

Преимущества агрегата
Функциональные преимущества, которые выводят станок на лидирующее место, по эффективности:
Стандартная укомплектованная версия 1м63 со временем была доработана, что позволило увеличить точность конечного результата. Такое усовершенствование еще больше увеличило возможности устройства, а также повысило стандарты качества.
Конструктивными особенностями модели, которые обеспечивают высокую эффективность работы, являются:
- Точность обработки обеспечивается тремя факторами, они воплощены инженерами-разработчиками: высокая стабильность температурного режима любой операции, максимальная вибрационная устойчивость, повышенная жесткость всей конструкции.
- Ускоренное нарезание резьбы обеспечивается при использовании реверсивного режима работы, это позволяет увеличить скорость до 30%.
- Уникальная блокировочная система и ограждения рабочей зоны позволили создать безопасные комфортные условия для работников.
- Мощность двигателя превосходит альтернативные модели станков.
- Увеличены допустимые размеры обрабатываемых деталей. Заготовки токарно-винторезного станка 1М63 достигают в длину 10 метров, а масса таких деталей доходит до 3,5 тонны.
- Прочность зубчатых колес увеличена за счет особого изготовления, они выполнены из легированных стальных материалов.

Зубчатое колесо токарного станка 1М63
Полностью укомплектованный станок модели 1М63 обладает необходимой функциональностью, она позволила ему завоевать популярность не только советского пространства, но и зарубежного. В будущем на базе этого технологичного агрегата было разработано множество модификаций, дополнительных рабочих модулей и систем, они по техническим возможностям значительно превосходили базовую комплектацию.
Несмотря на перфекционизм современного оборудования, увеличенные до невозможности их эксплуатационные характеристики, модификации 1М63 используются в цехах по сегодняшний день, при этом обеспечивая обработку тысяч новых заготовок.
Технические характеристики универсального токарного станка 1М63Д
| Наименование параметра | 163 | 1М63 | 1М63Б | 1М63Д | 1М63Н |
|---|---|---|---|---|---|
| Основные технические данные станка | |||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н | Н/П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 | 350 | 350 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 700 | 700 | 700 | 700 | 700 |
| Наибольший диаметр заготовки устанавливаемой над выемкой, мм | 900 | 900 | 900 | 900 | 900 |
| Высота центров, мм | 315 | 315 | 315 | 325 | 315 |
| Наибольший диаметр заготовки обрабатываемой в люнете, мм | 20…350 | ||||
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 1400 | 1400 | 1400 | 1500 |
| Наибольшая масса обрабатываемого изделия, кг | 2000 | 3500 | |||
| Шпиндель | |||||
| Мощность привода главного движения, кВт | 13 | 13 | 15 | 18,5 | 15 |
| Частота прямого/ обратного вращения шпинделя, об/мин | 10…125018…1800 | 10…125018…1800 | 10…125018…1800 | 12,5…160022,4..2240 | 10…125018…1800 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 70 | 70 | 80, 105 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 | ||
| Конец шпинделя по ГОСТ 12593-72 | 8 М | 8 М | 11 М | ||
| Размер внутреннего конуса шпинделя по ГОСТ 25557-82 | Метрич 80 | 100, 115 | |||
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 | 22/ 11 | 22/ 11 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | 3 | |||
| Торможение шпинделя | есть | есть | есть | есть | есть |
| Подачи | |||||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 1260/ 400 | 1260/ 400 | 1260/ 400 | 1350/ 400 |
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 | 220 | 220 |
| Количество подач продольных/ поперечных/ резцовых салазок | 32/ 32/ 32 | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок (1-й ряд) | 0,064…1,0250,026…0,38 | 0,06…1,00,024…0,370,019…0,31 | 0,06…1,00,024…0,370,019…0,31 | 0,06…1,00,024…0,370,019…0,31 | |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок (2-й ряд) | 0.084…1,40,034…0,5180,027…0,434 | 0.084…1,40,034…0,5180,027…0,434 | 0.084…1,40,034…0,5180,027…0,434 | ||
| Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 | 1-192/ 56 | 1-224/ 47 | 1-224/ 46 | 1-224/ 47 |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 | 24-0,25/ 33 | 28-0,25/ 31 | 28-0,25/ 31 | 28-0,25/ 31 |
| Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 | 0,5-48/ 55 | 0,25-56/ 37 | 0,25-56/ 37 | 0,25-56/ 37 |
| Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8 /52 | 96-7/8 /52 | 112-0,5/ 30 | 112-0,5/ 30 | 112-0,5/ 30 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 3,6/ 1,3 | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 | 5,2/ 2 |
| Наибольшее усилие резания при продольной/ поперечной подаче, кН | 2,22 | 6,80/ 3,7 | |||
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 | 1/ 0,1 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 | 300/ 5 | 200/ 5 |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 | 5 | 5 |
| Задняя бабка | |||||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 | 240 | 220 |
| Поперечное перемещение пиноли, мм | ±10 | ±10 | ±10 | ±10 | ±10 |
| Электроборудование станка | |||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт/ об/мин | 14/ 1450 | 13/ 1460 | 15/ 1460 | 18,5/ 1465 | 15/ 1465 |
| Электродвигатель быстрых перемещений, кВт/ об/мин | 1,1/ 1400 | 1,1/ 1400 | 1,1/ 1400 | 1,1/ 1420 | |
| Электродвигатель насоса СОЖ, кВт/ об/мин | 0,12 | 0,12/ 2800 | 0,12/ 2800 | 0,18/ 3000 | |
| Суммарная мощность электродвигателей, кВт | 19,72 | 16,22 | |||
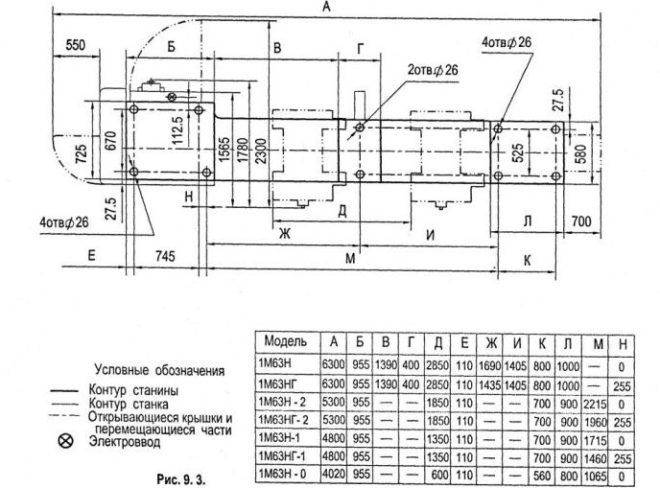
| Габариты и масса станка | |||||
| Габариты станка (длина, ширина, высота), мм | 3550 х1740 х1275 | 3530 х1680 х1290 | 3810 х1780 х1490 | 5240 х1780 х1550 | |
| Масса станка, кг | 3800 | 4300 | 4750 | 5750 |
Список литературы
Станки токарно-винторезные модели 1м63д и 1м63дф101. Руководство по эксплуатации 1М63Д.00.000 РЭ, Тбилиси, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
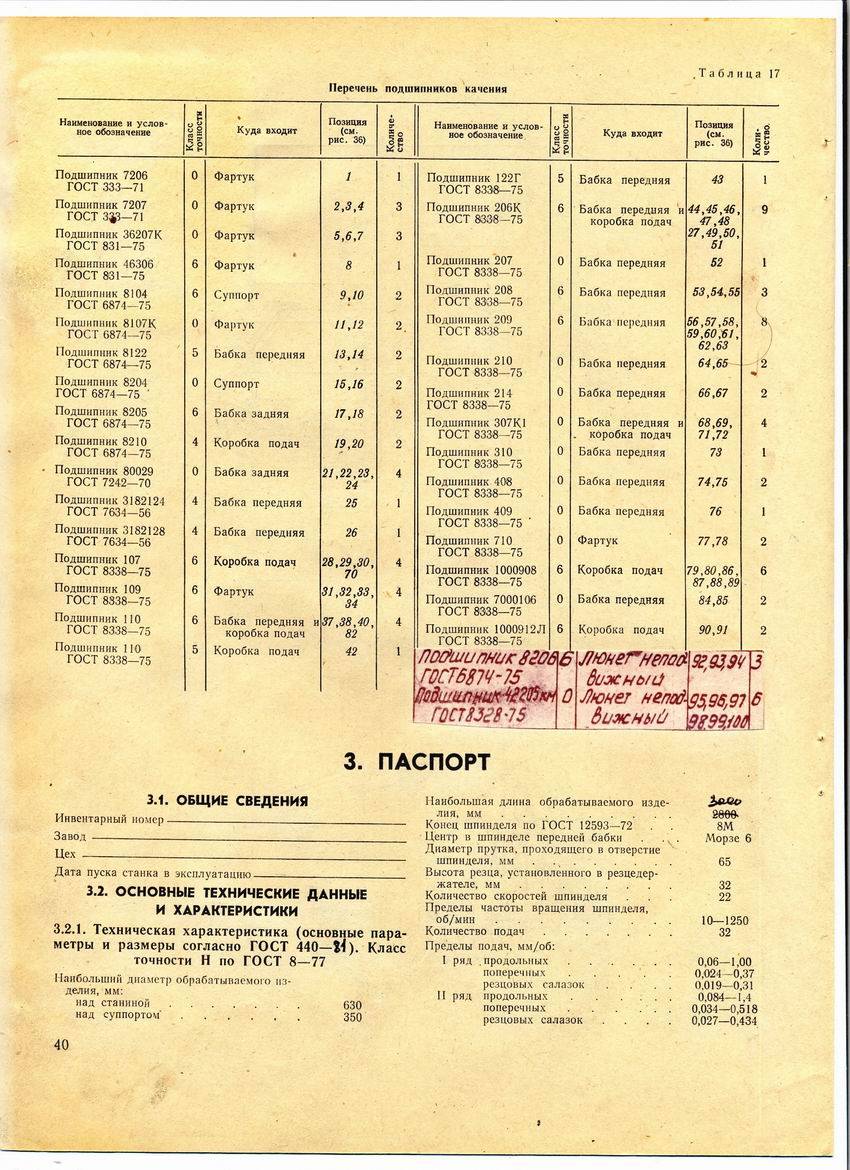
Обзор токарного станка 1М63: характеристики, фото, паспорт
Разработкой и производством токарно-винторезного станка 1М63 занимался Рязанский станкостроительный завод. Учитывая опыт реализации предыдущих моделей, в этой серии оборудования были внедрены последние разработки того времени. Поэтому станок до сих пор остается одним из самых популярных и востребованных для комплектации мелкосерийных производств, мастерских.
Конструктивные особенности
Для анализа эксплуатационных возможностей оборудования сначала рекомендуется изучить паспорт. Там же указываются основные техники параметры. Главными качествами станка 1М63, предназначенного для токарной обработки, являются надежности и высокая точность выполнения операций.
Это стало возможным благодаря повышенной жесткости станины, широкому диапазону настроек каретки и настроек шпиндельной бабки. Станок предназначен для выполнения всех типов токарных работ, в том числе – формированию резьбы нескольких типов. При этом можно использовать различные резцы.
В конструкции суппорт имеет механическую подачу, что позволяет выполнять обработку длинных конусов. Кроме этого, можно отметить следующие особенности конструкции станка, подробно описанные в паспорте оборудования:
- быстрое перемещение суппорта в поперечном и продольном направлении. Для осуществления этих манипуляций в конструкции имеется электродвигатель;
- ступенчатый механизм главного движения. Это осуществляется с помощью коробки скоростей, переключение передач в которой осуществляется путем изменения порядка сцепления определенной пары шестерен;
- многофункциональность коробки скоростей. В ней есть механизмы, позволяющие реверсировать движение суппорта. Дополнительно они увеличивают шаг нарезаемой резьбы.
Станок 1М63 имеет фартук закрытого типа со встроенной системой смазки. Она включает в себя плунжерный насос и распределитель масла. Указатель уровня масла регистрирует текущее состояние процесса, его фактические характеристики
Это важно при ускоренном режиме смещения суппорта
Если необходимо нарезание точной и специальной резьбы – следует изготовить специальный набор, в который будут входить зубчатые колеса. Они устанавливаются в коробку передач Токарно-винторезный станок 1М63 будет иметь расширенный функционал.
Технические характеристики
Параметры станка токарно-винторезного 1М63 описаны в паспорте. Но для первичного анализа возможностей оборудования следует изучить технические характеристики каждого компонента – шпинделя, подачи.
Габариты станка составляют 353*168*129 см при общей массе конструкции 4300 кг. Согласно принятой классификации ему присвоена точность «Н». Кроме этого, к основным паспортным характеристикам относят максимально допустимые размеры заготовки. Над станиной это значение не должно превышать 63 см, над суппортом – 35 см. Высота центров составляет 31,5 см. Для обработки на станке 1М63 можно устанавливать детали длиной не более 140 см и с массой, не превышающей 2000 кг.
Паспорт также содержит характеристики шпинделя:
- номинальная мощность электродвигателя – 13 кВт;
- частоты вращения. При прямом движении они варьируются от 10 до 1250 об/мин. Во время обратного могут составлять от 18 до 1800 об/мин;
- нормированный диаметр отверстия – 7 см;
- количество скоростей при прямом вращении равно 22, а во время обратного — 11.
В конструкции станка 1М63 предусмотрен механизм принудительного торможения шпинделя. Согласно паспортным данным он состоит из электрической части, которая активируется при нажатии соответствующей кнопки на пульте управления оборудованием. Ознакомиться с внешними параметрами станка можно по фото.
Технические характеристики подачи:
- смещение в продольном направлении составляет 126 см, в поперечном – 40 см;
- резцовые салазки могут перемещаться на 22 см;
- количество подач одинаково для всех направлений и составляет 44;
- пределы продольных подач — от 0,064 до 1,025. Для поперечных этот параметр варьируется от 0,026 до 0,38;
- цена деления лимба для резцовых салазок составляет 0,05 мм.
С помощью станка можно формировать практически все типы резьбы: метрические, дюймовые, питчевые и модульные. Если их характеристики соответствуют паспортным данным – использование дополнительных устройств не нужно.
Дополнительно в конструкции станка 1М63 есть системы охлаждения и смазки. Они имеют отдельные силовые агрегаты для подачи жидкостей к ответственным узлам и зонам оборудования. Силовая установка для охлаждения обеспечивает расход 22 л/час, что является оптимальным параметром для станков этого типа.
В видеоматериале показан пример восстановления исходных параметров станка 1М63 путем глобального ремонта:
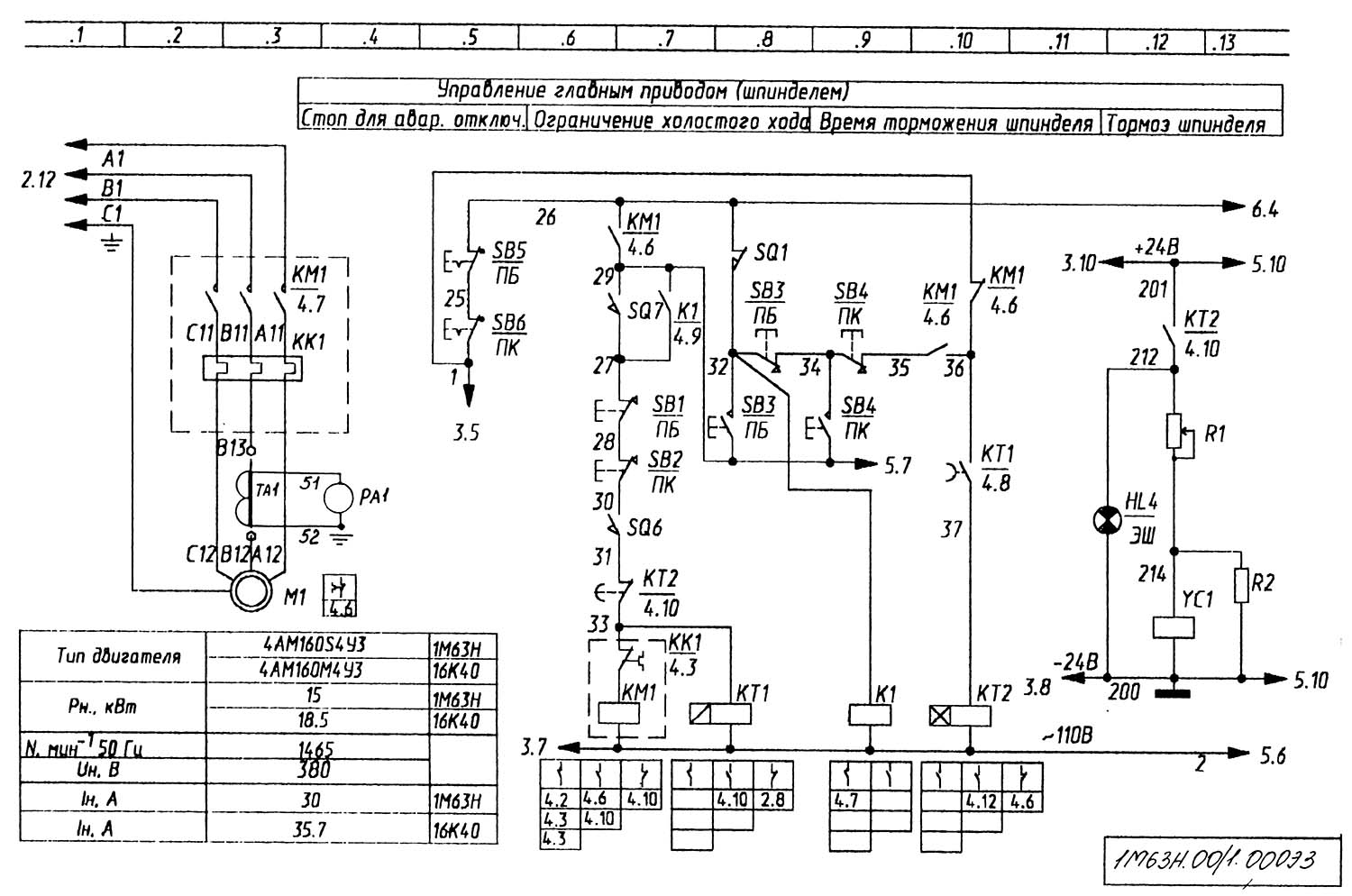
Схема электрическая принципиальная станка 1М63БФ101

Электрическая схема токарно-винторезного станка 1м63Бф101
Управление главным приводом
Пуск электродвигателя осуществляется нажатием одной из кнопок “пуск” 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенном фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.







Управление вращением шпинделя осуществляется с помощью фрикциона, включаемого от рукоятки.
При отключенном фрикционе н.з. контакт ВК остается замкнутым, реле времени РВ, 1РВ и тормозная муфта включены. При этом загорается сигнальная дампе 2ЛС. При работе двигателя главного движения на холостом ходу, реле времени РВ, настроенное на выдержку 2,5-3 мин, отключает катушку магнитного пускателя и соответственно двигатель от сети. Одновременно, реле времени 1РВ, настроенное на выдержку 25 сек потеряет питание и отключит тормозную муфту.
При включении фрикциона н.з. контакт ВК разрывается, отключает реле времени РВ и обеспечивает работу станка. Останов двигателя осуществляется нажатием на одну из кнопок “стоп” 3КУ или КУ. При этом через н.з. контакт КШ включается реле РВ и тормозная муфта 5ЭМ. Контроль за нагрузкой электродвигателя осуществляется по амперметру.
Значение тока электродвигателя главного привода в зависимости от напряжения:
380В = 29А
400В = 27А
415В = 26,5А
440В = 25А
500В = 22А
Управление приводом подач
Рабочие подачи осуществляются от двигателя главного привода, ускоренные хода от двигателя ускоренного хода типа АOЛ2-21-4 (4Ах80А4УЗ) 1,1 кВт (1,475 л.с.) 1400 об/мин при 50 Гц, 1690 об/мин при 50 Гц.
В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых используются для управления перемещением каретки в продольном направлении и две – для управления перемещением суппорта в поперечном направлении.
Управление муфтами производится рукояткой крестового переключателя, установленного на фартуке станка, имеющего 5 положений: одно – вертикальное нейтральное и 4 наклонных, соответствующих направлению перемещения суппорта и каретки.
Включение электродвигателя ускоренного хода при любом положении рукоятки переключателя обеспечивается пусковой толчковой кнопкой, встроенной в головку рукоятки крестового переключателя.
Во избежание одновременного включения маточной гайки и электромагнитных муфт, предусмотрен блокировочный конечный выключатель ВКФ, установленный внутри фартука, который обрывает цепь питания муфт при включении маточной гайки.
Для предотвращения пробоя электромагнитных муфт и уменьшения искрообразования на контакте при отключении катушки, предусмотрены разрядные сопротивления R1…R5.
На фартуке станка имеется переключатель режимов работы на три положения, который включает муфты соответственно на:
- токарную работу;
- конусное точение (внутреннее), замыкаемые контакты 53,57(1-2), 55-59(5-6)
- конусное точение (наружное), замыкаемые контакты 53-59(3-9), 55-57(7-2)
Привод охлаждения
Привод охлаждения осуществляется от электронасоса типа ПА-22, 0,12 квт (0,163 л.с.) 2800 об/мин при 50 Гц, 3350 об/мин, при 60 Гц. Пуск и останов электродвигателя осуществляется включением переключателя, установленного на фартуке станка.
Конструктивные особенности
На токарном станке 1М63 можно обрабатывать заготовку на высоких скоростях резцами с твердосплавными пластинами или из быстрореза. Это благодаря тому, что конструкция токарного станка 1М63 и его основных узлов (шпиндель, каретка) очень жесткая и позволяет работать на максимальных скоростях.
Характеристик у токарного станка 1М63 множество, но среди них важными являются:
- Максимальный вес болванки составляет три с половиной тонн. Мощность — 15к Вт.
- Масса оборудования составляет пять тысяч семьсот пятьдесят килограмм.
- Диаметр отверстия в шпинделе — сто пять миллиметров.
Люнет
Люнет — одно из станочных приспособлений, он служит основной опорой тяжелой или длинной детали. Бывают с опорами качения — роликовые люнеты, скольжения — кулачковые. Люнеты позволяют более точно обрабатывать длинные и тяжелые заготовки толщиной от 20 до 150 мм. Их можно увеличивать, уменьшать, поворачивать. На токарном станке 1М63 используются люнеты 1M63.10/1, 1M63.10/2.

Суппорт
Суппорт — узел для крепления или перемещения инструмента на токарном станке 1М63. Перемещать можно вручную и автоматически. На токарном станке 1М63 все передвижения суппорта в продольном и поперечном направлении механизированы. Ускоренное перемещение суппорта на токарном станке 1М63 осуществляется за счет электродвигателя, потом губчатые колеса, червячная пара и подача.
А вообще суппорты бывают:
- По виду обработки — токарные.
- По расположению — верхние, передние.
- По направлению — продольные, поперечные.
- По типу резцедержателя — резцовые.

Сменные зубчатые колеса
Сменные зубчатые колеса входят в механизм, который называется «гитара». Гитара предназначается для изменения передаточного отношения расчетной кинематической цели. В станках использую гитары с одной, двумя либо тремя сменными зубчатыми колесами. В комплект поставки входят сменные зубчатые колеса, с помощью которых появляется возможности нарезать разные типы резьба (дюймовой, модульной, питчевой и т.д.)

Задняя бабка
Задняя бабка токарного станка 1М63 — узел с конусным отверстием для установки центра, который поддерживает заготовку, используется для закрепления инструмента для обработки детали по оси с обратной стороны.

Система охлаждения
На токарном станке 1М63 имеется система охлаждения (СОЖ), охлаждающая система подает в зону резания охлаждающую жидкость, которая улучшает качество обрабатываемой поверхности и обеспечивает повышение стойкости режущего элемента.
По трубопроводу охлаждающая жидкость из бака, который находится в правой части токарного станка 1М63, подводится непосредственно к режущему инструменту, после чего самотеком стекает в накопительные поддоны, после чего попадает опят в бак.
Схема смазки

Фартук
Фартук — узел токарного станка 1М63, внутри которого механизм, который преобразует вращательное движение ходового вала, ходового винта в поступательное перемещение суппорта.
Сам фартук выполнен в закрытом типе, съемная у него только крышка. Фартуком легко управлять благодаря тому, что в его конструкции имеются четыре электромагнитные муфты. Управление фартука токарного станка 1М63 осуществляется одной рукояткой, куда направлена рукоять в ту сторону и дет подача.










Электрооборудование
Электрооборудование токарного станка 1М63 необходимо, чтобы приводить механизмы в движение, автоматически управлять агрегатами, контролировать состояния механизмов и проводить техническую диагностику.
| Тип электродвигателя | Функции | Мощность, кВт | Частота вращения, об/мин |
|---|---|---|---|
| A02-6I-4 СПУЗ, M101 | Главный привод | 13 | 1460 |
| A02-2I-4 СПУЗ M30I | Быстрый ход каретки | 1,1 | 1400 |
| ПА-22(XI4-22М) | Насос охлаждения | 0,12 (кВт/li) | 2800 |
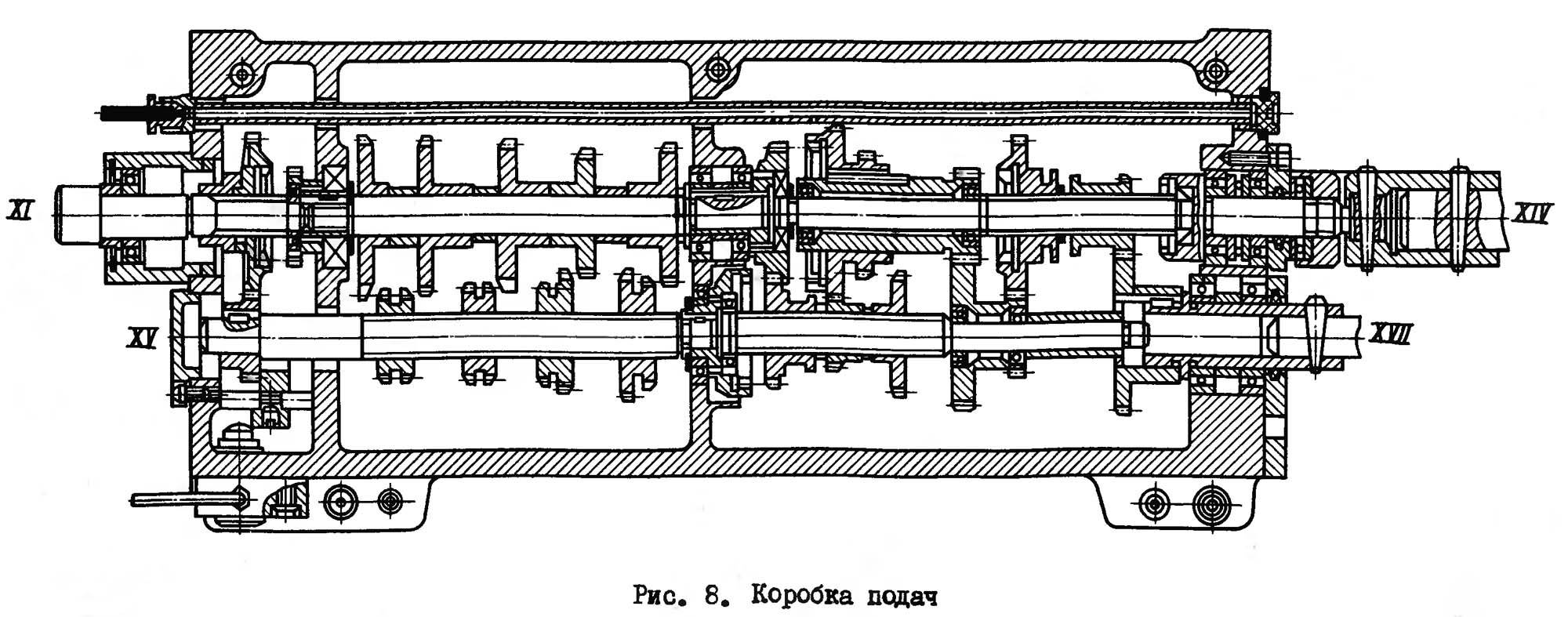
Коробка подач
Коробка подач токарного станка 1М63 выполнена в закрытом типе, система – двухосная. Управляется коробка подач рукоятками на ее панели. В случае необходимости нарезания резьбы необходимо настроить механизм коробки подач сменив соответствующие шестерни на гитаре.

Модификации
Время и растущие потребности несут за собой необходимость вносить усовершенствования. Без них не обошелся и наш агрегат. К его основным модификациям относят следующие модели:
- 1М63Ф306, выпускаемая с 73-го года, отличалась наличием ЧПУ (данное отличие также присутствует у 1М63ФЗ и 1М63РФЗ);
- 1М63Ф101, вышедшая в 76-ом году, имела устройство цифровой индикации (УЦИ), которое отсчитывало поперечное движение суппорта;
- 1М63Б, отличавшаяся своей быстроходностью и увеличенной мощностью (это относится и к модификациям 1М63БГ и 1М63БФ101);
- 1М63М с повышенной мощностью, как и у 1М63МФ101 и 16Р30;
- 1М63Н, выпущенная в 92-ом году и завершившая серию, отличалась нормальной точностью (1М63НФ1 и 1М63НФ101, к тому же, были дополнены системой УЦИ, которая отсчитывала перемещения в 3-х мерной системе координат);
- 1М63Н-1, имевшая нормальную точность и более короткую станину (1М63НФ10М обладала еще и УЦИ);
- 1М63НГ, отличавшаяся выемкой на станине;
- 1М63НП, преимуществом которой была повышенная точность.
Некоторым, из перечисленных станков, можно уделить немного больше внимания. К примеру, рассматривая одну из последних модификаций (1М63Н) можно выделить несколько конструктивных особенностей модели:
- буква «Н» в названии указывает на нормальную точность обработки, которую обеспечивали три фактора: температурная стабильность, устойчивость к вибрациям и жесткость конструкции;
- внушительный срок службы токарной машины, обеспеченный двумя призматическими направляющими, расположенными на станине, и другими высоконадежными узлами;
- ускоренная обработка резьбы за счет того, что реверсивное вращение шпинделя имеет на 30% большую частоту, чем прямое;
- зубчатые колеса, которые выполнены из легированной стали;
- повышенная безопасность эксплуатации, гарантированная системами блокировки станка, а также ограждающими зонами резки;
- более мощный, по отношению к оригинальной модели, двигатель;
- возможность обрабатывать заготовки длиною до 10 м и массой до 3,5 т.
Рассмотренный нами станок 1М63 имеет достаточно особенностей, которые обеспечили ему популярность и признание не только на родине, но и за рубежом. На его базе было создано огромное количество модификаций, добавляющих этой машине еще больше достоинств. Не смотря на то, что в новом веке уже создано огромное количество современных станков, превосходящих во многом полувекового трудягу, он и его улучшенные модели продолжают стоять в строю, каждый день обрабатывая тысячи новых деталей.
Технические характеристики
Паспорт данного токарно-винторезного станка 1М63Н содержит в себе следующие характеристики:
- Максимальный используемый диаметр заготовки:
- 630 мм при обработке обработка торцов изделия;
- 350 мм при обработке цилиндрических поверхностей;
- Диаметр внутреннего отверстия для размещения длинных труб и прутков в центре шпинделя – 105 мм;
- Таблица резьб:
- от 1 до 224 мм — предельные размеры метрической резьбы;
- от 28 до 0.25 ниток на дюйм – дюймовая резьба;
- от 0.5 до 112 питч – питчевая резьба;
- модуль от 56 до 0.25 – модульная резьба;
- Наименьшая частота вращения заготовки – 10 об/мин (18 об/мин при обратном вращении);
- Наибольшая частота вращения заготовки – 1250 об/мин (1800 об/мин при обратном вращении);
- Стандартный для обычной комплектации диаметр трехкулачкового патрона 400 мм;
- Конус шпинделя – Морзе 6;
- Количество передач – 22 для прямого вращения и 11 передач обратного вращения;
- Высота резца – 32 мм;
- Количество позиций резцедержателя – 3;
- Мощность привода (асинхронный трехфазный электродвигатель) составляет 15 кВт, что в сочетании с высокой жесткостью конструкции позволяет применять для точения обрабатываемых деталей инструмент избыстрорежущей стали или со сменными твердосплавными вставками на высоких скоростях обработки;
- Масса станка – от 4200 до 13200 кг.
Скачать паспорт (инструкцию по эксплуатации) nокарно-винторезного станка 1М63Н
Как видно из описания характеристик, скорость обратного вращения шпинделя, а соответственно и скорость подачи, больше, чем в прямом направлении. Данное качество позволяет сократить время выполнения операций по нарезанию резьбы.
Устройство
Станина
Элемент конструкции, являющийся основой оборудования. Станина отлита из чугуна с двумя тумбами и монтируется на ровной поверхности. Предусмотрено наличие двух пар направляющих, служащих для хода каретки суппорта и корректировки расположения задней бабки.
Фронтальная и задняя тумбы пустотелые. В последней размещен двигатель насоса и емкость с охладителем. В передней располагается электродвигатель основного привода.
Шпиндель
Шпиндель располагается на трех опорах.
Фронтальная и центральная опоры — 2-рядные радиальные подшипники с роликами с внутренней втулкой в виде конусного кольца. Во фронтальной опоре радиальный люфт регулируется.
Задняя опора – радиально-упорный шарикоподшипник, принимающий основные усилия подачи в процессе прямого точения.
Управление количеством оборотов шпинделя выполняется путем передвижения шестерен по валам посредством пары рукояток, размещенных спереди передней бабки. Переход на реверсивный ход осуществляется посредством фрикционной муфты, полная остановка – муфты электромагнитной.
Суппорт
Элемент крестового типа. Верхняя зона суппорта – перемещающаяся, благодаря чему возможно точение конусов любой длины.
Каретка передвигается по направляющим плоскостям станины, по направляющим каретки движутся салазки. Движение реализуется за счет ручного либо механического управления, может осуществляться с обычной и увеличенной скоростью.
На поперечных салазках размещена поворотная часть элемента. В ней также имеются направляющие, служащие базой для движения резцовых салазок.

В гайке торцевого винта расположено отверстие для устранения появляющегося в процессе износа люфта. Усилия от торцевого винта принимают подшипники-упоры.
Ключевые процессы механизированы. Имеется возможность организации хода суппорта в скоростном режиме вдоль и поперек направляющих, салазки с резцом передвигаются от электродвигателя.
Остановка хода шпинделя выполняется автоматически во время отключения фрикционной муфты.
Регулирование подачи и настройка шага резьбы производится путем замены зубчатых шестерен коробки подач, а также корректированием гитары заменяемых шестерен.
Задняя и передняя бабки
Задняя бабка передвигается по направляющим плоскостям станины в отжатом состоянии на 4-х подшипниках, размещенных на мостике. Крепление к направляющим осуществляется посредством планок и болтов.
Сдвиг бабки поперек мостика выполняется посредством пары винтов и гайки. Пиноль сдвигается вследствие движения маховика.







На тыльной поверхности передней бабки расположен сменный блок шестерен, использующихся для отдачи и регулирования оборотов на вал подач. Также путем замены шестерен осуществляется изменение типа нарезаемой резьбы.
Передняя бабка размещена слева лицевой части станины. Оснащена коробкой скоростей.
Фартук
Элемент используется для передачи движения суппорту от ходового вала. Оснащен четырьмя электромагнитными муфтами, благодаря чему управление сосредоточено на единственном рычаге. Передвижения рукояти соответствуют направлению подачи. На рукояти находится кнопка, применяющаяся для установки ускоренного движения суппорта.
Совет: Включение хода на повышенной скорости допускается при выполнении подачи.
Специальный блокировочный механизм не допускает синхронного включения подачи вала и передвижения суппорта в ускоренном режиме при соединенной гайке ходового винта.
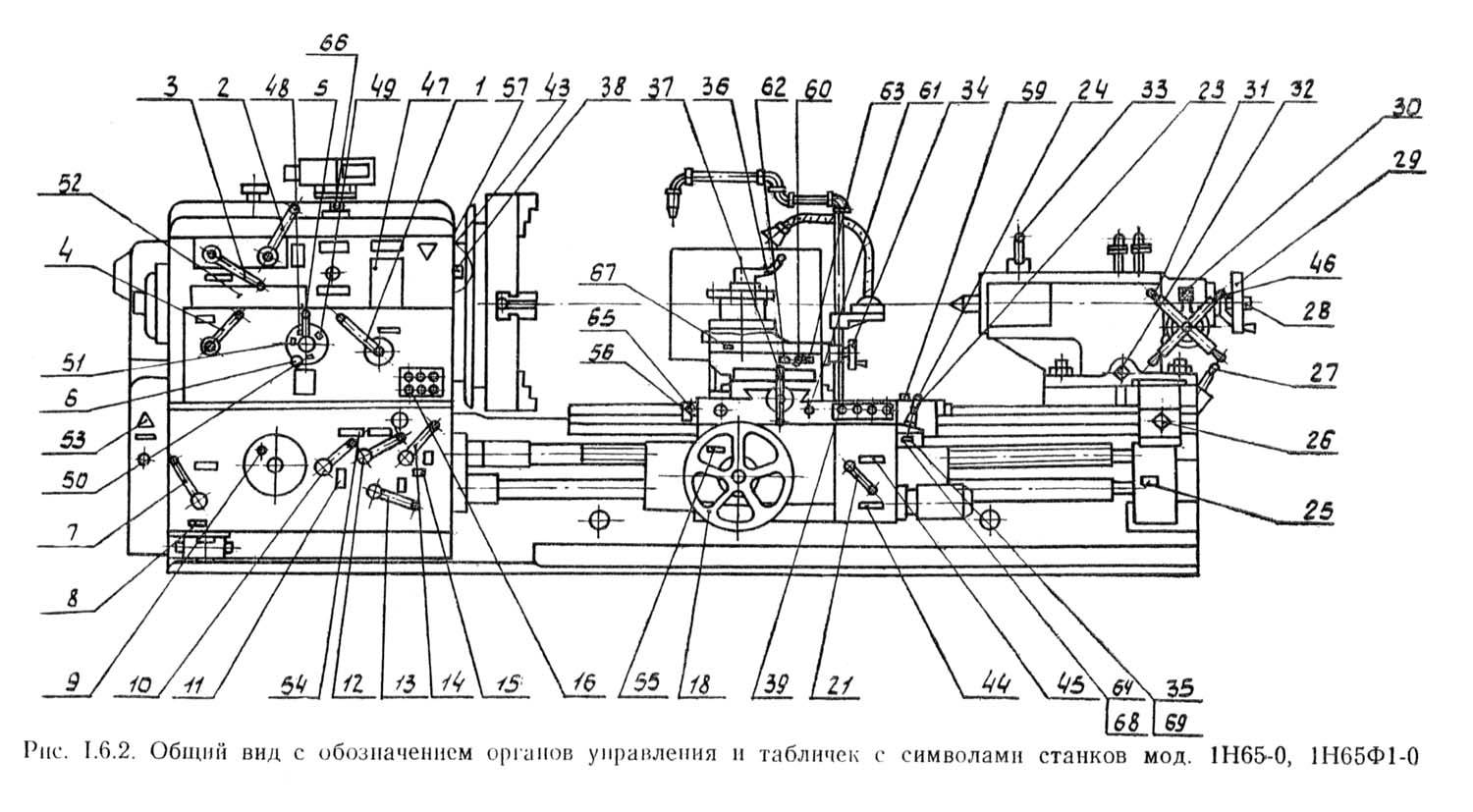
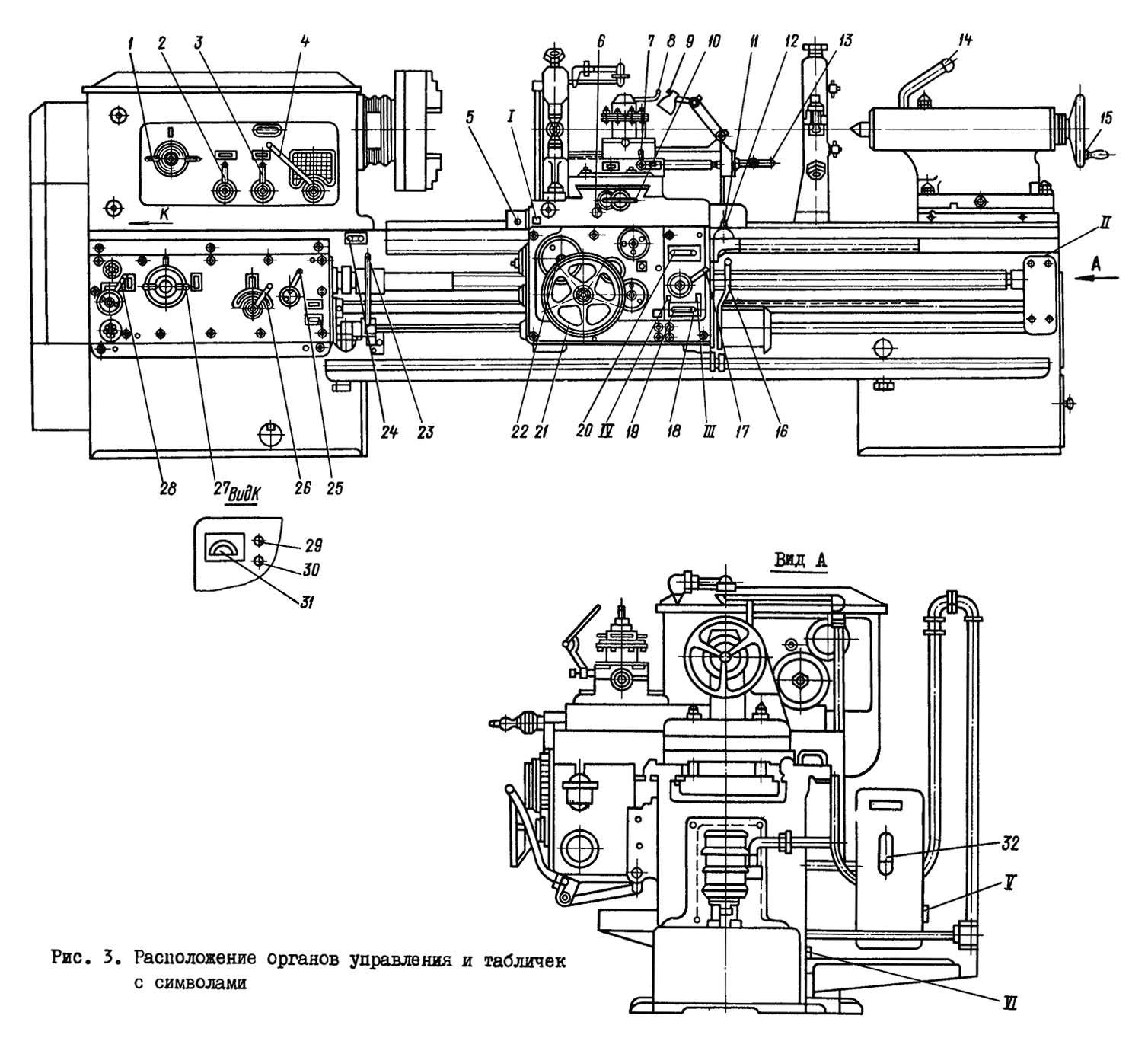
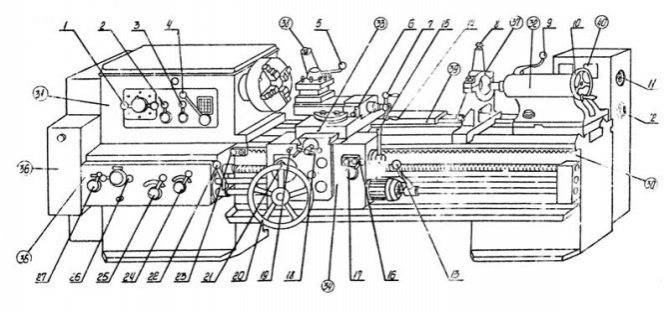
Расположение органов управления токарно-винторезным станком 1м63м

Расположение органов управления токарно-винторезным станком 1м63м
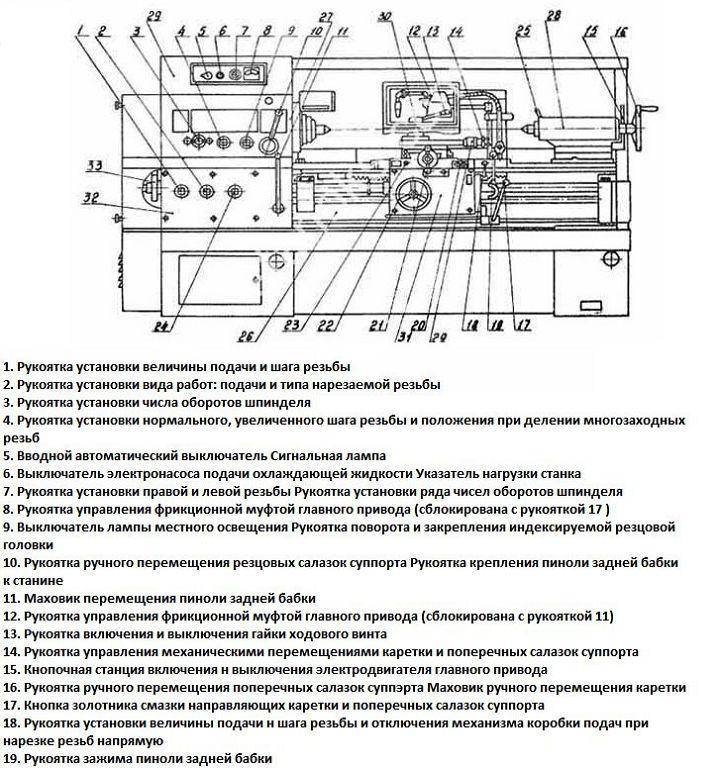
Органы управления токарно-винторезного станка 1м63м и их назначение
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы и деление на многозаходные резьбы
- Рукоятка установки правой и левой резьб и подач
- Кнопка фиксации ограждения патрона
- Рукоятка установки частоты вращения шпинделя
- Рукоятка плунжерного насоса смазки направляющих продольного перемещения суппорта и ходового винта
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Тумблер включения местного освещения
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Рукоятка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка поворота и крепления резцовой головки
- Головка зажима и разжима сухаря крепления каретки
- Рукоятка ручной поперечной подачи верхнего суппорта
- Кнопка включения ускоренного перемещения (быстрых ходов) суппopта
- Тумблер переключения на точение конусов и цилиндров
- Тумблер включения насоса охлаждения
- Переключатель подач дистанционного управления
- Рукоятка креплении пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Рукоятка маховика
- Рукоятки управления фрикционом
- Рукоятка включения гайки ходового винта
- Кнопочные станции включения и выключения главного привода
- Маховик ручного продольного перемещения суппорта
- Кнопочные станции включения и выключения главного привода
- Рукоятки управления фрикционом
- Рукоятка настройки наладки шага резьбы и отключения вращения ходового винта
- Рукоятка настройки на величину шага резьбы и подачи
- Рукоятка выбора резьбы
- Рукоятка выбора величины подач и шага резьбы
- Квадрат вала шкива для деления на многозаходные резьбы
- Выключатель вводной
- Указатель нагрузки
- Сигнальная лампа включения электромагнитного тормоза
- Сигнальная лампа наличия напряжения
- Сигнальная лампа — аварийная
| Символ | Значение символа |
|---|---|
| Таблица оборотов шпинделя | |
| Шаг резьбы | |
| Резьба с нормальным шагом: 1:1 → 12,5..1600 об/мин | |
| Резьба с увеличенным шагом: 1:2 → 200..630 об/мин; 1:8 → 50..160 об/мин; 1:32 → 12,5..40 об/мин | |
| Левая резьба с нормальным шагом | |
| Левая резьба с увеличенным шагом шагом | |
| Подачи с нормальным шагом | |
| Подачи с увеличенным шагом шагом | |
| Отключение (отсоединение) шпинделя от коробки скоростей. Может применяться при нарезании многозаходной резьбы поворотом шпинделя на определенный угол | |
| Сменные шестерни (K, L, M, N) коробки передач (гитары). Стандартный набор, поставляемый заводом-производителем: K = 40, L = 86, N = 64 | |
| Метрическая резьба | |
| Дюймовая резьба | |
| Модульная резьба | |
| Питчевая резьба | |
| Продольная и поперечная подача |





