

Конструктивные особенности
На токарном станке 1М63 можно обрабатывать заготовку на высоких скоростях резцами с твердосплавными пластинами или из быстрореза. Это благодаря тому, что конструкция токарного станка 1М63 и его основных узлов (шпиндель, каретка) очень жесткая и позволяет работать на максимальных скоростях.
Характеристик у токарного станка 1М63 множество, но среди них важными являются:
- Максимальный вес болванки составляет три с половиной тонн. Мощность — 15к Вт.
- Масса оборудования составляет пять тысяч семьсот пятьдесят килограмм.
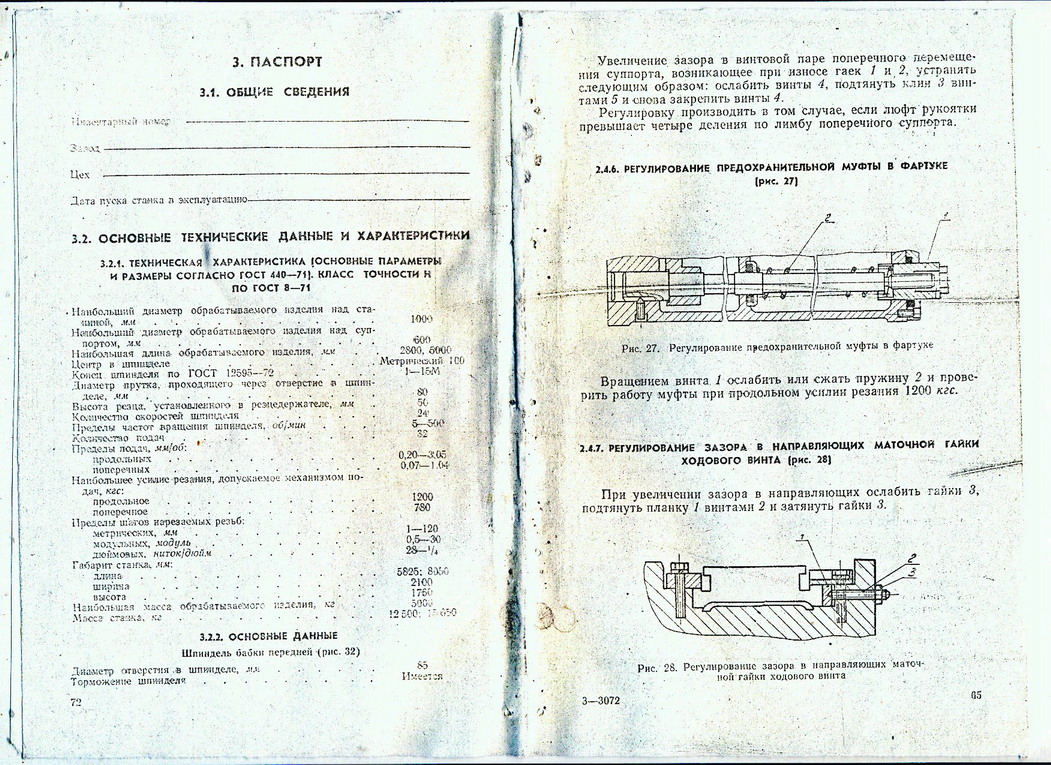
- Диаметр отверстия в шпинделе — сто пять миллиметров.
Люнет
Люнет — одно из станочных приспособлений, он служит основной опорой тяжелой или длинной детали. Бывают с опорами качения — роликовые люнеты, скольжения — кулачковые. Люнеты позволяют более точно обрабатывать длинные и тяжелые заготовки толщиной от 20 до 150 мм. Их можно увеличивать, уменьшать, поворачивать. На токарном станке 1М63 используются люнеты 1M63.10/1, 1M63.10/2.
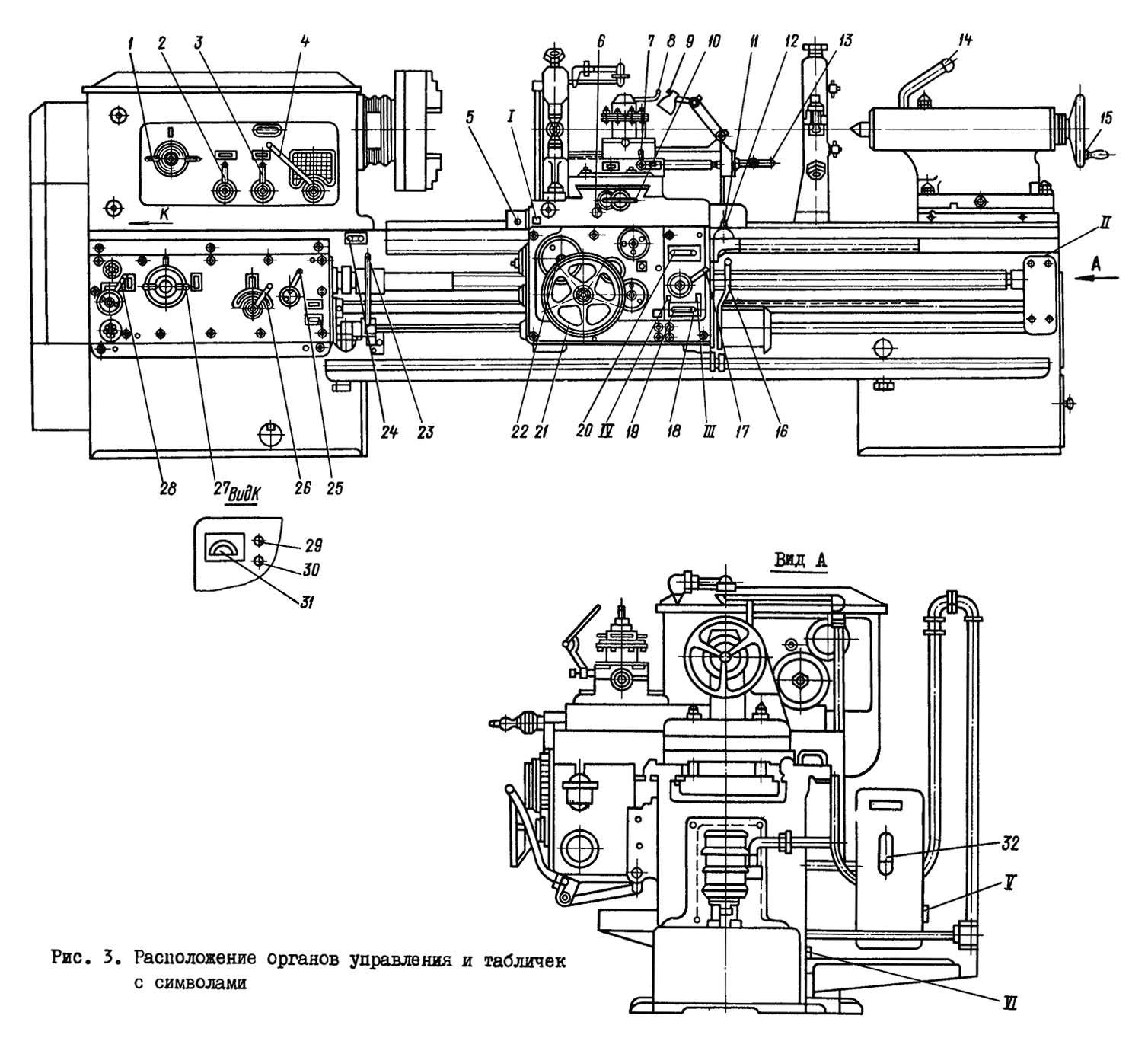
Суппорт
Суппорт — узел для крепления или перемещения инструмента на токарном станке 1М63. Перемещать можно вручную и автоматически. На токарном станке 1М63 все передвижения суппорта в продольном и поперечном направлении механизированы. Ускоренное перемещение суппорта на токарном станке 1М63 осуществляется за счет электродвигателя, потом губчатые колеса, червячная пара и подача.
А вообще суппорты бывают:
- По виду обработки — токарные.
- По расположению — верхние, передние.
- По направлению — продольные, поперечные.
- По типу резцедержателя — резцовые.
Сменные зубчатые колеса
Сменные зубчатые колеса входят в механизм, который называется «гитара». Гитара предназначается для изменения передаточного отношения расчетной кинематической цели. В станках использую гитары с одной, двумя либо тремя сменными зубчатыми колесами. В комплект поставки входят сменные зубчатые колеса, с помощью которых появляется возможности нарезать разные типы резьба (дюймовой, модульной, питчевой и т.д.)
Задняя бабка
Задняя бабка токарного станка 1М63 — узел с конусным отверстием для установки центра, который поддерживает заготовку, используется для закрепления инструмента для обработки детали по оси с обратной стороны.
Система охлаждения
На токарном станке 1М63 имеется система охлаждения (СОЖ), охлаждающая система подает в зону резания охлаждающую жидкость, которая улучшает качество обрабатываемой поверхности и обеспечивает повышение стойкости режущего элемента.
По трубопроводу охлаждающая жидкость из бака, который находится в правой части токарного станка 1М63, подводится непосредственно к режущему инструменту, после чего самотеком стекает в накопительные поддоны, после чего попадает опят в бак.
Схема смазки
Фартук
Фартук — узел токарного станка 1М63, внутри которого механизм, который преобразует вращательное движение ходового вала, ходового винта в поступательное перемещение суппорта.
Сам фартук выполнен в закрытом типе, съемная у него только крышка. Фартуком легко управлять благодаря тому, что в его конструкции имеются четыре электромагнитные муфты. Управление фартука токарного станка 1М63 осуществляется одной рукояткой, куда направлена рукоять в ту сторону и дет подача.
Электрооборудование
Электрооборудование токарного станка 1М63 необходимо, чтобы приводить механизмы в движение, автоматически управлять агрегатами, контролировать состояния механизмов и проводить техническую диагностику.
| Тип электродвигателя | Функции | Мощность, кВт | Частота вращения, об/мин |
|---|---|---|---|
| A02-6I-4 СПУЗ, M101 | Главный привод | 13 | 1460 |
| A02-2I-4 СПУЗ M30I | Быстрый ход каретки | 1,1 | 1400 |
| ПА-22(XI4-22М) | Насос охлаждения | 0,12 (кВт/li) | 2800 |
Коробка подач
Коробка подач токарного станка 1М63 выполнена в закрытом типе, система – двухосная. Управляется коробка подач рукоятками на ее панели. В случае необходимости нарезания резьбы необходимо настроить механизм коробки подач сменив соответствующие шестерни на гитаре.
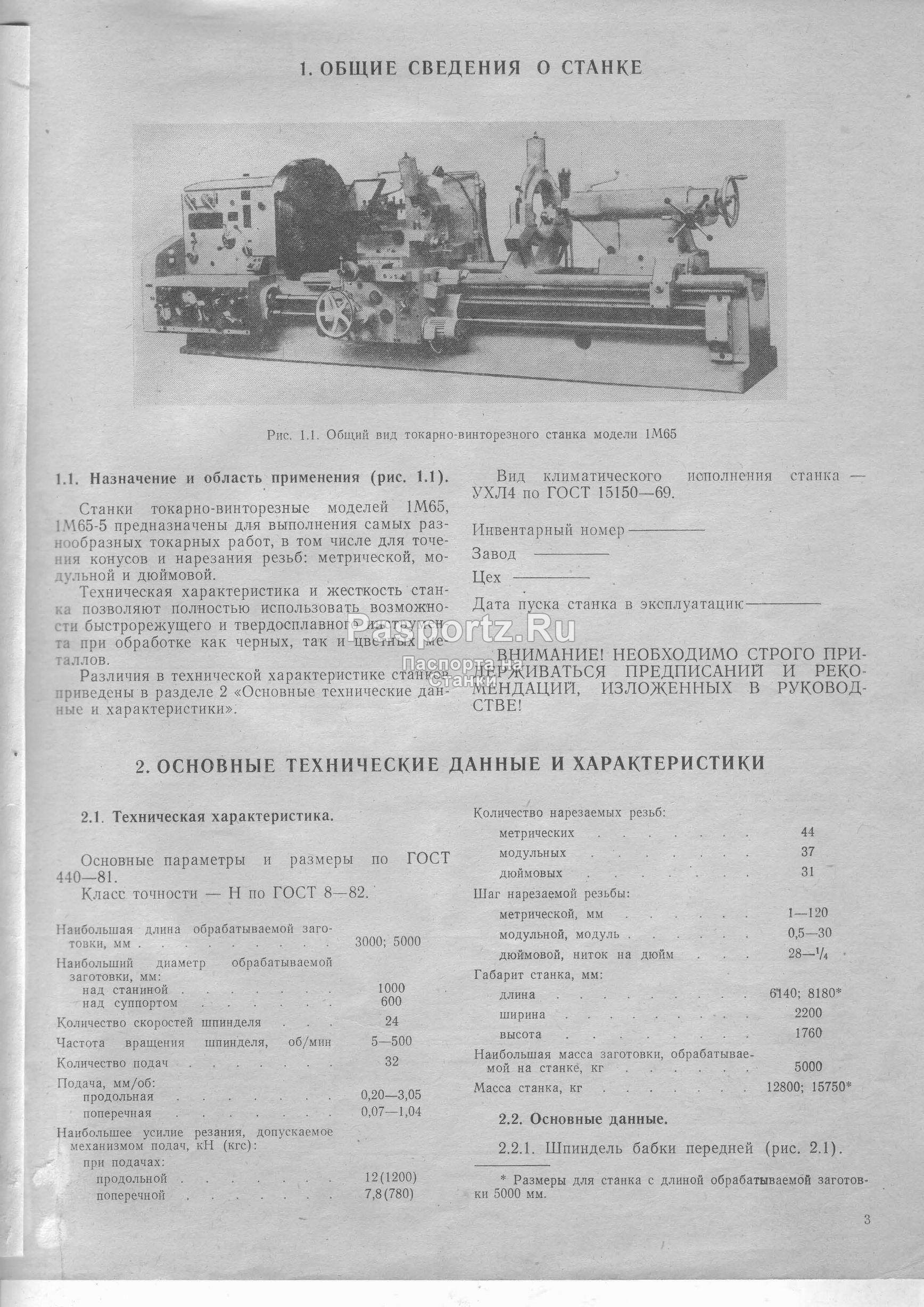
Обзор токарного станка 1М63: характеристики, фото, паспорт
Разработкой и производством токарно-винторезного станка 1М63 занимался Рязанский станкостроительный завод. Учитывая опыт реализации предыдущих моделей, в этой серии оборудования были внедрены последние разработки того времени. Поэтому станок до сих пор остается одним из самых популярных и востребованных для комплектации мелкосерийных производств, мастерских.
Конструктивные особенности

Для анализа эксплуатационных возможностей оборудования сначала рекомендуется изучить паспорт. Там же указываются основные техники параметры. Главными качествами станка 1М63, предназначенного для токарной обработки, являются надежности и высокая точность выполнения операций.
Это стало возможным благодаря повышенной жесткости станины, широкому диапазону настроек каретки и настроек шпиндельной бабки. Станок предназначен для выполнения всех типов токарных работ, в том числе – формированию резьбы нескольких типов. При этом можно использовать различные резцы.








В конструкции суппорт имеет механическую подачу, что позволяет выполнять обработку длинных конусов. Кроме этого, можно отметить следующие особенности конструкции станка, подробно описанные в паспорте оборудования:
- быстрое перемещение суппорта в поперечном и продольном направлении. Для осуществления этих манипуляций в конструкции имеется электродвигатель;
- ступенчатый механизм главного движения. Это осуществляется с помощью коробки скоростей, переключение передач в которой осуществляется путем изменения порядка сцепления определенной пары шестерен;
- многофункциональность коробки скоростей. В ней есть механизмы, позволяющие реверсировать движение суппорта. Дополнительно они увеличивают шаг нарезаемой резьбы.
Станок 1М63 имеет фартук закрытого типа со встроенной системой смазки. Она включает в себя плунжерный насос и распределитель масла. Указатель уровня масла регистрирует текущее состояние процесса, его фактические характеристики
Это важно при ускоренном режиме смещения суппорта
Если необходимо нарезание точной и специальной резьбы – следует изготовить специальный набор, в который будут входить зубчатые колеса. Они устанавливаются в коробку передач Токарно-винторезный станок 1М63 будет иметь расширенный функционал.
Технические характеристики
Параметры станка токарно-винторезного 1М63 описаны в паспорте. Но для первичного анализа возможностей оборудования следует изучить технические характеристики каждого компонента – шпинделя, подачи.
Габариты станка составляют 353*168*129 см при общей массе конструкции 4300 кг. Согласно принятой классификации ему присвоена точность «Н». Кроме этого, к основным паспортным характеристикам относят максимально допустимые размеры заготовки. Над станиной это значение не должно превышать 63 см, над суппортом – 35 см. Высота центров составляет 31,5 см. Для обработки на станке 1М63 можно устанавливать детали длиной не более 140 см и с массой, не превышающей 2000 кг.
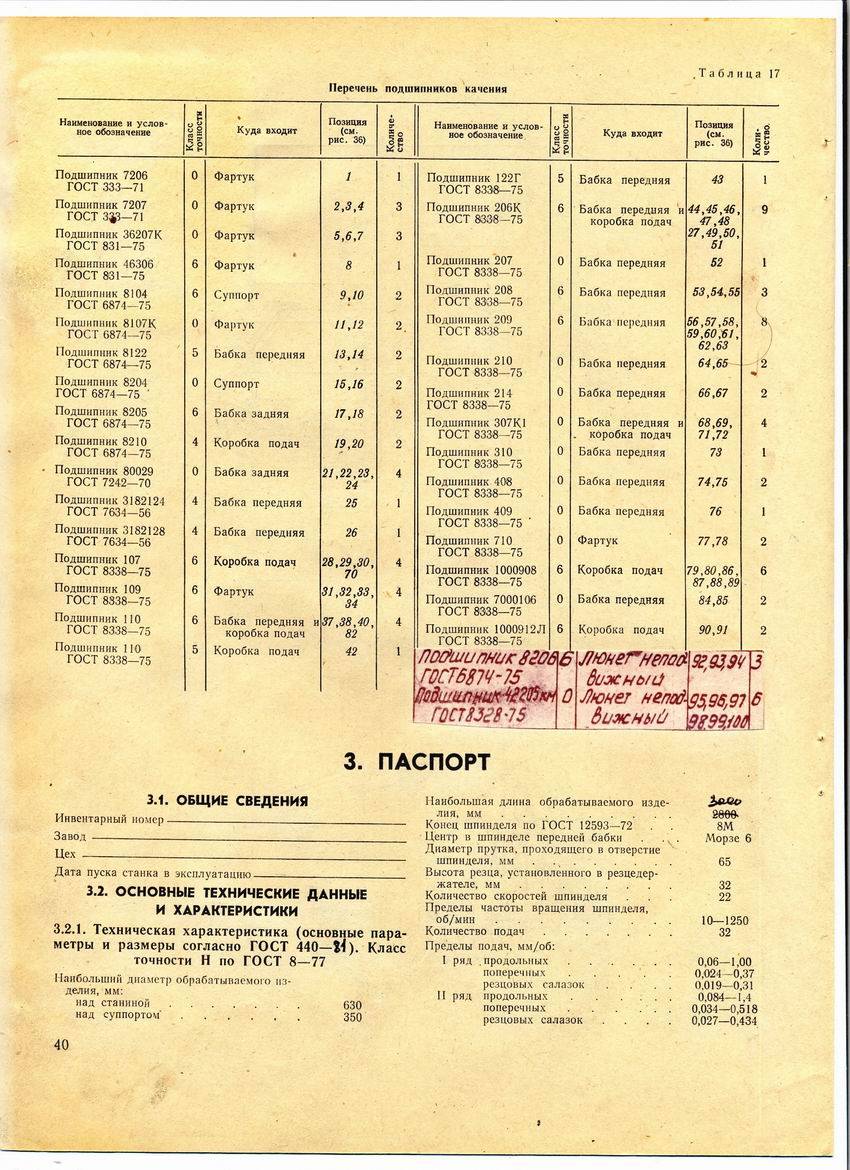
Паспорт также содержит характеристики шпинделя:
- номинальная мощность электродвигателя – 13 кВт;
- частоты вращения. При прямом движении они варьируются от 10 до 1250 об/мин. Во время обратного могут составлять от 18 до 1800 об/мин;
- нормированный диаметр отверстия – 7 см;
- количество скоростей при прямом вращении равно 22, а во время обратного — 11.
В конструкции станка 1М63 предусмотрен механизм принудительного торможения шпинделя. Согласно паспортным данным он состоит из электрической части, которая активируется при нажатии соответствующей кнопки на пульте управления оборудованием. Ознакомиться с внешними параметрами станка можно по фото.
Технические характеристики подачи:
- смещение в продольном направлении составляет 126 см, в поперечном – 40 см;
- резцовые салазки могут перемещаться на 22 см;
- количество подач одинаково для всех направлений и составляет 44;
- пределы продольных подач — от 0,064 до 1,025. Для поперечных этот параметр варьируется от 0,026 до 0,38;
- цена деления лимба для резцовых салазок составляет 0,05 мм.

С помощью станка можно формировать практически все типы резьбы: метрические, дюймовые, питчевые и модульные. Если их характеристики соответствуют паспортным данным – использование дополнительных устройств не нужно.
Дополнительно в конструкции станка 1М63 есть системы охлаждения и смазки. Они имеют отдельные силовые агрегаты для подачи жидкостей к ответственным узлам и зонам оборудования. Силовая установка для охлаждения обеспечивает расход 22 л/час, что является оптимальным параметром для станков этого типа.
В видеоматериале показан пример восстановления исходных параметров станка 1М63 путем глобального ремонта:
Описание работы
Перед началом работ с такой техникой, как токарный станок, необходимо в обязательном порядке изучить инструкцию по эксплуатации, а также ознакомиться с правилами техники безопасности.
Пренебрежение ими может нанести вред вашему здоровью. Если у вас нет токарного образования или специальной подготовки, то в ваших же интересах не эксплуатировать станок без строго надзора специалиста.
После сборки и подключения агрегата, нужно также почистить и подготовить его к работе. Наличие разбросанных инструментов и деталей на рабочем месте неприемлемо. Включается привод кнопкой запуска, найти которую можно возле коробки подач. Есть еще одна кнопка запуска, которая расположена на приборной панели каретки. При запуске двигателя фрикцион должен быть выключен!
Чтобы привести в движение суппорт (каретку), нужно подключить фрикционные муфты, находящиеся в фартуке. Четыре муфты, одна половина которых обеспечивают продольное движения, другая — поперечное, управляются переключателем, расположенным на фартуке. У переключателя имеется 1 вертикальное (нейтральное) положение и 4 наклонных положения, в соответствии с направлением движения суппорта. Головка переключателя имеет кнопку, включающую скоростной ход суппорта.
В случае возникновения серьезной поломки станок следует отправить на ремонт. Перед этим обязательно нужно почистить агрегат от грязи и стружки, слить жидкости. Вместе со станком должны быть отправлены технический паспорт, акт о проведении технического осмотра и ведомость сборных запчастей, которые отправляются демонтированными от машины. Если какие-либо запчасти будут отсутствовать, за отдельную плату ремонтный завод их изготовит.
Назначение и применение
Станок 1м63 хорошо известен профессионалам, которые заняты обработкой металлических заготовок. Параметры точения, а также другие характеристики устройства выглядят привлекательно, особенно если рассматривать их в узкой сфере применения.
Модель 1м63, ДИП-300 и их модификации предназначена для производства режущих операций, обработки заготовок из цветных, черных металлов, сплавов с широкой градацией твердости. Данное устройство распространено, его можно встретить практически на каждом машиностроительном предприятии. Сегодня варианты использования данного оборудования дополнились частными мастерскими и индивидуальными предпринимателями.
Станок 1м63 изначально ориентирован на мелкосерийное производство. Качество обработки, которое обеспечивают технические данные агрегата — позволяет с высокой точностью изготавливать на нем уникальные единичные изделия. Модель имеет надежный шпиндель, каретку, в конструкции применены классические подходы и компоновка для обеспечения общей прочности и вибрационной устойчивости.
При помощи 1м63 можно проводить следующие работы:
- обработку, точение конусов;
- расточку;
- нарезание резьб метрических, питчевых, дюймовых и модульных, как механическим способом (резцом), так и метчиком, плашкой;
- сверловку;
- накатку сетчатых рифлений;
- обработку как внутренних, так и наружных поверхностей заготовки.
В качестве обрабатывающего инструмента в 1м63 могут устанавливаться резцы из быстрорежущих сталей (Р18, Р6М5) и твердосплавных материалов (ВК, ТК, ТТК). Отдельно стоит отметить понятное управление: фартук на своей передней панели имеет переключатели, позволяющие выбирать группу операций (наружное конусное, внутреннее точение, общие токарные операции).







Технические характеристики универсального токарного станка 1М63Д
| Наименование параметра | 163 | 1М63 | 1М63Б | 1М63Д | 1М63Н |
|---|---|---|---|---|---|
| Основные технические данные станка | |||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н | Н/П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 | 350 | 350 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 700 | 700 | 700 | 700 | 700 |
| Наибольший диаметр заготовки устанавливаемой над выемкой, мм | 900 | 900 | 900 | 900 | 900 |
| Высота центров, мм | 315 | 315 | 315 | 325 | 315 |
| Наибольший диаметр заготовки обрабатываемой в люнете, мм | 20…350 | ||||
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 1400 | 1400 | 1400 | 1500 |
| Наибольшая масса обрабатываемого изделия, кг | 2000 | 3500 | |||
| Шпиндель | |||||
| Мощность привода главного движения, кВт | 13 | 13 | 15 | 18,5 | 15 |
| Частота прямого/ обратного вращения шпинделя, об/мин | 10…125018…1800 | 10…125018…1800 | 10…125018…1800 | 12,5…160022,4..2240 | 10…125018…1800 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 70 | 70 | 80, 105 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 | ||
| Конец шпинделя по ГОСТ 12593-72 | 8 М | 8 М | 11 М | ||
| Размер внутреннего конуса шпинделя по ГОСТ 25557-82 | Метрич 80 | 100, 115 | |||
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 | 22/ 11 | 22/ 11 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | 3 | |||
| Торможение шпинделя | есть | есть | есть | есть | есть |
| Подачи | |||||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 1260/ 400 | 1260/ 400 | 1260/ 400 | 1350/ 400 |
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 | 220 | 220 |
| Количество подач продольных/ поперечных/ резцовых салазок | 32/ 32/ 32 | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок (1-й ряд) | 0,064…1,0250,026…0,38 | 0,06…1,00,024…0,370,019…0,31 | 0,06…1,00,024…0,370,019…0,31 | 0,06…1,00,024…0,370,019…0,31 | |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок (2-й ряд) | 0.084…1,40,034…0,5180,027…0,434 | 0.084…1,40,034…0,5180,027…0,434 | 0.084…1,40,034…0,5180,027…0,434 | ||
| Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 | 1-192/ 56 | 1-224/ 47 | 1-224/ 46 | 1-224/ 47 |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 | 24-0,25/ 33 | 28-0,25/ 31 | 28-0,25/ 31 | 28-0,25/ 31 |
| Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 | 0,5-48/ 55 | 0,25-56/ 37 | 0,25-56/ 37 | 0,25-56/ 37 |
| Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8 /52 | 96-7/8 /52 | 112-0,5/ 30 | 112-0,5/ 30 | 112-0,5/ 30 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 3,6/ 1,3 | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 | 5,2/ 2 |
| Наибольшее усилие резания при продольной/ поперечной подаче, кН | 2,22 | 6,80/ 3,7 | |||
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 | 1/ 0,1 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 | 300/ 5 | 200/ 5 |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 | 5 | 5 |
| Задняя бабка | |||||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 | 240 | 220 |
| Поперечное перемещение пиноли, мм | ±10 | ±10 | ±10 | ±10 | ±10 |
| Электроборудование станка | |||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт/ об/мин | 14/ 1450 | 13/ 1460 | 15/ 1460 | 18,5/ 1465 | 15/ 1465 |
| Электродвигатель быстрых перемещений, кВт/ об/мин | 1,1/ 1400 | 1,1/ 1400 | 1,1/ 1400 | 1,1/ 1420 | |
| Электродвигатель насоса СОЖ, кВт/ об/мин | 0,12 | 0,12/ 2800 | 0,12/ 2800 | 0,18/ 3000 | |
| Суммарная мощность электродвигателей, кВт | 19,72 | 16,22 | |||
| Габариты и масса станка | |||||
| Габариты станка (длина, ширина, высота), мм | 3550 х1740 х1275 | 3530 х1680 х1290 | 3810 х1780 х1490 | 5240 х1780 х1550 | |
| Масса станка, кг | 3800 | 4300 | 4750 | 5750 |
Список литературы
Станки токарно-винторезные модели 1м63д и 1м63дф101. Руководство по эксплуатации 1М63Д.00.000 РЭ, Тбилиси, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
1м63 электросхема
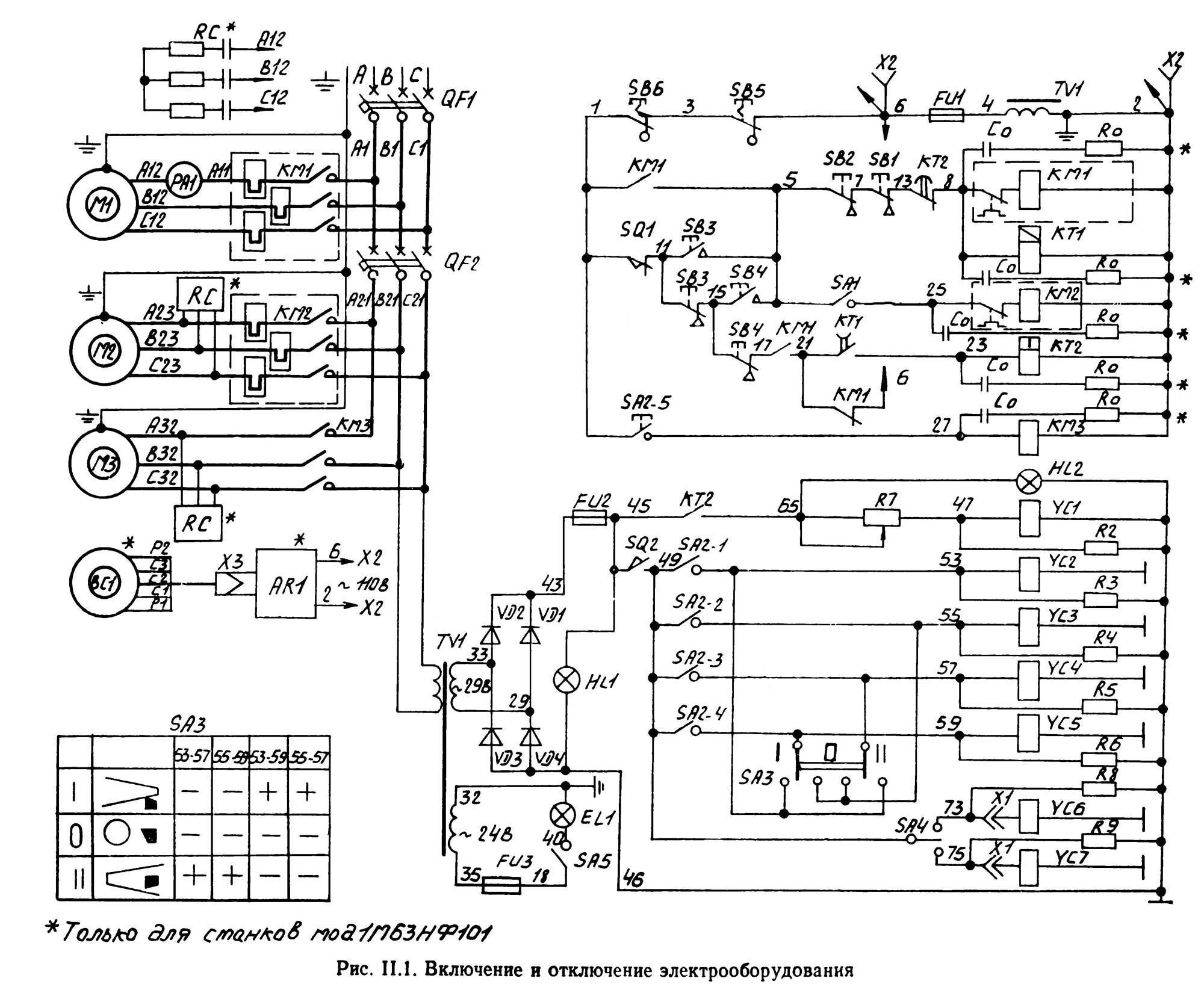
Электрооборудование рассчитано для работы от трехфазного переменного тока напряжением 380В частотой 50 Гц. Питание цепей управления переменного тока осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока производится от селенового выпрямителя.
Защита от токов короткого замыкания и перегрузок электродвигателей и электроаппаратуры выполнена посредством автоматических выключателей и теплового реле.
Нулевая защита обеспечивается магнитными пускателями, которые при понижении напряжения до 50-80% отключают электродвигатели.
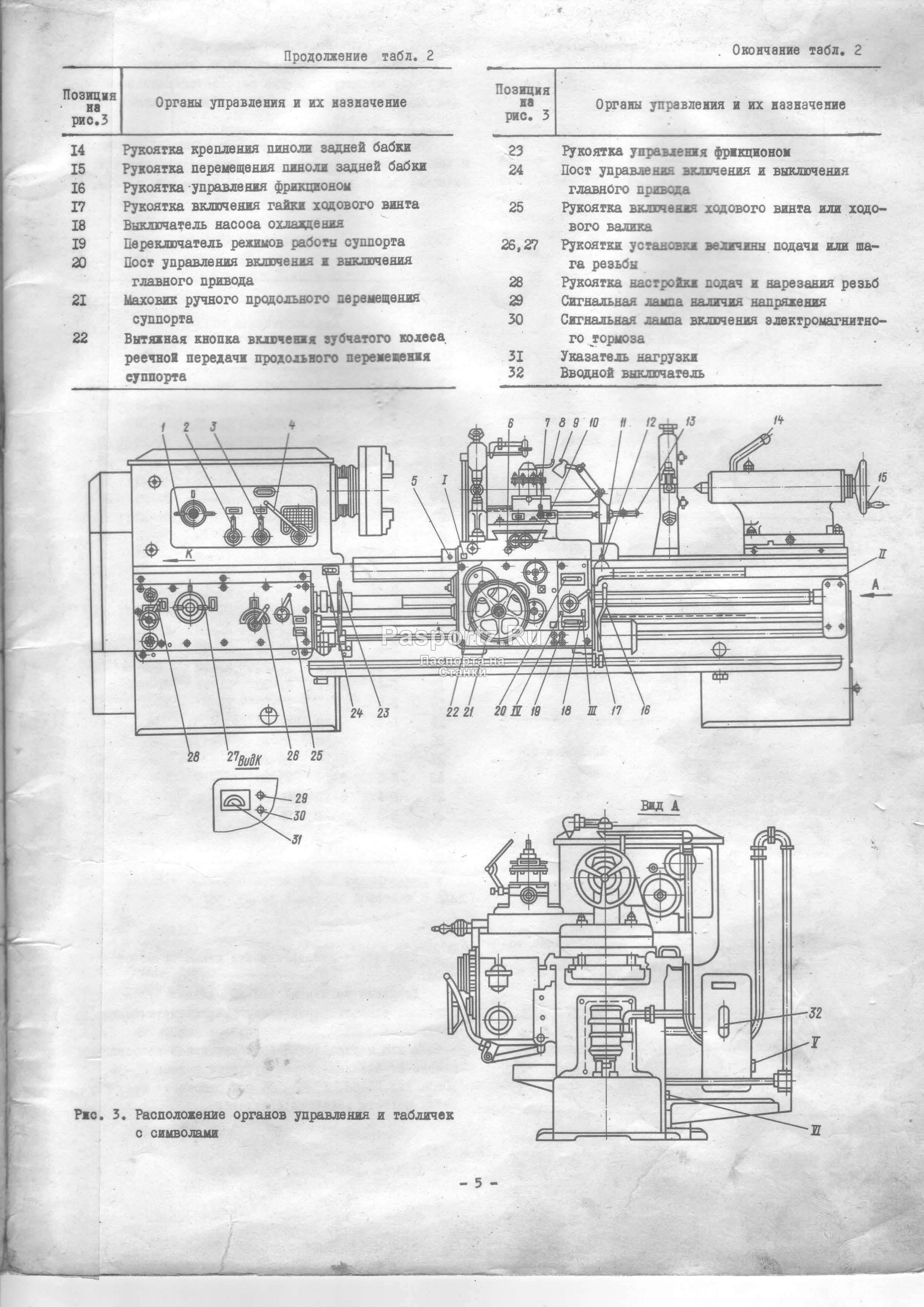
Управление главного привода станка кнопочное и производится с постов управления, расположенных на станине около коробки подач и на фартуке.
Управление приводом быстрого хода каретки производится посредством толчковой кнопки в рукоятке крестового переключателя, расположенного на фартуке.
Управление электронасосом охлаждения и выбор режимов работы станка осуществляется посредством выключателей, установленных на фартуке.
Ввод от сети выполняется снизу шкафа через отверстие диаметром 35 мм проводом марки ПГВ черного цвета сечением 3×6 мм2.
На левой боковой стенке шкафа установлен вводный автоматический выключатель кВ,
На кожухе под коробкой подач установлены нагрузочный амперметр и сигнальные лампы, контролирующие наличие напряжения и включения тормозной муфты.
На фартуке суппорта установлены переключатель режима работа станка ВН2 и крестовый переключатель подачи каретки и суппорта.
Во избежание резкого торможения шпинделя используется регулируемое сопротивление Б7 типа 1ПЭВР-50-51 Ом ±5%, которое осуществляет регулирование напряжения на катушке тормозной муфта. Величина сопротивления устанавливается при наладке станка порядка 30 Ом, чтобы осуществлять торможение шпинделя в течение 5. 8 сек.
Описание работы
Перед началом работа необходимо убедиться что все автоматические включатели включены.

Рисунок — Принципиальная электросхема станка 1м63
Пуск электродвигателя главного привода Ц осуществляется нажатием кнопки 1КУ или 2КУ , которая замыкает цепь катушки контактора переводя его на самопитание.
Останов электродвигателя главного привода 1Д осуществляется нажатием кнопки ЗКУ или 4КУ .
Управление вращением шпинделя осуществляется рукояокой включения фрикциона.
При отключенном фрикционе (шпиндель не вращается) замыкается размыкаемый контакт конечного выключателя ВК (1-3) и включаются реле временя 1PB,
РВ и тормозная муфта 5ЭМ. При этом загорается сигнальная лампа 2ЛС. При работе двигателя главного привода на холостом ходу реле времени РВ, настроенное на выдержку времени 2,5. 3 мин, отключает двигатель посредством контактов РВ (2-4). Одновременно реле времени 1PB потеряет питание и с выдержкой времени 25 с отключает тормозную муфту 5ЭМ.
При включенном фрикционе контакт ВК (1-3) размыкается, отключает реле времени РВ и тормозную муфту 5ЭМ.
При отключении двигателя 1Д кнопкой ЗКУ или 4КУ посредством размыкаемого контакта КШ (1-17) включается реле времени РВ и тормозная муфта 5ЭМ.
Контроль за нагрузкой электродвигателя главного привода осуществляется по амперметру.







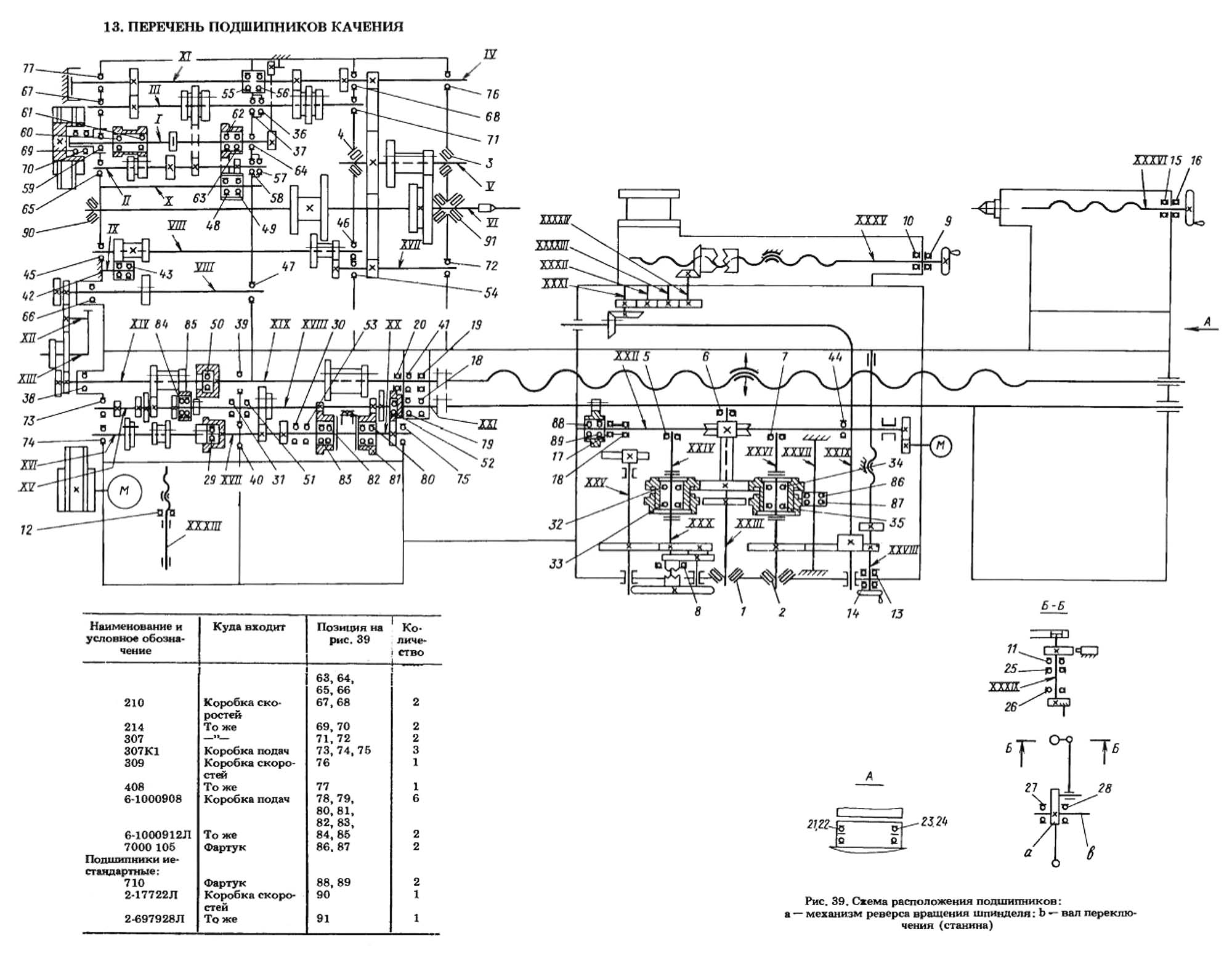
Электрооборудование и кинематическая схема станка
Электрическая схема станка 1М63 состоит из четырех электродвигателей, которые обладают следующими характеристиками.
- А02-61-4 СПУ 3 – основной электродвигатель: может запитываться электрическим током с частотой 50 Гц (частота вращения – 1460 об/мин) и 60 Гц (частота вращения – 1750 об/мин), мощность двигателя – 13 кВт.
- Х14-22М – электродвигатель, приводящий в движение насос охлаждения: мощность – 0,12 кВт, частота вращения – 2800 об/мин (ток 50 Гц) и 3350 об/мин (60Гц), производительность – 22 литра охлаждающей жидкости в минуту.
- А02-21-4 – двигатель, отвечающий за ускоренные перемещения нижней плиты суппорта: мощность – 1,1 кВт, частота вращения – 1400 об/мин (50 Гц) и 1690 об/мин (60 Гц).
- С12-54 – электродвигатель, отвечающий за работу шиберного насоса смазочной системы токарного станка: производительность подачи смазочного состава – 8,2 литра в минуту.
Принципиальная электрическая схема 1М63 (нажмите, чтобы увеличить)
Чтобы смазочный состав доходил до узлов оборудования без примесей, в чистом виде, в подающем его насосе установлен фильтр, обеспечивающий тонкость фильтрации 120 мкм.
Запуск главного двигателя станка 1М63, производимый при помощи кнопок «Пуск», одна из которых находится на пульте управления кареткой, а вторая – рядом с коробкой подач, происходит при выключенном фрикционе. Вращение от данного электродвигателя посредством клиноременной передачи передается на фрикционный вал коробки скоростей, при помощи которого регулируется частота вращения шпиндельного узла. Управляют этим фрикционным валом с помощью специальной рукоятки. В соответствии с величиной напряжения, подаваемого на главный двигатель, меняется и сила тока в его обмотке: 380В – 29А, 400В – 27А, 415В – 26,5А, 440В – 25А, 500В – 22А.
Основной электродвигатель станка 1М63, кроме всего прочего, отвечает и за выполнение рабочих подач, а ускоренное перемещение суппорта и каретки обеспечивается за счет отдельного двигателя. Для того чтобы суппорт или каретка начали двигаться, необходимо подключить фрикционные муфты электромагнитного типа, которые расположены во внутренней части фартука оборудования.
Всего в кинематической схеме станка 1М63 имеются четыре таких муфты, две из них отвечают за продольное перемещение каретки, а две остальных – за движение суппорта в поперечном направлении. Управлять данными муфтами можно при помощи находящегося на фартуке станка специального переключателя, который устанавливается в одну из 5 позиций:
- вертикальную (это положение является нейтральным);
- четыре наклонных, соответствующих направлению перемещения суппорта или каретки.
Кинематическая схема 1М63 (нажмите, чтобы увеличить)
Помимо указанного переключателя на фартуке станка 1М63 имеется еще один, при помощи которого выбирается требуемый тип работ:
- обработка наружной поверхности заготовки, имеющей конусную конфигурацию;
- обработка внутренних конусных поверхностей;
- токарные операции.
Для предотвращения одновременного включения электромагнитных муфт и маточной гайки в фартуке токарного станка 1М63 устанавливается блокировочный выключатель концевого типа. При включении маточной гайки такой выключатель просто обрывает электрическую цепь, от которой запитаны электромагнитные муфты.
Фартук станка (нажмите, чтобы увеличить)





