

Технические характеристики станка 1и611пмф3
| Наименование параметра | ит42 | 1и611пмф3 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 125 | 125 |
| Наибольшая длина обрабатываемого изделия в центрах, мм | 400 | 500 |
| Наибольшая длина обрабатываемого изделия в патроне, мм | 125 | |
| Наибольшее сечение резца, устанавливаемого в пазах инструментальной головки, мм | 20 х 20 | 20 х 20 |
| Количество сменяемого по программе инструмента | 8 | 4 |
| Шпиндель | ||
| Диапазон скоростей шпинделя, переключаемых по программе, об/мин | 0..3000 | 50..2000 |
| Количество скоростей шпинделя, устанавливаемый вручную, об/мин | 16 | |
| Количество рабочих скоростей шпинделя, переключаемых по программе | 8 | |
| Диаметр отверстия в шпинделе, мм | 32 | 25 |
| Размер внутреннего конуса шпинделя передней бабки по ГОСТ 25557-82 | Морзе 5 | – |
| Центр в шпинделе передней бабки по ГОСТ 13214-79 (7032-0029) | – | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Наибольший крутящий момент на шпинделе, Нм | 89,96 | |
| Предельный диаметр сверления по стали/ чугуну, мм | ||
| Торможение шпинделя | имеется | |
| Реверсирование шпинделя по программе | имеется | |
| Диаметр стандартного патрона, мм | 160 | 160(СТ 160В-Ф4) |
| Суппорт. Подачи | ||
| Наибольшее перемещение продольной каретки суппорта, мм | 470 | |
| Наибольшее перемещение поперечной каретки суппорта, мм | 173 | |
| Диапазон скоростей продольных подач при работе по одной координате, мм/мин | 3..2000 | 3..3600 |
| Диапазон скоростей поперечных подач при работе по одной координате, мм/мин | 1,5..1000 | 1,5..1800 |
| Диапазон скоростей продольных подач при работе по двум координатам, мм/мин | 3..1800 | |
| Диапазон скоростей поперечных подач при работе по двум координатам, мм/мин | 1,5..900 | |
| Скорость быстрых (установочных) продольных перемещений суппорта, м/мин | 8 | |
| Скорость быстрых (установочных) поперечных перемещений суппорта, м/мин | 4 | |
| Предельные значения шагов нарезаемых цилиндрических резьб, мм | 0,2..40 | 0,2..60 |
| Точность позиционирования по диаметру (оси X), мм | 0,05 | |
| Точность позиционирования по длине (оси Z), мм | 0,1 | |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 8 | 4 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 |
| Размер внутреннего конуса в пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | – |
| Центр в шпинделе передней бабки по ГОСТ 13214-79 (7032-0029) | – | Морзе 3 |
| Цена деления лимба, мм | 0,05 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | Маяк 223МП | Маяк 221 |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания перемещения в продольном направлении (дискретность задания по оси Z), мм | 0,002 | |
| Дискретность задания перемещения в поперечном направлении (на радиус) (дискретность задания по оси X), мм | 0,001 | |
| Тип датчика обратной связи в приводе подач | ВЕ-178А | |
| Тип резьбонарезного датчика | ВЕ-178А | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 9 | 6 |
| Электродвигатель привода главного движения, кВт | 7,5 (М6) | 3,0 (М1) |
| Электродвигатель привода продольных подач, кВт | 0,55 (М8) | 0,48 (М5) |
| Электродвигатель привода поперечных подач, кВт | 0,55 (М7) | 0,48 (М6) |
| Электродвигатель револьверной головки, кВт | 0,12 (М5) | – |
| Электродвигатель привода пиноли задней бабки, кВт | 0,25 (М4) | – |
| Электродвигатель гидростанции, кВт | – | 3,0 (М4) |
| Электродвигатель станции смазки шпинделя, кВт | 0,09 (М1) | |
| Электродвигатель станции смазки узлов станка, кВт | 0,55 (М9) | |
| Электродвигатель обдува привода главного движения, кВт | 0,09 (М2) | |
| Электродвигатель насоса охлаждения, кВт | 0,18 (М3) | 0,12 (М3) |
| Габариты и масса станка | 2950 х 1800 х 1900 | 2900 х 1700 х 1700 |
| Масса станка с ЧПУ, кг | 2160 | 1400 |
Список литературы:
Станок специальный токарный с числовым программным управлением 1И611ПМФ3. Руководство по эксплуатации 1И611ПМФ3.00.000 РЭ, 1977
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Назначение станка и особенности его конструкции
Несмотря на то, что токарный станок данной модели (полная аббревиатура выглядит так: ИЖ 1И611П), был разработан еще в 60-х годах прошлого века, его технические возможности и сегодня позволяют использовать его для проведения различных, в том числе ответственных, работ по металлу:
- токарных, выполняемых в кулачковых или цанговых патронах, центрах;
- фрезерных;
- по шлифованию наружных и внутренних поверхностей;
- выполняемых концевым инструментом, закрепленным в сверлильном патроне.
Характеристики токарного станка 1И611П позволяют обрабатывать на нем заготовки цилиндрической и конической форм, нарезать резьбу различного типа: метрическую, дюймовую, модульную.
- Резцовая головка фиксируется по беззазорному принципу, что обеспечивает ее исключительную жесткость и, соответственно, высокую точность обработки.
- Для нарезания резьбы (метрической, дюймовой и модульной) с различными параметрами нет необходимости менять шестерни в гитаре станка, что обеспечивает универсальность его коробки подач.
- В конструкции агрегата имеется контейнер сварной конструкции, в котором установлены емкость для охлаждающей жидкости и все электрическое оборудование.
- Система отвода стружки, собираемой в объемный стружкосборник, имеет продуманную конструкцию.
Органы управления станка 1И611П
- В процессе выполнения обработки на токарном станке 1И611П оператор может заранее выбрать скорость вращения шпинделя, которую необходимо использовать на следующем этапе обработки (преселективное управление).
- Фартук 1И611П оснащен механизмом остановки, который защищает коробку подач от перегрузок, а также позволяет выполнять операции точения с использованием жесткого упора.
- Приводные ремни, при помощи которых приводится во вращение шпиндельный узел, можно заменять без его разборки.
- Точное перемещение суппорта в поперечном направлении обеспечивает специальный механизм – верньер.
- На поперечной каретке суппорта может быть установлен механизм, позволяющий выполнять фрезерные работы.
- В тех случаях, когда используется ходовой винт (нарезание резьбы), он смазывается в автоматическом режиме.
Принципиальная схема станка (нажмите для увеличения)
- Чугун, из которого изготовлена станина 1И611П, имеет специальный состав – хромоникелевый, а ее направляющие тщательно отшлифованы и закалены при помощи токов высокой частоты.
- Управление подачами суппорта, за которое отвечает одна рукоятка, осуществляется по мнемоническому принципу: направление перемещения данного узла совпадает с тем, в какую сторону отклонена ручка управления.
- Для защиты механизма подач от перегрузки в его конструкции предусмотрено специальное предохранительное устройство.
- Конструкция рассматриваемого токарного станка разработана таким образом, что с его тыльной стороны нет никаких узлов, которые необходимо обслуживать. Благодаря такой конструктивной особенности устанавливать станок 1И611П можно даже вплотную к стене.
Использование токарного станка 1П611
- осуществление токарных работ;
- нарезка резьбы;
- отрезка заготовок.
Его используют для обработки заготовок:
- с применением кулачковых и цанговых патронов, центров;
- диапазон оборотов шпинделя и подач, обеспечиваемых суппортом, позволяет проводить обработку деталей с повышенным качеством и нужной шероховатостью поверхности;
- с проведением фрезерных и шлифовальных работ при наличии соответствующих приспособлений и наладок.

Образование необходимых размеров деталей на станке происходит за счет процессов резания. Для этого используют инструмент, обеспечивающий обработку заготовок различной степени готовности. Заготовки могут быть получены разными методами (например, штамповкой) и механическая обработка позволяет получить деталь высокой точности.










При токарной обработке используют лезвийный инструмент (резцы, сверла, развертки). Обработка ведётся в патроне или в центрах. На станке заготовка вращается, а инструмент перемещается относительно неё. Припуск на заготовке срезается, обеспечивая нужные размеры детали. Это задается подбором нужных величин подачи, глубины и скорости резания.
Заготовка закрепляется в патроне, вращаемым шпинделем. А он вращается при помощи ременной передачи от электродвигателя. Величина подачи зависит от скорости перемещения суппорта с закрепленным инструментом.
Конструктивные особенности
Станок имеет следующие особенности конструкции:
- Фиксация резцовой головки, но без зазора (обеспечивается жесткость и точность).
- В наличии контейнер с емкостью для охлаждающей жидкостью и шкаф с электрооборудованием.
- Система отвода и сбора стружки.
- Преселекторное управление (предварительный выбор скорости вращения шпинделя для следующего этапа обработки).
- Фартук с защитой от перегрузок и жестким упором при точении.
- Верньерный механизм для точной поперечной подачи.
- На поперечной каретке суппорта механизм для выполнения фрезерных работ.
- Суппорт управляется одной рукояткой по мнемоническому принципу.
- Отсутствие элементов управления с тыльной стороны (можно ставить у стены).
Станина
- Сделана из хромоникелевого чугуна с двумя плоскими и двумя призматическими направляющими, которые закалены токами высокой частоты и отшлифованы. Станина закреплена на монолитной трубе. Тут же полка, защищающая ходовой винт от стружки и эмульсии. Внутри станины расположены:
- Электродвигатель главного привода.
- Редуктор изменения скоростей вращения шпинделя.
- Механизмы системы подачи смазки и охлаждающей жидкости.
- Емкость для эмульсии.
- Панель с электрооборудованием.
Передняя и задняя бабка
В передней бабке расположены:
- шпиндельный узел, соединенный с редуктором четырьмя клиновыми ремнями;
- зубчатая муфта, передающая на шпиндель двенадцать скоростей вращения;
- перебор — передает еще двенадцать с помощью специальной рукоятки;
- блокировочный механизм (исключает одновременное включение муфты и перебора);
- устройство изменение шага нарезаемой резьбы;
- трензель, передающий вращение на гитару и далее на коробку передач.
Задняя бабка жестко поджимает длинные детали и повышает точность работы. На этом станке она может смещаться на 10 мм в обе стороны по отношениям к центрам.
Коробка подач
Изготовлена в закрытом виде. Служит для подачи движения на суппорт для нарезания метрической резьбы с шагом 0.2–48 миллиметров без добавочных шестерен.
Коробка скоростей
Представляет из себя редуктор из четырех осей с шестернями. При помощи фланцев соединяется с двигателем. Натяжение регулируется тумбами.
Редуктор
Отвечает за частоту вращения шпиндельного узла. Приводится в движение главным электродвигателем, соединенным с ним через фланцы. Редуктор можно перемещать по плоским направляющим для регулирования натяжения ремней. Изменение скоростей производит преселективный механизм, управляемый соответствующим маховиком.
Суппорт и фартук
Суппорт — это механизм для крепления и перемещения инструмента и приспособлений для обработки деталей. Конструкция обеспечивает движение резцедержателя, установленного в верхней части, в любом направлении. Продольное движение обеспечивает каретка, а поперечное – салазки.
Фартук размещен в нижней части суппорта. Устройство ответственно за продольную и поперечную подачу суппорта. Движение возможно в ручном и автоматическом режиме. В фартуке размещены:
- четыре муфты — управляют направлением подач;
- ходовой вал — производит поступательное движение суппорта;
- ходовой винт перемещает каретку в продольном направлении;
- панель управления подачами;
- Блокировочное устройство делающего невозможным одновременное включения винта и ходового вала;
- Механизм защиты от перегрузок.
Шпиндель
Шпиндель – полый вал с коническим отверстием. Жестко закреплен на подшипниках в передней бабке. Имеет внутренний конус Морзе для крепления инструмента (например: цанговых зажимов). Снаружи резьба для крепления планшайбы с патроном.
Важно качественное закрепление подшипников шпинделя
Схема электрическая
Электрическая схема содержит в себе:
- Главный привод – трехфазный асинхронный двигатель мощностью 3 кВт.
- Двигатель привода механизма подачи смазки.
- Двигатель насоса подачи охлаждающей жидкости.
- Трансформатора, выдающего напряжение 36 В для лампы освещения, 60 В для системы торможения и 127 В для цепей управления.
- Устройства защиты и тепловые реле.
Особенности дополнительных деталей
Некоторые узлы сконструированы не так как в других станках токарной группы.
В передней бабке:
- шкив установлен по центру;
- шпиндельный узел имеет двадцать скоростей оборотов;
- гитара для расширения видов нарезки резьбы;
- трензель с приспособлениями для повышения размера шага.
Задняя бабка надежно поджимает длинную заготовку. Может сдвигаться на 1 см обе стороны от центра. Расширяет диапазон видов обработки деталей. Конусная линейка на суппорте дает возможность обработки конусных деталей.
Конструкция
Редуктор
Это коробка, в которой используется привод двигателя электрической тяги. Редуктор оснащен направляющими, которые перемещаются за счет натяжения ремней передач. Крепится при помощи специальной плитки крепежными болтами.
За повышение или понижение количества оборотов отвечает преселективный механизмом. Благодаря ему осуществляется определение оптимального количества оборотов при работе. Регулировка оборотов осуществляется за счет моховика.
Переключение происходит следующим образом: для контроля скорости необходимо маховиком установить выбранное число оборотов, в выбранный момент переключение происходит при помощи рукоятки. Сначала рукоятку необходимо слегка оттянуть на себя, пока не возникнет заметное усилие, после этого нужно удерживать рукоять в этом положении, выжидая пока не уменьшится число оборотов шпинделя. После этого рукоять следует оттянуть до отказа для переключения нужной скорости. Все довольно просто.
Если оператор работает на достаточно низких скоростях, в таком случае процесс переключения скоростей еще проще. Для этого следует потянуть рукоять сразу до отказа.
Важно! Если по какой-то причине переключение передач не произошло при первой попытке, необходимо отпустить ручку, пока она не вернется в исходное положение, и повторить процесс заново
Передняя бабка
Справа на бабке расположена рукоять, которая отвечает за переключение шестерни.
Управление зубчатой муфтой и перебором организовано так, что их одновременное срабатывание просто невозможно. Это предотвращает повреждение торцов шестерни.
Важно! Не следует переключать на ходу перебор, это может привести к серьезному повреждению шестерен. В корпусе бабки имеется трензель и звено увеличения шага. В корпусе бабки имеется трензель и звено увеличения шага
В корпусе бабки имеется трензель и звено увеличения шага.
Коробка передач
Можно нарезать резьбы абсолютно всех стандартных шагов, и для этого не обязательно использовать сменные шестерни.
Важно! Величина поперечных подач равняется ровно половине продольных
Гитара
Крепится слева на коробке передач. На данном узле располагаются сменные шестерни.
В руководстве описаны точные настройки станка, чтобы производить нарезание специальных резьб.
Документация к оборудованию
Паспорт на станок 1П611 считается руководством по эксплуатированию не только для рабочего, но и для тех, кто станет его эксплуатировать и ремонтировать. Это технический документ, который прикладывается производителем к поставляемому оборудованию.








Обзор разделов, приведенных в паспорте:
- назначение и допустимые сфере использования;
- описание конструкции;
- технические свойства;
- перевозка и распаковка;
- подготовка фундамента с проведением монтажа и установки;
- обеспечение рабочего состояния станка, наладка и его пуск с соблюдением техники безопасности;
- инструкция по эксплуатированию;
- спецификации:
- всех узлов оборудования;
- управляющих органов;
- зубчатых и червячных колес;
- шестерён для настройки при нарезании резьб;
- шариковых и роликовых подшипников;
- вещей;
- электрического оборудования;
- устройств работающих на гидравлике (клапаны, золотники и др.);
- схема управления;
- схема смазки;
- электросхема;
- кинематическая схема;
- схема гидравлических соединений.

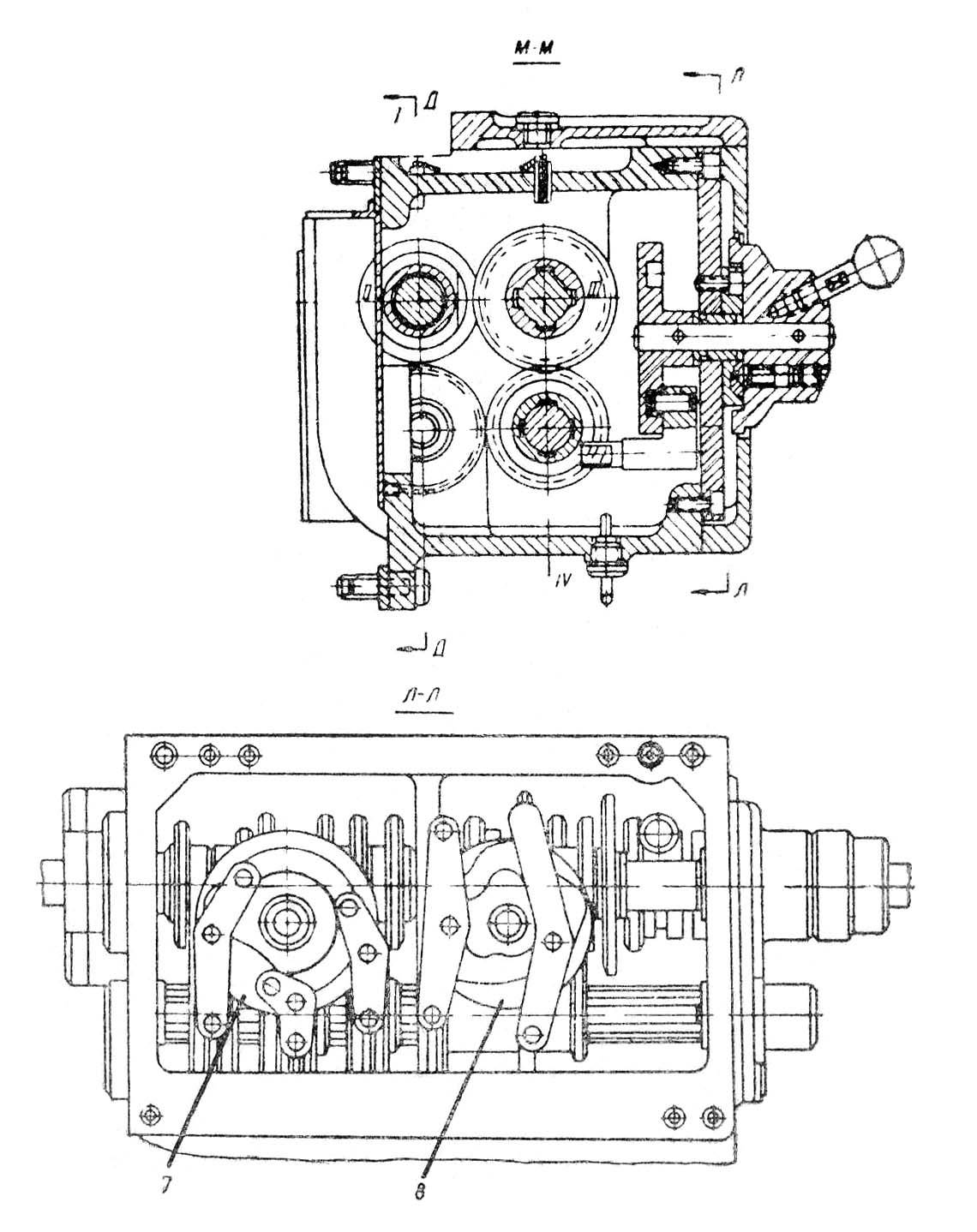
Кинематическая схема станка
Паспорт применяют рабочие, технологи, механики и энергетики. Электрослесари применяют схему электропроводки оборудования для работ по ремонту. Требования к эксплуатационной документации в настоящий момент регламентируются ГОСТ 2.601-2013.
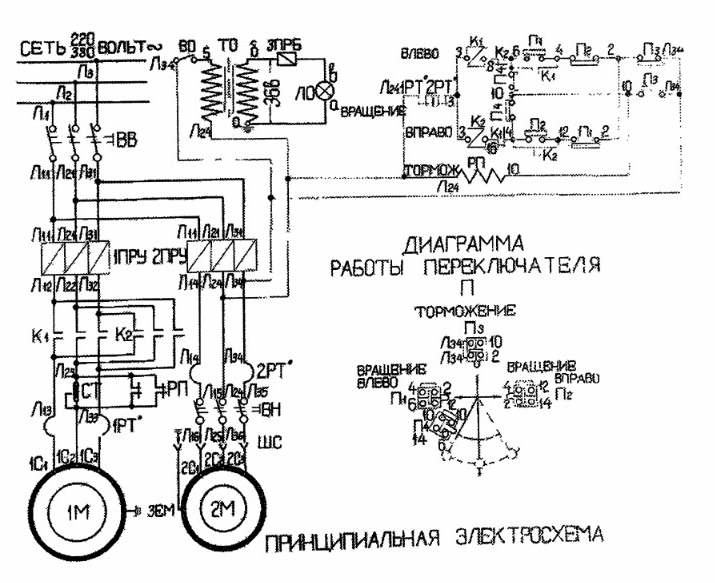
Электросхема станка
При наладке станка и устройств предоставляют безошибочность:
- установки и закрепления инструмента, заготовок;
- расположения трубо-проводов системы подвода СОЖ.
- Станок 1П611 считается многофункциональным и обеспечивает очень высокую точность изготовления.
- Настройку станка для обработки детали делают, сообразуясь с чертежом.
- Выбор чисел оборотов шпинделя и величины подачи выполняют с помощью рукояток на передней бабке, где есть необходимые схемы и таблицы.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Электрическое оборудование 1И611П
Рассматривая чертежи и принципы работы токарного станка данной модели, нельзя не упомянуть электрическое оборудование, от которого напрямую зависит работоспособность устройства.
Все двигатели асинхронного типа и работают от трехфазной электрической сети. Подключение электрооборудования токарного станка к системе электроснабжения осуществляется при помощи пакетного выключателя.
Принципиальная электросхема 1И611П (нажмите для увеличения)
Электромонтажная схема станка
Включение двигателя, который приводит в действие насос для подачи смазочного состава к узлам агрегата, происходит при помощи магнитного пускателя. Только после включения данного двигателя и самого насоса может быть запущен электродвигатель главного движения, для чего используется рукоятка валика, связанного с конечным выключателем. Данную рукоятку можно поставить в одно из двух положений: «Вперед» и «Назад».
Электродвигатель привода насоса системы охлаждения, который также может быть запущен только при работающей системе смазки, включается при помощи выключателя с маркировкой «ВН». В электрической схеме токарного станка 1И611П имеется еще два электрических выключателя: «ВО» – для включения локального освещения зоны обработки, «КТ» – для притормаживания главного электродвигателя в тот момент, когда на ходу переключаются шестерни редуктора.
Источник
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Токарно-винторезный станок ИЖ-250 – один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ.
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель – Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска – 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 125 мм
- Расстояние между центрами – 500 мм
- Высота центров – 150 мм
- Мощность электродвигателя – 2,6/3 кВт
- Вес станка полный – 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя – резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 33 мм
- Наибольший диаметр обрабатываемого прутка – Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) – 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач – 0,07..2,17 мм/об
- Пределы поперечных подач – 0,01..1,08 мм/об
- Пределы шагов резьб метрических – (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных – 0,2..6 модулей
- Пределы шагов резьб дюймовых – 24..3,5 ниток на дюйм
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной – 1420/2800 об/мин, мощностью – 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором – 1400 об/мин, мощностью – 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения – 2800 об/мин, мощностью – 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики
Жесткость и точность. Этих параметров удалось достичь, за счет использования специального метода крепления головки резца без зазора. Сварной контейнер, в котором находится смазка, а также встроенное высокоточное электрическое оборудование. Коробка подач, которая является универсальной, существенно облегчает работу
При нарезке резьбы нет необходимости устанавливать новые шестерни. Продуманная и очень удобная система отвода стружки, которая образуется при обработке деталей
Скорости шпинделя переключаются по особому принципу, что позволяет оператору заранее выбрать и установить необходимое переключение, что очень важно. Специальное устройство блокировки, позволяющее защитить механизм от различных перегрузок, является уникальным на сегодняшний день
Этот механизм позволяет агрегату выполнять свои функции даже при использовании жесткого упора
Специальная функция предоставляет возможность заменять ремни без обязательного снятия шпинделя
Этот механизм позволяет агрегату выполнять свои функции даже при использовании жесткого упора. Специальная функция предоставляет возможность заменять ремни без обязательного снятия шпинделя
Это существенно экономит время ремонта. Верньер — очень точный механизм, который отсчитывает смещение суппорта. Станина выполнена из специального чугуна, который покрыт хромоникелем. Это защищает механизм от коррозий и повреждений. При выполнении работ на токарном станке, в частности нарезании резьбы, на винт подается смазка в автоматическом режиме. Установку можно эксплуатировать в весьма стесненных производственных помещениях за счет того, что схема агрегата не предусматривает его обслуживание с тыльной стороны.
Важно! Станок идеально подойдет для небольших цехов, боксов или гаражей. Его достаточно легко обслуживать и проводить профилактические работы. Направляющие станка отличаются повышенной прочностью и износостойкостью, за счет закалки высокочастотными токами
Направляющие станка отличаются повышенной прочностью и износостойкостью, за счет закалки высокочастотными токами
Направляющие станка отличаются повышенной прочностью и износостойкостью, за счет закалки высокочастотными токами.
Все вышеперечисленные особенности токарного станка ИЖ 1И611П безусловно важны. Они в существенной степени облегчают процесс обработки заготовок и деталей, делая этот процесс автоматическим.










Детальнее ознакомиться с возможностями станка, его устройством и основными функциями можно просмотрев
видео
Инструкции и применение
При помощи ИЖ 1И611П возможно выполнять точение конусов, нарезание различных резьб, о чем мы упоминали в самом начале.
Фото ИЖ 1И611П
Фото 2: ИЖ 1И611П
Предназначен станок, в первую очередь, для многоэтапных заданий. Здесь применяются калёные направляющие, которые отличаются повышенной точностью и прочностью.
Важно! Старые модели предлагаются на вторичном рынке в достаточно широком ассортименте. Это массовое изделие, на которое всегда есть спрос. Цена колеблется от 24 000 до 140 000 рублей
Цена колеблется от 24 000 до 140 000 рублей
Цена колеблется от 24 000 до 140 000 рублей.
Это интересно: Аргонная сварка своими руками – схема, фото, видео





