точных оптических приборах.
- Коническая. Она изготовляется также, как предыдущий вид, но закручивание производится на глубину 0,8 мм.
- Дюймовая. На сегодняшний день нет нормативного документа, в котором указывались бы размеры резьбы. Дюймовая резьба применяется при ремонте различного оборудования. Как правило, это старые приборы и устройства. Основными ее показателями являются наружный диметр и шаг.
- Трубная цилиндрическая. Данный вид представляет собой равнобедренный треугольник, верхний угол которого равен 55°. Такая внутренняя резьба применяется для соединения трубопроводов, а также деталей, выполненных из тонколистового материала. Она рекомендуется в том случае, когда предъявляются особые требования к герметичности соединения.
- Трубная коническая. Внутренняя резьба должна соответствовать всем требованиям нормативных документов. Размеры полностью стандартизованы. Ее применяют для присоединения различных видов трубопроводов.
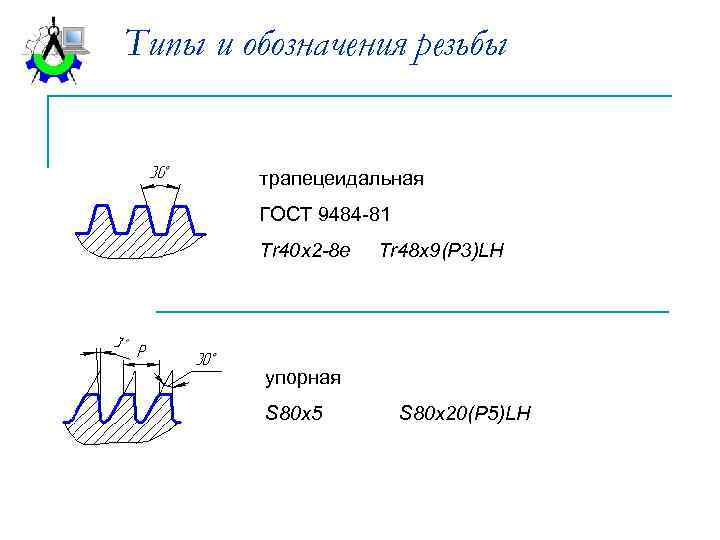
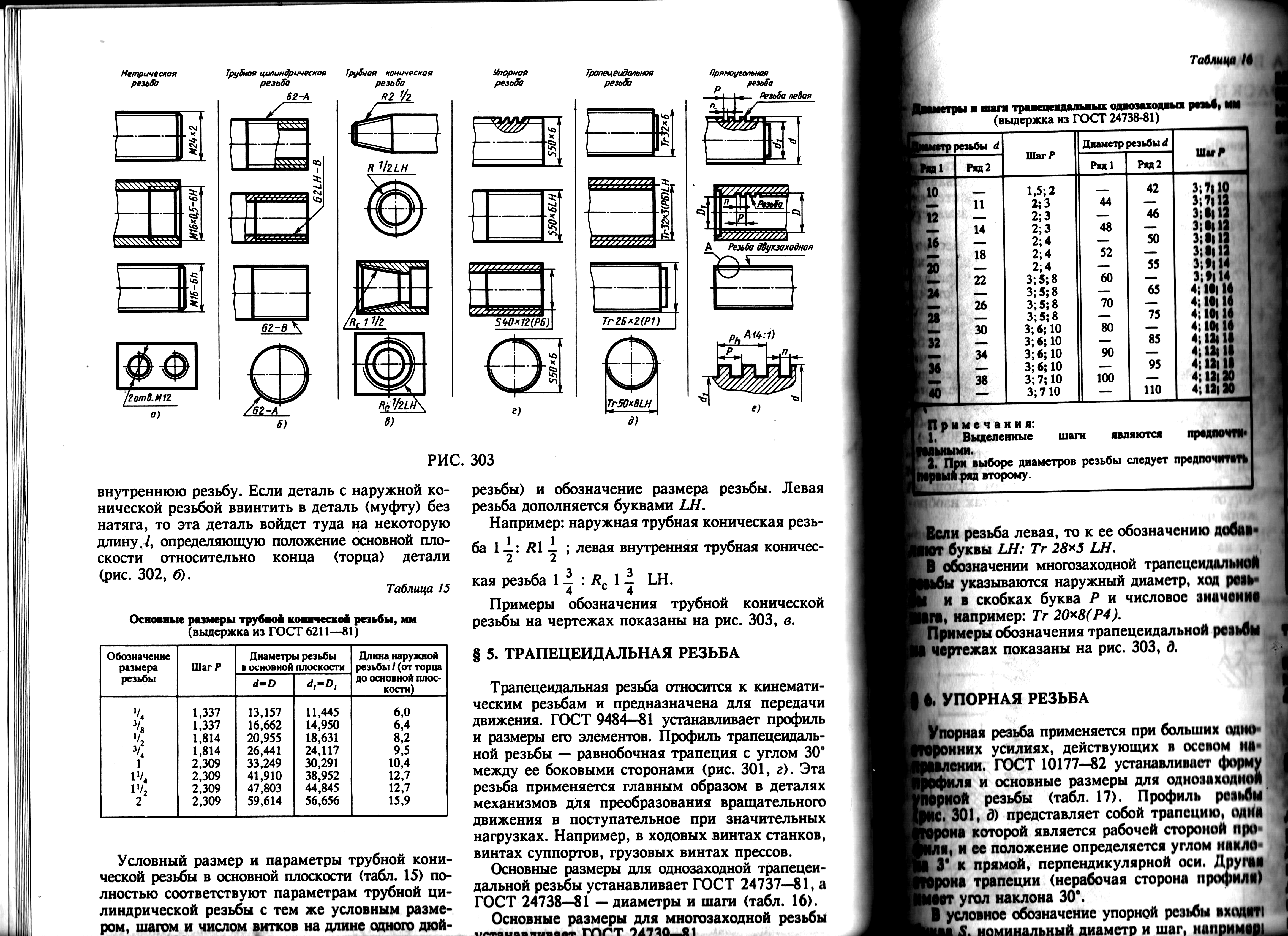
- Упорная. Такой вид представляет собой неравнобокую трапецию, где одна из сторон наклонена на 3°, а другая – на 30°. Первая сторона является рабочей. Форма профиля, а также диаметр шагов определяются нормативными документами. В соответствии с ними резьба выполняется диаметром от 10 до 600 мм, при этом максимальное значение шага равно 24 мм. Они используются там, где требуются повышенные удерживающие усилия.
- Круглая. Профиль резьбы представляет собой различные дуги, связанные между собой прямыми линиями. Угол профиля равен 30°. Данный вид резьбы применяют для тех соединений, на которые воздействуют агрессивные среды.
- Прямоугольная. Она не закреплена никакими нормативными документами. Ее главным преимуществом является высокий КПД. По сравнению с трапецеидальным видом она мене прочна, а также вызывает множество непонятных моментов при ее производстве. Основное место применения – домкраты и различные виды винтов.
- Трапецеидальная. Имеет форму равнобокой трапеции с углом профиля 30°. Трапецеидальная резьба, размеры которой закреплены в документации, применяется для соединения различных элементов производственного оборудования.
Особенности резьбы
Прямоугольная резьба обладает нестандартным квадратным профилем, поэтому для нее не установлены стандартные параметры шага, диаметра, величины среза и хода. Глубина профиля данной разновидности нарезки равняется половине шага. Основные размеры резьбовых соединений с прямоугольным профилем определены в ГОСТ 9150-81.
По методу образования выделяют левую и правую прямоугольные резьбы. Левая разновидность нарезки создана контуром, осуществляющим вращение против часовой стрелки. Контур перемещается вдоль оси, относительно наблюдателя. Правая резьба образована контуром, производящим вращательные движения по часовой стрелке. Движение производится вдоль оси по направлению от наблюдателя.
Прямоугольная резьба может быть однозаходной (нарезка произведена в виде 1 витка). В этом случае груз, размещенный на винтах резьбовых соединений, не сможет самостоятельно опуститься без влияния дополнительной силы трения. Это преимущество однозаходной нарезки обусловлено наличием свойства самоторможения. Также изготавливаются многозаходные резьбовые соединения, где нарезка осуществлена в виде 2-3 раздельных витков, расположенных на равной дистанции. Число заходов прямоугольной резьбы возможно измерить при помощи следующей формулы: Z = L/S, где S – размер шага и L – значение хода.
Прямоугольная резьба обладает множеством схожих особенностей с трапецеидальной ленточной разновидностью нарезки. Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Недостатки соединений
Отрицательных сторон у данного вида соединений не так уж и много. Одна из них – это возникновение большого напряжения во впадинах. Кроме того, их нельзя применять в устройствах и механизмах, которые обладают высокой вибрацией, так как винты могут самостоятельно выкручиваться, что не является хорошим знаком.
 Поэтому необходимо следить за этим, и в случае возникновения такой ситуации — исправить положение винтов.
Поэтому необходимо следить за этим, и в случае возникновения такой ситуации — исправить положение винтов.
Такое качество, как стоимость, можно отнести как к положительным, так и к отрицательным сторонам.
 Одноходовые резьбы стоят значительно ниже, чем многоходовые. Здесь каждый выбирает в соответствии с личными предпочтениями. Многие конструкторские организации используют именно многоходовые резьбы, так как они отличаются надежностью и прочностью.
Одноходовые резьбы стоят значительно ниже, чем многоходовые. Здесь каждый выбирает в соответствии с личными предпочтениями. Многие конструкторские организации используют именно многоходовые резьбы, так как они отличаются надежностью и прочностью.
Итак, мы выяснили, что собой представляет такой вид соединения, как трапецеидальная резьба, размеры ее, преимущества и недостатки.
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты. Контроль качества резьбы Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются:
- Калибрами. Контролируют диаметры резьбы в серийном производстве.

Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.

Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.

Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Оценка статьи:
Сохранить себе в:
Нарезка трапецеидальной резьбы на токарном станке Ссылка на основную публикацию
Процесс нарезания
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 12 оборота по ходу чередуется с 14 оборота против хода винта для разрушения стружки
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 18″ | 2,095 | 0,74 | 1,058 |
| 14″ | 6,35 | 4,72 | 1,27 |
| 316″ | 4,762 | 3,47 | 1,058 |
| 516″ | 7,938 | 6,13 | 1,411 |
| 716″ | 11,112 | 8,79 | 1,814 |
| 38″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
2.1.2. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
В общем случае в
обозначение резьбы входят
1.буквенный
знак резьбы;
2.номинальный
размер в миллиметрах или дюймах;
3.размер
шага;
4.для многозаходной
резьбы – значение хода с указанием шага;
5.буквы LH для левой резьбы;
6.буквенно-цифровое
обозначение поля допуска или буквенное обозначение класса точности;
7.цифровое
значение или буквенное обозначение длины свинчивания, если она отличается от
нормальной.
Условное
обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа
метрической резьбы), номинального диаметра резьбы, шага и направления резьбы
(если она левая). Многозаходные метрические резьбы обозначают (после
номинального диаметра) буквами Рh, значением хода резьбы, буквой Р и числовым значением шага. Пример
обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм:М24´Рh3Р1-LH.
Примеры обозначения
метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14.
Варианты нанесения обозначений на рис. 2.14, а и 2.14, в
предпочтительней.

Условное обозначения
метрической конической резьбы(ГОСТ 25229-82) включает
буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и
направление (если оно левое). Обозначение наносят, как показано на рис. 2.15,
2.16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а
предпочтительней.

Условное обозначение
трубной цилиндрической резьбырегламентирует ГОСТ 6357-81. Оно состоит
из буквы G и условного размера – внутреннего диаметра трубы в дюймах.
Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты
нанесения обозначения на рис. 2.17, а
и 2.18, а предпочтительней.

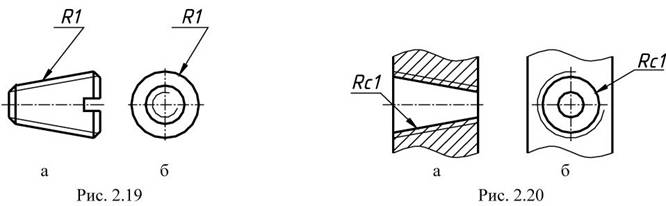
Условное обозначение трубной
конической резьбы (ГОСТ
6211-81) состоит из буквенного обозначения R (наружная резьба) и Rс (внутренняя резьба), диаметра резьбы в основной плоскости
в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
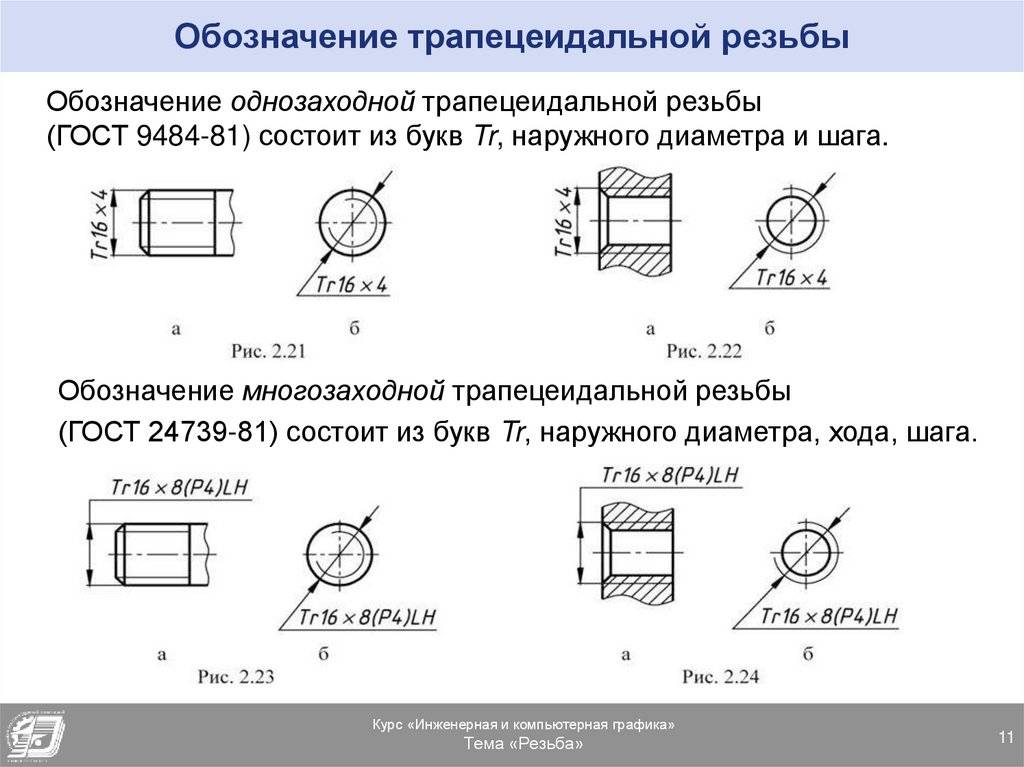
Условное обозначение
трапецеидальной резьбы.
Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr, наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения
обозначения на рис. 2.21, а и 2.22, а предпочтительней.

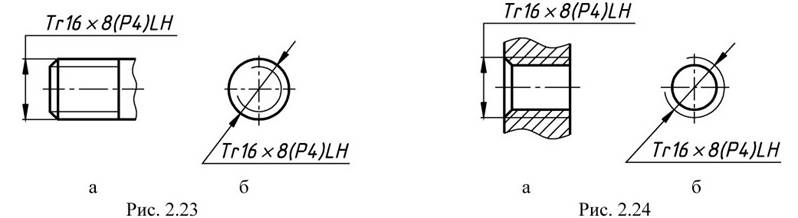
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из
букв Tr, наружного диаметра, хода и шага (рис. 2.23 и
2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24, а
предпочтительней.
Условное обозначение упорной
резьбы(ГОСТ 10177-82) состоит из буквы S,
наружного диаметра и шага резьбы:S28×5. Для
многозаходной резьбыобозначение состоит
из буквы S, наружного диаметра, хода и шага: S28×10(Р5)LH. Варианты нанесения
обозначения на рис. 2.25, а и 2.26, а предпочтительней.

Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ
28108-89 состоит из букв Е (серия) и
наружного диаметра, например, Е27 (рис. 2.27).
Резьба прямоугольная не
стандартизованная на чертежах задается всеми конструктивными размерами:
наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения
размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б,
в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы
и все ее размеры.