

Особенности монтажа станка ТВ-7М и его первого запуска
Монтаж учебного токарно-винторезного агрегата ТВ-7М следует выполнять на стол или изготовленную тумбу высотой не ниже 660 мм и не выше 680 мм от уровня пола. Высоту нужно соблюдать, согласно соответствующими требованиями эргономики.
Прежде чем впервые запустить этот станок, нужно выполнить следующие обязательные действия:
- внимательно прочесть руководство по эксплуатации станка, изучить его устройство и правила техники безопасности при работе,
- очистить не окрашиваемые поверхности агрегата салфетками или ветошью, смоченной в растворителе от антикоррозийного покрытия,
- проверить наличие заземления, если оно отсутствует, то его нужно выполнить в соответствии с правилами,
- заполнить места смазки и заливки маслом,
- проверить положение всех рукояток системы управления токарной установки (они должны быть в нейтральном положении),
- подключить кабель электропитания к клеммам блока зажимов.
На начальном этапе, в пределах 30–40 часов эксплуатации токарно-винторезного оборудования не рекомендуется выполнять токарные операции на максимальной скорости вращения шпинделя.
Описание кинематической схемы токарно-винторезного станка Универсал-3
Цепь привода главного движения
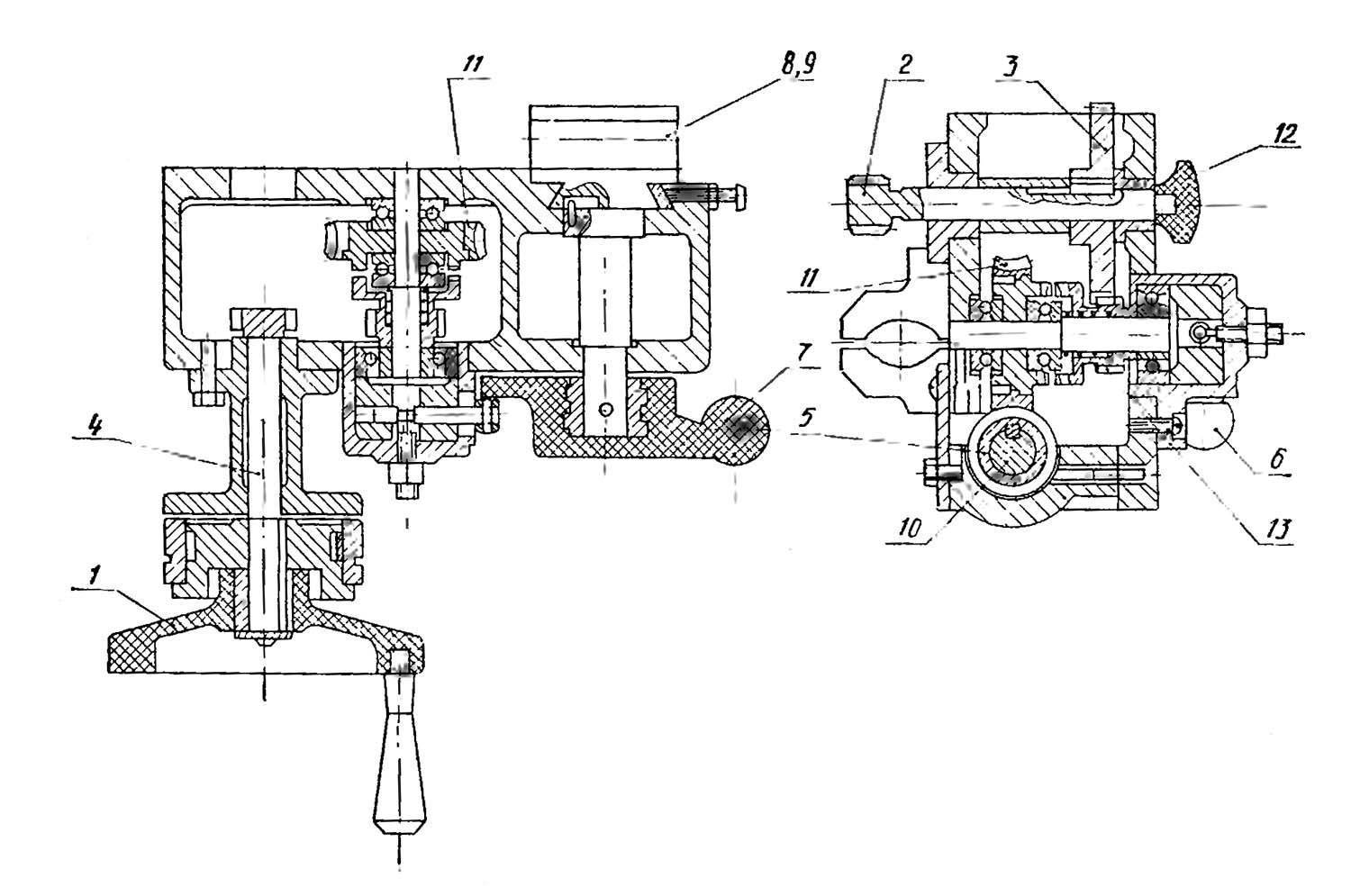
В этой цепи вращение шпинделя осуществляется от электродвигателя 3 через клиноременную передачу (см. рис.3) . Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 300 об/мин) можно получить, если шкив 13, жестко сидящий на валу электродвигателя, соединить ремнем с промежуточным шкивом 1, а тот в свою очередь по ручью “а” – со шкивом 2, свободно вращающимся относительно вала электродвигателя. Со шкива 2 по одному из двух свободных ручьев – “в” или “с” – вращение передается непосредственно на шкив 9, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 13 прямо на шкив 9, минуя промежуточные шкивы 1 и 2.
Еще две ступени (525 и 1000 об/мин) можно получить, если на шкив 13 надеть сменный шкив 12 так, чтобы торец, на котором имеются кулачки, был обращен наружу. Со шкива 12, как и в первом случае, вращение передается на промежуточный шкив 1, а с него по ручью “в” – на шкив 2, который передает вращение шкиву 9 по ручьям “а” или “с”.
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин.) получаются, если вал электродвигателя соединить со шкивом 2 через шкив 12 с помощью кулачков, имеющихся на одном из торцов последнего. Теперь по любому из четырех ручьев вращение можно передать на шкив 9.
Примечание: Cтупень 1200 об/мин может быть получена и без соединения вала электродвигателя со шкивом 2.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется, ходовым винтом 14.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на нем зубчатым колесом II.
Через зубчатое колесо 10 вращение передается зубчатым колесам 8 и А, далее – на промежуточный валик 5. Имеется два варианта передачи вращения на этот валик: первый вариант (на схеме обозначен цифрой I)- через блок зубчатых колес Б-В и колесо Г и второй (на схеме обозначен цифрой II) – через зубчатые колеса Б и В.
Первый вариант используется для осуществления подачи при обычном точении, второй – при нарезании резьбы. С валиком 5 жестко связано зубчатое колесо 6. С этого колеса на колесо 7, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 15 и 16 – и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 17, что обеспечит перемещение суппорта вправо. Все три колеса (15, 16 и 17) смонтированы на поворотном устройстве 4 (см. Д-Д) и находятся в постоянном зацеплении с зубчатым колесом 6 (центральным) . Таким образом, можно осуществить перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключить подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес II и 10 с помощью того же поворотного устройства 4 и пружины 18.
ВНИМАНИЕ! Во избежание поломки зубчатых колес цепи привода подач включение и переключение направления перемещения суппорта следует выполнить при невращающемся шпинделе. Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме. Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме
Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме.
Плюсы и минусы
Исходя из вышеописанного, можно выделить главные преимущества этого станка. Во-первых, этот станок не только токарный, он также является винторезным оборудованием.
Это означает, что на нём разрешается проводить все основные виды работ по механической отделке металла и ещё нарезать резьбы при помощи ходового винта. Станок ТВ-7 очень тяжёлый, что указывает на его устойчивость и пониженную вибрацию. Всё это понижает риск получения травм. К другим плюсам относится:
- Высокая мощность главного привода.
- Число ступеней вращения шпинделя большое.
- Высота центров понята.
- Метрическая резьба состоит из 6 шагов.
- Наличие двухскоростной понижающей коробки.
- На конце шпинделя большой диаметр резьбы.
- Размеры корпуса достаточно компактные. То позволяет размещать оборудование в помещениях даже с маленькой площадью.
У токарного станка есть и минусы:
В сравнении с предыдущими моделями, на ТВ-7 расстояние между центрами, наоборот уменьшено.
Конструктивные особенности станка
Внешний вид
Станок предназначен для обработки заготовок из различных сортов стали, цветных металлов методом вращения. Дополнительно с его помощью можно выполнять операции по резанию без предварительного нагрева детали.
Отличия этой модели заключаются в конструкции передней бабки и механизма коробки скоростей. Изменение режима работы происходит с помощью переброски ремней по шкивам валов (ведомого и ведущего). Это осуществляется при включении пониженной передачи. Благодаря этому в функционале оборудования добавились три дополнительные подачи и возможность нарезать три резьбы метрического типа.
Для понимания конструктивных особенностей агрегата следует изучить его узлы и характеристики:
- станина. Является базовым компонентом, на который устанавливаются остальные элементы. Изготовлена из чугуна методом литья, для монтажа узлов предусмотрены ниши и защитные дверцы;
- передняя бабка. Предназначена для фиксации и изменения положения обрабатываемой заготовки. Она же передает последней вращательное движение. Для привода есть коробка передач, которая соединена со шкивом шпинделя;
- понижающая коробка. С ее помощью происходит увеличение вариантов оборота шпинделя. Она монтируется на общей салазки вместе с электродвигателем. Для контроля уровня масла на передней части корпуса имеется соответствующий указатель;
- коробка передач. Она необходима для передачи вращения конструкции фартука. Таким образом происходит формирование резьбы;
- суппорт. На нем расположен резцедержатель. Этот механизм предназначен для изменения положения резца относительно вращающейся заготовки.
Задняя бабка имеет стандартную конструкцию. Она нужна для фиксации обрабатываемой детали. Также в нее могут устанавливаться сверлильные патроны, развертки и т.д. Во время работы необходимо следить, чтобы пиноль задней бабки и ось шпинделя совпадали.
Технические характеристики станка ТВ-16
Станок имел свои предельные возможности, так пользователь не мог обрабатывать на нем заготовки, которые были выше следующих габаритов:
- Диаметр над станинной более 160 мм;
- Диаметр над суппортом не более 90 мм;
- Максимально возможный показатель длины заготовки до 250 мм.
В отличие от своего предшественника ТВ-4 токарно-винторезный станок модели 16 имел увеличенную ширину отверстия в шпинделе — 18 мм.
Паспорт оборудования имеет следующие параметры:

Паспорт оборудования тв-16.
Станина оборудования изготавливалась из чугуна, что давало опору и основание для всех остальных деталей. У аппарата есть 3 продольных паза, которые задают движение суппорту, а также обеспечивают фиксацию задней бабки станка. Основная ходовая часть представлена винтом, а рейка располагается на лицевой области токарно-винторезного станка.
Вращение заготовки, вставленной в пазы придается благодаря передней бабке. Привод, который используется для станка представлен индивидуальным асинхронным двигателем. Работает все оборудование от электричества. Показатели привода:









- Мощность — 0,4-0,5 кВт;
- Вращающий момент — 1 400 об/мин.
Основной функцией станка являются настройка продольной подачи для нарезания резьбы. Чтобы обеспечить движение резцедержателя по направлению от ходового винта до суппорта оборудования используется фартук. Весь станок работает в двух режимах — автоматический и ручной. Чтобы воспользоваться первым, нужно включить гайку фартука, а отключив ее передвижение резцедержателя будет выполняться вручную оператором оборудования. Чтобы это сделать достаточно прокручивать маховик с лимбом.
Благодаря суппорту, выполняется фиксация и движение резцовых элементов. Если оператору предстоит обрабатывать крупные заготовки или выточить отверстие на помощь приходит задняя бабка. Она мобильная — то есть при необходимости ее можно снять со станка и тем самым облегчить работу с мелкими деталями. Если нужно обработать крупные, то одной передней будет недостаточно. На задней бабке есть крепление в виде трезубца, которое позволяет надежней фиксировать и вращать деталь.
Если нужно проделать отверстие в детали, то на заднюю бабку ставиться подходящий инструмент, при помощи привода, заготовка начинает вращаться и подвигаться к этому инструменту. После оператор контролирует глубину проточки.
Сама установка станка ТВ-16 монтируется на обычном деревянном столе. По инструкции, фиксация выполняется при помощи винтов. Двигатель вместе с приводом будет располагаться в специальной тумбе. Как правило ее месторасположение будет слева от стола.
Чтобы обезопасить оборудование от коротких замыканий, выполняются меры по заземлению аппарата, а также во время работы на нем оператору лучше подкладывать под ноги прорезиненный коврик, который выступит в качестве диэлектрика. Если вдруг произойдет короткое замыкание и появятся риск поражения электрическим током, то он, пройдя по меньшему сопротивлению выйдет через провод или прут заземления. Это мелкий, но немаловажный момент работы на токарно-винторезном станке 16.
Регулирование станка ТВ-7М
Устранение осевого зазора в подшипниках передней опоры шпинделя
Устранение осевого зазора в подшипниках передней опоры шпинделя осуществляется гайкой 1, которая от самоотвинчивания стопорится винтом 2 (рис. 13).
При появлении в процессе работы станка вибрации шпинделя необходимо проверить затяжку гайки 1. Если затяжкой гайки вибрация шпинделя не устраняется, это говорит о том, что износились подшипники передней опоры шпинделя и станок требует ремонта.
Зазор в подшипниках передней опоры шпинделя устраняется шлифовкой торцов компенсационного кольца 3.
Натяжение ремня
Для продления срока службы клиноременной передачи и более полного использования электродвигателя по мощности необходимо следить за натяжением ремня и своевременно подтягивать его.
Для натяжения ремня (1) (рис. 14) клиноременной передачи от электродвигателя (2) к передней бабке необходимо создать натяг ремня винтом 3.
Технические особенности устройства
Рабочие габариты токарного агрегата подобны параметрам схожих моделей из серийного ряда. Основное отличие кроется в небольшом изменении величин для требуемых операций обрабатывания болванок. Вес оборудования составляет 400 кг. Значительная масса частично сглаживает вибрационные потоки во время эксплуатирования устройства. Параметры корпуса в сборном виде составляют 105*53,5*120 см. Для правильной работы оборудования необходимо изучить технические свойства, подобрать размеры болванок и создать схему ее обрабатывания. Тут поможет технический паспорт оборудования. Но стоит учитывать и факт того, что если станок по металлу работал длительное время, то его первоначальная наладка, заданная изготовителем, могла модифицироваться.
Промышленные габариты механизмов, входящих в токарную установку ТВ -7:
- ограничительные параметры болванок. При обрабатывании над несущей станиной допустимый поперечник заготовок составляет 220 мм, а над узлом крепления инструментария – 100 мм;
- максимальные периметры возделываемых изделий. При крепеже в патронаже – 310 мм, между центрами – 330 м;
- уровень для держателя резцов – 16 * 16 мм;
- поперечник углубления, размещенного в шпинделе, составляет 18 мм;
- прямая и обратная пропорциональность направления хода имеет 8 ступеней вращения;
- вращательные колебания шпиндельного механизма насчитывает 600-1000 об/ в мин;
- степень сдвига суппорта в осевой направленности – 260 мм;
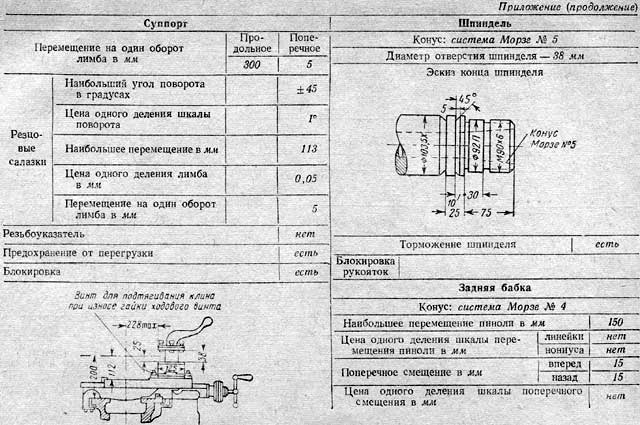
- салазки резцового типа определяются сдвигом на 85 мм. Угловой показатель их обзора составляет 45 градусов в обоих направлениях;
- позиция пиноли заднего узла агрегата может изменяться до 65 мм.

Стоит отметить, что на токарном аппарате ТВ-7 формируется только метрическая нарезка. Допустимые значения максимального шага находятся в интервале 0,8 – 2,5 мм. При эксплуатации агрегата следует учитывать, что в конструкции станка не предусмотрена система вынужденного затормаживания шпинделя и фиксация рукоятей.
Конструкционные особенности станины и передней бабки агрегата
Основным несущим элементом или основанием данного токарного станка является станина. Она предназначена для крепления и размещения других элементов оборудования, которые позволяют выполнить все необходимые технологические операции. Но главный двигатель не размещается на станине, о чем нужно не забывать при изучении устройства токарного станка.
Основание данного агрегата изготавливают из чугуна, используя технику литья. Данную деталь монтируют на прочный пол, применяя две массивные трубы. На поверхности станины размещаются несколько направляющих элементов. Двое из них имеют призматическую конфигурацию, а другие – плоскую. При помощи двух направляющих производит свое перемещение задняя бабка. Другие элементы из этой группы предназначены для выполнения движений суппорта с резцедержателем.
Конструкция станка
Конструктивно он состоит из:
- станины;
- двух тумб;
- двух бабок;
- суппорта.
Станина является основой станка. Она обеспечивает взаимное расположение всех его элементов и их закрепление. Литая станина расположена на двух тумбах. В левой тумбе размещён электродвигатель и понижающая коробка скоростей. На валах электродвигателя и коробки размещено по 4 шкива разного диаметра: от меньшего к большему. Причём шкив большего диаметра располагается у корпуса коробки, а у двигателя — наоборот.
В сравнении с предыдущей моделью, в устройстве станка ТВ-7 понижение скоростей осуществляют путём передвижения ремня на другую пару шкивов. Это обеспечивается рукояткой, размещённой справа на тумбе. Тем самым обеспечивается получение 4 скоростей.
В коробке скоростей размещены две пары шестерён. Ручная настройка скоростей обеспечивается рукояткой на лицевой стороне тумбы. Она обеспечивает переключение муфты, что позволяет увеличить количество скоростей до 8. Отличительной особенностью станка ТВ-7 является отсутствие рукояток на передней бабке для установки нужных чисел оборотов шпинделя.

Внешний вид станка ТВ-7
В правой тумбе размещены компоненты электросхемы с выводом на лицевую часть тумбы кнопки аварийного (экстренного) отключения оборудования. Это позволяет наставнику отключить станок при неправильных действиях ученика. На боковой части размещены кнопки включения станка в сеть и освещения.
Суппорт и задняя бабка установлены на направляющих станины. Разница в их установке заключается в том, что суппортом используются внешние направляющие (призматическая и плоская), а бабкой — внутренние. На суппорте размещена лампа освещения с защитным абажуром.
В конструкции ТВ-7 предусмотрены защитные элементы, предохраняющие учеников от повреждения их стружкой. К ним относится щиток над патроном и прозрачный экран на суппорте, опускаемый над зоной обработки детали. Эти устройства относятся к элементам техники безопасности.

Кинематическая схема токарного станка ТВ-7
Передняя бабка
Её конструкция обеспечивает размещение:
- шпиндельного узла;
- гитары;
- коробки подач.
Передняя бабка ТВ-7 предусматривает закрепление на шпинделе патрона или планшайбы, установку центра. Вращательное движение шпинделю обеспечивают два клиновидных ремня от шкива коробки скоростей. Шпиндель стоит на двух опорах, оснащённых подшипниками. Выбор был остановлен на радиально-упорных подшипниках. Они обеспечивают свободное вращение шпинделя и точность изготовления детали.

Передняя бабка токарного станка ТВ-7
Гитару используют для настройки параметров нарезаемой метрической резьбы. Шестерни гитары получают вращение от шпинделя и передают его на главный вал коробки подач.
Подбор величины подачи и нарезаемой резьбы осуществляют, глядя на шильдик, размещенный на одноименной коробке. Это является инструкцией по выбору значений подач.
Суппорт
Он используется для крепления различного инструмента и передвижения его относительно заготовки по направляющим с заданными величинами подач. Инструмент крепится в резцедержателе, размещенном в верхней части суппорта. Он может перемещаться вручную вдоль и поперёк по направляющим при помощи рукояток. Величину перемещения резцедержателя можно отследить по нониусам.








Резцедержку можно поворачивать относительно оси на величину 40⁰ в каждую из сторон. Для этого откручивают рукоятку, находящуюся над ней. После поворота её снова фиксируют.
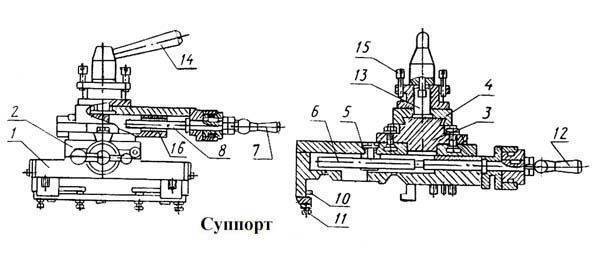
Суппорт токарного станка ТВ-7
К суппорту прикреплён фартук, который обеспечивает его подачу механическим путём с использованием ходового вала или винта. Для обеспечения лучших условий вращения они установлены в узлах, использующих подшипники. Механическая подача включается при подсоединении:
- маточной разъёмной гайки к ходовому винту;
- кулачковой муфты к ходовому валу.
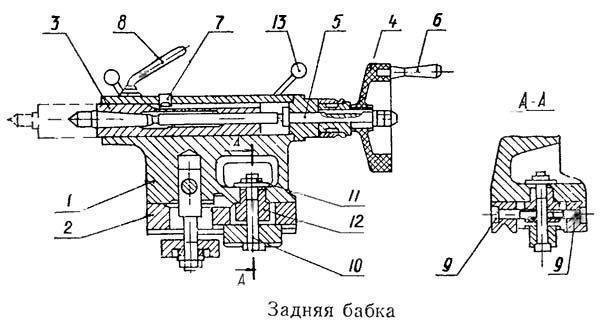
Задняя бабка
Она используется для установки в пиноли инструмента и центров. При наличии центра уменьшается биение прутка и повышается точность изготовления детали. Цилиндрическая деталь получается при совпадении осей шпинделя и пиноли.
В отверстие с конусом Морзе №2 пиноли устанавливают цанги, патроны и другие устройства. Передвижение пиноли осуществляется маховиком с рукоятью. На пиноли предусмотрен шпоночный паз и фиксирующий винт, в виде шпонки, для предотвращения её от поворота при перемещении.
Задняя бабка токарного станка ТВ-7
Сверху бабки расположена рукоятка для закрепления пиноли. Фиксирование бабки обеспечивает рукоятка, расположенная на её корпусе.
Корпус задней бабки смещают относительно продольной оси, что позволяет получать на детали конические поверхности.
Оглавление
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
фото:устройство токарного станка
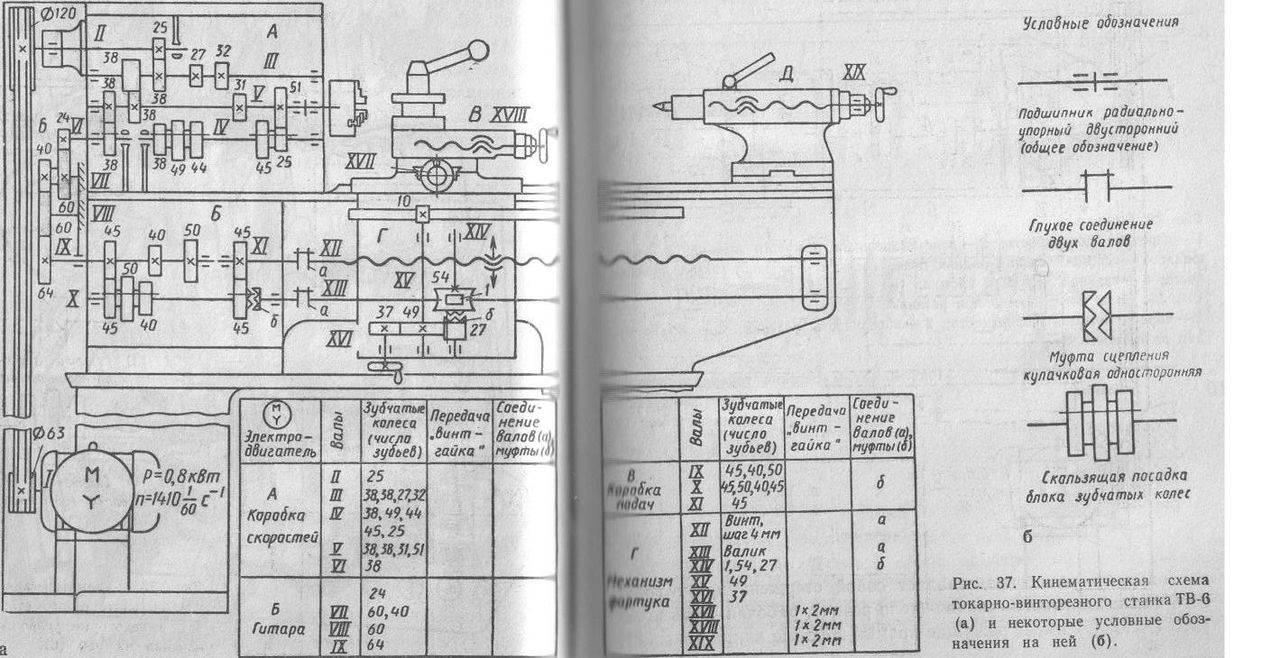
фото:кинематическая схема токарного станка
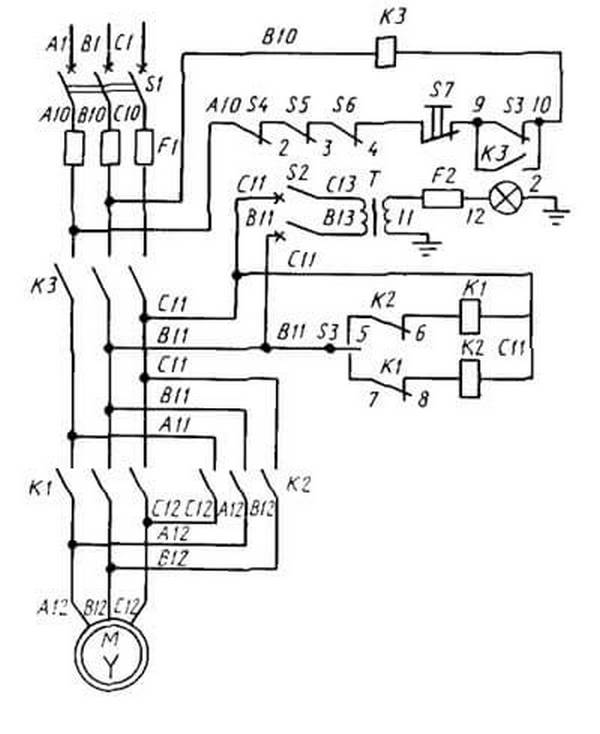
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.








Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя
220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — Завод «Учебное оборудование № 1» г. Ростов на Дону.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм





