

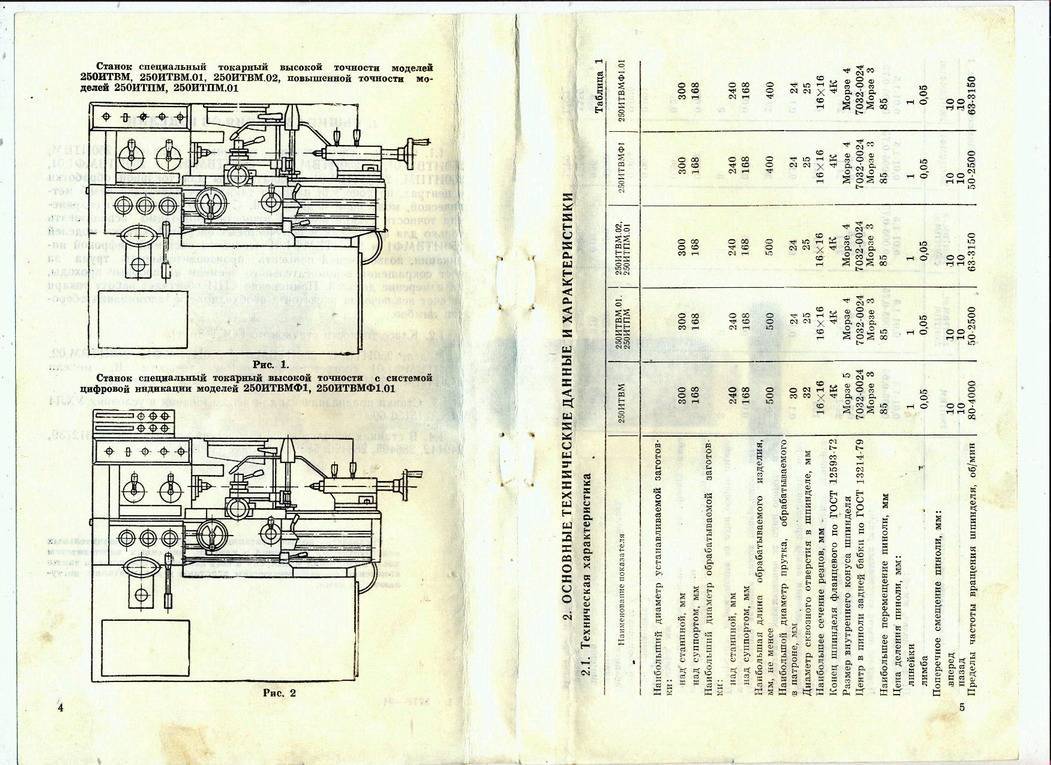
Технические характеристики станка 250ИТВМ
| Наименование параметра | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
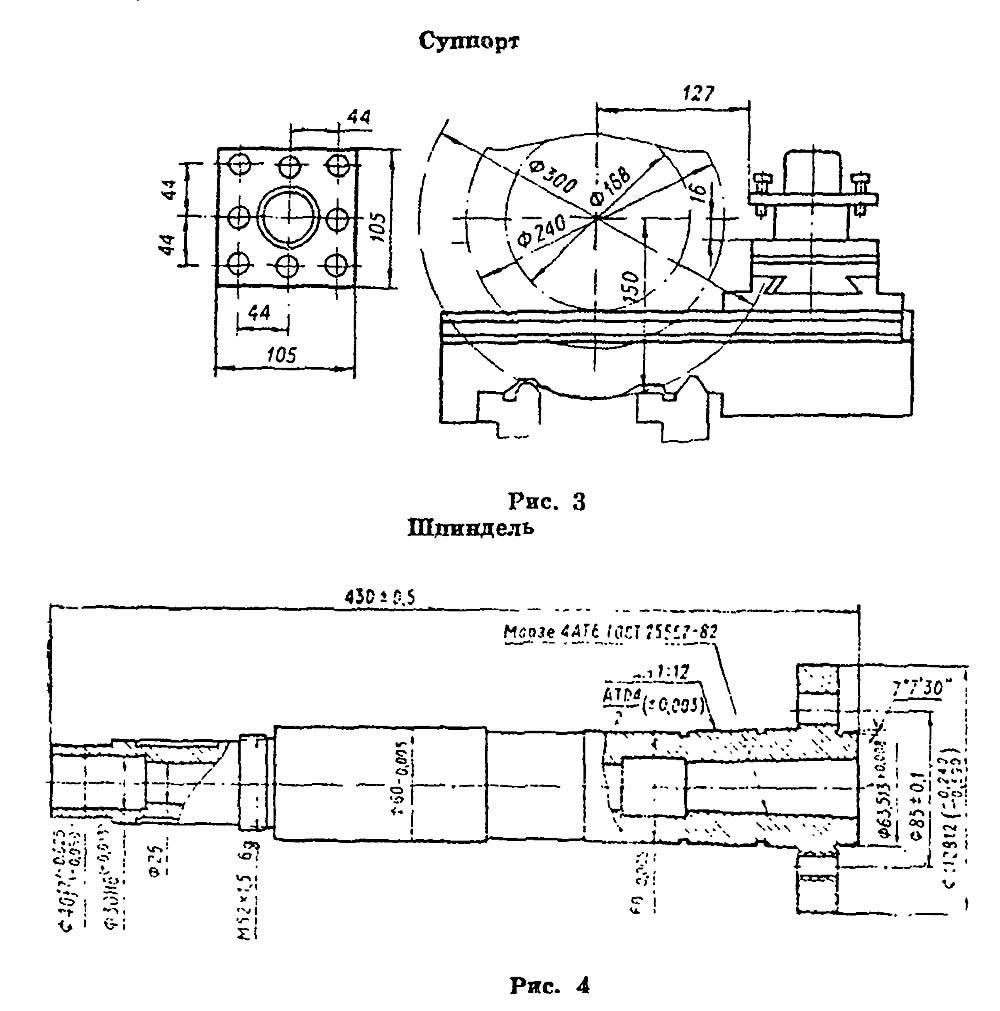
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
| Дискретность УЦИ по координатам X/Z. мм | — | — | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
Список литературы:
Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000 Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации электрооборудования 250ИТВМ.00.000 РЭ1, 2000
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Регулировка токарного станка ИЖ-250
Регулирование подшипников шпинделя
Регулировка токарного станка ИЖ-250
Желательно, чтобы регулировку подшипников шпинделя производил всегда один и тот же специалист, т. к. от правильной регулировки зависит точность станка.
Регулировке подвергаются подшипники как правой так и левой опоры (фиг. 18)
Устранение радиального люфта и в прaвой опоре шпинделя производится следующим образом: утопив винт 5, ослабляют гайку 4 и при вывернутом винте 1, поворотом гайки 2 внутреннее кольцо роликоподшипника 3 натягивают на коническую шейку шпинделя, затягивают гайку 4, вывинчивают стопорный винт 5 и ввинчивают стопорный винт 1.
Регулировка подшипников 7 и 8 левой опоры производится при помощи гаек 6.
Регулировка фрикционной муфты и тормоза редуктора (фиг. 21)
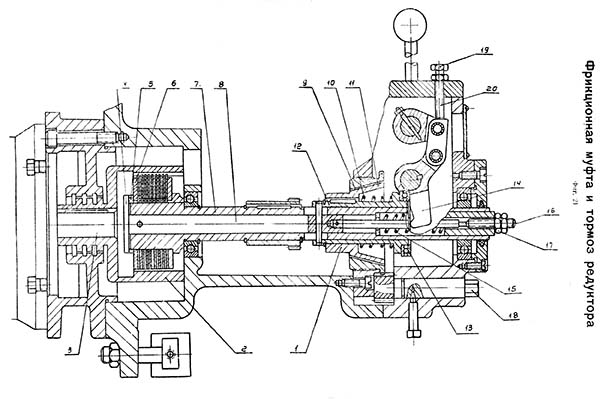
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250
Тормоз станка расположен в редукторе и находится на одном валу с фрикционной муфтой. При повороте рукоятки тормоза вилка 14 давит на упорный шарикоподшипник (8109 ГОСТ 6874-54) и перемещает втулку.
Вместе с ней перемещается влево валик 8 и диск 4 — муфта расцепляется. Одновременно при перемещении ВТУЛКИ стакан 11 своим наружным конусом с помощью пружины 10 прижимается к внутреннему конусу шестерни 9 — происходит торможение.
Растормаживание осуществляется пружиной 15. Регулировка зазора между ведущим и ведомым дисками фрикционной муфты производится гайками 17, при завертывании которых кольцо 5 с помощью тяги 16, валика 8 и диска 4 нажимает на диск 6, уменьшая тем самым зазор между ведущими и ведомыми дисками.
Регулировка тормоза осуществляется поворотом вала-шестерни 18. При повороте вала-шестерни 18 вправо происходит вывинчивание шестерик 9 из диска и зазор между шестерней 9 и стаканом 11 уменьшится.
Регулировка холостого хода рукоятки 1 редуктора производится винтом 19 с контргайкой 20. Рукоятка 1 в крайнем левом положении должна иметь небольшой люфт (10..15 мм у конца рукоятки).
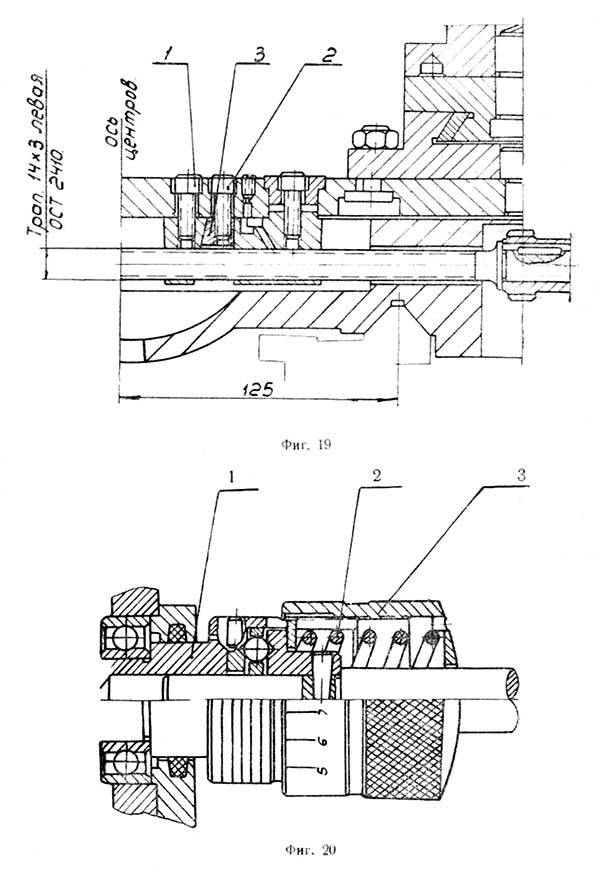
Регулировка люфта винта поперечной подачи (см. фиг. 19)
Регулировка предохранительной муфты коробки подач (см. фиг. 20)
Сведения о производителе токарно-винторезного станка ИЖ-250
Токарное оборудование, известное не только в Российской Федерации, но и далеко за ее пределами, производилось на Ижевском машиностроительном заводе. При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.










ИЖ 250 использовался практически повсеместно на крупных предприятиях. Но также, если позволяли производственные мощности, применяли в небольших компаниях.

Специалисты Ижмаша, работящие в то время, пытались создать профессиональный и многопрофильный агрегат, который имел бы относительно небольшие размер и был удобен в использовании. Выпускалось несколько вариаций.
Сейчас варианты ИТВМ03, ИТПМ и ИТВМФ1 с завода не встретить в продаже. Но на некоторых ресурсах продаются старые, отремонтированные агрегаты.
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Насколько используется модель сегодня
На заводе такой токарный станок выпускали до 1964 года. Далее начали производство модификаций, преимущества и особенности которых указаны в статье.
ИЖ 250 не теряет актуальности. Частные компании выпускают аналоги. Модели оснащены полезными функциями, собраны из надежного материала, имеют повышенный класс точности.
Ижевским машиностроительным заводом было выпущено множество агрегатов, инструментов и оборудования за всю свою историю деятельности. Токарный станок ИЖ 250 стал одним из самых популярных агрегатов, спрос на который сохраняется и сейчас. Было выпущено несколько модификаций этого оборудования, которые часто используют и на больших, и на маленьких предприятиях.
С помощью ИЖ 250 можно выполнять множество видов токарных задач в цанге, центрах или патроне. Токарный станок по металлу ИЖ может изготовить метрические, дюймовые и модульные резьбы.
Конструкционные особенности устройства
Семейство токарных станков Иж разработано так, чтобы обеспечивать минимальное отвлечение персонала и гарантировать стабильные режимы работы. Краткое описание особенностей функционирования и оснащения:
- при токарных работах, подача смазки на ходовой винт осуществляется автоматически;
- фартук, в котором устанавливается механика обработки — гарантирует высокую жесткость упора, снижает нагрузки на механизм коробки передач;
- большие диапазоны движения суппорта, значения подачи, оборотов главного вала обеспечивают высокую производительность, а также качество обработки поверхности;
- для регулировки скорости вращения шпинделя агрегата применен роботизированный механизм, он же отвечает за предварительную установку режима для проведения следующей операции;
- система приводных ремней и общая конструкция системы шестерен главного привода обеспечивают высокую скорость замены шкивов и не требует замены элементов для получения нужного режима эксплуатации;
- задняя бабка сконструирована таким образом, чтобы обеспечивать удобное управление в сочетании с высокой жесткостью.
- при нарезке резьбы не требуется менять колеса гитары за счет особой конструкции механики коробки подач;
- в конструкции головки резцов использована схема с беззазорной сцепкой. Это не только повышает точность установки рабочего органа, но и обеспечивает высокую жесткость;
- работу подачи регулирует всего одна рукоятка.
Конструкция всех моделей семейства отличается высокой прочностью и долговечностью. Все рабочие поверхности выполнены из износоустойчивого хромоникилевого чугуна. Все элементы проходят закалку, шлифовку. Компоновка станков классическая, не предусматривающая продольно фрезерный тип операций.
Для удобства работы оборудование оснащается лампой освещения рабочей области с изменяемым положением.
Системы безопасности включают:
- защиту от коротких замыканий электросистемы;
- структуру аварийного останова главного двигателя при превышении нагрузки на валу;
- блокировочные приспособления для недопущения одновременной подачи в двух направлениях;
- систему предотвращения случаев, когда валик и винт включаются одновременно.
Компания производитель, легендарный завод ИЖМАШ, предлагает несколько модификаций оборудования, отличающихся регулировкой главного привода и другими характеристиками. В частности, существуют системы без редуктора, в которых изменение скорости вращения шпинделя осуществляется модификацией оборотов электродвигателя. В станках такого класса используется более мощная модель привода в 5.5 кВт.
Обзор токарного станка ИЖ-250: конструкция, модификации, характеристики
Токарные станки серии ИЖ-250 изготавливаются Ижевским . Они представляют собой одну из последних модификаций этого типа оборудования и предназначены для комплектации серийных производственных линий и мастерских.
Конструкция и модификации станка
Функциональное назначение токарных станков модели ИЖ-250 широкое. С их помощью можно выполнять обработку заготовок методом вращения. При этом деталь крепится в цанге, центрах или патроне. Дополнительно предусмотрена возможность формирования резьбы различного типа.
Конструкция оборудования стандартная, но имеет ряд особенностей. К ним относятся широкий диапазон переключения передач и подач режущего инструмента, возможность заранее выставить режим работы, который включится в определенный промежуток времени. Для удобства управления предусмотрен мнемонический механизм. Во время формирования резьбы смазка ходового винта выполняется автоматически.
Кроме этого, существует несколько типов модернизации станка, которые отличаются техническими и эксплуатационными качествами, а также комплектацией.
- ИЖ-250ИТВФ1. Оснащен блоком цифровой индикации. С его помощью можно существенно повысить производительность труда, так как рабочий не тратит время на измерение фактических размеров обрабатываемой детали;
- ИЖ-250ИТП. Предназначен для выполнения грубой обработки. Эта модель изготавливается только по особому заказу.
Во всех типах оборудования установлен редуктор с двенадцатью скоростями. Для привода применяются клиновые ремни повышенной надежности. Переключение блока шестерен происходит при смещении дисков, в которых есть отверстия под фиксирующие пальцы.
Повышение точности формирования резьбы осуществляется с помощью механизма-верньера, установленного на станок ИЖ-250. Дополнительно предусмотрена схема соединения гитары с ходовым винтом. Он позволяет повысить точность обработки.
С помощью закрытого фартука оператор может осуществлять поперечные и продольные подачи. Это выполняется вручную или при задействовании механизма, соединенного с ходовым валиком.
Наибольшую популярность станки этой серии получили для комплектации производственных линий, специализирующихся на приборостроении. Это обусловлено возможностью индивидуальной комплектации и изменением некоторых параметров станка при заказе на заводе-производителе.
Технические характеристики оборудования
Для изучения оборудования необходимо детально ознакомиться с его описанием. Основные параметры и особенности эксплуатации подробно изложены в паспорте оборудования. Но для первичного анализа возможностей станка следует знать его основные характеристики.
В зависимости от комплектации и модели станок может обладать массой 1180 кг или 1290 кг. При этом его габариты составляют 179*81*140 см и 179*95,5*159 см соответственно. Максимальный диаметр обкатываемой детали, закрепленной над станиной, не может превышать значения 24 см. При монтаже заготовки над суппортом показатель этого значения ограничен 16,8 см. Предельная длина детали составляет 50 см. Высота оси центров – 15 см.
Токарный станок ИЖ-250 имеет следующие характеристики шпинделя:
- диаметр отверстия – 25 мм. Это дает возможность устанавливать пруток размером 24 мм;
- число ступеней прямого и обратного вращения одинаково и равно 18;
- частоты вращения шпиндельной головки варьируются от 63 до 3150 об/мин;
- на шпиндель может воздействовать допустимый крутящий момент 4 Нм.
Параметры подач:
- максимальное значение длины хода каретки – 50 см;
- значение продольного смещения при совершении одного оборота лимба – 20 мм;
- суппорт может перемещаться в поперечном направлении на 17 см;
- верхние салазки смещаются на 12 см;
- есть возможность формирования метрической и дюймовой резьбы. Питчевые не нарезаются.
Описание задней бабки:
- смещение пиноли возможно на расстояние не более 85 мм;
- цена деления пиноли – 1 мм;
- в поперечном направлении пиноль смещается на ±10 мм.
Для формирования основного движения установлен электродвигатель мощностью 3 кВт. Его необходимо подключать к трехфазной электросети 380 В. также в конструкции предусмотрены силовые агрегаты для обеспечения работы системы охлаждения и смазки. Суммарная потребляемая мощность составляет 3,21 кВт.








Долгий срок эксплуатации во многом обеспечивается благодаря чугунной станине. Ее направляющие проходят обработку токами высокой частоты, что положительным образом сказывается на отсутствие шероховатостей.
Пример восстановления работоспособности модели станка ИЖ-250:
stanokgid.ru
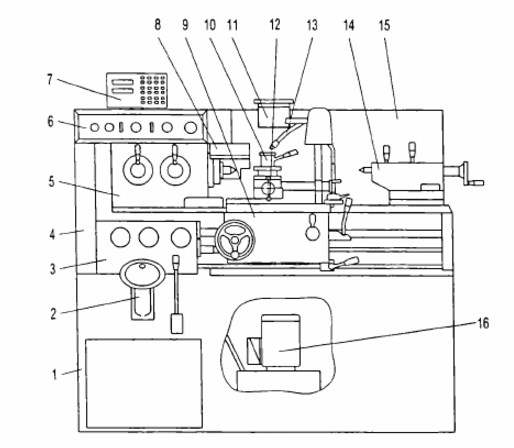
Расположение органов управления токарно-винторезным станком 250-ИТВ
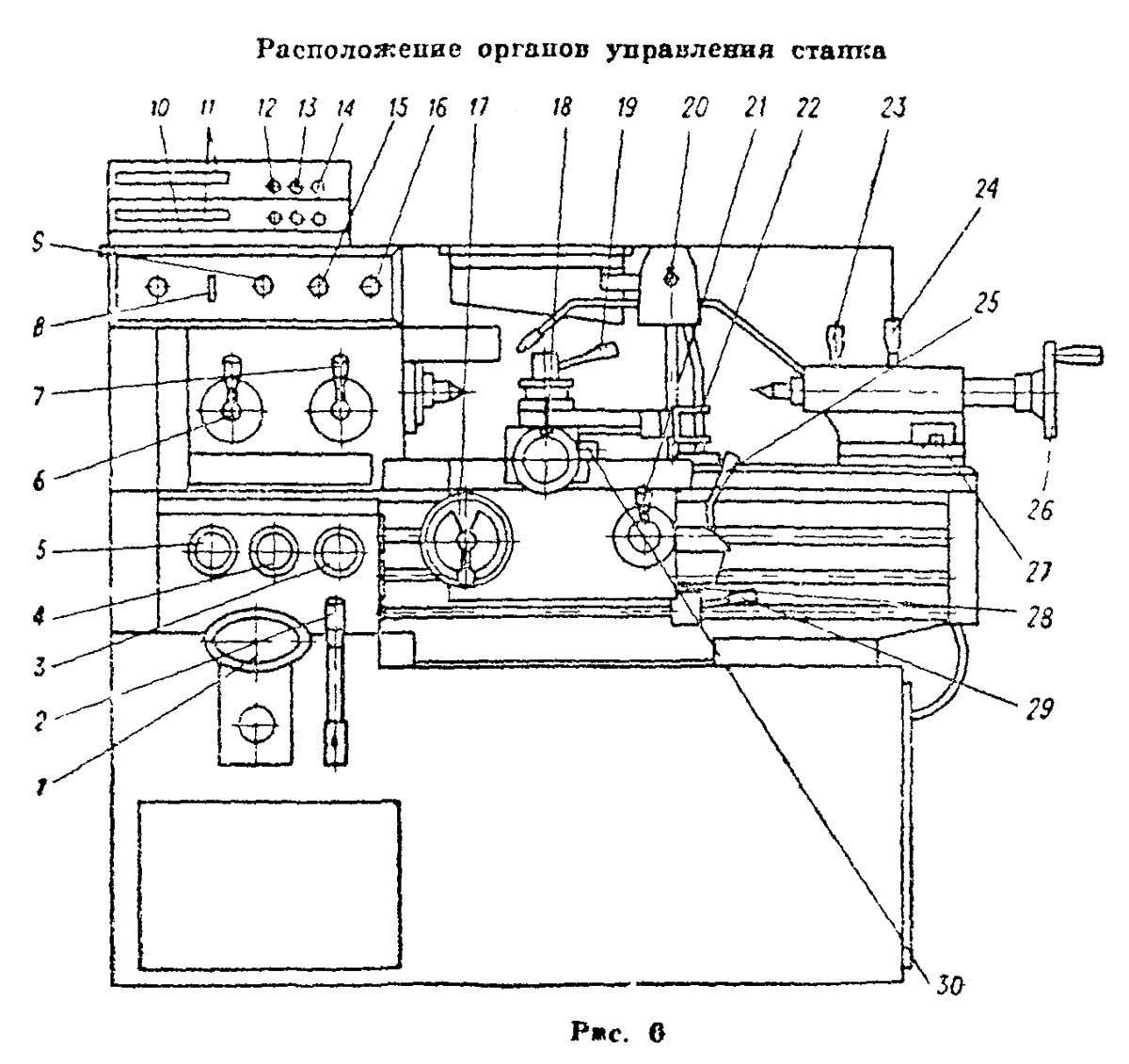
Расположение органов управления токарно-винторезным станком 250-ИТВ
Спецификация органов управления токарно-винторезным станком 250-ИТВ
- Маховик выбора частоты вращения шпинделя
- Рукоятка переключения частоты вращения шпинделя
- Рукоятка установки величины подач и шага резьбы
- Рукоятка установки величины подач и шага резьбы
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения трензеля и звена увеличения шага
- Рукоятка переключения перебора
- Вводный выключатель
- Выключатель электронасоса охлаждения
- Пульт предварительного набора
- Цифровое табло
- Кнопка 0 сброса цифрового табло на нуль
- Кнопка А вызова нa цифровое табло начальной абсолютной координаты
- Выключатель Сеть блока индикации
- Кнопка включения маслонасоса
- Кнопка общего останова и аварийного отключения ставка
- Маховик ручной продольной подачи
- Маховик ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Выключатель освещения
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Винт регулирования предохранительного механизма
- Рукоятка пуска и останова
- Маховик верньера
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Универсальный токарно-винторезный станок модели ИЖ-250 имеет высоту центров 150 мм и расстояние между центрами 500 мм.
Токарно-винторезный станок ИЖ-250 – один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок .
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель ).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на три подшипника качения:
- 44. Передний двухрядный роликоподшипник 70×110×30, 3182114, класс точности (А)
- 13. Упорный шарикоподшипник 55×78×16, А8111, класс точности (А)
- 14. Радиально-упорный шарикоподшипник 55×100×21, А46211, класс точности (А)
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения.
Конец шпинделя резьбовой М68×6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной – 1420/2800 об/мин, мощностью – 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором – 1400 об/мин, мощностью – 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения – 2800 об/мин, мощностью – 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель – Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска – 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 125 мм
- Расстояние между центрами – 500 мм
- Высота центров – 150 мм
- Мощность электродвигателя – 2,6/3 кВт
- Вес станка полный – 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя – резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 33 мм
- Наибольший диаметр обрабатываемого прутка – Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) – 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач – 0,07..2,17 мм/об
- Пределы поперечных подач – 0,01..1,08 мм/об
- Пределы шагов резьб метрических – (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных – 0,2..6 модулей
- Пределы шагов резьб дюймовых – 24..3,5 ниток на дюйм
Видео
Особенности эксплуатации
Рассматриваемое оборудование оборудовано клиновыми и поликлиновыми ремнями. Для обеспечения максимальной производительности выполнения работ установлен электрический трехфазный двигатель, мощность которого составляет три киловатта.
Он отвечает за обеспечение главного движения. Также имеется редуктор, предлагающий 12 скоростей вращения резца. Если токарю надо повернуть маховик, в селекторных дисках образуется определенная комбинация отверстий. В эти отверстия входят пальцы, расположенные на корпусе рычагов.
Главной задачей этих пальцев является правильное и своевременное переключение блоков шестерен. После этого шестерни, на которые воздействует вращательный момент, приостанавливаются, так как рычаг оттягивается «на себя». Так возникает возможность переключить режим работы.
В модели ИЖ 250 устанавливается фартук закрытого типа. Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Запомните! Подача может производиться механическим или ручным способом с помощью ходового валика. При этом полностью исключается вероятность одновременной подачи в различных направлениях. За безопасность от подобного эффекта отвечает блокировочное приспособление. Блокировка дополнительно предотвращает включение винта и валика в одно и то же время.
К другим особенностям работы данного токарного станка можно отнесли следующие:
- производитель предлагает станки, в которых можно настраивать скорость вращения шпинделя. В таких моделях отсутствует редуктор;
- подключение к электрической сети осуществляется с помощью пакетного выключателя;
- электрическая аппаратура и силовое оборудование работает от трехфазной электросети, напряжение которой составляет 380 Вольт.
Как выглядит станок в наше время?
Даже несмотря на то, что ИЖ-250 выпускается в наше время, на протяжении нескольких десятков лет производства конструкция не претерпела существенных конструктивных изменений.
Компании, занимающиеся выпуском металлических изделий в промышленных масштабах, могут получить модели с более качественной электрикой и комплектующими с повышенным уровнем надежности. Применение компьютерного метода создания станин, увеличенный класс точности — это далеко не полный перечень достоинств, которыми обладает рассматриваемое оборудование.








Другие особенности
Станок данной модели разрабатывался инженерами «ИЖМАШа» для комплексной обработки металлических изделий, которые имеют небольшие размеры. Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Несмотря на то, что с момента выпуска первого экземпляра прошло несколько десятилетий, на производственных предприятиях до сих пор можно встретить данную технику.
Токарный станок ИЖ 250 выгодно отличается от конкурентов благодаря тому, что с его помощью можно добиться повышенной точности обработки в случаях, если нужно выполнить финишные или получистовые токарные операции. В случае, когда надо выполнить более грубые технологические операции, в процессе которых узлы агрегата испытывают повышенную нагрузку, производитель рекомендует обзавестись модернизированной версией — ИЖ 250 ИТП.
В модернизированной версии ИТВМФ1 имеется возможность обрабатывать детали с повышенной производительностью, поскольку здесь установлена цифровая индикация. Оператору приходится тратить меньше времени на измерение геометрических параметров изделий и выполнение пробных проходов.
Наличие цифровой индексации позволяет воспользоваться рядом других преимуществ:
отсутствие необходимости запоминать количество оборотов лимба, а также вести расчеты других параметров; оператору не нужно тратить свое время и рассеивать внимание на линейную компенсацию неточностей. Благодаря техническим возможностям токарного станка ИЖ 250 возникает возможность более точно и оперативно нарезать различные типы резьбы. Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием
Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием
Благодаря техническим возможностям токарного станка ИЖ 250 возникает возможность более точно и оперативно нарезать различные типы резьбы. Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием.
Основные технические характеристики
Высокие технические параметры и расширенная сфера применения определяются особыми особенностями сборки и детальными схемами станка.
Общий вид станка
При соответствующем качестве поверхности станок ИЖ производит обработку точно и эффективно. Отличительная особенность, которая сразу заметна по внешнему виду, – есть специальное преселективное управление скоростями. В результате переключения шпинделя в предыдущем шаге при выполнении нового не потребуется переключать скорость. Это обеспечивает не только дополнительное удобство и увеличение скорости работы, но и безопасность мастера. Подачи регулируются при помощи рукоятки, при этом направление устройства идентичное тому, куда направлен суппорт.
Управление приводом ведется через редуктор с 12 потенциалами. Шестерни переключаются в результате поворота маховика — создается схема отверстий. Удобна система цифровой индикации. Специалист может производить замеры с точностью до 0,1 мкм.





