

Принцип действия торцевателя для металлических труб
Основная задача, которую выполняет любой торцеватель, заключается в минимизации зазоров, что возникают при подгонке различных элементов ручным способом. Стоит понимать, что они появляются в любом случае, каким бы профессиональным и опытным не был мастер. Также дополнительно торцеватели позволяют сделать сварное соединение труб эстетичным во внешнем его виде.
Специалисты отмечают, что в зависимости от угла взаимного наклона, а также диаметра труб, их соединение может происходить по параболической, дуговой и прямой линии. Именно поэтому, осуществляя только лишь анализ имеющейся ситуации, невозможность четко определить, какое конкретно сопряжение будет наиболее удачным. Данную программу обычно решают при помощи программного 3D-моделирования. Для этого используют всем известные и популярные программы, такие как КОМПАС и AutoCAD. Но на практике их применение довольно узкое ввиду того, что для работы с ними нужно иметь соответствующие знания и оборудование.
Когда происходит серийное производство труб, то в таких случаях используется специальный фрезерный станок, оснащение которого является делительная головка. Такой метод имеет весь хорошую точность выполнения, но подобное оборудование в домашних условиях практически ни у кого не встречается.
В это же время в качестве альтернативы используется обычная мощная дрель (до 1000 Вт) и корончатая резьба. Данный способ также позволяет отшлифовать торцы труб соответствующим образом. Обычный торцеватель для труб состоит из нескольких важных элементов, которые и влияют на его эффективность использования.

Среди них специалисты выделяют такие:
- Вал. На одном его конце расположено посадочное место для патрона дрели, а на втором — посадочная зона под корончатую фрезу;
- Узел с подшипниками. В нем вращается вал, вследствие чего он получает необходимую жесткость;
- Корпус. Иногда на нем располагаются тиски для осуществления зажима трубчатой головки;
- Поворотное приспособление. Оно создано для того, чтобы в конкретных условиях расположить заготовку под тем углом, который является необходимым;
- Регулировочный винт. Он позволяет откорректировать настройки приспособления.
Торцеватель для металлических труб позволяет осуществить сопряжение изделий, диаметр которых находится в пределах от 6 до 75 миллиметров. Этого в большинстве случаев является достаточно. Изменение углов находится в диапазоне от 45 до 2100. При этом чаще всего корончатая фреза в комплект инструмента не входит. Ее необходимо приобретать отдельно.
При работе с длинными трубами
Для того чтобы обработать длинные трубы, нужно использовать ручные торцеватели, имеющие цепной зажим. Короткие же изделия требуют всего лишь совмещения в одном узле опорной и направляющей части устройства. Для того чтобы обеспечить при работе должный уровень безопасности, используются стопорные кольца. Они предназначены для того чтобы ограничить продольное перемещение вала.
Будет интересным: Как самостоятельно устранить шум и гул в трубе водоснабжения
Считается, что в плане своей конструкции наиболее сложной деталью торцевателя считается вал. Связано это с такими факторами, как:
- Вал должен перемещаться в продольной плоскости только лишь в соответствии с врезанием фрезы в металл трубы;
- Во время фрезеровки происходят вибрации, которые связанны с довольно резким колебанием вращающегося момента базового электрического инструмента.
Вследствие вышеперечисленных причин производитель изготавливает вал полированным. Также данный элемент имеет скользящую посадку. Применяемые в нем подшипники относятся к игольчатому типу. Вследствие этого они допускают компенсирование, как осевых, так и радиальных нагрузок.
Стоимость торцевателя по металлу может быть разной. Зачастую цена находится в пределах от 8 до 50 тысяч рублей. Стоит отметить также то, что практически все торцеватели для труб изготовляемых типов, являются весьма компактными. Они могут закрепляться прямо в патроне токарного станка. Таким же образом крепится и электрическая дрель. Если нужно обрабатывать трубы с малым диаметром, то приспособление можно упирать во что угодно.
При работе с длинными трубами
Обрабатывать торцы коротких труб просто, для этого не нужно особых подготовок. Нужно совместить в один узел направляющую и опорную часть. А в работе с длинными трубами нужно не просто подготовится, но и выбрать определенный торцеватель для металлических труб – ручной с цепным зажимом.
Для дополнительной безопасности нужно использовать стопорные кольца. Таким образом ограничивается перемещение вала
На эту деталь нужно сконцентрировать особое внимание, потому что во время работы вал должен:
свободно двигаться относительно врезания фрезы;
быть устойчивым к вибрациям, возникающих во время фрезеровки.
Учитывая эти требования, производители делают деталь отполированной со скользящей посадкой. А компенсирование нагрузки достигается благодаря специальных игольчатым подшипникам.
§ 3. Торцовка и подготовка концов труб. Головка для зачистки труб под сварку.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>>
Процесс подготовки торцов трубы заключается в удалении заусенцев и обработке кромок после обрезки.
В зависимости от последующей операции различают обработку торцов: под развальцовку и зиговку; с технологическим припуском; под сварку и пайку.
При обработке торцов под развальцовку и зиговку обрез торца должен быть выполнен под углом к оси, не иметь резких переходов, рисок и шероховатостей. Обработка торцов с технологическим припуском заключается в снятии заусенцев.
При обработке труб под сварку и пайку должны быть соблюдены требования, предъявляемые к соединению свариваемых и паяемых поверхностей.
Торцовку прямых и изогнутых труб проводят и специальными зенкерами. Торцовку труб под сварку, развальцовку и другие операции проводят также трубозачистной головкой (рис. 125). Концы трубы зачищают одновременно снаружи и внутри на длине 10- 15 мм для алюминиевых сплавов и не менее 15 мм для сталей.
Рис. 125. Головка для зачистки труб под сварку:
1,8 — абразивные камни, 2 — корпус, 3, 9 — рычаги, 4 — болт, 5 — контргайка, 6 — пружина, 7, 10 — оси, 11 — ушки
К корпусу 2 головки с помощью ушек 11 и осей 10 прикреплены два рычага 9 для зачистки наружной поверхности трубы. На одном конце каждого рычага расположен грузик, на другом — прямоугольное гнездо для абразивного камня 8. В проушины корпуса перпендикулярно к этим рычагам прикреплены еще два рычага 3, соединенные между собой осью 7. На концах этих рычагов также расположены грузики и абразивные камни 1.
Эти рычаги с камнями служат для зачистки внутренней поверхности трубы. Трубозачистную головку можно установить на любой токарный станок. Она крепится к шпинделю болтами 4, контргайками 5 или зажимается в кулачках патрона. При соответствующей скорости вращения головки центробежная сила разводит концы рычагов с грузиками, растягивая пружины 6, другие концы рычагов сходятся, и камни прижимаются к наружной поверхности трубы.
Рычаги устроены так, что под действием центробежной силы расходятся не только концы, имеющие грузики, но и концы с камнями, при этом камни прижимаются к внутренней поверхности трубы. Труба закрепляется неподвижно и при вращении головки производится зачистка абразивными камнями конца трубы. Сила прижатия камня к поверхности трубы зависит от частоты вращения головки и массы грузиков. Затем концы труб полируют.
Кроме описанных вариантов, торцовку производят на специальных станках фасонными резцами и специальными шарошками. Ручная торцовка осуществляется в единичном и мелкосерийном производстве слесарным способом. В неответственных случаях допускается ручная зачистка шкуркой. Контроль перпендикулярности плоскости торца относительно оси трубы осуществляется угольником.
Перейти вверх к навигации
Размеры и стоимость
Сегодня в продаже можно встретить большое количество разновидностей инструментов, не исключением является и торцеватель. Стоимость данного инструмента варьируется от 300 рублей и до 1000. Разумеется, можно найти товар и по более высокой цене. Выбирая инструмент, необходимо внимательно осмотреть его состояние. Не должно быть никаких повреждений и заусенцев. Любой изъян может повредить трубу при ее помещении в торцеватель, или же труба может не войти в него вовсе. Не менее внимательно следует относиться к состоянию лезвий
Важно, чтобы они были изготовлены из стали, более мягкий материал может повредиться при контакте с алюминием или же не прорезать его
В продаже можно найти и сменные лезвия для инструмента. Разумеется, со временем и при частом использовании они могут придти в негодность. Заменить лезвия куда проще, чем покупать новый инструмент. Наибольшей популярностью сегодня пользуются торцеватели, предназначенные для труб следующих размеров:
- 20/25 мм;
- 32/40 мм;
- 50/63 мм.
Стоимость товара напрямую зависит от его размера. Так, торцеватель для небольших труб будет стоить гораздо дешевле, нежели аналог, предназначенный для труб с размерами 50/63 мм.










Полипропиленовые трубы за счет эксплуатационных параметров, эстетичного внешнего вида и удобства сборки, часто применяются в монтаже инженерных коммуникаций.Благодаря технологии армирования увеличивается надежность и долговечность труб при сохранении всех технологических характеристик полипропилена, трубы по своим качествам не только сопоставимы с металлическими, но и превосходят их.
Однако для длительной и надежной эксплуатации системы трубопроводов необходима правильная обработка, зачистка концов при соединении.
Армированная труба представляет собой изделие с тремя слоями: двумя полипропиленовыми и одним усиливающим. Конструктивная армирующая оболочка обеспечивает сохранение прочности в случае резких температурных изменений.
Такой показатель – как коэффициент температурного удлинения на 6 % выше у труб с алюминиевым армированием, что увеличивает долговечность и надежность трубопровода, в котором используются армированные трубы.
Присутствие алюминиевого слоя в полимерной трубе позволяет поддерживать высокие температуры и предотвращает разрыв коммуникаций в системе. Температурные скачки компенсируются за счет гибкости армирующей основы. Армирование выполняется двумя способами:
- С помощью стекловолокна.
- С помощью алюминиевой фольги.
Выпускаются армированные изделия как с цельным полотном алюминиевой фольги, так и в виде сетки с перфорациями. Вязкий полимер протекает через алюминиевые отверстия, и создает прочное сцепление с защитным слоем, увеличивая надежность трубных изделий даже при повышенных высокотемпературных нагрузках.
Инструменты для работы
Монтажный процесс армированного трубопровода начинается с подготовки инструмента. Зачистку для полипропиленовых труб можно приобрести в собственность, взять в аренду или у знакомых монтажников.
Инструмент для зачистки полипропиленовых армированных труб
Производители выпускают торцеватели ручного и механического типа. Выбор приспособления рекомендуется выполнять, учитывая объем работ и навыки монтажника.
Инструмент ручного типа лучше использовать не опытным людям. Такие торцеватели для полипропиленовых труб позволяют проводить высокоточные и подконтрольные операции. Механический инструмент поможет ускоренно выполнять большое количество работ.
Лучше использовать нержавеющие шейверы для полипропиленовых труб. Эти устройства позволяют делать срез без заусенцев.
При ручной обработке лучшее использовать двусторонний инструмент, позволяющий осуществлять зачистку двух трубных изделий разного диаметра. Эти устройства обычно оснащаются съемными ручками в виде двух стержней.
Рекомендуемый набор
Для монтажа армированных полимерных систем понадобятся следующие приспособления:
- карандаш или маркер для разметки глубины удаляемого слоя;
- резак или специальные ножницы для отрезки части ПП трубопроката;
- калибр для восстановления геометрии и зенкер для удаления фасок и заусенцев с тортов;
- трубогиб или кондуктор, когда требуется по проекту изгибать трубы под определенными углами и с радиусами, не превышающими допустимые значения;
- торцовки для полипропиленовых труб в виде зачистных муфт, торцевателей или шейверов для удаления металлического слоя.
Инструмент в виде торцовки для полипропиленовых труб подбирается в зависимости от особенностей армирования изделий и финансовых возможностей исполнителя.
Зачистные муфты имеют лезвия, расположенные посередине. Приспособления надеваются на торцы трубопроката и поворачиваются по ходу движения часовых стрелок. Они позволяют аккуратно и достаточно быстро удалить внешний слой из алюминия.
Торцеватели с внутренними лезвиями позволяют после 2-3 оборотов сделать ровный срез. Этот вид инструмента удаляет на глубину от 1 до 2 мм алюминий, расположенный в середине трубной стенки. Торцевателями при необходимости можно обрабатывать не усиленные полимерные трубопроводы.
Шейверы выпускаются для труб различного круглого сечения. Инструмент нередко используется, как насадка на электродрель. При таком применение необходимо обязательно контролировать обороты электрического инструмента.
Шейверы производятся для снятия алюминиевого слоя, расположенного снаружи и внутри трубной стенки.
Торцеватель трубы своими руками
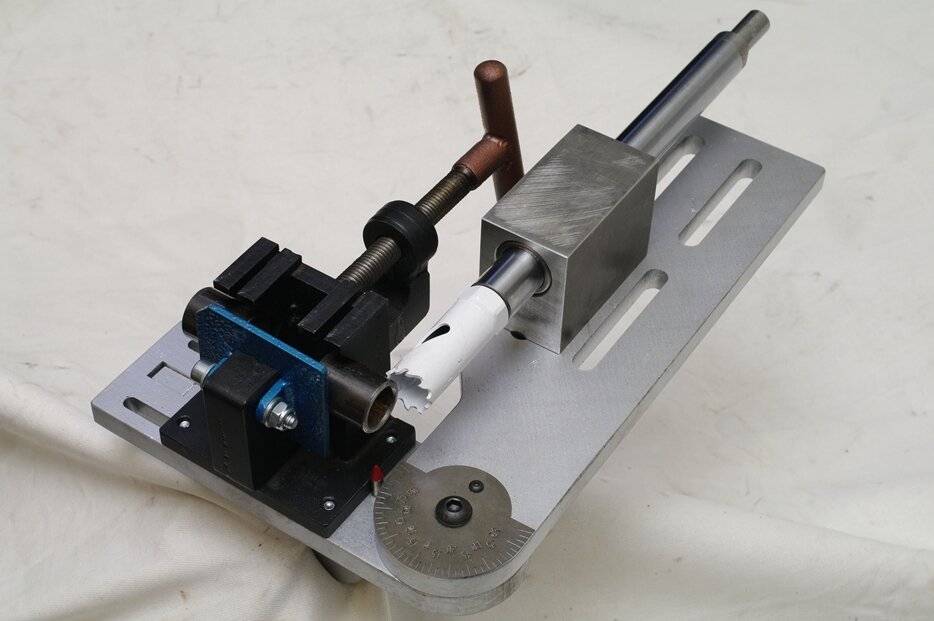
При массовом производстве фасонно профилируемых труб (например, в спортивных авто- и мотомастерских, либо на сантехнических ремонтных участках) ручной торцеватель труб можно изготовить и самостоятельно. Для этого исходная схема торцевателя, которая приведена на рисунке, делается под имеющиеся в распоряжении домашнего мастера заготовки.
 Конструкция состоит из следующих деталей:
Конструкция состоит из следующих деталей:
- Основания, в котором выполняются фрезерованные пазы для установки зажимного приспособления. В свою очередь, форма основания может быть адаптирована под имеющийся верстак, рабочий стол и т. д.
- L-образного кронштейна с тремя продольными пазами, наличие которых позволяет фиксировать в приспособлении трубы разного диаметра.
- Ползушки с регулировочным и зажимным винтом.
- Сменной прижимной лапки.
- Скобы, которая винтами прижимает лапку к ползушке.
- Подшипникового узла.
- Поворотного рычага, который служит опорной поверхностью для подшипникового узла.
- Вала, конструктивно не отличающегося от аналогичной детали промышленных торцевателей.

Для изготовления вала можно использовать переднюю стойку амортизатора легкового автомобиля (например, ВАЗ – их легче достать в автосервисе). Кроме того, марка стали стойки амортизатора по своим прочностным и эксплуатационным характеристикам вполне соответствует требованиям жёсткости для качественного торцевания стальных (и, тем более – алюминиевых) труб. Для направления вала пригодны направляющие самой стойки: они имеют поверхностное износостойкое покрытие на основе антифрикционных сплавов. Торцы стойки, естественно подлежат дополнительной обработке – под крепление в патроне дрели, и под установку корончатой фрезы.
В направляющие следует впрессовать игольчатые подшипники, размер которых подбирается по габаритам направляющих. Два подшипника, установленные в направляющую от цилиндров возвратного хода списанного гидропресса, обеспечат нужные жёсткость и параллельность основного рабочего узла торцевателя. Подшипники устанавливаются одновременно с обоих торцов корпуса.
 К имеющимся советам относительно установки фторопластовых направляющих стоит отнестись скептически, поскольку несущая способность фторопласта значительно ниже, чем подшипников.
К имеющимся советам относительно установки фторопластовых направляющих стоит отнестись скептически, поскольку несущая способность фторопласта значительно ниже, чем подшипников.
Для изготовления прочих элементов самодельного торцевателя для труб можно использовать профильный прокат – уголки или швеллеры соответствующего размера. Профилирование и изготовление пазов лучше выполнить на координатно-фрезерном станке, гарантировав тем самым их точность и параллельность. Не составит труда изготовить и зажимное устройство, для чего пригодна новая струбцина с необходимым диаметром и длиной.
Поворотный рычаг должен иметь достаточную жёсткость, поэтому для его изготовления необходимо использовать полосу толщиной не менее 12…16 мм. На той части корпуса, где устанавливается поворотный рычаг, стоит нанести угловые риски, по которым легче позиционировать трубу.
Торцеватели домашнего изготовления

В силу своих функциональных особенностей торцеватель для металлических труб может стоит довольно больших денег, от чего возникает желание сэкономить. Самым экономным вариантом считается производство инструмента самому. При должной подготовки можно сделать хорошую, рабочую модель, но даже при всех стараниях полученный результат будет уступать аналогу, который производится для массовой продажи.
Для производства могут использоваться самые разные материал, главное, чтобы они были способны выдержать определенные условия, а детали исправно выполняли свои функции. Чтобы собрать торцеватель своими руками нужно собрать следующие детали:
основание, форма, размер зависит от личных нужд и соотношения к верстаку, рабочему столу.
кронштейн, по форме он должен напоминать латинскую букву L и иметь продольные пазы, три штуки.
ползунки с двумя винтами: зажимный, регулируемый;
сменяемая зажимная лапка;
скобы для закрепления лапки к ползушк;
подшипниковое узловое крепление;
опорный рычаг;
вал.
Если постараться, то можно получить вполне эффективную модель, причем сильно дешевле
Особое внимание стоит уделить качеству всех материалов и сборки отдельных деталей
Если какая-то деталь будет собрана неправильно или плохо, то под угрозой будет вся конструкция и итоговый результат торцевания. При возможности, перед сборкой, проконсультироваться с профессионалами, которые смогут дать полезные советы по поводу сборки.









Видеоролик с инструкцией по сборке торцевателя в домашних условиях
Торцеватели для соединения полипропиленовых труб
Все больший оборот набирает тенденция использовать полипропиленовые трубы, которые имеют большое количества, относительно имеющихся на рынке аналогов. Но даже среди таких изделий есть свои виды с разным набором преимуществ. Так что при выборе нужно смотреть на то, чтобы они были:
просты в монтаже;
устойчивы к коррозии;
не проводили электрический ток;
устойчивы к сильному давлению;
предназначена для использования более 25 лет;
устойчивы к накоплению извести, накипи, прочих загрязнителей;
легкими по весу;
устойчивы к химическому воздействию;
устойчивы к большим перепадам температуры.
Только с таким набором качеств можно быть спокойным в торцевании и монтаже таких труб. Торцеватель используется абсолютно идентичным способом, как с металлическими аналогами.
А надобность использования этого инструмента определяется тем, что после подгонки: увеличивается срока использования; обеспечивается надежная присадка детали к каркасу; повышение эффективности, снижение времени работы.
Варианты и возможности
Прежде всего, это всевозможные игрушки-украшения. Некоторые рукодельницы используют эту технику в скрапбукинге и оформлении фоторамок, украшают с ее помощью поздравительные открытки. Если в этой технике изготовить картину или панно, то получится настоящий махровый коврик со сплошным рисунком или пушистым контурным узором.
Для изготовления объемных изделий используются техника торцевания из бумаги на пластилине. Для этого из пластилина делается заготовка, на которую уже без клея крепятся «торцовочки». Очень эффектно выглядят сувенирные цветочные шары и «деревья счастья», выполненные в этой технике.
Легкое в исполнении торцевание имеет неожиданно эффектный результат, который не оставит равнодушным ни мастеров, ни тех, кто этим результатом будет любоваться.
Инструмент для спаивания
Паяльник, он же “утюг”, более официальное название – “аппарат для сварки полипропиленовых труб и фитингов“. Это основной и незаменимый инструмент в контексте сегодняшней темы. Представляет собой нагревательный элемент с насадками под различные диаметры труб, насадки имеют антипригарное покрытие. Насадка состоит из двух половин – одна нагревает непосредственно трубу (труба входит в насадку), а другая нагревает фитинг с внутренней стороны. Таким образом, для каждого сварного шва необходим тот или иной фитинг, сразу между собой трубы не спаиваются!

Безусловно существует технология сварки пластиковых труб без посредников в виде фитингов, но это более специализированная технология. Применяется в основном для больших диаметров труб в промышленных масштабах.
Зачистка для труб – применяется для подготовки к пайке армированной алюминием трубы. Снимает поверхностный слой алюминиевой фольги – подобные трубы уже редкость, в основном приходится иметь с ними дело во время подпайки к старым коммуникациям. При крайней необходимости этот инструмент можно заменить острым ножом, аккуратно срезав фольгу вокруг места пайки.

При работе этим инструментом можно немного изменять толщину снимаемого слоя, регулируя лезвия в очень небольших пределах.
 Такой способ зачистки стоит рассматривать как экстренный – очень неудобный и долгий. К тому же не такой качественный, как от заводского инструмента.
Такой способ зачистки стоит рассматривать как экстренный – очень неудобный и долгий. К тому же не такой качественный, как от заводского инструмента.
Торцеватель для труб – очень похож на предыдущее приспособление, однако не снимает верхний слой с трубы. Инструмент режет трубу с торца, срезая несколько миллиметров алюминия в толще трубы. Трубы с подобным армированием широко распространены под псевдонимом “ленивки” – якобы для них не требуется зачистка. Действительно, зачистка не нужна, нужно торцевание, чтобы алюминий не контактировал с водой. Стоит заметить, что данное приспособление обычно подходит только к трубам одного производителя – качественно торцевать разные трубы вряд-ли получится. При спаивании труб диаметром 20-25 мм. можно обойтись без этого инструмента, главное стоит проследить, чтобы алюминий на торцах запаивался слоем полипропилена.

Если же в монтаже используются трубы без армирования или с армированием стекловолокном – зачистки и торцеватели не требуются.
Ножницы для труб – безусловно нужный инструмент. При острой необходимости можно обойтись без них, разрезая трубу ножовкой по металлу или (вообще худой конец) болгаркой. Однако это скорее экстремальные варианты, ножницы нужны!

Карандаш и рулетка – также необходимые инструменты.
Принцип действия торцевателя для металлических труб
Задача торцевателя труб – минимизировать зазоры, которые неизбежно получаются при подгонке торцов вручную, а также придать сварному соединению достаточную эстетичность.
Известно, что при соединении и врезке стальных труб, в зависимости от угла их взаимного наклона и диаметра кривая взаимного сопряжения может быть параболой, дугой или даже прямой. Поэтому аналитическим расчётом выполнить удачное сопряжение очень сложно. Проблему можно решить пространственным 3D-моделированием, используя известные программы КОМПАС или AutoCAD, однако на практике поступают иначе.
В серийном производстве торцевание труб производят при помощи фрезерного станка, оснащённого делительной головкой. Метод точен, однако требует наличия соответствующего оборудования, которое не всегда имеется в распоряжении домашнего мастера. В то же время, располагая мощной дрелью по металлу (от 1000 Вт) и корончатой фрезой, можно быстро отпрофилировать торец любой трубы.

Промышленные варианты таких приспособлений в специальной литературе именуются tube notcher (прорезатели пазов, хотя способны выполнять и криволинейные контуры).
Торцеватель для труб включает в себя:
- Вал, на одном из концов которого имеется посадочное место под патрон дрели, а на втором – посадочное место под корончатую фрезу.
- Подшипниковый узел, вращаясь в котором, вал получает необходимую жёсткость.
- Корпус, иногда — с тисками для зажима трубчатой заготовки.
- Поворотное приспособление, при помощи которого заготовку можно располагать под необходимым углом.
- Регулировочный винт.

При помощи рассматриваемых торцевателей можно выполнять сопряжения труб диаметром 6…75 мм, чего в большинстве случаев бывает вполне достаточно. Диапазон изменения углов сопряжения составляет от 45 до 210 0 . Следует отметить, что корончатая фреза в комплект устройства не входит.









Для обработки длинных труб используются ручные торцеватели труб с цепным зажимом, а для коротких изделий опорная и направляющие части устройства совмещаются в одном узле. Безопасность работ обеспечивается наличием стопорных колец, которые ограничивают продольное перемещение вала.
Вал является наиболее конструктивно сложным элементом торцевателя. Во-первых, он должен получать продольное перемещение по мере внедрения фрезы в металл трубы. Во-вторых, при фрезеровании создаются вибрации, которые обусловлены резким колебанием вращающего момента базового электроинструмента. Поэтому вал изготавливается полированным, имеет скользящую посадку высокого квалитета точности, а применяемые подшипники – игольчатого типа, которые допускают компенсацию осевых и радиальных нагрузок.
Цена таких устройств от 8000 до 50000 руб. Вместе с тем все торцеватели для труб размерной линейки ТТ – достаточно компактные приспособления, которые закрепляются в патроне токарного станка. Аналогично закрепляется и электродрель. При обработке труб небольшого диаметра устройство можно упирать прямо в пол мастерской.
GRU’ — блог
С самого начала как я увлёкся этой темой меня подмывала мысль повторить/скопировать идею с диафрагменным зажимом выпускаемую небезызвестной американской фирмой.
Интересовал больше зажим, т.к. в нашем отечестве подобных конструкция я не встречал. Есть замечательный немецкий станок для орбитальной отрезки труб дисковой фрезой и зажим там совершенно не интересный, просто две призмы ( кулачки с центральным угловым вырезом) движущиеся на встречу, причём достаточно массивный… но не встречал не разу диафрагменный.
Как-то приболел в прошлом году и сидел дома на больничном, холодно на улице и в гараж больным не поедешь, опять же спокойно выполнял все свои функции по основной работе через интернет, и появилось время посидеть подумать над конструкцией и спроектировать её в солиде. Единственное желание при проектировании было «добавить что-то своё», по этой причине подшипниковый узел достался от конструкции №2 уже доработанный и усиленный. Так же имеется перемещения всего узла с режущим инструментом вниз на 40 мм и подшипникового узла вверх, для возможности делать подготовку труб под сопряжение в нахлёст.
После проекта в солиде нарезал основные детали на лазере, ну а токарку, фрезеровку, слесарку и остальные работы выполнил у себя в гараже.
Вот что в итоге получилось, пока всё в металле, не красил и до ума не доводил.. .просто не знаю пока оставлять так или переделать… есть идеи.
Хотелось сделать что бы зажимало трубу 60, и вроде в Солиде так и получалось, но в реальности труба 56мм не влезла.
Под рукой оказалась труба 48мм стенка 1,5 мм. Решил на ней испытать сей девайс.
Основное сомнение было в зажиме, казалось что такой вроде хлипкий на вид зажим не сможет сильно удерживать трубу и она будет иметь возможность «качаться,т.к. зажимающие губки находятся на расстоянии толщины основной пластины 12мм. Но как оказалось в действительности, то зажимает так жёстко что никакого люфта не остаётся.
Перпендикулярный рез
Перпендикулярный рез приходится делать в три захода, т.к. рабочая часть коронки только 38мм и отрезанный кусок упирается внутри коронки, приходится его удалять ( срезать болгаркой) и продолжать резать трубу.
Угловой рез так же возможен, в данном случае 60 градусов.
При том что труба была 48 мм, а коронка 51, сопряжение тем не менее получается достаточное под аккуратную сварку.
В выходные встречался со своими коллегами по увлечению, где испытали и даже один из коллег любезно сделал съёмку и выложил на ютюб, чего я пока ещё не освоил, можно посмотреть его в работе.
Как вывод, данный зажим вполне рабочий и следующим шагом буду маштабировать в сторону увеличения до размера возможного для зажима трубы 70мм, соответственно будет меняться и некоторые другие детали.
По просьбам добавляю полупрозрачную сборку, некоторые детали в сборке отсутствуют, что бы не мешать. Надеюсь из этого всё будет понятно.





