

2 Токарный станок 16К20 – технические характеристики
К важнейшим техпоказателям агрегата принято относить следующие его характеристики:
- частота вращения шпинделя: наибольшая – 1600 об/мин, наименьшая – 12,5 об/мин;
- максимальное сечение обрабатываемой детали: 310 мм – над выемкой, 220 мм – над суппортом, 400 мм – над станиной;
- быстрые перемещения (скорость): поперечные – 1,9 м/мин, продольные – 3,8 м/мин;
- пределы шагов: 56–0,5 для модульных и питчевых резьб (измеряются, соответственно, в модулях и в диаметральных питчах), 0,5–112 ниток/дюйм для дюймовых и 0,5–112 мм для метрических;
- максимальная длина заготовки – 2000 мм;
- число подач – 24 и 22 (для поперечных и продольных подач, диапазон коих равняется, соответственно, 0,025–1,4 мм/об и 0,05–2,8 мм/об);
- максимальный вес детали, которую может обработать станок – 1300 кг;
- число скоростей шпинделя (прямых) – 22;
- сечение отверстия в шпинделе – 52 мм.

Вес станка 16К20 может быть разным, что зависит от показателя его длины:
- 3685 кг для агрегата с длиной 3795 мм;
- 3225 кг для длины 3195 мм;
- 3005 кг для длины 2795 мм;
- 2835 кг для длины 2505 мм.
Мощность станка 16К20 составляет 11 кВт. Именно таким показателем характеризуется двигатель гидростанции и главного привода рассматриваемого нами токарного универсального агрегата. Запускается он оператором при помощи кнопки, замыкающей электрическую цепь контакторной катушки (при этом контактор переходит в режим самопитания).
В электросхеме станка также предусмотрено наличие других управляющих кнопок и переключателей, которые:
- управляют перемещениями суппорта и каретки на высоких скоростях (толчковая кнопка)
- останавливают двигатель;
- останавливают и запускают электрический насос охлаждения.
Конструктивно предусмотрено и реле времени, которое ограничивает холостой ход двигателя.

Управление станком осуществляется при помощи следующих рукояток:
2 Устройство коробки скоростей и шпиндельной бабки
Шпиндель и валы, которыми располагает коробка скоростей 16К20, совершают движение на опорах качения. Их смазывание осуществляется при помощи насоса (принудительный режим) и посредством разбрызгивания смазки. Передняя бабка при сборке агрегата устанавливается на его станине. Иногда ее требуется отрегулировать в горизонтальной плоскости. Выполнить такую операцию несложно.
Руководство по эксплуатации описывает ее так:
- с коробки подач демонтируют облицовку;
- ослабляют (но не выкручивают полностью) все имеющиеся крепежные винты;
- настроечным винтом выбирают по специальным проточкам нужное положение оси шпинделя.
Коробка скоростей 16К20 обеспечивает шпинделю 11 обратных скоростей и 22 прямых (паспортные данные). При прямом вращении шпиндель имеет число оборотов от 12,5 до 1600, при обратном – от 19 до 1900. Шпиндель передает движение подачи на вал трензеля, после чего оно поступает на механизм подач – элементарная кинематическая схема, которая гарантирует безаварийную работу установки.

Шпиндель обязан обеспечивать определенный показатель крутящего момента (допустимые величины указаны в паспорте). Если момент уменьшается, нужно настроить узел. Паспорт рекомендует делать это далее указанными способами: регулировкой муфты (фрикционной); натяжением ремней. Фрикционная муфта находится под распределительным лотком и крышкой передней бабки. Их следует снять, а затем гайкой выполнить регулировку муфты.
Система ЧПУ
Токарный станок 16К20Ф3 оснащается различными системами ЧПУ. Модификации станка в зависимости от комплектации устройством ЧПУ имеют разные индексы (например, 16К20Ф3С32). Контурная система ЧПУ обеспечивает движение формообразования, изменение в цикле обработки значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Число одновременно управляемых координат – 2, всего управляемых координат – 2. Дискретность задания поперечных перемещений подачи (по оси Х) – 0,005 мм, продольных перемещений (по оси Z) – 0,01 мм. Станок 16К20Ф3 с устройством ЧПУ 2Р22 оснащен главным приводом КЕМРОН и приводом подач КЕМТОК по оси Z и X.
Обозназначение
Буквенно-цифирный индекс станка 16К20Ф3 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (200 мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ — числового программного управления.
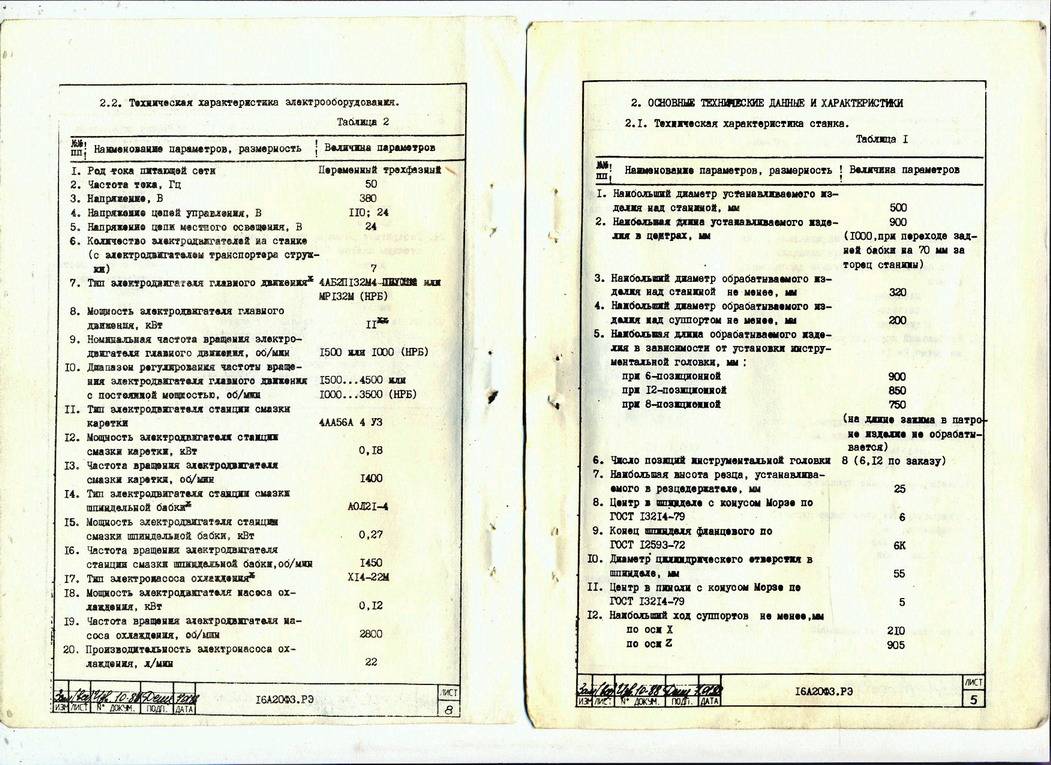
| Технические характеристики | Параметры |
| Диаметр обработки над станиной, мм | 500 |
| Диаметр обработки над суппортом, мм | 200 |
| Наибольшая длина обработки, 6-позиционная головка, мм | 900 |
| Наибольшая длина обработки, 8-позиционная головка, мм | 750 |
| Наибольшая длина обработки, 12-позиционная головка, мм | 850 |
| Наибольшая длина обработки в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший поперечный ход суппорта, мм | 210 |
| Наибольший продольный ход суппорта, мм | 905 |
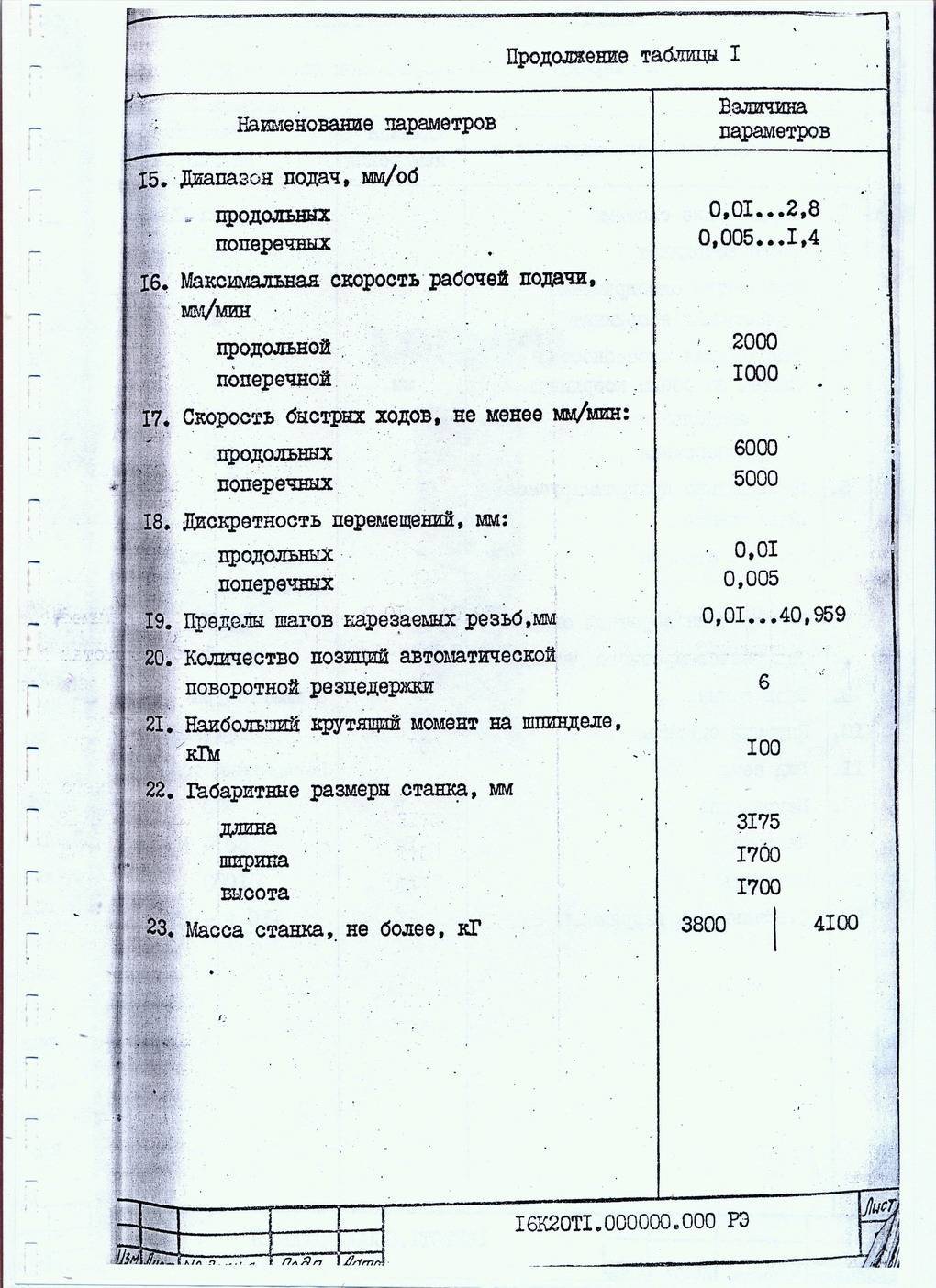
| Максимальная рекомендуемая скорость продольной рабочей подачи, мм | 2000 |
| Максимальная рекомендуемая скорость поперечной рабочей подачи, мм | 1000 |
| Количество управляемых координат, шт. | 2 |
| Количество одновременно управляемых координат, шт. | 2 |
| Дискретность задания перемещения, мм | 0,001 |
| Пределы частот вращения шпинделя, мин-1 | 20 — 2500 |
| Скорость быстрых перемещений суппорта — поперечного, мм/мин | 2 400 |
| Максимальная скорость быстрых продольных перемещений, мм/мин | 15000 |
| Максимальная скорость быстрых поперечных перемещений, мм/мин | 7500 |
| Количество позиций инструментальной головки | 8 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Класс точности по ГОСТ 8-82 | П |
| Габаритные размеры станка (Д х Ш х В), мм | 3700 × 2260 × 1650 |
| Масса станка, кг | 4000 |
Особенности конструкции
Высокопрочная станина станка 16К20Ф3 выполнена литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки. Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Управление
Технические характеристики токарно-винторезного станка 1е61м, схемы
Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора ЧПУ с визуализацией на панели цифровой индикации.
Автоматическая инструментальная головка
Токарный станок с ЧПУ 16К20Ф3 оснащается 6-, 8- или 12-позиционной автоматической универсальной головкой (УГ9321, УГ9324, УГ9325) с горизонтальной осью поворота. Головка имеет инструментальный диск на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные и осевые инструменты (8-позиционная) или 12 блоков под радиальные и осевые инструменты, комбинированные при наладке на деталь (12-позиционные).
Токарный станок 16к20: технические характеристики
Токарный станок 16к20 технические характеристики демонстрирует на самом высоком уровне. Диаметр обрабатываемой над станиной и над суппортом детали составляет 400 и 220 миллиметров соответственно. Промежуток между центрами станка составляет 1000/1500 в соответствии с техническим паспортом. По классу точности агрегат относится к технике типа Н. Сквозное отверстие в шпинделе имеет диаметр 55 миллиметров.
Как уже было сказано, модель 16к20 порадует мастера своей универсальностью. Предельная масса обрабатываемой заготовки для этой техники составляет 300 кг, чего достаточно для выполнения большинства задач, стоящих перед токарем. Предельная масса заготовки, зафиксированной в центрах, достигает 1.3 тонны. В патроне же можно смело размещать детали весом до 23 кг.
Агрегат может похвастаться высокой производительностью. Он способен нарезать 45 метрических, 38 модульных, 28 дюймовых или 37 питчевых резьб за час. Также станок способен за этот же промежуток времени нарезать 5 архимедовых спиралей.
Предельный крутящий момент модели 16к20 достигает 2 кНм. Максимальное перемещение пиноли составляет 200 миллиметров. Станок оснащен мощным электрическим двигателем на 10 кВт, который позволяет обрабатывать самые разные детали достаточно эффективно.

Агрегат 16к20 довольно массивный. Его вес составляет более 3 тонн (если быть точным – 3035 кг). При этом габариты агрегата также весьма нескромные – 3200х1166х1324 миллиметров.
Очевидно, что технические характеристики токарного станка 16к20 позволяют мастеру выполнять на нем широкий спектр задач. При этом работать с техникой просто и понятно.
Выводы
Сочетание дешевизны и универсальности – два основных плюса рассматриваемого нами агрегата. К сожалению, больше явных преимуществ по сравнению с современными аналогами данная техника не имеет. Она проигрывает и по параметрам точности, и по эргономичности, и по надежности (что бы там ни говорили о технике времен СССР).

Если мастеру нужен недорогой и проверенным временем агрегат – можно смело рассматривать 16к20 как один из возможных вариантов. Но если, все же, вы ожидаете от оборудования большего функционала и абсолютно беспроблемной эксплуатации – имеет смысл рассмотреть альтернативные модели, коих сегодня существует довольно много.





Схема
Основой и источником энергии для любого токарного станка является электрический ток. Схема работы 16К20 выглядит следующим образом.

16К20 Схема электропитания
Схема электропитания и работы данного станка не является оригинальной, вся сила тока распределяется равномерно на рабочие «органы» агрегата, чтобы дать ему максимальную мощность, отличные эксплуатационные характеристики. Разумное и рациональное распределение энергии по всему станку позволяет выполнять работу наиболее продуктивно, с оптимальной затратой энергии. Это немаловажный фактор для любого предприятия!
Общая конструкция и принцип работы
Конструкция токарного станка 16К20 представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Важно!
Конструкция токарного станка 16К20 предусматривает наличие целого ряда защитных элементов, блокирующие и ограждающие, обеспечивая безопасность взаимодействия с устройством.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
Схема органов управления токарным станком
2 Станок 16К20Ф3 – технические характеристики, паспорт
По климатическому исполнению агрегат относится к категории УХЛ4 (Государственный стандарт 15150), по точности – к классу “П” (стандарт 8–82). Первая партия станков, о которых мы говорим, была изготовлена в 1972 году, последняя – в 1980-х годах.
Некоторые агрегаты не предусматривают наличие транспортера, у других он есть. В последнем случае станок производился либо без основания для транспортера, предназначенного для удаления стружки, либо с таковым. Другие важные техпараметры оборудования приводятся ниже на примере станка, оснащенного системой ЧПУ “1Н22-61” (он чаще всего устанавливался на станок):
- общий вес с программным комплексом (без транспортера) – 5000 кг;
- сечение изделия, с которым можно работать над станиной – 400 мм, над суппортом – 220 мм;
- максимальная длина детали – 1000 мм.

Характеристики (технические) шпинделя:
- число скоростей – 22;
- сечение отверстия – 53 мм;
- центр пиноли – Морзе 5;
- конец – 6К;
- диапазон скоростей – от 12,5 до 200 об/мин в первом ряду, от 50 до 800 во втором, от 125 до 2000 в третьем (все переключаются оператором);
- число скоростей (переключаемых в автоматическом режиме) – 9.
В револьверную головку станка допускается размещать до шести инструментов (именно столько держателей резцов она имеет). Суппорт перемещается на 250 (поперечное направление) и 900 (продольное направление) мм. При выполнении резьбы наибольшая продольная подача агрегата составляет 2000 мм в минуту, а шаги данной операции варьируются от 0,01 до 40 мм.

Другая информация о подачах станка:
- быстрые ходы – 5000 и 7500 мм/мин (поперечные и продольные соответственно);
- интервал стандартных скоростей – от 1 до 2000 мм/мин;
- высота резца – 25 мм;
- дискретность подач – 0,005 (поперечно) и 0,01 (продольно) мм.
Система числового программного управления токарного станка располагает следующими видами датчиков:
- ИГР – резьбонарезной;
- ВТ – обратной связи;
- КВДЗ-24 – нулевого положения.
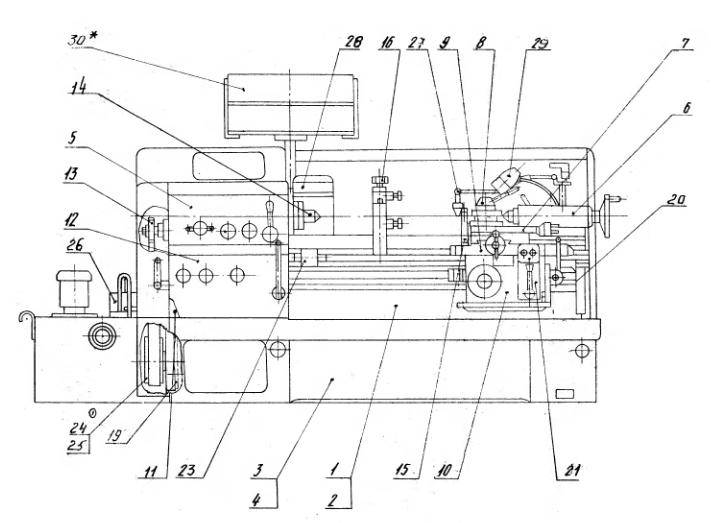
Описание основных узлов, чертежи, схемы
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.

Расположение органов управления

На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.
- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.
- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.
- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.
- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.
- Рукоятку, устанавливающую подачу и шаг для резьбы.
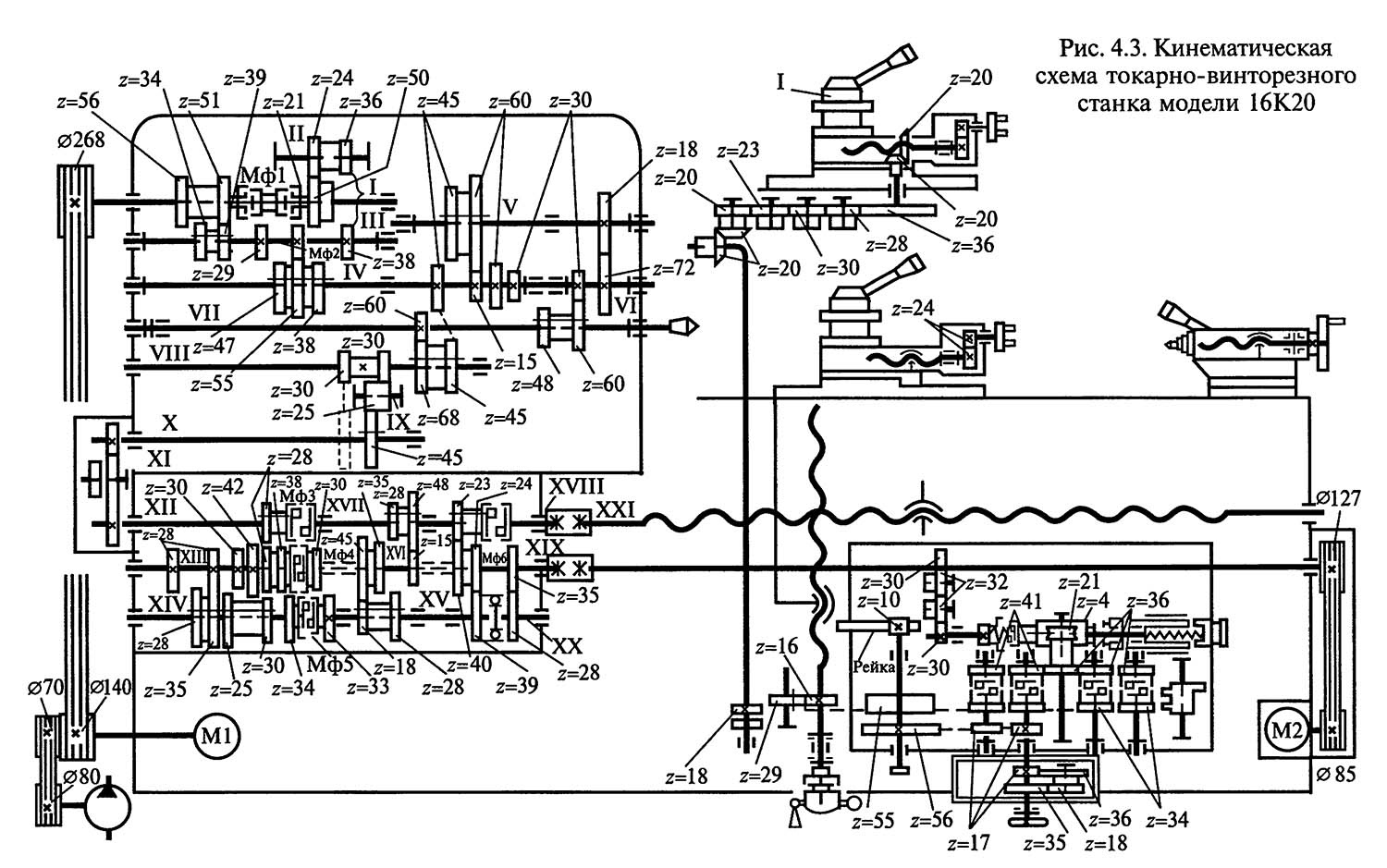
Кинематическая схема
Кинематическую схему токарного станка 16К20 используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
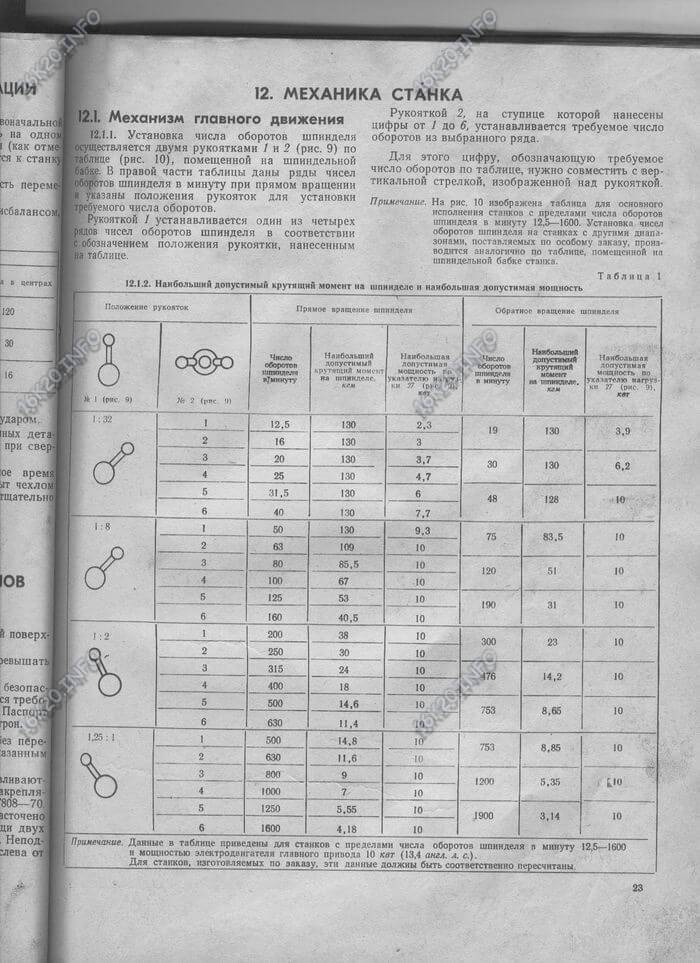
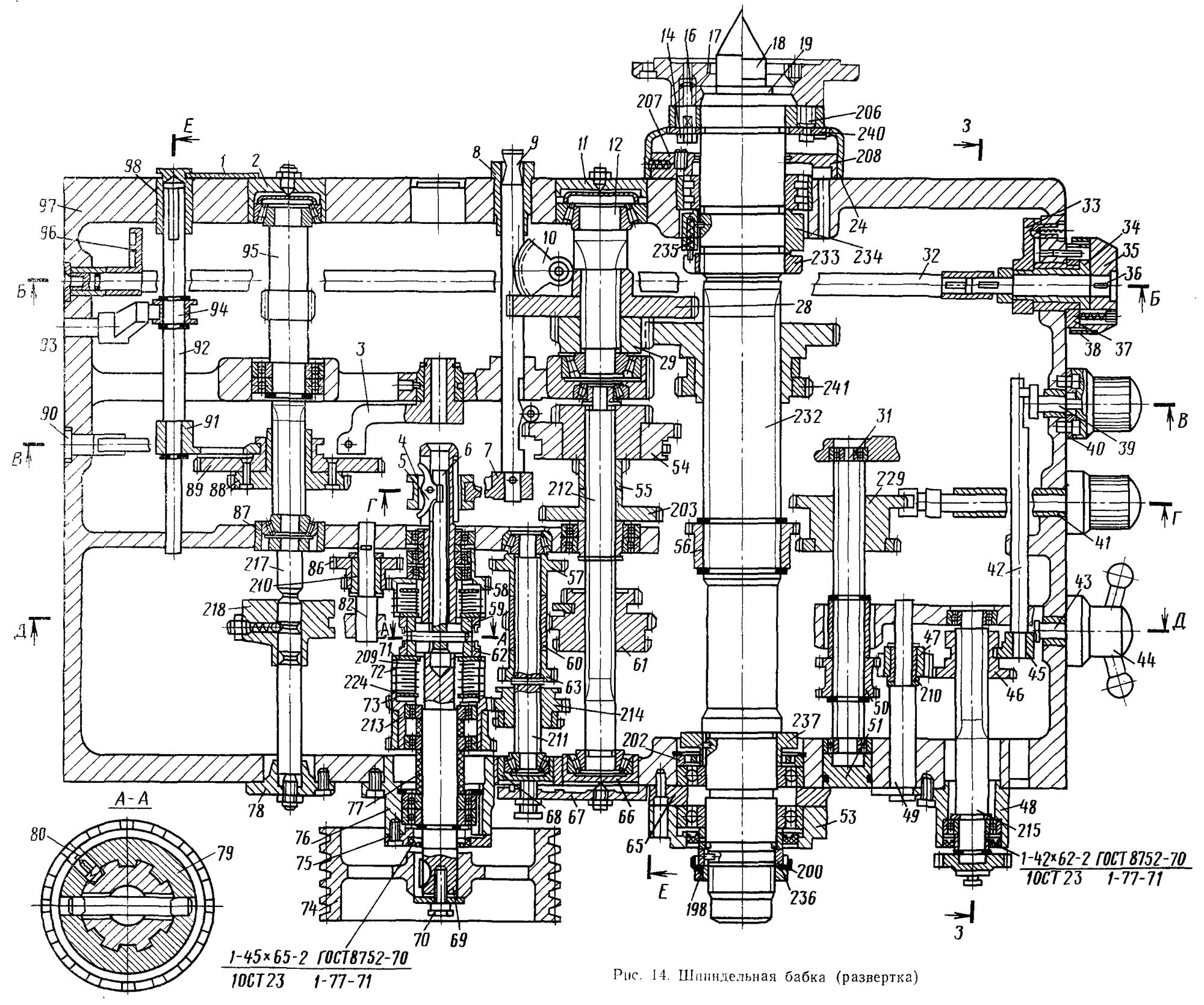
Шпиндельная бабка
Шпиндельная бабка токарного станка 16К20 может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих токарного станка 16К20 с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
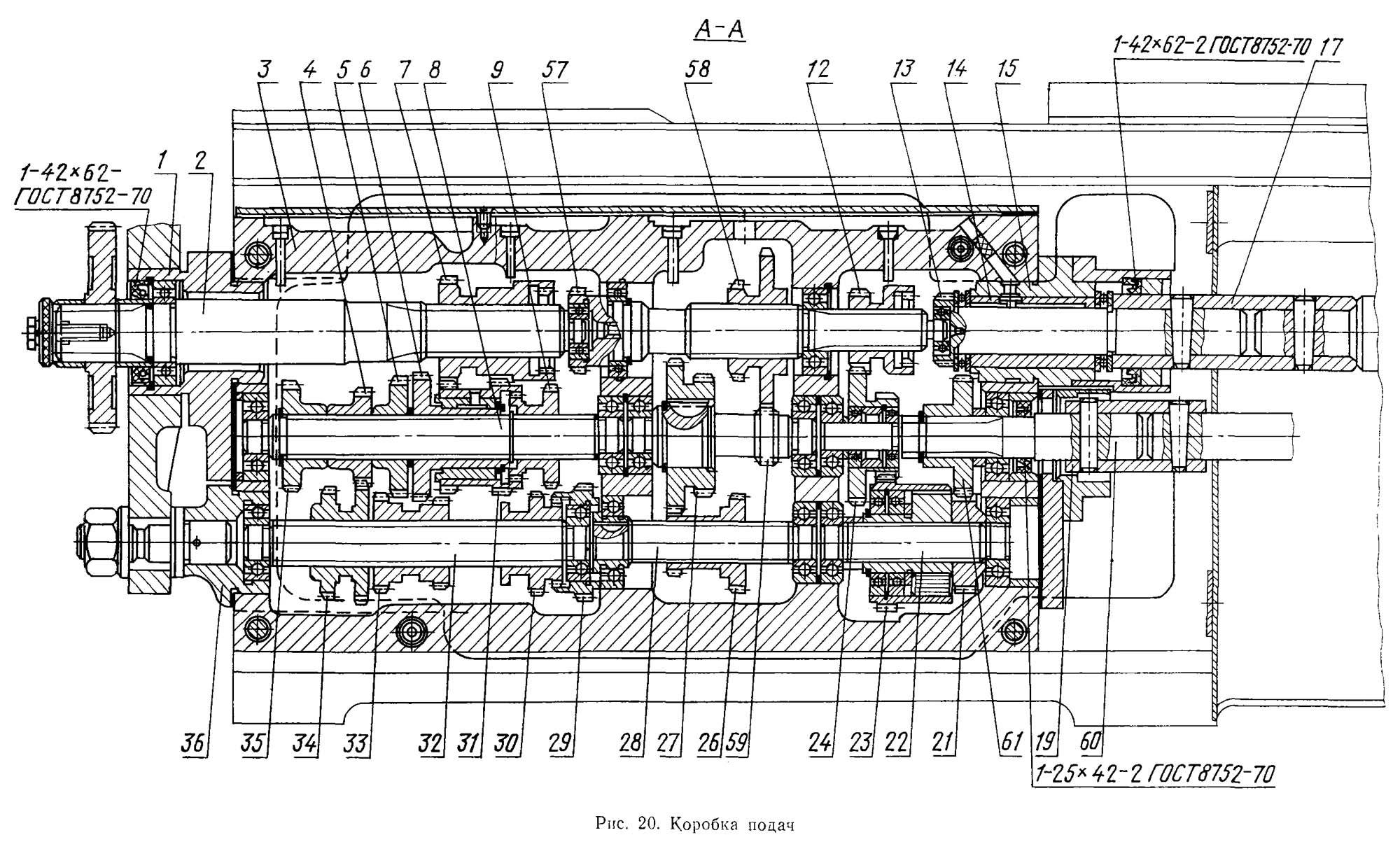
С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – узел, отвечающий за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.








Фартук располагается в корпусе токарного станка 16К20, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
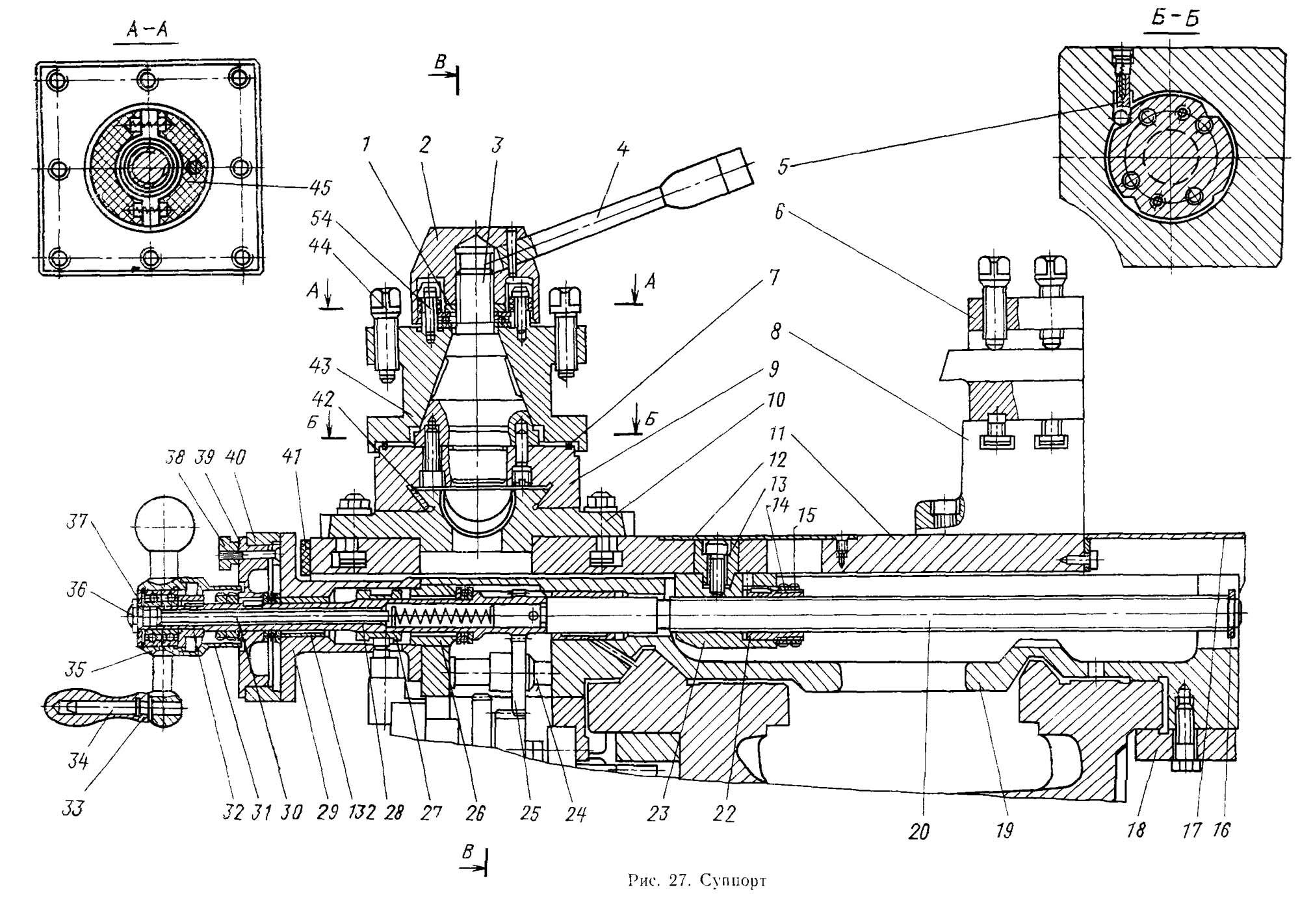
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.
Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку. Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
Назначение станка
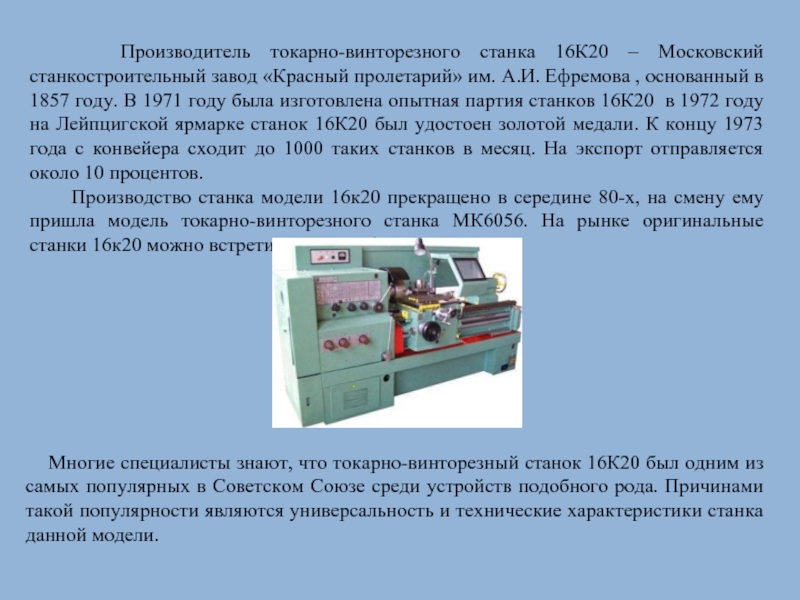
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Назначение токарного станка 16К20
Спектром применения оборудования являлась и остается токарная обработка внутренней и внешней поверхности изделий, имеющих:

- rоническую;
- wилиндрическую;
- nорцевую;
- aасонную;
- cложную структуру.
Используя оборудование, его оператор может производить действия связанные со сверлением отверстий, созданием наружной и внутренней резьбы всех типов, выравниванием поверхности, а также созданием рифленой структуры.
Станок эффективно справляется с резкой элементов, созданием в них продольных углублений. Его функции позволяют осуществлять зенкерование. К услугам оператора представлена широкая номенклатура съемных насадок, чье использование дает возможность производить резьбу метрического, модульного, дюймового, питчевого вида.
Универсальный характер агрегата, дает возможность обрабатывать заготовки и ремонтировать предметы, изготовленные горячекатаным и холоднокатаным способом. При этом станок демонстрирует неизменные свойства в виде
- Эффективности.
- Безопасной эксплуатации.
- Точности обработки.
- Простого ухода.
- Продолжительного срока службы.
- Стабильной и непрерывной работы.
Станок представляет собой оптимальный выбор при работе с дисками, разнообразными видами втулок, валами и похожими элементами.
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Конструкция механизма фартука токарно-винторезного станка 16К20
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач получает вращение червячное колесо и связанное с ним колесо. Оба колеса сидят свободно на валу. Отсюда вращение передается на колеса, свободно сидящие на валах. На этих валах установлены муфты с торцовыми зубьями, которыми включается подача суппорта в одном из четырех направлений.
Продольное перемещение суппорта (влево или вправо) осуществляется при включении муфт через колеса, далее через колесо, закрепленное на втулке. Последняя подвижным шпоночным соединением связана с реечным колесом, передающим движение через рейку (на рисунке не показана) суппорту. Колесо может быть выведено из зацепления с рейкой кнопкой. Поперечное перемещение суппорта (вперед или назад) осуществляется при включении муфт. Тогда движение зубчатых колес передается на колесо, свободно сидящее на втулке, и далее — на винт поперечной подачи суппорта.
Вал 1 несет зубчатое колесо, которое через колеса сообщает вращение диску и через него — лимбу. Ручное продольное перемещение суппорта осуществляется штурвалом через колеса, втулку и реечное колесо.
Регулировка механизма фартука станка 16К20
Регулирование усилия, развиваемого механизмом подач, производится поворотом гайки 11. Величина усилия определяется динамометром, который нужно установить между жестким упором 47 (рис. 28) и кареткой 19 (рис. 27). Следует следить за тем, чтобы величина усилия не превышала допустимую по табл. 1 (раздел 19).
Маточная гайка 62, установленная на кронштейне 61, отрегулирована на заводе.
В случае необходимости восстановления или замены изношенной гайки при ремонте нужно воспользоваться специальными кондукторным приспособлением и метчиком, чертежи на которые могут быть высланы по запросу.
Мертвый ход винта 20 привода поперечных салазок 11, возникающий при износе гаек 22 и 23, устраняется следующим образом.
Снимается крышка 12 и при помощи выколотки (бородки) из мягкого металла отворачивается контргайка 15. Выборка зазора в винтовой паре осуществляется вращением гайки 14. Величина зазора определяется по лимбу 40 при легком поворачивании рукоятки 33. Оптимальная величина зазора в винтовой паре соответствует свободному ходу в пределах одного деления лимба. Затем контргайки 15 затягивается и устанавливается крышка 12.
Поставляемый по особому заказу задний резцедержатель 8 устанавливается на поперечных салазках, как показано на рис. 27.
Если по мере износа рукоятка 4 в зажатом положении останавливается в неудобном для токаря месте, то посредством подшлифовывания или замены проставочного кольца 1 можно установить рукоятку 4 в требуемое положение.
При понижении точности фиксации резцедержателя 43 нужно разобрать резцовую головку и произвести тщательную очистку рабочих поверхностей сопрягаемых деталей. При дроблении резцедержателя необходимо провести притирку конусов.
Установка оптимального зазора между кареткой 19 и планками 18, 64 и 66 осуществляется путем шлифования последних.
Выборка зазора в направляющих поперечных салазок 11 и резцовых салазок 9 производится подтягиванием соответствующих клиньев 52 и 42 при помощи винтов, головки которых расположены в отверстиях протекторов 41 и 49.
Для удобства определения величин перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками.
На резцовых салазках 9 установлена линейка с ценой деления 1 мм.
Отсчет производится по визиру, закрепленному на поворотной части 10 суппорта.
На каретке 19 установлена линейка с ценой деления 10 мм на диаметр изделия, по которой осуществляется контроль величины перемещения поперечных салазок 11 при помощи закрепленного на них визира.
Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу.
Жесткий микрометрический упор 47 ограничения продольных перемещений крепится на передней полке станины двумя винтами 82.
Станок модели 16К20П комплектуется суппортом с механическим приводом резцовых салазок (рис. 29, 30), который также по особому заказу может быть поставлен со станком модели 16К20. Включение механического перемещения резцовых салазок 9 осуществляется вытягиванием на себя кнопки 122 при зажатой рукоятке 129. Величина подачи резцовых салазок равна 1/4 величины продольной подачи суппорта.







Примечание. Номерами, начинающимися со 100, обозначены детали, относящиеся только к суппорту с механическим приводом резцовых салазок. Числами меньше 100 — детали, унифицированные от суппорта с ручным перемещением резцовых салазок (рис. 27, 28).
Особенности конструкции
Токарный станок с ЧПУ 16К20Ф3 работает в сложных условиях и с прочными материалами, которые он должен обработать для получения точной и качественной детали. Поэтому серию отличает высокая надежность, прочность и эффективность с огромным функционалом.
Основная задача – полуавтоматическая обработка в замкнутом цикле широкого ассортимента деталей и изделий.
В конструкции токарного станка с ЧПУ 16К20Ф3 предусмотрены направляющие, спроектированные таким образом, чтобы меньше подвергать их износу. Система создана таким образом, чтобы все узлы и элементы, работали в полном согласовании друг с другом. В результате получают уникальные по свойствам изделия.
Конструкционные характеристики токарного станка с ЧПУ 16К20Ф3:
- наличие числового программного управления, благодаря которой обеспечивается бесперебойный и правильный процесс производства;
- высокая степень прочности несущих элементов;
- станки оборудуются сигнализаторами, что обеспечивает обратную связь;
- все модели и модификации являются устойчивыми к вибрациям;
- предусмотрены особые системы прогрева гидравлики перед непосредственным запуском оборудования. Это уменьшает риски термодеформации.
Эксплуатация всегда должна соответствовать всем техническим требованиям, с соблюдением очередности этапов производства (черновая и чистовая обработка, дополнительная отделка детали).
В процессе эксплуатации важно соблюдать определенные факторы, которые обеспечивают успешность выполнения задач:
- заготовка должна быть прочно закреплена;
- корректность поставленной задачи;
- в наличии всегда должен быть ассортимент материалов и инструментов;
- торец заготовки оси вращения устанавливается строго перпендикулярно;
- на боковой поверхности обрабатываемого изделия, не должно быть никаких выпирающих частей;
- строгий контроль выполнения всех операций, проведение регулярной заточки инструмента и своевременная замена износившихся частей.
Эти мероприятия позволят эксплуатировать оборудование намного больше времени, чем указывается в его техническом паспорте.
Широкове применение токарный станок с ЧПУ 16К20Ф3 нашел в мелкосерийном производстве, для обработки внутренних и внешних частей заготовки с длиной около 100 и шириной – 40 см.
Основные процессы, выполняемые программным обеспечением:
- создание резьбы;
- плавное переключение скорости работы (вращения) шпинделя;
- определение индексации головки для нарезания резьбы;
- формообразование;
- изменение параметров подачи.
Обеспечить четкое выполнение всех рабочих процессов, позволяет внимательных подход к программированию техники. По сути, программа разрабатывается для каждой задачи отдельно, включает в себя разные этапы обработки и отделки (позиционные этапы, вспомогательные, и прочие переходы).
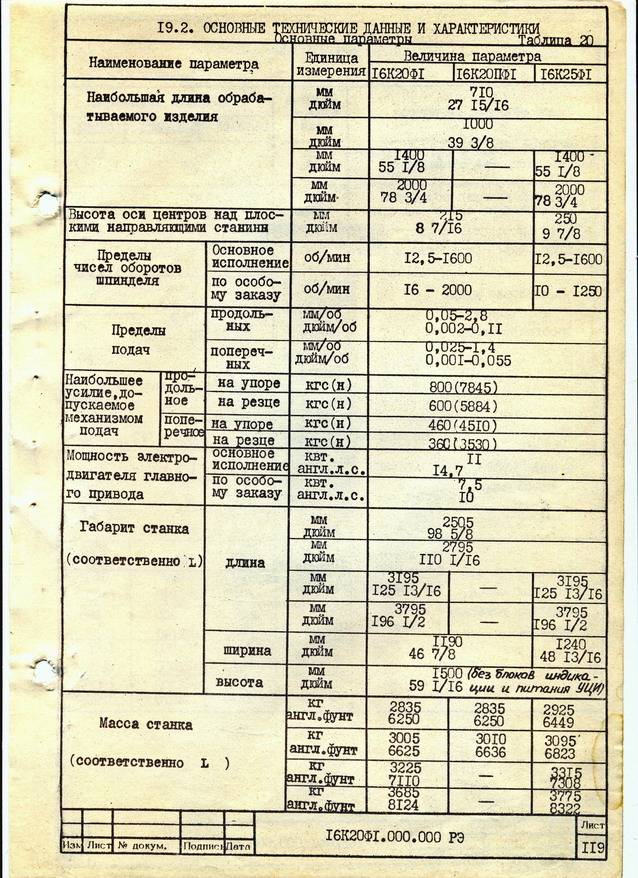
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.

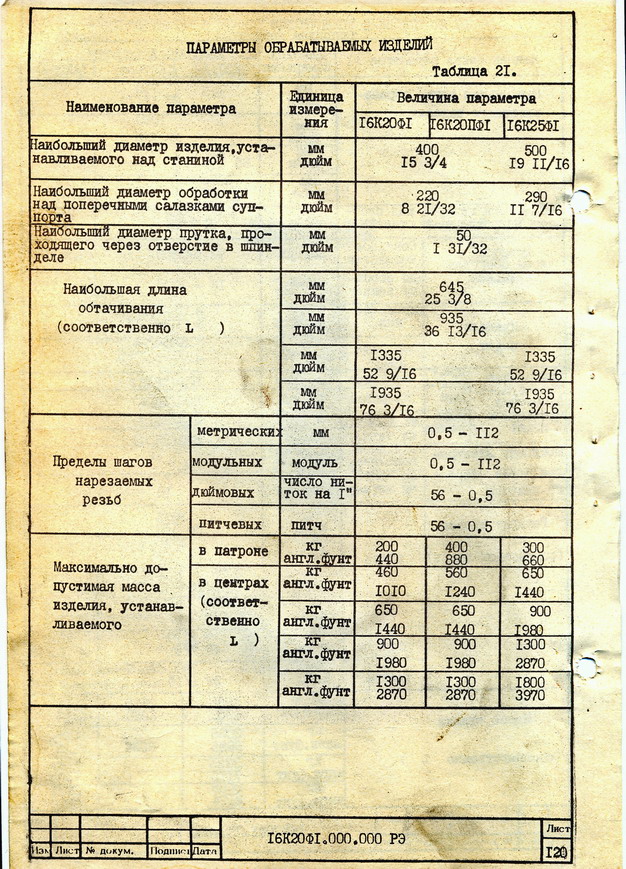
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Основные разновидности и расшифровка модификаций
Токарный станок 16К20 имеет четыре разновидности, но общую кинематическую схему при этом:
- 16К20 – стандартная токарно-винторезная модель;
- 16К20П- станок токарно-винторезный с повышенной точностью;
- 16К20Г- станок токарно-винторезный имеет нормальную точность и выемку в станине;
- 16К25 – облегченная модель токарно-винторезного станка с высотой центров 250 мм.
Расшифровка модели
- Цифра «1» указывает на соответствующую группу, к которой принадлежит станок (это универсальная токарно-винторезная модель, по общепринятой российской классификации ЭНИМС).
- Цифра «6» — описывает подгруппу (токарно-винторезную в этом случае).
- Буква «К» — это расшифровка завода, изготовившего станок, и обозначение поколения.
- Цифра «20» показывает высоту центра в 220 мм.





