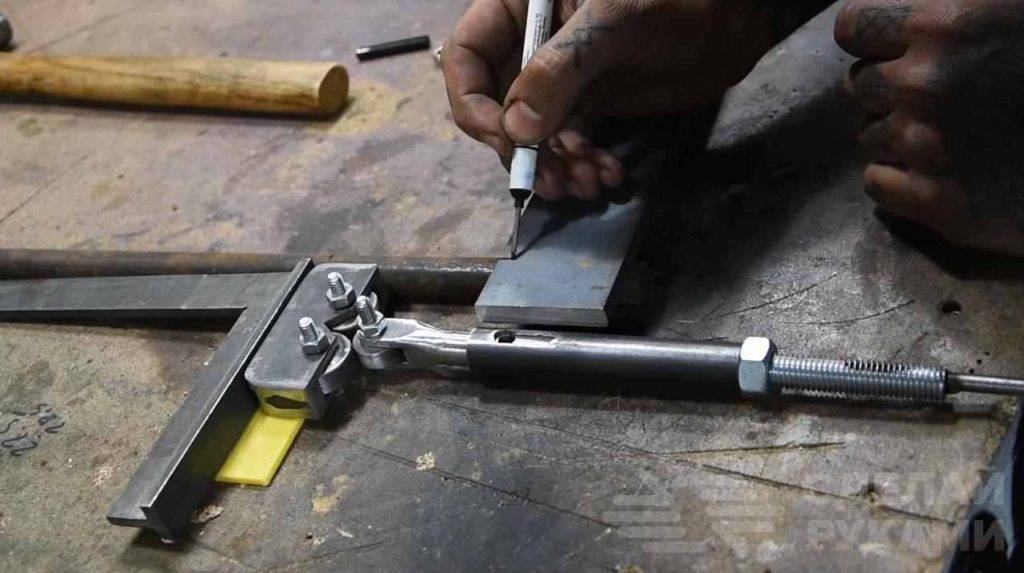
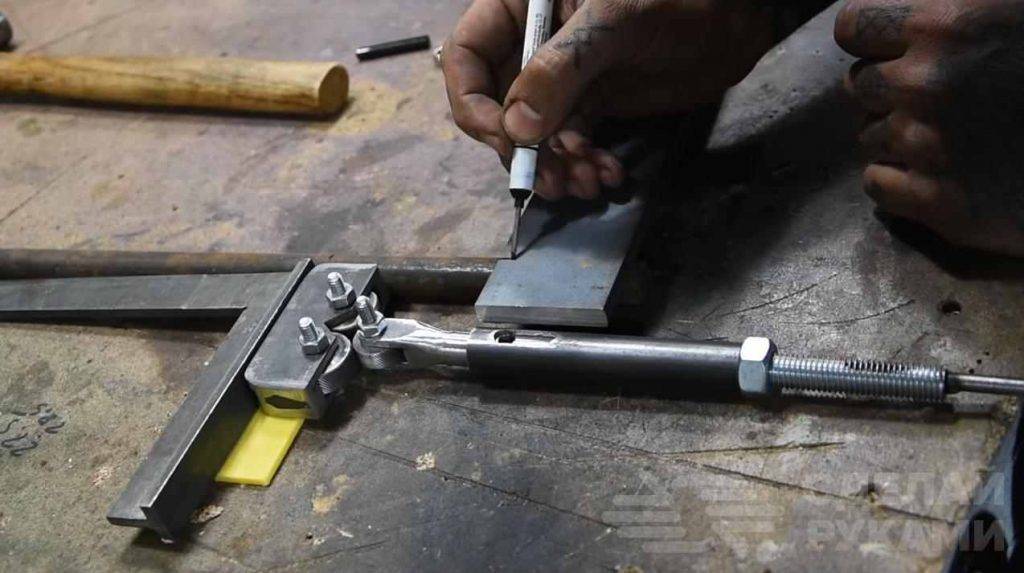
Сборка инструмента
На следующем этапе необходимо будет отрезать кусок круглой трубы и заготовку из стального кругляка, которая входила бы в эту трубу. Также потребуется небольшой отрезок шпильки, из которой мастер изготавливает еще одну деталь.

Далее из небольших кусков металла делается посадочное место под третий накатный ролик, который надо приварить к стальному прутку. На другой стороне кругляка с помощью болгарки делается прорезь под шпильку.

Потом изготавливаются остальные детали. Все заготовки свариваются вместе. На последнем этапе изготавливается деревянная рукоятка. Ее можно покрыть лаком или минеральным маслом.
Подробно о том, как сделать ручной инструмент для накатки рифлений на деталях, вы можете посмотреть в данном видео.
Источник
Как сделать накатку в домашних условиях

В этом случае могу порекомендовать простой и проверенный практикой способ. Необходимо иметь лишь обычные слесарные тиски, два одинаковых новых плоских напильника, молоток и два круглых прутка или гвоздя, желательно диаметром не менее 5—6 мм.
Способ заключается в следующем. Деталь, на поверхности которой необходимо получить рифление, помещают между двумя напильниками в тиски. При этом между одним из напильников и губкой тисков устанавливают гвозди, выполняющие роль катков. Расстояние между гвоздями выбирается небольшим, чтобы уменьшить изгибающий-момент, действующий на подвижный напильник, но не менее 1,1—1,5 диаметра детали, на поверхности которой выполняется накатка. Вся система сжимается тисками. При этом нужно быть очень осторожным, чтобы не сломать подвижный напильник, работающий на изгиб. Рабочие поверхности напильников при установке смазывают маслом.

Схема накатки с помощью напильников:
1 — подвижный напильник; 2 — тиски; 3 — катки (гвозди); 4 — неподвижный напильник; 5 — деталь
Сжав тиски, ударяют молотком по подвижному напильнику — так, чтобы деталь совершила один оборот. Затем, после дополнительного поджатия винта тисков, операцию повторяют в обратном направлении. Обычно для получения рифления вполне удовлетворительного качества бывает достаточно двух-трех продольных ходов напильника (естественно, при хорошем состоянии последнего). Наилучшие результаты дает применение напильников с мелкой насечкой — с шагом не более 0,5 мм.
Во избежание травм необходимо работать в очках, а конец напильника, по которому бьет молоток, защитить накладкой из мягкого металла.
В. ЗВЕЗДАКОВ, г. Барнаул
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Цели и назначение
Накатывание — холодный способ обработки изделий. Под воздействием инструмента на поверхности получается различный узор — сеточка, рифление, риски, насечки. Особых требований к подготовке поверхности нет. Деталь обтачивают до нужного диаметра, после накатывают рифление.
Назначение накатки:
- Повышение эксплуатационных свойств.
- Удаление трещин и других дефектов.
- Повышение устойчивости к коррозии.
- Усовершенствование рабочих характеристик изделий.
Для некоторых деталей накатка необходима из-за их эксплуатационных особенностей. Рифление делают на головках винтов, рукоятках. Для удобства пользования накатывание делают ручке на станках и других механизмах.

Инструменты и монтаж на станках
Стружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления:
- разнообразные ролики;
- зубчатые накатники;
- универсальные накатники;
- стандартные шарики
- накатывание резьбы и другие инструменты;
Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств.
Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.

Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину.
Скорость обработки зависит от того какой используется резец и материал заготовки.
Видео-инструкция по изготовлению приспособления для накатки на токарном станке своими руками
Источник
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Длинные детали фиксируются задним центром. Вылет пиноли должен быть минимальный.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.









Как происходит сам процесс?
Выполнять накатывание можно на любом токарном станке с мощным резцедержателем. Данный вид оборудования обеспечивает быстрый и максимально точный перенос нужного узора на деталь.

Подготовительные работы
Подготовка начинается непосредственно с установки накатки в резцедержатель. Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.
Важно!
Устанавливать инструмент нужно строго по центру.
Под накатку не нужно оставлять припуск. Размер и форма детали после рифления не меняется.
Непосредственно накатка
Деталь крепится в трехкулачковый патрон. Ролик располагается параллельно обрабатываемой поверхности. Оптимальная частота вращения шпинделя — от 40 до 100 об/мин.
На ручной поперечной подаче инструмент подводится к заготовке, слегка ее касаясь. Далее, накатка вдавливается в поверхность детали на 0,5-0,8 мм (отмечать нужно на лимбе поперечной подачи). После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
Когда инструмент пройдет заданную длину, необходимо снова углубиться на 0,5-0,8 мм, и включить продольную подачу в обратном направлении. Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Количество подходов зависит от обрабатываемого материала. В большинстве случаев необходимо прогнать ролик 4-7 раз. Иногда нужный узор получается с первого или второго раза.
Справка! После каждого прохода заготовку смазывают веретенным или машинным маслом, это обеспечивает лучшее качество поверхности.
Заключительные доработки и проверка
Проверить правильность и качество накатки можно только на глаз. Если рифление получилось равномерное, без дефектов — деталь можно снимать.
Накатки

Накатка для токарного станка 2-х сторонняя,GARVIN
Размер державки 12х12х127 мм
Диаметр роликов 19х6,35х6,35 мм
Ролики-насечка прямая,шаг 1,5 мм
Общая длина,между осями роликов-110 мм

Диаметр ролика 20 (диа.)х 8 ( ширина) х 6 (диа.отв.)мм
Ролик-насечка прямая,шаг 1,0 мм

Накатка с одним роликом,набор (+6 роликов)
3-прямая насечка,шаг:1,7/1,1/0,6 мм
3-насечка (cross) с разным шагом:1,8/1,2/0,7 мм
Размер державки 12×12х100 мм
Диаметр ролика 19 (диа.)х 6,35 ( ширина) х 6,35 (диа.отв.)мм

Размер державки 12х12х138 мм (общая длина)
Диаметр роликов 20 (диа.)х8 (ширина)х6,35 (диа.отв.) мм

Накатка с державкой 10 мм
Габаритные размеры роликов 19х9,52х6,35 мм


Накатка с державкой 16 х 9,5 х 75 мм
Размер роликов 19х9,52х6,35 мм

Накатка с державкой 9,5 х 9,5 х 145 мм
Размер роликов 19х9,52х6,35 мм

Продаются по-штучно (цена за шт.)

Продаются по-штучно (цена за шт.)

Ролик накаточный,сменный насечка «DIAMOND»,HSS,GARVIN,19×9 мм
Сменный,накаточный ролик
19х9,52х6,35 мм
Насечка diamond (DIAMOND MEDIUM)
Материал-бысторежущая сталь
Шаг накатки 1,3 мм
Продаются по-штучно (цена за шт.)
Ролик накаточный,сменный насечка «КРЕСТОВАЯ»,HSS,GARVIN,19×9 мм
Сменный,накаточный ролик
19х9,52х6,35 мм
Насечка крестовая (CROSS MEDIUM)
Материал-бысторежущая сталь
Шаг накатки 1,3 мм
Продаются по-штучно (цена за шт.)

Ролик накаточный,сменный насечка «ЛЕВАЯ»,HSS,GARVIN,19×6 мм
Сменный,накаточный ролик
Насечка левая (LEFT)
Материал-бысторежущая сталь
Продаются по-штучно (цена за шт.)
Источник
Накатка рифления
Чтобы создать на поверхности детали рифленый рисунок используют специальные ролики из инструментальной стали. Для простого рифления достаточно одного ролика, для перекрестного — двух.










Державка крепится в резцедержатель токарного станка. Во время работы ролики необходимо прижать к крутящейся болванке, они вдавливаются в металл и создают сетчатый узор.
В процессе накатки нужно заранее проверить, будут ли совпадать зубцы роликов с уже сделанными канавками при дальнейшем вращении детали. До начала накатки поверхность роликов чистят металлической щеткой, в процессе обработки периодически смазывают техническим маслом. Скорости обработки деталей из различных материалов указаны в таблице.
| Скорость, м\мин | Материал заготовки | ||||
| Стали мягкие | Стали твердые | Бронза | Латунь | Алюминий | |
| 10 — 15 | 20 — 25 | 25 — 40 | 40 — 50 | 80 — 100 | |
| Подача инструмента продольная, мм\об | 1 — 1,5 | 1 — 1,5 | 1,5 — 2 | 2, 25 | 2 — 2,5 |
Таблица 1. Скорость детали и подача инструмента продольная при обработке различных материалов
Станки и инструменты
Станки. Для выполнения накатки необходим токарный или другой станок с мощным держателем резца, потому что во время работы инструмент поперечно подается и прижимается к детали с повышенным усилием. Возможна автоматическая или ручная подача. На станке выставляются обороты не более 100 в минуту. Самые мощные и специализированные станки выполняют процедуру в один проход, иногда необходимо пройти несколько раз.
Ролики. Существует множество видов роликов, выполняющих различные формы рифления на поверхности детали. Ролик вставляется в державку, которая может быть:
- с плавающей головкой;
- V-образная;
- U-образная;
- двухсторонняя;
- односторонняя.
Универсальные накатки позволяют работать одновременно парой роликов, создавая крестовой узор. У некоторых моделей есть возможность изменения глубины канавок. Универсальные модели устанавливаются практически на любой станок. Ролики идут в комплект, их можно приобрести дополнительно.
Демонстрация токарной накатки в видеоролике:
Источник
Процесс накатывания, виды и назначение
Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной:
Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.

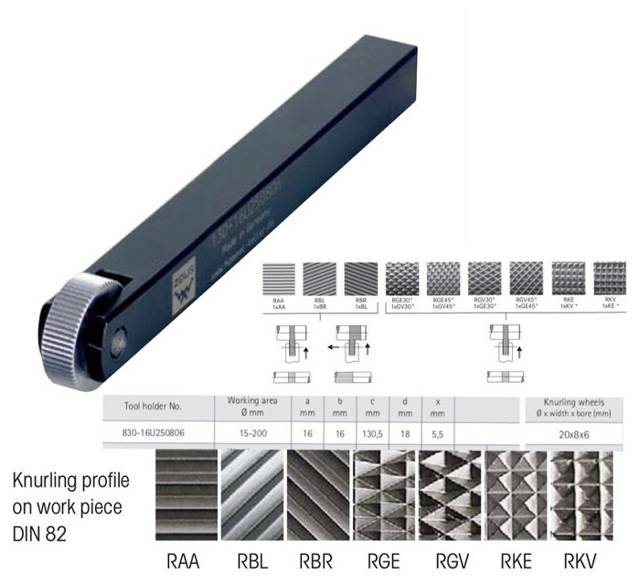
Виды накатных роликов для рифления
Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Какие инструменты необходимы?
Приспособления изготовлены преимущественно из инструментальной стали. Инструмент состоит из держави, к которой крепятся ролики. В зависимости от размера зубцов на ролике получается мелкий, средний и крупный узор.
Накатные ролики
Применяются для получения рифленой поверхности на детали. Ролик крепится к державке, которая вставляется в резцедержатель. Ролики бывают односторонними и двусторонними. Для получения прямого узора используется один ролик. Если нужно сетчатое рифление, применяется двусторонний инструмент с противоположным направлением узора.
Важно!
Ширину и диаметр ролика выбирают исходя из размера детали.

Зубчатые
Используются для формирования зубьев на цилиндрических деталях. инструмент в большинстве случаев обеспечивает нужные параметры поверхности за один проход.
Универсальные
Применяются для формирования рифлений на ручках, винтах, а также образования рисок и насечек на цилиндрических изделиях.
Стандартные шарики
Изготовлены преимущественно из твердых сплавов, либо из закаленной стали. Шариковые накатки дополнительно оснащены пружиной, которая обеспечивает равномерный нажим на деталь. Отрегулировать силу давления шарика на поверхность можно при помощи специального винта. Применяются шарики для обработки не жестких деталей.

Накатывание резьбы
Производится путем выдавливания металла из заготовки. В качестве инструмента используются специальные накатные ролики. Их профиль и шаг соответствует будущей резьбе. Ролики закрепляют в пиноль задней бабки, либо держат за рукоятки вручную, как при работе с плашками.