

Принцип работы фрезерных станков
Практически все фрезерные станки работают по одинаковому принципу. Отличия могут быть только в их функциональных возможностях.
Основные элементы фрезерного станка
Основными конструктивными элементами таких станков являются: несущая станина, рабочий стол, прижимные элементы, цанга и цанговый патрон, в котором закрепляется рабочий инструмент, портал с закрепленным на нем шпинделем, который имеет возможность перемещаться, приводной электродвигатель.
Рабочим инструментом любого фрезерного станка является фреза, конструкция и размеры которой зависят от того, какой конфигурации деталь подлежит обработке. Рабочий инструмент закрепляется в цанговом патроне при помощи хвостовика, а вращение ему передается от приводного электродвигателя через систему передач. Основным назначением фрезы является снятие лишнего слоя металла с заготовки, в чем, собственно, и заключается суть обработки на таком станке.
Шпиндель станка размещается на подвижном портале, перемещениями которого управляют специальные контроллеры, если речь идет об оборудовании с ЧПУ. Электронная система такого оборудования включает в себя контроллеры ЧПУ (числовое программное управление), вспомогательные элементы системы и соединительные детали. Принцип работы моделей станков с ЧПУ заключается в следующем: специальная программа считывает чертежи детали, которую необходимо получить в результате обработки, формирует электронные команды, которые передаются на рабочий орган станка.
Отдельного внимания заслуживают широкоуниверсальные станки, которые представляют собой гибрид моделей горизонтального и вертикального типа. В их конструкции также имеется цанга, цанговый патрон и зажимы, но коробка передач таких станков передает все движения от одного электродвигателя. Их отличительной особенностью является наличие ручного режима, с помощью которого можно контролировать работу ходового блока.
Пример кинематической схемы (консольно-фрезерный станок)
Дополнительные элементы имеют в своей конструкции пятикоординатный фрезерный станок по металлу и гравировальное оборудование. Такое оборудование оснащено дополнительными зажимными элементами, которые позволяют установить на нем гравировщик. Инструмент такого оборудования вращается за счет карданного вала, которым он напрямую соединен с электродвигателем.
Самыми простыми по своей конструкции являются ручные фрезерные станки по металлу. Такое оборудование обладает невысокой мощностью, а его конструкция состоит из цанги с цанговым патроном, ротора, головки привода и электродвигателя. Естественно, функциональные возможности такого станка тоже ограничены: с его помощью можно выполнять только самые простые фрезерные операции.
Ресурс работы, которым обладает станок фрезерной группы ручного типа, также невысок и составляет не более 10 000 часов. Наиболее слабыми узлами в таком оборудовании, которые первыми выходят из строя, являются цанга и цанговый патрон, прижимы, приставка и шпиндель. Но его невысокую надежность и долговечность вполне компенсирует низкая стоимость. Приобретать его есть смысл в том случае, если пользоваться им вы планируете нерегулярно.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Это интересно: Изготовление фильтра циклон для пылесоса своими руками
Принцип работы фрезерных станков
Практически все фрезерные станки работают по одинаковому принципу. Отличия могут быть только в их функциональных возможностях.
Основные элементы фрезерного станка
Основными конструктивными элементами таких станков являются: несущая станина, рабочий стол, прижимные элементы, цанга и цанговый патрон, в котором закрепляется рабочий инструмент, портал с закрепленным на нем шпинделем, который имеет возможность перемещаться, приводной электродвигатель.
Рабочим инструментом любого фрезерного станка является фреза, конструкция и размеры которой зависят от того, какой конфигурации деталь подлежит обработке. Рабочий инструмент закрепляется в цанговом патроне при помощи хвостовика, а вращение ему передается от приводного электродвигателя через систему передач. Основным назначением фрезы является снятие лишнего слоя металла с заготовки, в чем, собственно, и заключается суть обработки на таком станке.
Шпиндель станка размещается на подвижном портале, перемещениями которого управляют специальные контроллеры, если речь идет об оборудовании с ЧПУ. Электронная система такого оборудования включает в себя контроллеры ЧПУ (числовое программное управление), вспомогательные элементы системы и соединительные детали. Принцип работы моделей станков с ЧПУ заключается в следующем: специальная программа считывает чертежи детали, которую необходимо получить в результате обработки, формирует электронные команды, которые передаются на рабочий орган станка.
Отдельного внимания заслуживают широкоуниверсальные станки, которые представляют собой гибрид моделей горизонтального и вертикального типа. В их конструкции также имеется цанга, цанговый патрон и зажимы, но коробка передач таких станков передает все движения от одного электродвигателя. Их отличительной особенностью является наличие ручного режима, с помощью которого можно контролировать работу ходового блока.
Пример кинематической схемы (консольно-фрезерный станок)
Дополнительные элементы имеют в своей конструкции пятикоординатный фрезерный станок по металлу и гравировальное оборудование. Такое оборудование оснащено дополнительными зажимными элементами, которые позволяют установить на нем гравировщик. Инструмент такого оборудования вращается за счет карданного вала, которым он напрямую соединен с электродвигателем.
Самыми простыми по своей конструкции являются ручные фрезерные станки по металлу. Такое оборудование обладает невысокой мощностью, а его конструкция состоит из цанги с цанговым патроном, ротора, головки привода и электродвигателя. Естественно, функциональные возможности такого станка тоже ограничены: с его помощью можно выполнять только самые простые фрезерные операции.
Ресурс работы, которым обладает станок фрезерной группы ручного типа, также невысок и составляет не более 10 000 часов. Наиболее слабыми узлами в таком оборудовании, которые первыми выходят из строя, являются цанга и цанговый патрон, прижимы, приставка и шпиндель. Но его невысокую надежность и долговечность вполне компенсирует низкая стоимость. Приобретать его есть смысл в том случае, если пользоваться им вы планируете нерегулярно.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Это интересно: Изготовление фильтра циклон для пылесоса своими руками
Токарно-фрезерные станки
Категория
Он напрямую связан с мощностью устройства. Чем оно «сильнее», тем больше воздуха будет нагнетаться в систему, а значит, пространство станет быстрее очищаться. \r\n\r\n
На заводах и фабриках устанавливается высокомощная техника с «внушительным» расходом воздуха (более 50 куб.м\/мин), поскольку там рабочий процесс идет постоянно, а значит, образуется огромное количество пыли и стружки. В домашних мастерских достаточно устройства с более скромными показателями по этой характеристике. «,»sort»:100,»additional»:false>,>,»id»:202270,»type»:»specification»,»label»:»Расстояние между центрами»,»description»:»
Расстояние между центрами станка – показатель, определяющий наибольшую длину обрабатываемой детали: чем оно больше, тем длиннее будет заготовка, которую Вы сможете рассверлить, обточить и т.д. «,»sort»:101,»additional»:false>,>,»id»:202271,»type»:»specification»,»label»:»Max диаметр обработки над станиной»,»description»:»










Данная характеристика указывает на то, каков наибольший диаметр заготовки, обрабатываемой над станиной токарного станка. «,»sort»:102,»additional»:false>,>,»id»:202273,»type»:»specification»,»label»:»Вес нетто»,»description»:null,»sort»:103,»additional»:false>,>,»id»:202276,»type»:»specification»,»label»:»Диаметр сквозного отверстия шпинделя»,»description»:null,»sort»:104,»additional»:false>,>,»id»:202281,»type»:»specification»,»label»:»Max размер державки резца»,»description»:null,»sort»:105,»additional»:false>,>,»id»:230370,»type»:»specification»,»label»:»Min частота вращения шпинделя»,»description»:null,»sort»:112,»additional»:false>,>,»id»:230371,»type»:»specification»,»label»:»Max частота вращения шпинделя»,»description»:null,»sort»:113,»additional»:false>],»booleanFilters»:,»productCount»:2,»queryString»:»»>» data-category-id=»12680″ data-category-name=»Токарно-фрезерные станки» data-bowed-category-name=»в Токарно-фрезерных станках» data-rname=»tokarno-frezernye» data-tag-page-id=»» data-make-id=»0″ data-search-string=»» data-reset-link=»/stanki/tokarnye/po-metallu/tokarno-frezernye/#goods» data-is-search-page=»» data-ab-is-expanded-filters=»» data-is-admin=»» >
Источник
Этапы проектирования
Многие мастера работают, только используя эскизы. Окончательная подгонка расположения деталей производится только при установке их на станину. Уже по месту сверлятся необходимые отверстия, а потом производится монтаж. Довольно часто приходится изменять взаимное расположение узлов. Просверленные отверстия заваривают. Затраты времени довольно большие.
Современная компьютерная техника дает в руки проектировщиков мощный инструмент – трехмерное моделирование с помощью инженерных программ. Выбор программного обеспечения большой. Освоить любую несложно, достаточно установить на свой компьютер и просмотреть уроки, опубликованные в сети.
- Чтобы проще производить виртуальный монтаж, создаются трёхмерные модели твердых тел. Производится измерение имеющихся деталей и узлов.
- С помощью инструментов компьютерной программы разрабатываются аналоги с точными размерами (в пределах разумного допуска).
- Проектируется сцена – моделируется место будущего размещения станка в мастерской.
- На виртуальной сцене размещаются станина и узлы.
- По модели можно перемещать элементы, добиваясь рациональной установки по высоте, ширине и в пространстве сцены.
- Некоторые узлы могут быть спроектированы по месту, применительно к имеющейся модели.
- После завершения моделирования создаются рабочие чертежи. Эта процедура занимает немного времени. Достаточно перенести проекции сборочных узлов и деталей на координатные плоскости и расставить размеры.
- При необходимости для лучшего понимания особенностей конструкции выполняют разрезы и сечения. Они помогают разобраться во взаимодействиях между отдельными деталями и их устройстве.
Разновидности оборудования
Вне зависимости от разновидности, все фрезерные станки работают по одному и тому же принципу. Классифицируются они на основании различий, заключающихся в наличии дополнительных элементов, повышающих их функциональность. К примеру, некоторые установки оборудованы устройствами в виде долбежной головки, приспособления для нарезания гребней и пр.
https://youtube.com/watch?v=yjV5dwtuREs
Вертикально-фрезерные агрегаты
Вертикально-фрезерный станок позволяет обрабатывать все существующие типы металлов и производить сверлильные операции. Такие агрегаты выпускаются в двух исполнениях:
- консольном;
- бесконсольном.
Отсутствие конструкции консоли в вертикально-фрезерном станке компенсируется установкой на основании направляющих. Именно по ним передвигается рабочий стол. В головке шпинделя расположена коробка скоростей, регулирующая скорость его вращения. В консольных установках перемещение гильзы и головки возможно вдоль оси.
Горизонтально-фрезерные машины
Горизонтально-фрезерные станки отличаются горизонтальным расположением шпинделя и предназначены для обработки крупногабаритных элементов. Возможность использования различных типов фрез позволяет проводить самые разнообразные операции. В стандартную комплектацию не входит лишь устройство для операций с винтовыми поверхностями.
Горизонтально-фрезерный станок устанавливается на стол. Все механизмы агрегата размещены в его основании. Внутри расположена только коробка скоростей.
Сверлильно-фрезерные агрегаты
Этот вид фрезерных станков отличен от собратьев наличием сверлильно-фрезерной головки. Такая особенность предоставляет возможность обрабатывать наклонные и угловые поверхности, а также пазы негабаритных деталей. Вращение рабочей головки может осуществляться в противоположных направлениях.
Описание оборудования универсального типа
Универсальный фрезерный станок предназначен для обработки любых металлических элементов, вне зависимости от их конфигурации. По этой причине такие агрегаты наиболее востребованы в частных мастерских. Их закупают предприятия малого бизнеса, занимающиеся ремонтом.
Использование фрезерных станков универсального типа оправдано при необходимости выполнения каких-либо действий с деталями, имеющими большой размер. Их можно устанавливать горизонтально или вертикально. Не станет преградой и спиралевидная поверхность.
Этому способствует наличие горизонтальных и вертикальных направляющих, по которым передвигаются консоль и рабочий стол. Важные узлы и механизмы агрегата надежно спрятаны во внутренней части основания.
Возможности настольных агрегатов
Настольные фрезерные станки устанавливаются в домашних мастерских, в учебных заведениях и производственных цехах, которые не специализируются на выполнении работ подобного рода.
Отличительной особенностью настольных фрезерных станков по металлу является универсальность. В стандартную комплектацию входят различные виды фрез, позволяющих обрабатывать самые разные заготовки. С помощью такого устройства удастся выполнить и другие операции, к числу которых относятся сверление, нарезание резьбы и прочее.
Агрегаты с ЧПУ
В эту категорию включаются:
- фрезерные станки с числовым программным управлением;
- обрабатывающие центры с числовым программным управлением;
- настольные механизмы с числовым программным управлением.
Фрезерный станок с ЧПУ
Работа оборудования с ЧПУ контролируется специальной компьютерной программой. Поэтому в процессе обработки исключается возможность проявления человеческого фактора. А сами агрегаты отличаются высокой стоимостью и востребовано лишь на крупных промышленных предприятиях, специализирующихся на производстве определенного вида деталей.
Настольный вариант фрезерных станков с ЧПУ заслуживает отдельного внимания. Хотя они отличаются небольшими габаритами, с их помощью можно придать заготовке любую форму. Установки с ЧПУ в настольном исполнении позволяют выполнять самые разные технологические операции с металлом, в том числе растачивание, сверление и зенкерование.
Широкоуниверсальные устройства
Такой фрезерный станок по металлу снабжен дополнительной рабочей головкой. Но главная особенность заключается в ее подвижности, что позволяет работать с заготовкой, располагая ее под любым углом.
Для обработки металлических элементов, имеющих сложную конфигурацию, предусмотрена возможность установки на поворотный шпиндель накладной головки. Также существуют бесконсольные модели с кареткой, для передвижения которой предусмотрены горизонтальные направляющие.
Задача
Вообще говоря, «на скорую руку» делаются бутерброды и салаты, романтический ужин можно соорудить на скорую руку, но не станок. Тем не менее, я вынес это словосочетание в заголовок статьи. Почему? Попробую объяснить.
«На скорую руку» это значит технологично для домашнего производства. Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
Кое-кто скажет: «Ну, ты загнул, товарищ! Так не бывает», и будет прав. Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
Ставя перед собой такую задачу, надо хорошо понимать, что осуществить задуманное можно только при условии широкого применения покупных комплектующих и стандартных алюминиевых профилей. Направляющие – этакие краеугольные камни портального гравировально-фрезерного станка — тоже придется купить, а они дорогие. Так что, «на скорую руку» не значит дешево!
И последнее соображение. «На скорую руку» ассоциируется с понятиями просто и быстро. Если с определением «просто» можно согласиться, то быстро вряд ли получится. Изготовление даже простых деталей может затянуться на неопределенный срок, но как говорится, «терпение и труд – все перетрут».









Подытожим:
- Для фрезерования бальзы, фанеры, дерева, пластиков и тонких (до 2 мм) алюминиевых сплавов.
- На линейных шариковых направляющих и зубчатых ремнях.
- Рабочее поле не менее 1000х300х90.
- Разрешение позиционирования не хуже 0,1 мм.
- Скорость позиционирования не менее 2 м/мин.
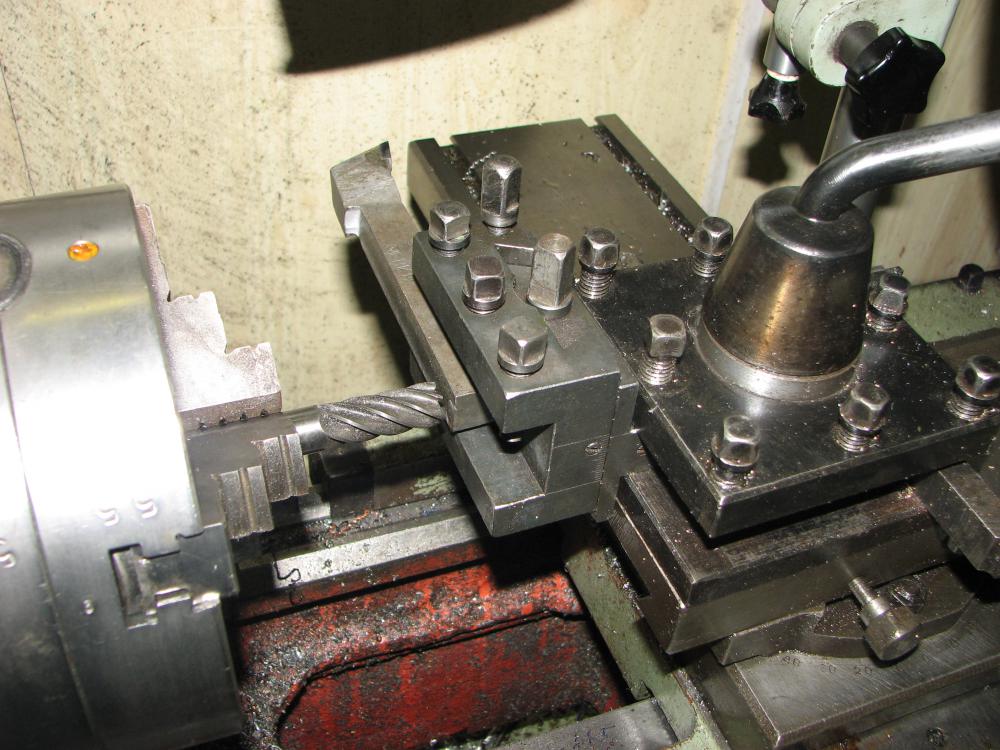
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Скорость вращения инструмента регулируется диаметрами шкивов. Обычно в домашних устройствах используется одна частота. Реверс отсутствует. Органы управление узлом расположены на его корпусе, обычно сверху, на двигателе и состоят из кнопок «Пуск» и «Стоп».
Важно! При длительной работе двигатель греется. На шлифовальных устройствах устанавливается дополнительное охлаждение мотора
4 Кинематическая схема агрегатов для фрезерования
Кинематика различных фрезерных установок универсального и широкоуниверсального типа (например, станка 675П) примерно одинакова, так как большинство российских (а ранее советских) станков изготавливаются из унифицированных узлов. Рассмотрим особенности того, как работает кинематическая схема популярного на отечественных металлообрабатывающих предприятиях станка 6Р81. Аналогичным образом она действует и на иных универсальных фрезерных установках.
Цепь главного движения данного агрегата питается от 5,5-киловаттного мотора, который через муфту полужесткого вида передает вращение на вал (смотрите видео). Указанное вращение может передаваться только по двум соотношениям передач – 21:41 либо 35:27. После этого движение идет через зубчатые колеса (всего их восемь) на следующий вал. Благодаря наличию четырех пар колес на вал вращение поступает по четырем разным схемам.
Устройства, входящие в цепь подач 6Р81, начинают движение при запуске 1,5-киловатного двигателя фланцевой конструкции. Он соединен напрямую с главным валом при помощи муфты (на видео). Кинематическая схема использует девять валов, расположенных в коробке подач. Они обеспечивают вертикальные подачи в интервале от 8,3 до 266,7 миллиметров в минуту, поперечные и продольные – от 25 до 800 миллиметров.
Обгонная муфта передает на коробку реверса (КР), которой располагает универсальный фрезерный станок, от коробки подач. КР необходима для изменения крутящих моментов в рабочее перемещение. Указанные крутящие моменты приходят на предохранительную муфту шариковой формы, которая настраивается на передачу наибольшего момента (крутящего) на винт (по сути – вал) поперечной подачи.
Видео-ролики, подготовленные нами, помогут вам подробнее разобраться в кинематике универсальных агрегатов для выполнения фрезерных работ.
Это интересно: НГФ 110 Ш4 настольный горизонтально-фрезерный станок: рассказываем детально
4 Другие виды оснастки для токарного оборудования
Револьверная головка значительно увеличивает производительность агрегатов для выполнения работ по металлу. Она может быть шестигранной или круглой (по Госстандарту 3859–83). Круглая револьверная головка выпускается с двумя разновидностями центрирующих отверстий – с конусными и с цилиндрическими.

ГОСТ 3859 содержит общие рекомендации по изготовлению оснастки для токарных агрегатов. Заказчик может описать производителю, какая именно револьверная головка ему нужна и каких размеров. Другими словами, подобная оснастка выпускается индивидуально. Револьверная головка используется в сменных резцовых блоках. Она обеспечивает быструю и максимально точную регулировку режущих инструментов. Револьверная оснастка может устанавливаться на станки с ЧПУ и на агрегаты универсального типа, которые имеют салазки крестовой формы.
Обработка тонких (в профессиональной среде говорят – нежестких) валов осуществляется при помощи подвижных либо неподвижных люнетов для токарных станков. Неподвижная оснастка устанавливается и фиксируется на направляющих агрегата, подвижная может монтироваться на суппорте (а именно на его каретке). Люнеты подвижного вида считаются более современными и эффективными. Данные приспособления для токарных станков идеально подходят для обтачивания (чистового) заготовок большой длины.

Для обработки заготовок с поверхностями в виде конусов используется специальная конусная линейка. Ее размещают параллельно конической образующей поверхности. При этом суппорт агрегата поворачивают на 90 градусов. Линейка располагает делениями для отсчета углов ее поворота. Деления бывают угловыми либо миллиметровыми. На многих предприятиях конусная линейка эксплуатируется весьма активно (как и описанная выше револьверная головка), так как она проста в применении.
Также существует и далее указанная оснастка: шлифовальная головка для токарного станка, четырехпозиционные резцедержатели, планшайбы, картриджные держатели резцов, приспособления для выполнения отверстий и нарезания резьбы.
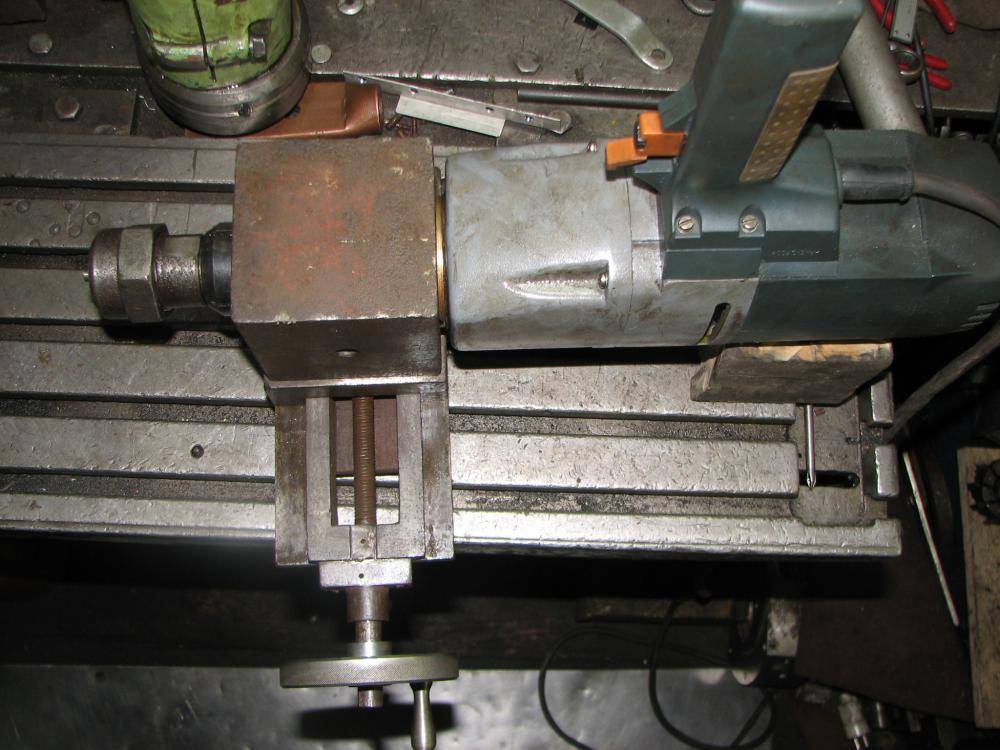
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Устройство для фрезерования и шлифовки имеет свой электродвигатель, соединенный с валом шпиндельной головки ременной передачей. Потребление электроэнергии осуществляется от системы станка.
Скорость вращения инструмента регулируется диаметрами шкивов. Обычно в домашних устройствах используется одна частота. Реверс отсутствует. Органы управление узлом расположены на его корпусе, обычно сверху, на двигателе и состоят из кнопок «Пуск» и «Стоп».
Как работает приводной инструмент
Приводной инструмент позволяет значительно расширить возможности станка, делая токарный станок с ЧПУ обрабатывающим центром. Приводной инструмент всегда работает с осью С.
Механизм приводного инструмента состоит из следующих компонент:
- Револьверная голова с установленным внутри приводным электродвигателем, который через соединительную муфту передает вращение приводному блоку;
- Приводные блоки с инструментом (сверла, метчики, фрезы), которые устанавливаются в инструментальный диск револьверной головы. Приводной блок имеет специализированный хвостовик, играющий роль соединительной муфты для передачи крутящего момента от электродвигателя инструменту.
Технологические операции, которые осуществляет приводной инструмент:
- Фрезерование плоскостей, лысок, пазов, обнижений и пр.
- Сверление соосных отверстий разного диаметра, как по оси детали, так и со смещением
- Обработка поверхностей и отверстий под углом к оси детали
- Нарезание резьбы методом фрезерования.
На сегодняшний день в мире существует две наиболее распространенные системы крепления инструмента для токарных обрабатывающих центров с приводным инструментом.
Это системы VDI и BMT. Система BMT (Built-in Motor Turret – с встроенным в револьвер приводом инструмента) имеет преимущество в жесткости крепления блока к револьверной голове за счет закрепления 4-мя болтами.
Кроме того, система BMT предоставляет возможность расширения количества инструмента за счет промежуточных положений револьверной головы (до 24).
Примерные характеристики приводного инструмента:
- скорость вращения 4000..6000 об/мин
- Мощность 4 кВт
- Максимальный крутящий момент 40 Нм
- Время смены позиции инструмента 0,15 с

Револьверная головка BMT
Управление приводным инструментом
Команды включения
- M133 – включает вращение шпинделя в прямом направлении
- M134 – включает вращение шпинделя в обратном направлении
- M135 – останавливает шпиндель приводного инструмента.
Скорость вращения шпинделя управляется адресным кодом P. Например, P1200 задает скорость вращения шпинделя 1200 об/мин.








- M138 – изменение скорости вращения шпинделя вкл
- M139 – изменение скорости вращения шпинделя выкл
Изменение скорости вращения шпинделя (SSV) позволяет вам задать диапазон, в котором скорость вращения шпинделя непрерывно изменяется. Это полезно для подавления вибрации инструмента, которая может привести к нежелательному ухудшению качества обработки детали и/или повреждению режущего инструмента.
Система управления изменяет скорость вращения шпинделя в соответствии с настройками 165 и 166. Например, для изменения скорости вращения шпинделя +/-100 об/мин от ее текущей скорости по команде с рабочим циклом 1 секунда, установите настройку 165 на 100, а настройку 166 – на 1.
Это изменение зависит от материала, оснастки и характеристик в вашем конкретном случае, но 100 об/мин в течение 1 секунды – хорошее начало.
Вы можете отменить значения настроек 165 и 166 с помощью адресных кодов Р и Е при их использовании вместе с M138. Где P – изменение SSV (об/мин), Е – цикл SSV (сек). См. пример ниже:
- M138 P500 E1.5 (Turn SSV On, vary the speed by 500 RPM, cycle every 1.5 seconds);
- M138 P500(Turn SSV on, vary the speed by 500, cycle based on setting 166);
- M138 E1.5 (Turn SSV on, vary the speed by setting 165, cycle every 1.5 seconds);
M138 не зависит от команд шпинделя; после выполнения этой команды она остается активной даже при неработающем шпинделе. Помимо этого, M138 остается активной до ее отмены с помощью M139 или при M30, а также с помощью команды Сброс или Аварийный останов.
Токарно-фрезерные станки в названии могут иметь букву «M» (Milling). Это означает, что такой станок имеет функцию приводного инструмента.
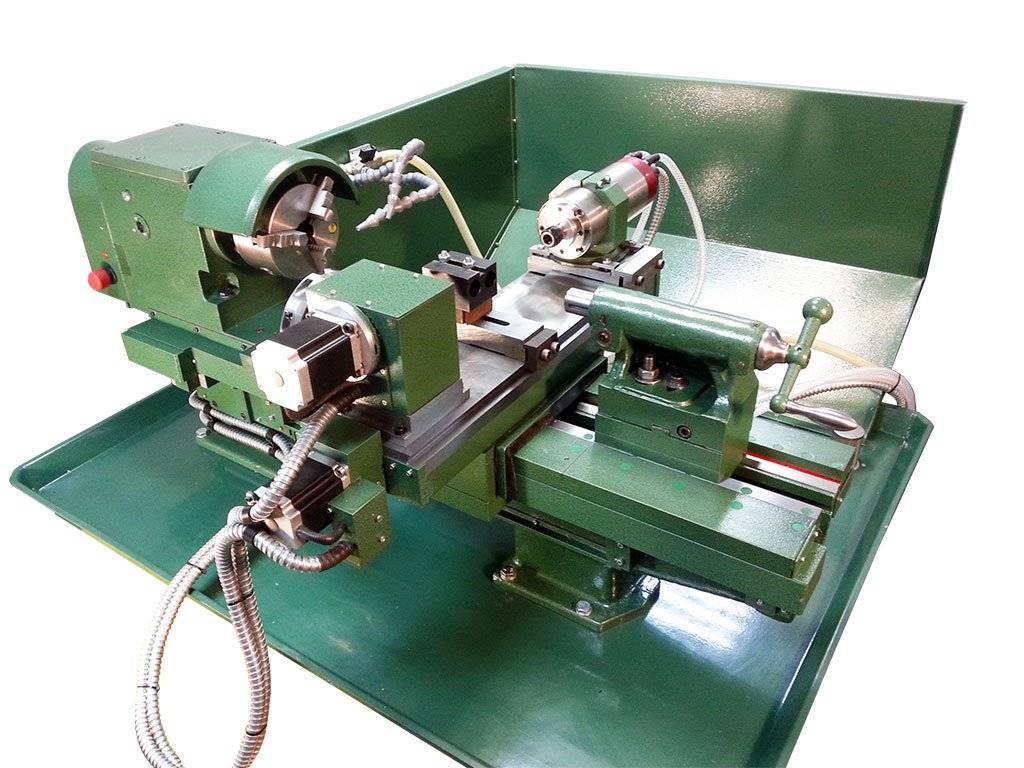
Настольные и мини токарно-фрезерные станки по металлу
Настольные и мини токарно-фрезерные станки по металлу во многом похожи на оборудование обычных размеров. Единственной отличительной особенностью данных станков являются небольшие размеры исполнения и, как следствие, ограничение размеров деталей. Для проведения токарных операции, как и на обычном станке, используются различные виды резцов.
При проведении работ по фрезеровке деталей, применяют различные виды фрез:
- концевые;
- дисковые;
- фасонные;
- торцевая.
Учитывая малые размеры станка, заметно сокращается наличие люфтов и биения различных подвижных элементов его конструкции. Это позволяет добиться высокой прецизионности выполняемых работ.
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Скорость вращения инструмента регулируется диаметрами шкивов. Обычно в домашних устройствах используется одна частота. Реверс отсутствует. Органы управление узлом расположены на его корпусе, обычно сверху, на двигателе и состоят из кнопок «Пуск» и «Стоп».
Важно!
При длительной работе двигатель греется. На шлифовальных устройствах устанавливается дополнительное охлаждение мотора.
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Скорость вращения инструмента регулируется диаметрами шкивов. Обычно в домашних устройствах используется одна частота. Реверс отсутствует. Органы управление узлом расположены на его корпусе, обычно сверху, на двигателе и состоят из кнопок «Пуск» и «Стоп».
Важно! При длительной работе двигатель греется. На шлифовальных устройствах устанавливается дополнительное охлаждение мотора





